KR20120037590A - 분체 공급 장치의 제어 변수 설정 방법 - Google Patents
분체 공급 장치의 제어 변수 설정 방법 Download PDFInfo
- Publication number
- KR20120037590A KR20120037590A KR1020100099137A KR20100099137A KR20120037590A KR 20120037590 A KR20120037590 A KR 20120037590A KR 1020100099137 A KR1020100099137 A KR 1020100099137A KR 20100099137 A KR20100099137 A KR 20100099137A KR 20120037590 A KR20120037590 A KR 20120037590A
- Authority
- KR
- South Korea
- Prior art keywords
- powder
- vertical pin
- height
- discharge port
- vertical
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000843 powder Substances 0.000 title claims abstract description 119
- 238000000034 method Methods 0.000 title claims abstract description 22
- 239000000463 material Substances 0.000 title description 8
- 229920005989 resin Polymers 0.000 description 9
- 239000011347 resin Substances 0.000 description 9
- 238000010586 diagram Methods 0.000 description 6
- 239000007788 liquid Substances 0.000 description 6
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 description 4
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 2
- 229910010293 ceramic material Inorganic materials 0.000 description 2
- 230000008878 coupling Effects 0.000 description 2
- 238000010168 coupling process Methods 0.000 description 2
- 238000005859 coupling reaction Methods 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 230000010349 pulsation Effects 0.000 description 2
- 239000004695 Polyether sulfone Substances 0.000 description 1
- 239000004697 Polyetherimide Substances 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229920006393 polyether sulfone Polymers 0.000 description 1
- 229920001601 polyetherimide Polymers 0.000 description 1
- 229920000306 polymethylpentene Polymers 0.000 description 1
- 239000011116 polymethylpentene Substances 0.000 description 1
- -1 regions Substances 0.000 description 1
- 229920002050 silicone resin Polymers 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C31/00—Handling, e.g. feeding of the material to be shaped, storage of plastics material before moulding; Automation, i.e. automated handling lines in plastics processing plants, e.g. using manipulators or robots
- B29C31/04—Feeding of the material to be moulded, e.g. into a mould cavity
- B29C31/06—Feeding of the material to be moulded, e.g. into a mould cavity in measured doses, e.g. by weighting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C31/00—Handling, e.g. feeding of the material to be shaped, storage of plastics material before moulding; Automation, i.e. automated handling lines in plastics processing plants, e.g. using manipulators or robots
- B29C31/04—Feeding of the material to be moulded, e.g. into a mould cavity
- B29C31/042—Feeding of the material to be moulded, e.g. into a mould cavity using dispensing heads, e.g. extruders, placed over or apart from the moulds
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Robotics (AREA)
- Filling Or Emptying Of Bunkers, Hoppers, And Tanks (AREA)
Abstract
Description
도 2는 도 1에 도시된 노즐을 설명하기 위한 개략적인 분해도이다.
도 3 내지 도 5는 도 1에 도시된 개폐 부재의 동작을 설명하기 위한 개략도들이다.
도 6은 도 1에 도시된 캠플레이트를 설명하기 위한 개략적인 평면도이다.
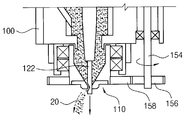
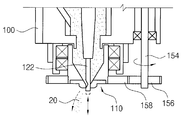
도 7은 도 1에 도시된 수직 핀이 제1 높이에서 왕복 운동하는 상태를 설명하기 위한 개략도이다.
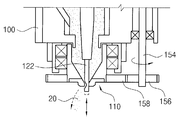
도 8은 도 1에 도시된 수직 핀이 제2 높이에서 왕복 운동하는 상태를 설명하기 위한 개략도이다.
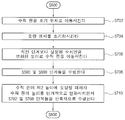
도 9는 본 발명의 일 실시예에 따른 분체 공급 장치의 제어 변수 설정 방법을 설명하기 위한 순서도이다.
도 10은 본 발명의 다른 실시예에 따른 분체 공급 장치의 제어 변수 설정 방법을 설명하기 위한 순서도이다.
30 : 용기 40 : 중량 센서
100 : 하우징 100A : 제1 내부 공간
102 : 커플링 부재 104 : 상부 커버
104A : 제3 내부 공간 106 : 스프링
110 : 노즐 110A : 토출구
110B : 제2 내부 공간 112 : 내측 몸체
112A : 상부 몸체 112B : 하부 몸체
114 : 외측 몸체 116 : 베어링
118 : 하부 커버 120 : 개폐 부재
122 : 수직 핀 124 : 제1 로드
126 : 제2 로드 128 : 캡
130 : 제1 구동부 150 : 제2 구동부
160 : 제3 구동부 170 : 제어부
172 : 메모리 장치 180 : 분체 공급 용기
Claims (5)
- 분체를 수용하기 위한 내부 공간을 갖는 하우징과, 상기 하우징의 하부에 회전 가능하도록 장착되어 상기 분체를 공급하기 위한 토출구가 형성된 노즐과, 상기 토출구에 삽입되어 수직 방향으로 연장하며 상기 토출구를 개방하기 위한 측면 홈이 형성된 수직 핀을 포함하는 개폐 부재와, 상기 토출구를 개폐하기 위하여 상기 개폐 부재를 수직 방향으로 왕복 운동시키는 제1 구동부와, 상기 노즐을 회전시키기 위한 제2 구동부와, 상기 수직 핀의 높이를 조절하기 위하여 상기 개폐 부재를 수직 방향으로 이동시키는 제3 구동부를 포함하는 분체 공급 장치의 제어 변수들을 설정하는 방법에 있어서,
a) 제1 및 제2 구동부를 동작시키는 단계;
b) 상기 토출구를 통하여 상기 분체가 공급되도록 상기 수직 핀을 기 설정된 제1 높이로 이동시키는 단계;
c) 기 설정된 시간 동안 공급된 상기 분체의 중량을 측정하는 단계;
d) 상기 측정된 중량을 메모리 장치에 저장하는 단계;
e) 상기 수직 핀이 기 설정된 제2 높이에 도달할 때까지 상기 수직 핀의 높이를 단계적으로 변화시키면서 상기 c) 및 d) 단계들을 반복적으로 수행하여 상기 수직 핀의 높이에 따른 상기 분체의 공급량에 대한 데이터를 획득하는 단계; 및
f) 상기 데이터에 근거하여 상기 분체 공급 장치의 제어 변수들을 설정하는 단계를 포함하는 것을 특징으로 하는 분체 공급 장치의 제어 변수 설정 방법. - 제1항에 있어서, 상기 수직 핀의 왕복 운동 속도를 단계적으로 변화시키면서 상기 b) 내지 e) 단계들을 반복적으로 수행하는 단계를 더 포함하는 것을 특징으로 하는 분체 공급 장치의 제어 변수 설정 방법.
- 제1항에 있어서, 상기 노즐의 회전 속도를 단계적으로 변화시키면서 상기 b) 내지 e) 단계들을 반복적으로 수행하는 단계를 더 포함하는 것을 특징으로 하는 분체 공급 장치의 제어 변수 설정 방법.
- 제1항에 있어서, 상기 a) 단계를 수행하기 전에 상기 분체의 중량을 측정하기 위한 중량 센서를 초기화하는 단계를 더 포함하는 것을 특징으로 하는 분체 공급 장치의 제어 변수 설정 방법.
- 제1항에 있어서, 상기 e)단계는
e1) 상기 수직 핀을 상기 토출구가 닫히는 초기 위치로 이동시키는 단계;
e2) 상기 분체의 중량을 측정하기 위한 중량 센서를 초기화시키는 단계;
e3) 직전 단계에서의 수직 핀 높이보다 기 설정된 수치만큼 변화된 높이로 상기 수직 핀을 이동시키는 단계;
e4) 상기 c) 및 d) 단계들을 수행하는 단계; 및
e5) 상기 수직 핀이 상기 제2 높이에 도달될 때까지 상기 e1) 내지 e4) 단계들을 반복적으로 수행하는 단계를 포함하는 것을 특징으로 하는 분체 공급 장치의 제어 변수 설정 방법.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020100099137A KR101173383B1 (ko) | 2010-10-12 | 2010-10-12 | 분체 공급 장치의 제어 변수 설정 방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020100099137A KR101173383B1 (ko) | 2010-10-12 | 2010-10-12 | 분체 공급 장치의 제어 변수 설정 방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20120037590A true KR20120037590A (ko) | 2012-04-20 |
| KR101173383B1 KR101173383B1 (ko) | 2012-08-10 |
Family
ID=46138649
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020100099137A Active KR101173383B1 (ko) | 2010-10-12 | 2010-10-12 | 분체 공급 장치의 제어 변수 설정 방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR101173383B1 (ko) |
-
2010
- 2010-10-12 KR KR1020100099137A patent/KR101173383B1/ko active Active
Also Published As
| Publication number | Publication date |
|---|---|
| KR101173383B1 (ko) | 2012-08-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8550802B2 (en) | Stacked-layers forming device | |
| KR102269856B1 (ko) | 음료를 준비하기 위한 장치 및 처리 공정과 이러한 장치를 포함하는 음료 분배 기계 | |
| US8469773B2 (en) | Golf ball deburring apparatus | |
| JP2019029281A (ja) | 電解液注液装置 | |
| CN106460807B (zh) | 液压泵/马达 | |
| JP2017131913A (ja) | 混練装置 | |
| KR101173383B1 (ko) | 분체 공급 장치의 제어 변수 설정 방법 | |
| EP3461592A1 (en) | Driving tool | |
| KR20170088479A (ko) | 직선형 스텝모터가 구비된 3차원 프린터 | |
| CN102128158B (zh) | 线状泵 | |
| US20050173463A1 (en) | Dispensing pump having linear and rotary actuators | |
| CN113398817A (zh) | 一种油漆用均匀混合配色系统 | |
| JP2006508295A (ja) | 流体圧機械 | |
| KR20120038204A (ko) | 분체 공급 장치 | |
| CN118418449B (zh) | 一种用于多材料增材制造的铺粉系统及其铺粉方法 | |
| JP5609019B2 (ja) | 原料混合装置および原料混合方法 | |
| CN112519085B (zh) | 注射成型系统 | |
| JP3374970B2 (ja) | ポンプ装置 | |
| KR200483095Y1 (ko) | 제빵용 오븐 | |
| US10605513B2 (en) | Ice maker with adjusting apparatus for water supply | |
| KR20170048975A (ko) | 연속 레이저 조형이 가능한 레이저 신터링 장치 | |
| KR20100026022A (ko) | 아이스크림 제조기 | |
| KR100540755B1 (ko) | 소프트젤라틴캡슐제조기의 약액충진량 제어장치 | |
| KR101565507B1 (ko) | 시편 몰드 성형기의 파우더 공급장치 | |
| US11407155B2 (en) | Fluid feeding system and molding system |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20101012 |
|
| PA0201 | Request for examination | ||
| PG1501 | Laying open of application | ||
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20120530 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20120806 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20120806 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration | ||
| FPAY | Annual fee payment |
Payment date: 20150805 Year of fee payment: 4 |
|
| PR1001 | Payment of annual fee |
Payment date: 20150805 Start annual number: 4 End annual number: 4 |
|
| FPAY | Annual fee payment |
Payment date: 20160728 Year of fee payment: 5 |
|
| PR1001 | Payment of annual fee |
Payment date: 20160728 Start annual number: 5 End annual number: 5 |
|
| FPAY | Annual fee payment |
Payment date: 20170727 Year of fee payment: 6 |
|
| PR1001 | Payment of annual fee |
Payment date: 20170727 Start annual number: 6 End annual number: 6 |
|
| FPAY | Annual fee payment |
Payment date: 20180731 Year of fee payment: 7 |
|
| PR1001 | Payment of annual fee |
Payment date: 20180731 Start annual number: 7 End annual number: 7 |
|
| PR1001 | Payment of annual fee |
Payment date: 20200729 Start annual number: 9 End annual number: 9 |
|
| PR1001 | Payment of annual fee |
Payment date: 20210701 Start annual number: 10 End annual number: 10 |
|
| PR1001 | Payment of annual fee |
Payment date: 20220720 Start annual number: 11 End annual number: 11 |
|
| PR1001 | Payment of annual fee |
Payment date: 20230801 Start annual number: 12 End annual number: 12 |
|
| PR1001 | Payment of annual fee |
Payment date: 20240717 Start annual number: 13 End annual number: 13 |