KR20130105623A - 내연기관용 피스톤 및 이를 제조하기 위한 방법 - Google Patents
내연기관용 피스톤 및 이를 제조하기 위한 방법 Download PDFInfo
- Publication number
- KR20130105623A KR20130105623A KR1020137005821A KR20137005821A KR20130105623A KR 20130105623 A KR20130105623 A KR 20130105623A KR 1020137005821 A KR1020137005821 A KR 1020137005821A KR 20137005821 A KR20137005821 A KR 20137005821A KR 20130105623 A KR20130105623 A KR 20130105623A
- Authority
- KR
- South Korea
- Prior art keywords
- piston
- semi
- blank
- ring
- friction welded
- Prior art date
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P15/00—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass
- B23P15/10—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass pistons
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/0068—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for particular articles not mentioned below
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
- B23K20/129—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding specially adapted for particular articles or workpieces
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/50—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for welded joints
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02F—CYLINDERS, PISTONS OR CASINGS, FOR COMBUSTION ENGINES; ARRANGEMENTS OF SEALINGS IN COMBUSTION ENGINES
- F02F3/00—Pistons
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02F—CYLINDERS, PISTONS OR CASINGS, FOR COMBUSTION ENGINES; ARRANGEMENTS OF SEALINGS IN COMBUSTION ENGINES
- F02F3/00—Pistons
- F02F3/0015—Multi-part pistons
- F02F3/003—Multi-part pistons the parts being connected by casting, brazing, welding or clamping
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02F—CYLINDERS, PISTONS OR CASINGS, FOR COMBUSTION ENGINES; ARRANGEMENTS OF SEALINGS IN COMBUSTION ENGINES
- F02F3/00—Pistons
- F02F3/0084—Pistons the pistons being constructed from specific materials
- F02F3/0092—Pistons the pistons being constructed from specific materials the material being steel-plate
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02F—CYLINDERS, PISTONS OR CASINGS, FOR COMBUSTION ENGINES; ARRANGEMENTS OF SEALINGS IN COMBUSTION ENGINES
- F02F3/00—Pistons
- F02F3/16—Pistons having cooling means
- F02F3/20—Pistons having cooling means the means being a fluid flowing through or along piston
- F02F3/22—Pistons having cooling means the means being a fluid flowing through or along piston the fluid being liquid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/003—Pistons
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02F—CYLINDERS, PISTONS OR CASINGS, FOR COMBUSTION ENGINES; ARRANGEMENTS OF SEALINGS IN COMBUSTION ENGINES
- F02F3/00—Pistons
- F02F3/0015—Multi-part pistons
- F02F3/003—Multi-part pistons the parts being connected by casting, brazing, welding or clamping
- F02F2003/0061—Multi-part pistons the parts being connected by casting, brazing, welding or clamping by welding
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49229—Prime mover or fluid pump making
- Y10T29/49249—Piston making
- Y10T29/49252—Multi-element piston making
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49229—Prime mover or fluid pump making
- Y10T29/49249—Piston making
- Y10T29/49252—Multi-element piston making
- Y10T29/49254—Utilizing a high energy beam, e.g., laser, electron beam
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- General Engineering & Computer Science (AREA)
- Combustion & Propulsion (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Crystallography & Structural Chemistry (AREA)
- Thermal Sciences (AREA)
- Fluid Mechanics (AREA)
- Pistons, Piston Rings, And Cylinders (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
Abstract
본 발명은 다음과 같은 공정 단계를 특징으로 하는, 제1 피스톤 구성부(11, 111, 211)와 제2 피스톤 구성부(12, 112, 212)로부터 내연기관용 피스톤(10, 110, 210)을 제조하기 위한 방법에 관한 것이다: (a) 열처리강 또는 석출 경화강으로 제조되고 적어도 하나의 접합면(29, 31)을 가진 제1 피스톤 구성부(11, 111, 211)의 반가공품(211')을 제공하는 단계, (b) 열처리강 또는 석출 경화강으로 제조되고 적어도 하나의 접합면(32, 33)을 가진 제2 피스톤 구성부(12, 112, 212)의 반가공품(212')을 제공하는 단계, (c) 반가공품(211', 212')을 열처리하는 단계, (d) 상기 반가공품의 접합면(29, 31, 32, 33)을 통한 마찰 용접에 의해 적어도 하나의 마찰 용접 이음부(25, 26, 125, 226)와 적어도 하나의 마찰 용접 이음부(25, 26, 125, 226)의 영역에 열영향부(30, 30')를 형성하면서 제1 피스톤 구성부(11, 111, 211)의 반가공품(211')과 제2 피스톤 구성부(12, 112, 212)의 반가공품(212')을 피스톤 반가공품(210')으로 결합시키는 단계, (e) 열영향부(30, 30')를 유지하면서 피스톤 반가공품(210')을 템퍼링 또는 응력 제거 어닐링하는 단계, 및 (f) 피스톤 반가공품(210')을 피스톤(10, 110, 210)으로 후가공 및/또는 마무리 가공하는 단계. 본 발명은 또한 이러한 피스톤(10, 110, 210)에 관한 것이다.
Description
본 발명은 제1 피스톤 구성부와 제2 피스톤 구성부로부터 내연기관용 피스톤을 제조하기 위한 방법에 관한 것이다. 본 발명은 또한 이러한 내연기관용 피스톤에 관한 것이다. 본 발명은 또한 제1 피스톤 구성부와 제2 피스톤 구성부로부터 제조되고 피스톤 헤드, 환형의 탑랜드, 링홈이 마련된 환형의 링지대와 피스톤 스커트를 포함하는 내연기관용 피스톤에 관한 것이다.
현대 내연기관용 피스톤은 점점 오일의 소비가 적도록 구성되고 있다. 현대 내연기관에서는 피스톤의 열응력과 기계적 응력이 동시에 점차 증가하고 있기 때문에 엔진 작동시 충분한 오일이 피스톤에 공급되지 않을 우려가 있다. 그 결과, 높은 마찰학적 응력이 발생한다. 이로부터 마모가 심해지고 이에 따라 피스톤의 수명이 감소하게 된다. 따라서 마모가 심한 피스톤의 일부 영역 또는 일부 구조, 예를 들면 제1 링홈의 하부 홈 측면을 예를 들면 질화 처리(EP 0 985 739 A1 참조) 또는 레이저 조사(DE 10 2007 006 948 A1)에 의해 경화하고자 하는 노력이 있었다. 이들 처리방법은 비용이 높아 가격 상승으로 이어진다.
본 발명의 과제는 저렴한 비용으로 피스톤의 일부 영역 또는 일부 구조를 경화시킬 수 있는 피스톤 제조방법을 제공하는데 있다.
상기 과제를 해결하기 위해서, (a) 열처리강 또는 석출 경화강으로 제조되고 적어도 하나의 접합면을 가진 제1 피스톤 구성부의 반가공품을 제공하는 단계; (b) 열처리강 또는 석출 경화강으로 제조되고 적어도 하나의 접합면을 가진 제2 피스톤 구성부의 반가공품을 제공하는 단계, (c) 상기 반가공품을 열처리하는 단계, (d) 상기 반가공품의 접합면을 통한 마찰 용접에 의해 적어도 하나의 마찰 용접 이음부와 상기 적어도 하나의 마찰 용접 이음부의 영역에 열영향부를 형성하면서 제1 피스톤 구성부의 반가공품과 제2 피스톤 구성부의 반가공품을 피스톤 반가공품으로 결합시키는 단계, (e) 상기 열영향부를 유지하면서 피스톤 반가공품을 템퍼링 또는 응력 제거 어닐링하는 단계, 및 (f) 상기 피스톤 반가공품을 피스톤으로 후가공 및/또는 마무리 가공하는 단계를 포함하는 방법이 제공된다. 본 발명에 따른 피스톤은 제1 피스톤 구성부 및/또는 제2 피스톤 구성부가 열처리강 또는 석출 경화강으로 제조되고 마찰 용접에 의해 서로 결합되며 적어도 하나의 마찰 용접 이음부가 열영향부에 의해 둘러싸여 있는 것을 특징으로 한다.
열처리라 함은 경화와 템퍼링으로 이루어진 열처리 과정에 의해 강철을 원하는 경도와 강도로 조절하는 것을 의미한다. 이와 관련하여 경화는 마르텐사이트 및/또는 베이나이트를 형성하기 위해 오스테나이트화와 급냉으로 이루어진 강철의 열처리 과정을 의미한다. 템퍼링은 경화 후에 강철로 이루어진 부품을 철-탄소-상태도에서 하한 전이온도인 Ac1 미만의 온도로 가열, 유지 및 후속 냉각하는 과정이다. 응력 제거 어닐링이라 함은 부품 냉각시 나타나는 내부 응력을 실질적인 조직의 변화없이 제거하는 열처리 과정을 의미한다.
경화, 템퍼링, 열처리, 응력 제거 어닐링 등과 같이 본 특허출원에서 사용된 용어들에 대해서 DIN EN 10052를 참조한다.
열처리강 또는 석출 경화강(AFP-강)에서는 마찰 용접에 의해 마찰 용접 이음부 가까이에서 경도가 증가한다. 종래기술에서는 이러한 강철로 구성된 반가공품을 경우에 따라 서로 연결한 상태에서 마찰 용접에 의해 미리 가공한 다음, 얻어진 피스톤 반가공품을 비로소 열처리한다. 이에 따라 경화된 연질 재료는 마찰 용접 이음부 가까이에서 경화가 다시 해제된다.
본 발명에 따른 사상은 상기 반가공품을 먼저 열처리하거나 단조 공정 후 또 다른 목적의 열도입 과정(석출 경화)에 의해 원하는 강도를 갖도록 한 다음, 이 상태에서 마찰 용접에 의해 서로 결합하는데 있다. 이 경우에도, 마찰 용접 이음부 가까이에서 경도가 증가한다. 상기 영역에서 경도는 약 400 HV(비커스)까지 증가한다. 상기 경도가 증가된 영역을 본 특허출원에서는 "열영향부"라 한다. 상기 열영향부의 경도는 열영향부 바깥쪽에 있는 피스톤 반가공품의 열처리 또는 석출 경화된 재료의 경도보다 높다.
본 발명의 방법에 따르면, 마찰 용접 후에는 열처리가 더 이상 필요하지 않다. 그 대신에 마찰 용접으로부터 얻어지는 피스톤 반가공품을 템퍼링이나 응력 제거 어닐링하여 존재하는 응력을 궁극적으로 분해시킨다. 이때 상기 열영향부에서의 경도는 약간 약화되지만, 여전히 250 HV(비커스) 이하의 경도 증가가 나타난다. 최종 제조된 피스톤에서 열영향부는 또한 피스톤의 나머지 다른 재료보다 더 큰 경도를 가진 마찰 용접 이음부 주위의 영역이다.
본 발명에 따르면, 상기 열영향부는 마모가 심하게 일어나는 피스톤의 일부 영역 또는 일부 구조를 경화시키기 위해 이용된다. 이를 위해서, 마찰 용접 이음부 또는 마찰 용접에 의해 연결되는 피스톤 구성부의 반가공품의 접합면을 마찰 용접 후에 심한 마모에 노출되어 경화하여야 하는 제조할 피스톤의 일부 영역 또는 일부 구조가 열영향부에 놓이도록 위치시킨다. 이에 따라 상기 일부 영역 또는 일부 구조는 질화 처리 또는 레이저 조사와 같은 별도의 경화 공정을 더 이상 거칠 필요가 없다.
본 발명은 열처리를 적용할 수 있는 강철 재료로 제조되는 모든 청구항에 따른 피스톤 구조 변형예와 모든 피스톤 구성부에 적합하다.
유리한 실시형태들은 종속항으로부터 명확해진다.
상기 반가공품은 단조 또는 주조될 수 있고 경우에 따라서는 단조 또는 단조에 의해 가능한 것보다 마찰 용접 전에 미리 가공하여 예를 들면 핀홀, 연소실 공동과 냉각 채널부와 같은 구조를 더욱 정밀하게 형성한다.
바람직한 일 실시형태에 따르면, 상기 적어도 하나의 마찰 용접 이음부를 반경방향으로 피스톤 중심축에 대해 예각 또는 둔각으로 형성한다. 이에 의해 마찰 용접 공정 개시시 상기 2개의 피스톤 구성부를 중앙에 배치할 수 있게 된다. 따라서 안내면, 안내 에지 등을 추가할 필요가 없다.
특히 바람직한 또 다른 실시형태에 따르면, 먼저 적어도 하나의 링홈을 가진 적어도 하나의 반가공품을 마련하고 상기 반가공품의 적어도 한 쌍의 대응하는 접합면을 단계(d) 이후에 링홈의 하부 홈 측면으로부터 외측 마찰 용접 이음부의 중심까지의 거리가 마찰 용접 이음부의 열영향부의 축방향 높이보다 작도록 위치시킨다. 이와 다른 실시형태에 따르면, 단계(f)에서 적어도 하나의 링홈을 가진 피스톤 반가공품을 링홈의 하부 홈 측면으로부터 적어도 하나의 마찰 용접 이음부의 중심까지의 거리가 마찰 용접 이음부의 열영향부의 축방향 높이보다 작도록 마련한다. 이러한 방법으로 심한 마모에 노출되는 링홈을 경화시킬 수 있다. 상기 경화는 특히 제1링홈의 하부 홈 측면과 관련이 있다.
본 발명에 따른 방법은 예를 들면 제1 피스톤 구성부로서 피스톤 스커트가 구비된 피스톤 본체와 제2 피스톤 구성부로서 피스톤 헤드, 환형의 탑랜드와 링홈이 마련되어 있는 환형의 링지대가 구비된 피스톤 링 부재를 포함하되 상기 피스톤 본체와 피스톤 링 부재가 환형의 냉각 채널을 형성하는 피스톤에 대해 적합하다. 특히 이러한 유형의 피스톤의 경우에 단계(a)에서는 외측 접합면, 내측 접합면과 상기 2개의 접합면 사이에 환형의 하부 냉각 채널부가 형성되어 있는 피스톤 본체의 반가공품과 단계(b)에서 외측 접합면, 내측 접합면과 상기 2개의 접합면 사이에 환형의 상부 냉각 채널부가 형성되어 있는 피스톤 링 부재의 반가공품을 제공한다. 상기 피스톤 링 부재의 반가공품은 연소실 공동을 가질 수 있다. 그 대신에 상기 피스톤 링 부재의 반가공품은 연소실 공동의 적어도 하나의 벽 영역을 가질 수 있다. 이 경우에 상기 피스톤 본체의 반가공품은 연소실 공동의 적어도 하나의 바닥 영역을 갖는다.
이하, 첨부 도면을 참조하여 본 발명의 실시예를 더욱 상세하게 설명한다. 도면은 실제 크기와 다르게 개략적으로 도시되어 있다:
도 1a는 본 발명에 따른 피스톤의 일 실시예의 단면도이고;
도 1b는 도 1a에 따른 피스톤의 확대 상세도이고;
도 2a는 본 발명에 따른 피스톤의 또 다른 실시예의 단면도이고;
도 2b는 도 2a에 따른 피스톤의 확대 상세도이고;
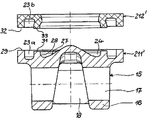
도 3은 본 발명에 따른 피스톤을 제조하기 위한 피스톤 본체의 반가공품과 피스톤 링 부재의 반가공품의 일 실시예의 단면도이고;
도 4는 미리 가공한 도 3에 따른 반가공품이고;
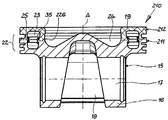
도 5는 본 발명에 따른 피스톤용으로 도 4에 따른 구성부로부터 제조된 피스톤 반가공품의 단면도이고;
도 6은 도 5에 따른 피스톤 반가공품으로부터 제조된 본 발명에 따른 피스톤을 도시하고 있는 도면이다.
도 1a는 본 발명에 따른 피스톤의 일 실시예의 단면도이고;
도 1b는 도 1a에 따른 피스톤의 확대 상세도이고;
도 2a는 본 발명에 따른 피스톤의 또 다른 실시예의 단면도이고;
도 2b는 도 2a에 따른 피스톤의 확대 상세도이고;
도 3은 본 발명에 따른 피스톤을 제조하기 위한 피스톤 본체의 반가공품과 피스톤 링 부재의 반가공품의 일 실시예의 단면도이고;
도 4는 미리 가공한 도 3에 따른 반가공품이고;
도 5는 본 발명에 따른 피스톤용으로 도 4에 따른 구성부로부터 제조된 피스톤 반가공품의 단면도이고;
도 6은 도 5에 따른 피스톤 반가공품으로부터 제조된 본 발명에 따른 피스톤을 도시하고 있는 도면이다.
도 1a와 1b는 본 발명에 따른 피스톤(10)의 제1 실시예를 도시하고 있다. 피스톤(10)은 피스톤 본체(11)와 피스톤 링 부재(12)로 이루어져 있다. 상기 2개의 구성부는 각각의 강철 재료, 예를 들면 열처리가 가능하고 마찰 용접에 적합한 DIN EN 10083 또는 DIN EN 10267에 따른 강철 재료로 구성될 수 있다.
본 실시예에서 상기 피스톤 본체는 AFP-강으로 구성된다. 피스톤 본체(11)는 실제로 공지된 방법으로 보스(16), 피스톤 핀(미도시)을 수용하기 위한 핀홀(17) 및 주행면(미도시)이 형성되어 있는 스커트 영역(18)이 마련되어 있는 피스톤 스커트(15)를 포함한다. 본 실시예에서 피스톤 링 부재(12)는 42CrMo4로 제조된다. 피스톤 링 부재(12)는 피스톤 헤드(19)와 환형의 탑랜드(21)를 포함하고 있다. 피스톤 본체(11)와 피스톤 링 부재(12)는 피스톤 링(미도시)을 수용하기 위한 환형의 링지대(22), 환형의 폐쇄형 냉각 채널(23)과 연소실 공동(24)을 형성한다.
피스톤 본체(11)와 피스톤 링 부재(12)를 실제로 공지된 방법으로 마찰 용접에 의해 서로 결합한다. 이에 따라 피스톤(10)은 링지대(22)의 영역에 외측 마찰 용접 이음부(25)와 연소실 공동(24)의 영역에 내측 마찰 용접 이음부(26)를 갖는다. 본 실시예에서 외측 마찰 용접 이음부(25)는 피스톤(10)의 중심축(A)에 대해 수직으로 형성되어 있는 반면에, 내측 마찰 용접 이음부(26)는 중심축(A)에 대해 예각(α)로 형성된다. 내측 마찰 용접 이음부(26)를 형성함으로써 피스톤 본체(11)에 대해 피스톤 링 부재(12)를 중앙에 배치할 수 있다. 상기 마찰 용접 이음부의 형성과 관련하여 마찰 용접 이음부의 위치와 각도는 임의로 조합할 수 있음은 물론이다.
도 2a와 2b는 피스톤 본체(111)와 피스톤 링 부재(211)로 이루어진 본 발명에 따른 피스톤(110)의 또 다른 실시예를 도시하고 있다. 피스톤(110)은 실질적으로 도 1a와 1b에 따른 피스톤(10)에 상응하므로 일치하는 구조 구성요소에는 동일한 도면부호가 제공되고 이와 관련하여 도 1a와 1b에 대한 상술한 내용을 참조하기로 한다. 유일한 차이점은 외측 마찰 용접 이음부(125)를 피스톤(110)의 중심축(A)에 대해 둔각(β)으로 형성한다는 점이다. 중심축(A)에 대해 예각(α)으로 형성된 내측 마찰 용접 이음부(26)와 함께 마찰 용접 이음부들의 위치와 각도 조합에 의해 특히 피스톤 본체(11)에 대해 피스톤 링 부재(12)를 확실하게 중앙에 배치할 수 있게 된다.
도 3 내지 6은 본 발명에 따른 피스톤(210)의 또 다른 실시예와 본 발명에 따른 피스톤(10, 110, 210)의 모든 실시예에 대한 본 발명에 따른 제조방법의 실시예를 도시하고 있다. 피스톤(210)은 실질적으로 도 1a와 1b에 따른 피스톤(10)에 상응하므로 일치하는 구조 구성요소에는 동일한 도면부호가 제공되고 이와 관련하여 도 1a와 1b에 대한 상술한 내용을 참조하기로 한다. 유일한 차이점은 내측 마찰 용접 이음부(226)를 피스톤(210)의 중심축(A)에 대해 수직(β)으로 형성한다는 점이다.
본 발명에 따른 피스톤(10, 110, 210)은 후술하는 방법으로 제조된다. 제조 방법은 피스톤(210)에 대해서 기재하고 있지만 피스톤(10, 110)에 대해서도 마찬가지로 적용된다.
도 3에 따르면, 먼저 피스톤 본체(211)의 반가공품(211')과 피스톤 링 부재(212)의 반가공품(212')을 예를 들면 단조 또는 주조 또는 소결에 의해 제공한다. 본 실시예에서는 링지대, 냉각 채널, 연소실 공동, 피스톤 보스와 핀홀을 전혀 형성하지 않거나 일부만 형성한다. 상기 피스톤 상부를 링 압연에 의해 또는 관으로부터 분리하여 제조할 수 있다.
반가공품(211', 212')을 주조 또는 단조 후에 실제로 공지된 방법으로 열처리 또는 석출 경화에 의해 원하는 강도로 조절한다.
열처리에 대해서는 DIN EN 10083에 기재된 정보를 이용한다: 42CrMo4의 경우: 850℃에서 오스테나이트화, 오일 중에서 경화/냉각, 600℃에서 템퍼링; 석출 경화형 38MnVS6의 경우: 약 1280℃에서 용액 어닐링, 약 1000℃에서 성형한 후 < 600℃까지 공냉 제어). 열처리 후 반가공품(211', 212')은 240-360 HV(비커스)의 경도를 갖는다.
본 실시예에서 반가공품(211', 212')은 도 4에 따른 열처리 후에 미리 가공한다.
본 실시예에서는 바닥 영역(27) 및 연소실 공동(24)의 벽 영역(28)의 일부를 가공에 의해 피스톤 본체(211)의 반가공품(211')에 포함, 예를 들면 홈을 형성한다. 또한 보스(16), 핀홀(17) 및 주행면이 형성되어 있는 스커트 영역(18)을 가공에 의해 포함시킨다. 마지막으로, 냉각 채널(23)의 환형의 하부 냉각 채널부(23a)를 가공에 의해 포함시킨다. 이로부터 외측 접합면(29)과 내측 접합면(31)이 얻어진다. 본 실시예에서는 연소실 공동(24)의 벽 영역의 잔부(28')를 가공에 의해 피스톤 링 부재(212)의 반가공품(212')에 포함, 예를 들면 홈을 형성한다. 또한 냉각 채널(23)의 환형의 상부 냉각 채널부(23b)를 가공에 의해 포함시킨다. 이로부터 외측 접합면(32)과 내측 접합면(33)이 얻어진다.
반가공품(211')의 외측 접합면(29)은 반가공품(212')의 외측 접합면(32)에 대응된다. 유사한 방식으로 반가공품(211')의 내측 접합면(31)은 반가공품(212')의 내측 접합면(33)에 대응된다. 이러한 대응은 2개의 반가공품(211', 212')이 접합면(29, 31 또는 32, 33)을 따라 피스톤 반가공품(210')으로 서로 결합될 수 있음을 의미한다. 2개의 반가공품(211', 212')을 결합시키기 위해서 상기 2개의 반가공품을 실제로 공지된 방법으로 직선으로 끼우되, 선택된 용접 이음 위치에 의해 중앙 배치가 가능하다. 다음, 상기 부분들을 종래기술에 충분히 알려져 있는 플라이휠-마찰 용접을 통해 용접할 수 있다.
마찰 용접 공정에 의해 형성된 마찰 용접 이음부(25, 226) 주위에는 도 1b와 2b에 도시되어 있는 바와 같이 열영향부(30, 30')가 각각 형성되어 있다. 상기 열영향부는 마찰 용접 이음부(25, 26, 125, 226)의 위아래 각각 1 내지 3 mm에 걸쳐 연장되어 있다. 열영향부(30, 30')의 영역에서는 열영향부(30, 30')의 바깥쪽에 있는 반가공품(211', 212')의 열처리된 재료에 비해 경도가 약 400 HV(비커스)까지 증가한다. 즉, 열영향부(30, 30')의 영역에서는 최대 경도가 약 600 내지 800 HV(비커스)로 나타난다.
본 실시예에서 피스톤 반가공품(210')은 마찰 용접 이후에 1시간 동안 550℃에서 열처리, 즉 템퍼링 또는 응력 제거 어닐링하는 것이 바람직하다. 열처리 결과, 열영향부(30, 30')에서 재료의 경도는 약 200 HV(비커스) 정도 감소한다. 즉, 열영향부(30, 30')의 영역에서 최대 경도는 약 400 내지 600 HV(비커스)로 감소한다. 나머지 영역에서는 열처리에 의한 경도 변화가 전혀 일어나지 않는다. 따라서 반가공품(211', 212')의 경화된 열영향부(30, 30')와 그 외 나머지 재료의 경도 차이는 영구적으로 유지된다.
도 5에 따른 피스톤 반가공품(210')은 상술한 마찰 용접 공정의 결과로서 외측 마찰 용접 이음부(25)와 내측 마찰 용접 이음부(226)를 따라 마찰 용접 비딩부(35)를 갖는다. 반가공품(211', 212')의 완성에 따라 실제로 공지된 방법으로 피스톤 반가공품(210')을 후가공 또는 마무리 가공한다. 예를 들면 외형, 표면, 연소 공동, 핀홀 등을 마무리 가공할 수 있고, 접근 가능한 마찰 용접 비딩부(35)를 제거할 수 있다. 본 발명에 따르면, 링지대(22)에는 링홈(34, 36, 37)(도 1b, 2b 참조)을 가공에 의해 열영향부(30)의 영역에 제1 링홈(34)의 하부 홈 측면(31')이 위치되고 링홈(34)의 하부 홈 측면(34')으로부터 외측 마찰 용접 이음부(25, 125)의 중심까지의 거리는 열영향부(30)의 축방향 높이보다 작도록 포함시킨다(도 1b와 2b 참조). 결과적으로, 특히 외측 가장자리(34")의 영역에 있는 하부 홈 측면(34')이 경화된다. 상기 홈 측면의 경도는 약 400 내지 600 HV(비커스)인 바, 이는 본 발명에 따르면 약 100 내지 200 HV(비커스)의 경도 증가에 해당하고 내마모성의 개선으로 나타난다. 마지막으로, 도 6에 따른 최종 피스톤(210)이 제조된다. 이 방법으로 다른 링홈(36, 37) 역시 경화할 수 있음은 물론이다. 경화 처리할 필요가 있는 본 발명에 따른 피스톤(10, 110, 210)의 다른 일부 영역과 일부 구조에 대해서도 마찬가지로 적용된다. 이러한 일부 영역과 일부 구조는 마찰 용접 후 열영향부(30, 30')의 영역에 위치시켜야 한다.
Claims (15)
- 다음과 같은 공정 단계를 특징으로 하는, 제1 피스톤 구성부(11, 111, 211)와 제2 피스톤 구성부(12, 112, 212)로부터 내연기관용 피스톤(10, 110, 210)을 제조하기 위한 방법:
(a) 열처리강 또는 석출 경화강으로 제조되고 적어도 하나의 접합면(29, 31)을 가진 제1 피스톤 구성부(11, 111, 211)의 반가공품(211')을 제공하는 단계,
(b) 열처리강 또는 석출 경화강으로 제조되고 적어도 하나의 접합면(32, 33)을 가진 제2 피스톤 구성부(12, 112, 212)의 반가공품(212')을 제공하는 단계,
(c) 반가공품(211', 212')을 열처리하는 또는 석출 경화하는 단계,
(d) 상기 반가공품의 접합면(29, 31, 32, 33)을 통한 마찰 용접에 의해 적어도 하나의 마찰 용접 이음부(25, 26, 125, 226)와 적어도 하나의 마찰 용접 이음부(25, 26, 125, 226)의 영역에 열영향부(30, 30')를 형성하면서 제1 피스톤 구성부(11, 111, 211)의 반가공품(211')과 제2 피스톤 구성부(12, 112, 212)의 반가공품(212')을 피스톤 반가공품(210')으로 결합시키는 단계,
(e) 열영향부(30, 30')를 유지하면서 피스톤 반가공품(210)을 템퍼링 또는 응력 제거 어닐링하는 단계, 및
(f) 피스톤 반가공품(210')을 피스톤(10, 110, 210)으로 후가공 및/또는 마무리 가공하는 단계. - 제1항에 있어서, 단계(c)와 단계(d) 사이에서 반가공품(211', 212')을 미리 가공하는 것을 특징으로 하는 방법.
- 제1항에 있어서, 적어도 하나의 마찰 용접 이음부(26, 125)를 반경방향으로 피스톤 중심축(A)에 대해 예각(α) 또는 둔각(β)으로 진행하도록 형성하는 것을 특징으로 하는 방법.
- 제1항에 있어서, 적어도 하나의 링홈(34, 36, 37)을 가진 적어도 하나의 반가공품(211', 212')을 마련하고 반가공품(211', 212')의 적어도 한 쌍의 상응하는 접합면(29, 32)을 단계(d) 이후에 링홈(34)의 하부 홈 측면(34')으로부터 외측 마찰 용접 이음부(25, 125)의 중심까지의 거리가 상기 마찰 용접 이음부의 열영향부(30)의 축방향 높이보다 작도록 위치시키는 것을 특징으로 하는 방법.
- 제1항에 있어서, 단계(f)에서 적어도 하나의 링홈(34, 36, 37)을 가진 피스톤 반가공품(210')을 링홈(34)의 하부 홈 측면(34')으로부터 적어도 하나의 마찰 용접 이음부(30)의 중심까지의 거리가 마찰 용접 이음부(34)의 열영향부(30)의 축방향 높이보다 작도록 마련하는 것을 특징으로 하는 방법.
- 제1항에 있어서, 단계(a)에서 외측 접합면(29), 내측 접합면(31)과 2개의 접합면(29, 31) 사이에 환형의 하부 냉각 채널부(23a)가 형성되어 있는 피스톤 본체(11, 111, 211)의 반가공품(211')과 단계(b)에서 외측 접합면(32), 내측 접합면(33)과 상기 2개의 접합면(32, 33) 사이에 환형의 상부 냉각 채널부(23b)가 형성되어 있는 피스톤 링 부재(12, 112, 212)의 반가공품(212')을 제공하는 것을 특징으로 하는 방법.
- 제6항에 있어서, 연소실 공동(24)을 가진 피스톤 링 부재(12, 112, 212)의 반가공품(212')을 사용하는 것을 특징으로 하는 방법.
- 제6항에 있어서, 연소실 공동(24)의 적어도 하나의 벽 영역(28')을 가진 피스톤 링 부재(12, 112, 212)의 반가공품(12)을 사용하고 연소실 공동(24)의 적어도 하나의 바닥 영역(27)을 가진 피스톤 본체(11, 111, 211)의 반가공품(211')을 사용하는 것을 특징으로 하는 방법.
- 제1항 내지 제8항 중 어느 한 항에 따른 방법에 따라 제조 가능한 피스톤(10, 110, 210).
- 제1 피스톤 구성부(11, 111, 211)와 제2 피스톤 구성부(12, 112, 212)로 이루어진 내연기관용 피스톤(10, 110, 210)으로서, 피스톤(10, 110, 210)이 피스톤 헤드(19), 환형의 탑랜드(21), 링홈(34, 36, 37)이 형성된 환형의 링지대(22)와 피스톤 스커트(15)를 포함하는, 내연기관용 피스톤에 있어서, 제1 피스톤 구성부(11, 111, 211)와 제2 피스톤 구성부(12, 112, 212)가 열처리강 또는 석출 경화강으로 제조되고 마찰 용접에 의해 서로 결합되며 적어도 하나의 마찰 용접 이음부(25, 26, 125, 226)가 열영향부(30, 30')에 의해 둘러싸여 있는 것을 특징으로 하는 피스톤.
- 제10항에 있어서, 적어도 하나의 마찰 용접 이음부(26, 125)가 반경방향으로 피스톤 중심축(A)에 대해 수직 또는 예각(α) 또는 둔각(β)으로 형성되어 있는 것을 특징으로 하는 피스톤.
- 제10항에 있어서, 적어도 하나의 마찰 용접 이음부(25, 125)는 링홈(34)의 하부 홈 측면(34')으로부터 마찰 용접 이음부(25, 125)의 중심까지의 거리가 마찰 용접 이음부(25, 125)의 열영향부(30)의 축방향 높이보다 작도록 위치되어 있는 것을 특징으로 하는 피스톤.
- 제10항에 있어서, 상기 제1 피스톤 구성부가 적어도 하나의 피스톤 스커트(15)를 포함하는 피스톤 본체(11, 111, 211)이고, 상기 제2 피스톤 구성부가 적어도 하나의 피스톤 헤드(19), 환형의 탑랜드(21)와 링홈(34, 36, 37)이 마련되어 있는 환형의 링지대(22)가 구비된 피스톤 링 부재(12, 112, 212)이며, 피스톤 본체(11)와 피스톤 링 부재(12)가 환형의 냉각 채널(23)을 형성하는 것을 특징으로 하는 피스톤.
- 제12항에 있어서, 피스톤 링 부재(12)가 연소실 공동(24)을 갖는 것을 특징으로 하는 피스톤.
- 제12항에 있어서, 피스톤 링 부재(12, 112, 212)가 연소실 공동(24)의 적어도 하나의 벽 영역(28')을 갖고 피스톤 본체(11, 111, 211)가 연소실 공동(24)의 적어도 하나의 바닥 영역(27)을 갖는 것을 특징으로 하는 피스톤.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102010033881.8 | 2010-08-10 | ||
| DE102010033881A DE102010033881A1 (de) | 2010-08-10 | 2010-08-10 | Kolben für einen Verbrennungsmotor und Verfahren zu seiner Herstellung |
| PCT/DE2011/001563 WO2012019592A1 (de) | 2010-08-10 | 2011-08-09 | Kolben für einen verbrennungsmotor und verfahren zu seiner herstellung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20130105623A true KR20130105623A (ko) | 2013-09-25 |
| KR101930094B1 KR101930094B1 (ko) | 2018-12-17 |
Family
ID=45023455
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020137005821A KR101930094B1 (ko) | 2010-08-10 | 2011-08-09 | 내연기관용 피스톤 및 이를 제조하기 위한 방법 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US8635982B2 (ko) |
| EP (1) | EP2603685B1 (ko) |
| JP (1) | JP5984809B2 (ko) |
| KR (1) | KR101930094B1 (ko) |
| CN (1) | CN103124841B (ko) |
| BR (1) | BR112013003252B1 (ko) |
| DE (1) | DE102010033881A1 (ko) |
| WO (1) | WO2012019592A1 (ko) |
Families Citing this family (34)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8631573B2 (en) * | 2010-08-10 | 2014-01-21 | Mahle International Gmbh | Piston for an internal combustion engine and method for its production |
| DE102011013143A1 (de) * | 2011-03-04 | 2012-09-06 | Mahle International Gmbh | Kolben für einen Verbrennungsmotor sowie Verfahren zu seiner Herstellung |
| DE102011006409B4 (de) * | 2011-03-30 | 2013-03-28 | Federal-Mogul Nürnberg GmbH | Verfahren zur Herstellung eines einteiligen Kühlkanalkolbens für einen Verbrennungsmotor, sowie ein nach dem Verfahren hergestellter Kühlkanalkolben |
| US20120304956A1 (en) * | 2011-06-06 | 2012-12-06 | Kai Wang | Piston with weld hardened ring groove and method of construction thereof |
| DE102011116332A1 (de) * | 2011-07-05 | 2013-01-10 | Mahle International Gmbh | Kolben für einen Verbrennungsmotor |
| US8544441B2 (en) * | 2011-08-04 | 2013-10-01 | Federal-Mogul Ignition Company | Piston including a pair of cooling chambers |
| DE102012008947A1 (de) | 2012-05-05 | 2013-11-07 | Mahle International Gmbh | Verfahren zur Herstellung eines Kolbens für einen Verbrennungsmotor |
| BR102012022941A2 (pt) * | 2012-09-11 | 2014-07-01 | Mahle Metal Leve Sa | Pistão de motor e processo de fabricação de um pistão de motor |
| CN104662277B (zh) * | 2012-09-27 | 2019-06-18 | Ks科尔本施密特有限公司 | 内燃机的两件式结构的活塞 |
| US9440310B2 (en) * | 2013-01-15 | 2016-09-13 | Mahle International Gmbh | Monolite piston laser welding spatter control |
| EP2765220A1 (de) * | 2013-02-12 | 2014-08-13 | Siemens Aktiengesellschaft | Fügeverbindungsvorformling, Verfahren zum Fügen sowie Verbundwerkstück |
| US9243709B2 (en) * | 2013-03-14 | 2016-01-26 | Mahle International Gmbh | Welded piston assembly |
| DE102013014345A1 (de) * | 2013-03-18 | 2014-10-02 | Mahle International Gmbh | Verfahren zur Herstellung eines Kolbens für einen Verbrennungsmotor und mittels dieses Verfahrens hergestellter Kolben |
| US10449621B2 (en) * | 2014-05-01 | 2019-10-22 | Mahle International Gmbh | Magnetic arc welded piston assembly |
| US20150337959A1 (en) * | 2014-05-23 | 2015-11-26 | Federal-Mogul Corporation | Piston with keystone second ring groove for high temperature internal combustion engines |
| CN104074622B (zh) * | 2014-06-30 | 2017-05-24 | 中车戚墅堰机车车辆工艺研究所有限公司 | 钢顶铁裙整体活塞及其制造方法 |
| USD768207S1 (en) * | 2014-07-16 | 2016-10-04 | Federal-Mogul Corporation | Piston |
| CN105986922B (zh) * | 2015-01-27 | 2019-06-28 | 强哲菲 | 基于激光焊接成型内冷却油道的钢活塞及其加工方法 |
| CN106150749B (zh) * | 2015-04-14 | 2018-08-31 | 强哲菲 | 一种基于激光焊接成型内冷却油道的钢活塞及其加工方法 |
| CN104801847A (zh) * | 2015-04-17 | 2015-07-29 | 玉柴联合动力股份有限公司 | 一种锻钢结构活塞摩擦焊结构及其摩擦焊工艺 |
| US10151351B2 (en) * | 2015-06-22 | 2018-12-11 | Gm Global Technology Operations, Llc | Friction weed |
| CN104963170B (zh) * | 2015-06-30 | 2017-01-18 | 张筱秋 | 钨合金鼠笼电机焊接活塞避震洗涤筒 |
| AR106097A1 (es) * | 2015-09-22 | 2017-12-13 | Ypf Tecnología S A | Pistón con tratamiento de nitruración iónica para una bomba de fractura hidráulica y un método de fabricación de dicho pistón |
| US20180274480A1 (en) * | 2015-10-01 | 2018-09-27 | Ks Kolbenschmidt Gmbh | Two-Part Piston Having an Open Cooling Channel |
| WO2017081036A1 (de) * | 2015-11-09 | 2017-05-18 | Ks Kolbenschmidt Gmbh | Wärmeeintragzone mit darin positionierter nutflanke bei kolben |
| CN109312688A (zh) | 2016-05-04 | 2019-02-05 | Ks科尔本施密特有限公司 | 活塞 |
| CN107755699A (zh) * | 2017-11-03 | 2018-03-06 | 湖南江滨机器(集团)有限责任公司 | 一种钢活塞的制作方法 |
| CN109931178B (zh) * | 2017-12-19 | 2021-10-15 | 强莉莉 | 一种活塞及其成型方法 |
| CN109693081A (zh) * | 2018-12-27 | 2019-04-30 | 江苏长龄液压股份有限公司 | 一种智能中央回转接头中央回转轴的加工工艺及结构 |
| WO2020201246A1 (de) | 2019-04-01 | 2020-10-08 | Ks Kolbenschmidt Gmbh | Verfahren zur herstellung von kolben für brennkraftmaschinen |
| DE102019205621A1 (de) * | 2019-04-17 | 2020-10-22 | Mahle International Gmbh | Verfahren zur Herstellung eines Kolbens |
| CN116710646A (zh) * | 2020-12-03 | 2023-09-05 | 康明斯公司 | 活塞、气缸体组件和冷却方法 |
| DE102021203241A1 (de) * | 2021-03-30 | 2022-10-06 | Mahle International Gmbh | Kolben für eine Brennkraftmaschine und Verfahren zur Herstellung des Kolbens |
| CN113898492B (zh) * | 2021-10-09 | 2024-03-29 | 常州中车柴油机零部件有限公司 | 一种大缸径锻钢活塞及其制造方法 |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09239569A (ja) * | 1996-03-11 | 1997-09-16 | Amao Seisakusho:Kk | 高圧容器及びその製作方法 |
| JPH10298663A (ja) * | 1997-04-23 | 1998-11-10 | Daido Steel Co Ltd | 異種金属材の接合熱処理方法 |
| US6260472B1 (en) * | 1998-07-28 | 2001-07-17 | Federal-Mogul World Wide, Inc. | One-piece integral skirt piston and method of making the same |
| EP0985739B1 (de) | 1998-09-10 | 2003-05-14 | MMS Marine Motor Service | Verfahren zum Härten von Kolbenkronen und Kolbenkrone |
| US6155157A (en) * | 1998-10-06 | 2000-12-05 | Caterpillar Inc. | Method and apparatus for making a two piece unitary piston |
| US6327962B1 (en) * | 1999-08-16 | 2001-12-11 | Caterpillar Inc. | One piece piston with supporting piston skirt |
| US6286414B1 (en) * | 1999-08-16 | 2001-09-11 | Caterpillar Inc. | Compact one piece cooled piston and method |
| JP2001082247A (ja) * | 1999-09-20 | 2001-03-27 | Riken Tanzou Kk | 内燃機関ピストンの製造方法 |
| US6244161B1 (en) * | 1999-10-07 | 2001-06-12 | Cummins Engine Company, Inc. | High temperature-resistant material for articulated pistons |
| WO2001050042A1 (en) * | 1999-12-30 | 2001-07-12 | Federal-Mogul Corporation | Piston having uncoupled skirt |
| GB2365507B (en) * | 2000-08-02 | 2004-09-15 | Federal Mogul Technology Ltd | Engine piston and manufacture |
| GB2368550B (en) * | 2000-09-07 | 2004-09-01 | Rolls Royce Plc | Method and apparatus for friction welding |
| WO2002033291A1 (en) * | 2000-10-18 | 2002-04-25 | Federal-Mogul Corporation | Multi-axially forged piston |
| US6825450B2 (en) * | 2002-11-06 | 2004-11-30 | Federal-Mogul World Wide, Inc. | Piston and method of manufacture |
| US7005620B2 (en) * | 2003-11-04 | 2006-02-28 | Federal-Mogul World Wide, Inc. | Piston and method of manufacture |
| US20060207424A1 (en) * | 2005-03-18 | 2006-09-21 | Federal--Mogul World Wide, Inc. | Piston and method of manufacture |
| CN1944994A (zh) * | 2005-10-08 | 2007-04-11 | 山东滨州渤海活塞股份有限公司 | 焊接式锻钢整体活塞及其制造方法 |
| JP2007270812A (ja) * | 2006-03-31 | 2007-10-18 | Yamaha Motor Co Ltd | 内燃機関用ピストン |
| DE102007006948A1 (de) | 2006-06-03 | 2007-12-06 | Ks Kolbenschmidt Gmbh | Verfahren zum Härten einer Ringnut eines Kolbenbodens einer Brennkraftmaschine und ein nach dem Verfahren hergestellter Kolben |
| WO2011023809A2 (en) * | 2009-08-31 | 2011-03-03 | Arcelik Anonim Sirketi | Soft-start hermetic compressor |
-
2010
- 2010-08-10 DE DE102010033881A patent/DE102010033881A1/de not_active Withdrawn
-
2011
- 2011-04-18 US US13/066,550 patent/US8635982B2/en active Active
- 2011-08-09 CN CN201180046088.5A patent/CN103124841B/zh active Active
- 2011-08-09 WO PCT/DE2011/001563 patent/WO2012019592A1/de active Application Filing
- 2011-08-09 JP JP2013523485A patent/JP5984809B2/ja not_active Expired - Fee Related
- 2011-08-09 BR BR112013003252-9A patent/BR112013003252B1/pt active IP Right Grant
- 2011-08-09 KR KR1020137005821A patent/KR101930094B1/ko active IP Right Grant
- 2011-08-09 EP EP11787582.3A patent/EP2603685B1/de active Active
Also Published As
| Publication number | Publication date |
|---|---|
| BR112013003252B1 (pt) | 2021-03-02 |
| JP2013533430A (ja) | 2013-08-22 |
| CN103124841A (zh) | 2013-05-29 |
| EP2603685B1 (de) | 2016-11-09 |
| WO2012019592A1 (de) | 2012-02-16 |
| BR112013003252A2 (pt) | 2016-05-17 |
| CN103124841B (zh) | 2016-09-07 |
| DE102010033881A1 (de) | 2012-02-16 |
| US20120037111A1 (en) | 2012-02-16 |
| US8635982B2 (en) | 2014-01-28 |
| EP2603685A1 (de) | 2013-06-19 |
| KR101930094B1 (ko) | 2018-12-17 |
| JP5984809B2 (ja) | 2016-09-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101930094B1 (ko) | 내연기관용 피스톤 및 이를 제조하기 위한 방법 | |
| US9308607B2 (en) | Method for producing a piston for an internal combustion engine | |
| US8528206B2 (en) | Method for the production of a piston for an internal combustion engine | |
| US6961997B2 (en) | Fracture split method for connecting rod | |
| KR100981100B1 (ko) | 냉매포함 중공 포펫 밸브 및 그 제조방법 | |
| JP2012057696A (ja) | 等速自在継手の外側継手部材およびその摩擦圧接方法 | |
| JP2019516556A (ja) | 疲労特性が優秀な溶接継手およびその製造方法 | |
| US11213922B2 (en) | Method for producing a piston | |
| JP2003342636A (ja) | 履帯ブッシュとその製造方法 | |
| US20040177503A1 (en) | Method for the production of a forged piston for an internal combustion engine | |
| JP2009121673A (ja) | 等速自在継手 | |
| JP4859889B2 (ja) | 履帯ブッシュの製造方法 | |
| US20040177505A1 (en) | Method for the production of a forged piston for an internal combustion engine | |
| KR102635375B1 (ko) | 결합 요소, 이 결합 요소에 의한 연결 구조, 이 결합 요소의 제조 방법 및 대응하는 연결 방법 | |
| US10337089B2 (en) | Process for producing a component made of heat-treated cast iron | |
| JP4916365B2 (ja) | 履帯ブッシュ | |
| JP4118876B2 (ja) | 燃料高圧アキュムレータ用工作物の加工方法及びこの方法を使用するための工作物 | |
| JP4254345B2 (ja) | 高強度コンロッドおよびその製造方法 | |
| JP5424298B2 (ja) | 円柱状部品の熱処理方法 | |
| JP2002011542A (ja) | スプライン穴を有する構成部品とその製造方法 | |
| JP4855369B2 (ja) | 等速自在継手用外側継手部材及び固定式等速自在継手 | |
| JP2002011541A (ja) | 動力伝達機構の歯付き構成部品とその製造方法 | |
| US20040177504A1 (en) | Method for the production of a forged piston for an internal combustion engine | |
| KR20070055423A (ko) | 담금-경화 및 뜨임 처리된 조인트 케이지 | |
| JPH09177808A (ja) | 等速自在継手用プレス外輪 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |