KR20120016142A - 작업편을 코팅하기 위한 방법과 코팅 설비 - Google Patents
작업편을 코팅하기 위한 방법과 코팅 설비 Download PDFInfo
- Publication number
- KR20120016142A KR20120016142A KR1020117030145A KR20117030145A KR20120016142A KR 20120016142 A KR20120016142 A KR 20120016142A KR 1020117030145 A KR1020117030145 A KR 1020117030145A KR 20117030145 A KR20117030145 A KR 20117030145A KR 20120016142 A KR20120016142 A KR 20120016142A
- Authority
- KR
- South Korea
- Prior art keywords
- workpiece
- coating
- drying
- area
- booth
- Prior art date
Links
Images










Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B15/00—Machines or apparatus for drying objects with progressive movement; Machines or apparatus with progressive movement for drying batches of material in compact form
- F26B15/10—Machines or apparatus for drying objects with progressive movement; Machines or apparatus with progressive movement for drying batches of material in compact form with movement in a path composed of one or more straight lines, e.g. compound, the movement being in alternate horizontal and vertical directions
- F26B15/12—Machines or apparatus for drying objects with progressive movement; Machines or apparatus with progressive movement for drying batches of material in compact form with movement in a path composed of one or more straight lines, e.g. compound, the movement being in alternate horizontal and vertical directions the lines being all horizontal or slightly inclined
- F26B15/16—Machines or apparatus for drying objects with progressive movement; Machines or apparatus with progressive movement for drying batches of material in compact form with movement in a path composed of one or more straight lines, e.g. compound, the movement being in alternate horizontal and vertical directions the lines being all horizontal or slightly inclined the objects or batches of materials being carried by wheeled trucks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B13/00—Machines or plants for applying liquids or other fluent materials to surfaces of objects or other work by spraying, not covered by groups B05B1/00 - B05B11/00
- B05B13/02—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work
- B05B13/04—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work the spray heads being moved during spraying operation
- B05B13/0436—Installations or apparatus for applying liquid or other fluent material to elongated bodies, e.g. light poles, pipes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B13/00—Machines or plants for applying liquids or other fluent materials to surfaces of objects or other work by spraying, not covered by groups B05B1/00 - B05B11/00
- B05B13/02—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work
- B05B13/0221—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work characterised by the means for moving or conveying the objects or other work, e.g. conveyor belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C15/00—Enclosures for apparatus; Booths
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B3/00—Drying solid materials or objects by processes involving the application of heat
- F26B3/28—Drying solid materials or objects by processes involving the application of heat by radiation, e.g. from the sun
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Microbiology (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Coating Apparatus (AREA)
- Drying Of Solid Materials (AREA)
Abstract
본 발명은, 작업편(workpiece)(106)을 코팅하는 방법에 관한 것으로, 상기 방법은, 상기 작업편(106)을 코팅하는 단계와, 건조 장치(189)로 상기 작업편(106)을 건조시키는 단계를 포함한다. 본 발명의 목적은, 특히 긴 작업편에도 적합한 증가 용량을 방법에 제공하는 것이다. 이러한 목적은, 작업편(106) 코팅 단계가 시작한 이후와 상기 작업편(106) 건조 단계가 종료되기 전에 상기 건조 장치(189)에 대해 상기 작업편(106)이 운동하는 방법을 통해 이루어진다.
Description
본 발명은 작업편(workpiece)에 코팅을 제공하는 방법에 관한 것으로, 상기 방법은, 다음 공정 단계,
- 상기 작업편(106)을 코팅하는 단계와,
- 건조 장치(189)로 상기 작업편을 건조시키는 단계를 포함한다.
코팅을 구비할 작업편은 공정 부스(processing booth) 안으로 들어가고, 상기 작업편은 수동으로 코팅되거나 자동 코팅 장치에 의해 코팅되면서 공정 부스에서 정적으로 배열되어야 하는 것으로 알려져 있다. 이후, 공정 부스는 상기 코팅된 작업편을 건조시키기 위해 가열된다. 작업편이 건조되고 상기 공정 부스가 이후 냉각된 후, 작업편이 상기 공정 부스로부터 제거된다. 전처리 단계와 증발 단계를 또한 포함할 수 있는 전체 작업 단계 동안, 작업편은, 그 중에서도 건조 장치로도 작용하는 공정 부스에 대해 운동하지 않는다.
이러한 공지된 방법에서, 작업편을 위한 공정 시간은, 작업편을 코팅하고, 공정 부스를 가열하며, 작업편을 건조시키고, 공정 부스를 냉각시키는데 필요한 시간을 더한 시간으로 이루어져서, 코팅 설비의 용량과 코팅 설비에서 수행되는 코팅 공정을 제한한다.
본 발명의 목적은, 용량이 증가되고 또한 매우 긴 작업편에 특히 적합한 앞에서 상술한 유형의 코팅을 작업편에 제공하는 방법을 만드는 것이다.
본 발명에 따라, 상기 목적은, 상기 작업편을 코팅하는 공정이 시작된 이후와 상기 작업편을 건조하는 공정이 종료되기 전에 상기 작업편이 건조 장치에대해 운동한다는 점에서, 청구항 제 1항의 전제부에 기재된 특징을 결합한 방법의 경우에 이루어진다.
그래서, 본 발명은, 코팅 공정과 작업편을 건조시키는 공정을 포함하는 전체 작업 단계 동안에는 작업편을 건조 장치에 대해 정적으로 유지하지 않고, 오히려, 적어도 작업편에 코팅을 도포하는 공정의 시작과 작업편을 건조시키는 공정의 종료 사이의 시간에 작업편을 건조 장치에 대해 운동한다는 개념을 기초로 한다.
따라서, 작업편을 처리하는데 필요한 전체 시간의 양을 크게 줄일 수 있다.
이와 관련하여, 작업편과 건조 장치 사이의 상대적인 운동은, 건조 장치는 정지하여 있으면서 작업편은 운동하고, 작업편은 정지하여 있으면서 건조 장치가 운동하거나, 이와 달리 작업편과 건조 장치의 동시 운동에 의해 일어날 수 있다.
본 발명에 따른 상기 방법의 특별한 실시예에서, 작업편은 코팅 공정과 건조 공정 동안 운동한다.
이와 관련하여, 특히, 작업편은 연속 공정으로(간헐적이거나 바람직하게는 연속적으로), 코팅 영역 및 상기 작업편의 진행 방향에서 상기 코팅 영역 뒤에 위치한 건조 영역을 통해 진행될 수 있다. 그래서, 작업편의 서로 다른 부분에서 동시에 작업편의 코팅과 건조 공정을 실행할 수 있어서, 각각의 작업편에 필요한 전체 공정 시간의 매우 큰 감소가 얻어진다.
또한, 연속 공정은, 코팅 영역과 건조 영역 모두가 코팅하고자 하는 작업편보다 훨씬 더 짧게 되도록 할 수 있다.
코팅 공정 및 건조 공정과 별개로, 예를 들어, 전처리 공정 및/또는 증발 공정과 같은 다른 추가 공정 단계가 작업편에서 실행된 다음, 이러한 추가 공정은 이와 마찬가지로 개별 영역, 예를 들어, 전처리 영역 및 증발 영역과 같이 코팅하고자 하는 작업편의 길이보다 더 짧을 수 있는 길이를 갖는 개별 영역에서 실행될 수 있다.
개별 영역의 보다 작은 부스와 이로 인해 상기 영역을 통해 흐르는 공기의 부피 감소 때문에 상당한 에너지 절약이 얻어진다.
또한, 작업편을 건조시킬 목적으로 전체 공정 부스를 가열하고, 상기 작업편이 건조된 후 이를 다시 냉각시켜야만 할 필요가 없어서, 이는 또한 에너지 절약에 크게 기여한다.
또한, 상기 방법을 실행하는데 사용된 코팅 설비는 작업편의 크기에 따라 치수가 정하여질 필요가 없고, 원하는 출력에 따라 설계될 수 있다.
상기 방법의 추가 실시예에서, 작업편의 코팅 공정이 종료된 후 작업편이 건조되는 동안, 바람직하게는 연속적으로, 작업편이 운동할 수 있다.
이러한 경우 특히, 작업편은 정지해 있으면서 작업편을 코팅하는 공정이 실행되면서, 연속 작동 모드에서 작업편을 건조시키는 공정이 일어날 수 있다.
이러한 경우, 특히 전처리 공정과 증발 공정과 같은 추가 공정 단계가 또한 작업편이 정지해 있으면서 실행될 수 있다.
상기 방법의 추가 실시예에서, 상기 작업편이 건조되면서, 바람직하게는 연속적으로, 건조 장치가 움직일 수 있다.
이러한 경우, 코팅 공정은 정류 작업편으로 수행될 수 있다.
역시 이러한 경우, 예를 들어 전처리 공정과 증발 공정과 같은 추가 공정 단계가 또한 상기 작업편이 정지해 있으면서 실행될 수 있다.
작업편은 또한 건조 공정 동안 정지되어 있을 수 있다. 이러한 경우, 작업편은 공정 부스에서 처리되면서 연속 작동 모드에서 진행되지 않기 때문에, 더욱 단순한 구조의 컨베이어 장치가 사용되어 작업편을 진행시키는데 사용될 수 있고, 이는 작업편 운반 공정의 조용한 작동에 보다 적은 요건이 부과되기 때문이다.
상기 방법의 추가 실시예에서, 작업편의 코팅 공정이 종료된 뒤이지만 작업편의 건조 고정이 시작되기 전에, 건조 장치에 대해 작업편이 움직일 수 있다.
이러한 경우, 작업편 코팅 공정과 작업편 건조 공정은 모두 상기 작업편이 정지해 있으면서 실행될 수 있다. 작업편이 코팅 공정과 건조 공정 사이에서 코팅 영역으로부터 건조 영역으로 움직이면 충분하다. 이러한 경우, 움직이는 작업편에서 공정 단계가 수행되지 않기 때문에, 작업편을 진행시키기 위한 컨베이어 장치는, 작업편 운동 공정의 부드러운 가동에 대해서 보다 적은 요건이 부가된다는 사실 때문에, 연속 작업을 위한 것일 때보다 더 단순한 구조일 수 있다.
본 발명의 바람직한 실시예에서, 작업편은 코팅 공정 및/또는 건조 공정 동안 코팅 설비의 공정 부스를 통해 실질적으로 연속적으로 진행한다.
이러한 관계로, 작업편이 운반되는 속도는 0.2 m/분 내지 1 m/분인 것이 바람직하다.
특히, 작업편은 트랙 안내 작업편 운반대에 의해 상기 건조 장치에 대해 운동할 수 있다.
본 발명에 기재된 발명을 실행하기 위해 사용된 코팅 설비에서 컨베이어 장치는, 작업편 운반대가 세로 진행 방향으로 운동할 수 있는 세로 컨베이어 트랙과, 작업편 운반대가 상기 세로 진행 방향에 횡방향으로 진행하는 횡단 진행 방향으로 운동 가능한 횡단 컨베이어 트랙을 포함하는 것이 바람직하다.
작업편 운반대가 코팅 설비의 공정 부스 밖으로 운동하고 공정 부스의 출구로부터 공정 부스의 입구로 다시 움직일 수 있도록 하기 위해, 컨베이어 장치는, 작업편 운반대가 세로 컨베이어 트랙의 끝부터 세로 컨베이어 트랙의 시작까지 역 방향으로 움직일 수 있는 복귀 컨베이어 트랙을 포함하는 것이 바람직하다.
복귀 컨베이어 트랙은 코팅 설비의 공정 부스 밖에서 가동하는 것이 바람직하다.
특히, 복귀 컨베이어 트랙은 세로 컨베이어 트랙과 실질적으로 평행하게 가동할 수 있다.
본 발명에 따른 상기 방법의 바람직한 실시예에서, 자력 추진 작업편 운반대에 의해 작업편이 움직일 수 있다.
자력 추진 작업편 운반대의 구동 장치에 필수 전기 에너지를 공급하기 위해, 비접촉 제조 방식으로 작업편 운반대에 에너지를 전달하는 장치를 구비할 코팅 설비의 컨베이어 장치가 제공될 수 있다.
한 가지 대안으로서, 또는 비접촉 제조 방식으로 에너지를 전달하는 상기 공정 외에, 작업편 운반대는 전기 에너지용 저장 수단, 특히 축전지(accumulator)를 가질 수 있다.
작업편 운반대가 세로 진행 방향과 이에 횡방향으로 진행하는 횡단 진행 방향 모두로 움직일 수 있도록 하기 위해, 상기 작업편 운반대가 제 1 세트의 가동 휠에 의해 제 1 방향으로 움직이고 제 2 세트의 가동 휠에 의해 상기 제 1 방향에 횡방향으로 가동하는 제 2 방향으로 운동하도록 하는 것이 편리하다.
특히, 작업편 운반대는, 세로 진행 방향에서 세로 운반 공정을 위한 세로 가동 휠과, 상기 세로 진행 방향에 횡방향으로 가동하는 횡단 진행 방향에서 횡단 운반 공정을 위한 횡방향으로 가동하는 휠을 가질 수 있다.
세로 가동 휠 및/또는 횡단 가동 휠은 높이 조절 가능한 방식으로 작업편 운반대에 배열되어, 작업편 운반대는 세로 운반 모드로부터 횡단 운반 모드로, 또는 횡단 운반 모드로부터 세로 운반 모드로, 상기 가동 휠을 내리거나 올려서 변환될 수 있다.
작업편 운반대가 가능한 한 부드럽게 가동하는 효과를 얻기 위해서, 작업편 운반대는 구부러진, 바람직하게는 볼록한, 베어링 표면을 갖는 적어도 하나의 레일 위에서 안내될 수 있다.
특히, 이러한 레일은 둥근 레일 형태일 수 있다.
이러한 경우, 작업편 운반대는, 상기 레일의 구부러진 베어링 표면에 상보적인 그 둘레를 따라서, 구부러진, 바람직하게는 오목한, 가동 표면을 갖는 적어도 하나의 가동 휠을 갖는 것이 바람직하다.
작업편 운반대가 안내되는 레일이 오염되지 않도록 하기 위해, 코팅 설비의 코팅 영역의 레일은 차폐 요소, 예를 들어, 케이싱(casing)에 의해, 코팅 재료가 작업편에 도포되는 코팅 영역의 도포 영역으로부터 분리되는 것이 바람직하다.
본 발명의 바람직한 실시예에서, 코팅될 작업편 표면을 활성화하기 위해 코팅 공정 전에 작업편이 전처리될 수 있다.
이와 관련해서, 상기 작업편은, 로봇에 의해 안내되거나 자동 운반대 유닛 위에 고정된 것이 바람직한 진공 흡입 제트 장치에 의해 코팅 공정을 수행하기 전에 전처리될 수 있다.
상기 진공 흡입 제트 장치에서, 연마용 매체는 작업편 표면으로 블래스팅되고, 작업편 위에 유지된 후드 아래에서 바로 다시 흡입을 통해 흡입되어서 후드 밖에 먼지가 생기지 않는다.
한 가지 대안으로서, 또는 이에 추가하여, 흡입 장치를 결합한 로봇에 의해 안내된 브러싱 시스템에 의해 코팅 공정을 수행하기 전 작업편이 전처리될 수 있다.
작업편의 코팅 공정은 원칙적으로 임의 유형의 코팅 재료를 사용하여 이루어질 수 있다.
라커(lacquer)와 특히 예를 들어 수용성 라커와 같이 용매를 함유하지 않는 라커가 코팅 공정에 사용되는 것이 바람직하다.
작업편을 코팅하는 공정은 과도한 코팅 재료가 기류에 의해 정리되는 코팅 영역에서 이루어져서, 남는 코팅 재료가 분리 장치에 의해 기류 밖으로 분리되는 것이 바람직하다.
이러한 분리 장치는 건조 분리 장치 형태인 것이 바람직하다.
특히, 이러한 건조 분리 장치는 예비 코팅 재료로 덮일 수 있는 필터 요소를 포함할 수 있다.
이러한 예비 코팅 재료로 이루어진 예비 코팅 층 위에, 예를 들어 코팅 재료의 끈적한 입자인 석재 먼지(stone dust)가 앉을 수 있다.
한 가지 대안으로, 또는 이에 추가하여, 건조 분리 장치는 코팅 재료를 분리하기 위한 미로 필터(labyrinth filter)를 포함할 수 있다.
작업편을 건조하는 공정은, 예를 들어, 작업편에 따뜻한 공기를 공급하여 이루어질 수 있다.
작업편이 건조될 수 있는 건조 장치는, 예를 들어, 대류 건조기 형태일 수 있다.
한 가지 대안으로, 또는 이에 추가하여, 작업편 위에 생성된 코팅은 적어도 부분적으로 조사 유닛(irradiation unit)에 의해 건조되고/건조되거나 경화될 수 있다.
이와 관련하여, 조사 유닛은, 예를 들어, 적외선 및/또는 자외선(UV)(자외선에 의해 경화될 수 있는 코팅의 경우)을 방출할 수 있다.
또한, 적어도 하나의 조사 장치(irradiation device)를 냉각시키기 위한 냉각 장치가 제공될 수 있다.
적어도 하나의 조사 유닛은 건조 영역의 제 위치에 고정될 수 있다.
이에 대한 한 가지 대안으로서, 적어도 하나의 조사 유닛이 바람직하게는 코팅 설비의 공정 부스의 세로 방향으로 움직일 수 있어서, 작업편의 표면의 보다 큰 영역이 상기 작업편 자체는 조사 유닛에 대해 움직이지 않으면서 상기 조사 유닛에 의해 덮일 수 있다.
특히, 작업편의 단면 기하구조가 그 세로 방향에서 변하는 경우, 상기 조사 유닛은 작업편의 코팅 표면에 대해 운동 가능한 적어도 하나의 조사 유닛을 포함하여, 작업편의 코팅 표면으로부터의 거리가 가변적으로 조절할 수 있는 것이 유리하다. 이러한 방식으로, 조사 장치의 위치는 작업편의 변하는 단면 기하구조에 맞게 조절되어 작업편의 모든 표면에 대한 방사선의 균일한 세기를 얻을 수 있다.
코팅 설비의 공정 부스에 공급되는 공기는 공기 재순환 시스템을 통해 공급되어 상당한 에너지 절약을 이루는 것이 바람직한데, 이는 신선한 공기를 공정 부스에서 필요한 온도로 계속해서 데울 필요가 없기 때문이다.
또한, 코팅 설비는 복수의 공기 재순환 시스템을 포함하여, 상기 부스의 대기(atmosphere)가 요건에 따라 서로 다른 공기 재순환 시스템에서 서로 다른 방식으로 컨디셔닝될 수 있음이 편리하다.
특히, 전처리 영역에 공기를 공급하는 제 1 공기 재순환 시스템과, 코팅 영역에 공기를 공급하는 제 2 공기 재순환 시스템이 있어서, 한편으로 전처리 영역에 대한 공기 공급과 다른 한편으로 코팅 영역에 대한 공기 공급이 서로 다른 방식으로 조절될 수 있는 것이 편리하다.
또한, 공정 부스는 복수의 상호 분리된 영역을 포함하고 상기 각각의 영역에 그 자체 공기 공급 라인을 통해 공기가 공급되는 것이 편리한데, 이는, 이러한 방식으로 특정 영역에 공급되는 공기의 양이 그 특정 요건에 맞게 정확히 조절될 수 있기 때문이다. 이러한 부분 분할 공기 공급 시스템(sectionalised air supply system)에 의해 추가적인 에너지 절약이 얻어진다.
작업편의 건조 공정은, 작업편이 건조 장치에 대해 운동하는 방향에서 세로 범위를 갖는 건조 영역에서 일어나고, 상기 세로 범위는 상기 방향에서 작업편의 세로 범위보다 더 작은 것이 바람직하다.
이와 마찬가지 방식으로, 작업편의 코팅 공정은, 작업편이 건조 장치에 대해 운동하는 방향에서 세로 범위를 갖는 코팅 영역에서 일어나고, 상기 세로 범위는 상기 방향에서 작업편의 세로 범위보다 더 작은 것이 편리하다.
코팅 설비의 작업편에서 수행될 모든 공정 단계는 설비가 정상으로 작동시 완전 자동으로 수행되는 것이 바람직하다.
그러나, 코팅 설비의 공정 부스는, 작업편의 수동 처리가 수행되는 것이 가능한 적어도 하나의 예비 영역(reserve zone) 또는 백업 영역(back-up zone)을 포함할 수 있다.
이러한 방식으로, 상기 작업편은, 작업편의 진행 방향에서 그 이전의 자동으로 작동된 공정 영역이 실패하거나, 결함이 있는 제품이 생산되어 수동식 접촉 공정이 필요하더라도 적절히 코팅되는 것이 가능하다.
특히, 이러한 예비 영역이나 백업 영역은 코팅 설비의 전처리 영역과 코팅 영역 사이에 배열될 수 있다.
한 가지 대안으로서, 또는 이에 추가하여, 이러한 예비 영역이나 백업 영역은 코팅 설비의 코팅 영역과 건조 영역 사이에 배열될 수 있다.
본 발명에 따른 코팅 공정은 매우 긴 작업편, 특히 가늘고 긴 작업편을 코팅하는데 특히 적합하고, 그 세로 범위는 작업편의 세로 방향에 대해 수직으로 가동하는 횡방향에서 그 최대 범위보다 훨씬 더 크다.
작업편의 세로 범위는 작업편의 최대 횡단 범위보다 적어도 5배 더 큰 것이 바람직하다.
코팅될 작업편은 주어진 세로 범위의 개별 부분, 즉, 불명확한 길이의 테이프와 같지 않은 재료가 바람직하다.
또한, 본 발명은 작업편에 코팅을 제공하기 위한 코팅 설비에 관한 것으로, 상기 설비는, 작업편이 코팅을 구비할 수 있는 적어도 하나의 코팅 유닛과, 작업편 위의 코팅이 건조될 수 있는 적어도 하나의 건조 장치를 포함한다.
본 발명의 추가 목적은, 용량이 증가되고 매우 긴 작업편을 코팅하는데 특히 적합한 이러한 코팅 설비를 제공하는 것이다.
본 발명에 따라, 이러한 목적은, 코팅 설비가 적어도 하나의 운동 장치를 포함하고 이를 통해 작업편의 코팅 공정이 시작된 이후와 작업편의 건조 공정이 종료되기 전에 상기 작업편과 상기 건조 장치 사이에 상대적인 운동이 일어날 수 있다는 점에서, 청구항 제 16항의 전제부의 특징을 결합시킨 코팅 설비의 경에 이루어진다.
이러한 코팅 설비는 본 발명에 따른 방법을 실행하는데 특히 적합하다.
운동 장치는 작업편이 운동하고/운동하거나 건조 장치가 운동하도록 하는 방식으로 구성될 수 있다.
특히, 상기 운동 장치는 작업편 운반대 및/또는 작업편을 건조시키기 위해 운동 가능한 조사 유닛을 포함할 수 있다.
본 발명의 추가 특징과 이점은 다음 상세한 설명과 예시적인 실시예의 그래픽을 이용한 예시의 주제를 형성한다.
본 발명은, 용량이 증가되고 또한 매우 긴 작업편에 특히 적합한 상술한 유형의 코팅을 작업편에 제공하는 방법을 제공하는 효과를 갖는다.
도 1은, 세로 방향으로 연장되어 있는 공정 부스와; 상기 공정 부스를 통해 가동하는 세로 컨베이어 트랙, 상기 공정 부스의 밖에서 가동하고 상기 세로 컨베이어 트랙에 평행한 복귀 컨베이어 트랙, 및 또한 상기 복귀 컨베이어 트랙과 상기 세로 컨베이어 트랙을 서로 연결하는 횡단 컨베이어 트랙을 포함하는 컨베이어 장치를 결합시킨 코팅 설비의 개략적인 평면도.
도 2는, 도 1에 도시된 코팅 설비의 공정 부스의 개략적인 스케치로서, 전처리 영역, 제 1 백업 영역, 에어-록 영역(air-lock zone), 코팅 영역, 추가 백업 영역, 증발 영역, 및 상기 공정 부스의 세로 방향으로 차례로 이어지는 건조 영역을 포함하는, 도면.
도 3은, 도 2에 예시된 공정 부스에 공기를 공급하고 상기 공정 부스로부터 공기를 배출하는 공기 공급도.
도 4는, 매우 긴 작업편(예를 들어, 윈드 터빈용 로터 블레이드 형태인)을 운반하고 공정 부스를 통해 이를 세로 진행 방향으로 진행시키는 작업편 운반대를 결합시킨 공정 부스의 추가 개략 스케치로서, 작업편의 세로 방향에서 서로 이어지는 작업편의 부분은 공정 부스의 서로 다른 영역에서 동시에 처리되는, 도면.
도 5는, 작업편이 위에 유지되어 있는 작업편 운반대의 개략적인 측면도.
도 6은, 작업편 운반대의 세로 컨베이어 가동 휠이 회전하는 세로 컨베이어 레일과 작업편 운반대를 통한 부분적으로 개략적인 수직 단면도.
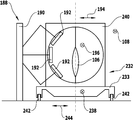
도 7은, 작업편이 위에 고정되어 있고 상기 작업편에 대해 조절 가능한 조사 장치의 작업편 운반대를, 코팅 설비를 통한 세로 진행 방향의 가시선을 따라 나타낸 개략도.
도 8은, 전처리 영역에서 작업편을 전처리하는데 사용된 진공 흡입 제트 장치를 통한 개략적인 부분.
도 9는, 코팅 설비의 제 2 실시예에서 공정 부스의 개략적인 스케치로서, 작업편의 전처리와 코팅 및 또한 증발 공정은 작업편이 정지해 있으면서 공통 작업 영역에서 실행되고, 이후 상기 작업편은 건조 영역을 통해 진행되는, 도면.
도 10은, 코팅 설비의 제 3 실시예에서 공정 부스의 개략적인 스케치로서, 작업편의 전처리와 코팅 및 또한 증발 공정은 작업편이 정지해 있으면서 공통 작업 영역에서 실행되고, 이후 건조 장치는 작업편이 정지해 있으면서 작업편을 따라 운동하는, 도면.
도 11은, 코팅 설비의 제 4 실시예에서 공정 부스의 개략적인 스케치로서, 작업편의 전처리와 코팅 및 또한 증발 공정은 작업편이 정지해 있으면서 공통 작업 영역에서 실행되고, 이후 작업편은 건조 영역으로 진행하고 정지 상태에 있으면서 건조 영역에서 건조되는, 도면.
도 2는, 도 1에 도시된 코팅 설비의 공정 부스의 개략적인 스케치로서, 전처리 영역, 제 1 백업 영역, 에어-록 영역(air-lock zone), 코팅 영역, 추가 백업 영역, 증발 영역, 및 상기 공정 부스의 세로 방향으로 차례로 이어지는 건조 영역을 포함하는, 도면.
도 3은, 도 2에 예시된 공정 부스에 공기를 공급하고 상기 공정 부스로부터 공기를 배출하는 공기 공급도.
도 4는, 매우 긴 작업편(예를 들어, 윈드 터빈용 로터 블레이드 형태인)을 운반하고 공정 부스를 통해 이를 세로 진행 방향으로 진행시키는 작업편 운반대를 결합시킨 공정 부스의 추가 개략 스케치로서, 작업편의 세로 방향에서 서로 이어지는 작업편의 부분은 공정 부스의 서로 다른 영역에서 동시에 처리되는, 도면.
도 5는, 작업편이 위에 유지되어 있는 작업편 운반대의 개략적인 측면도.
도 6은, 작업편 운반대의 세로 컨베이어 가동 휠이 회전하는 세로 컨베이어 레일과 작업편 운반대를 통한 부분적으로 개략적인 수직 단면도.
도 7은, 작업편이 위에 고정되어 있고 상기 작업편에 대해 조절 가능한 조사 장치의 작업편 운반대를, 코팅 설비를 통한 세로 진행 방향의 가시선을 따라 나타낸 개략도.
도 8은, 전처리 영역에서 작업편을 전처리하는데 사용된 진공 흡입 제트 장치를 통한 개략적인 부분.
도 9는, 코팅 설비의 제 2 실시예에서 공정 부스의 개략적인 스케치로서, 작업편의 전처리와 코팅 및 또한 증발 공정은 작업편이 정지해 있으면서 공통 작업 영역에서 실행되고, 이후 상기 작업편은 건조 영역을 통해 진행되는, 도면.
도 10은, 코팅 설비의 제 3 실시예에서 공정 부스의 개략적인 스케치로서, 작업편의 전처리와 코팅 및 또한 증발 공정은 작업편이 정지해 있으면서 공통 작업 영역에서 실행되고, 이후 건조 장치는 작업편이 정지해 있으면서 작업편을 따라 운동하는, 도면.
도 11은, 코팅 설비의 제 4 실시예에서 공정 부스의 개략적인 스케치로서, 작업편의 전처리와 코팅 및 또한 증발 공정은 작업편이 정지해 있으면서 공통 작업 영역에서 실행되고, 이후 작업편은 건조 영역으로 진행하고 정지 상태에 있으면서 건조 영역에서 건조되는, 도면.
유사하거나 기능적으로 동일한 요소는 모든 도면에서 동일한 참조 부호로 표시된다.
일반 참조 번호(100)를 갖고 도 1 내지 8에 예시된 코팅 설비는 공정 부스(102)와 컨베이어 장치(104)를 포함하고, 이를 통해, 코팅될 작업편(도 4와 5 참조)은 세로 진행 방향(108)으로 공정 부스(102)를 통해 운반될 수 있다 (도 1 참조).
본 발명에 따라, 코팅될 작업편은 흔히 단일 부품 유닛으로, 이는 풍력 발전소, 선박의 선체, 자동차 차체 또는 비행기 날개 또는 꼬리 유닛에서 로터 블레이드로 사용하도록 의도된다.
본 발명에 따른 코팅 설비는 세로 범위가 10 m 이상인 기재의 경우 특별한 이점을 나타내고, 이후 보다 상세히 기술될 것이다.
컨베이어 장치(104)는 세로 진행 방향(108)으로 진행하는 세로 컨베이어 트랙(110)을 포함하고, 상기 세로 진행 방향(108)과 평행하게 뻗어있고 상기 세로 진행 방향(108)에 수직 방향으로 상호 이격된 두 개의 세로 컨베이어 레일(112)을 갖는다.
또한, 작업편(106)이 공정 부스(102)에서 제 1 코팅 공정 후 공정 부스(102)의 출구로부터 제 2 코팅 공정을 위해 공정 부스(102)의 입구로 복귀할 수 있도록 하기 위해, 컨베이어 장치(104)는 복귀 컨베이어 트랙(114)을 포함하고, 이는 세로 진행 방향(108)에 평행하지만 이에 반대인 역 진행 방향(116)으로 진행한다.
복귀 컨베이어 트랙(114)는, 역 진행 방향(116)과 평행하게 진행하고 상기 역 진행 방향(116)에 수직 방향으로 상호 이격되어 있는 두 개의 복귀 컨베이어 레일(118)을 포함한다.
상기 작업편(106)이 세로 컨베이어 트랙(110)의 끝으로부터 복귀 컨베이어 트랙(114)의 시작부까지 운반될 수 있도록 하기 위해서, 세로 컨베이어 트랙(110)의 끝은, 세로 진행 방향(108)에 대해 수직 배향되고 상기 역 진행 방향(116)에 대해 수직 배향되어 있는 제 1 횡단 진행 방향(122)으로 진행하는 제 1 횡단 컨베이어 트랙(120)에 의해 상기 복귀 컨베이어 트랙(114)의 시작부에 연결되어 있다.
제 1 횡단 컨베이어 트랙(120)은, 제 1 횡단 진행 방향(122)과 평행하게 진행하고 제 1 횡단 진행 방향(122)에 수직 방향으로 상호 이격되어 있으며 세로 컨베이어 트랙(110)의 세로 컨베이어 레일(112)과 제 1 레일 교차부(crossing)(126)를 형성하고 상기 복귀 컨베이어 트랙(114)의 복귀 컨베이어 레일(118)과 제 2 레일 교차부(128)를 형성하는 두 개의 횡단 컨베이어 레일(124)을 포함한다.
또한, 작업편(106)이 복귀 컨베이어 트랙(114)의 끝으로부터 세로 컨베이어 트랙(110)의 시작부까지 다시 이동할 수 있도록 하기 위해서, 컨베이어 장치(104)는, 역 진행 방향(116)에 대해 수직 배향되고 세로 진행 방향(116)에 대해 수직 배향된 제 2 횡단 진행 방향(132)으로 진행하고 복귀 컨베이어 트랙(114)의 끝을 세로 컨베이어 트랙(110)의 시작부에 연결하는 제 2 횡단 컨베이어 트랙(130)을 포함한다.
제 2 횡단 컨베이어 트랙(130)은, 제 2 횡단 진행 방향(132)과 평행하게 진행하고 복귀 컨베이어 트랙(114)의 복귀 컨베이어 레일(118)과 제 3 레일 교차부(136)를 형성하고 세로 컨베이어 트랙(110)의 세로 컨베이어 레일(112)와 제 4 레일 교차부(138)를 형성하는 두 개의 횡단 컨베이어 레일(134)을 포함한다.
코팅 설비(100)의 공정 부스(102)는 도 2와 3에 보다 상세히 예시되어 있다.
공정 부스(102)는, 전자동 전처리 영역(140), 수동 전처리를 수행하기 위한 제 1 예비 영역이나 백업 영역(142), 에어-록 영역(144), 전자동 코팅 영역(146), 수동 코팅 공정을 수행하기 위한 제 2 예비 영역이나 백업 영역(148), 증발 영역(150) 및 건조 영역(152)을 포함한다.
상술한 영역은 세로 진행 방향(108)에 해당하는 공정 부스(102)의 세로 방향(153)에서 상기 순서로 차례로 따른다.
전처리 영역(140)은, 유리 충전 패널(glass infill panel)을 갖는 시트 강철 섹션으로 이루어진 자립형 프레임워크 요소와 상기 프레임워크 요소와 일체형으로 된 시트 금속 충전 패널로 이루어진 폐쇄 부스 형태이다.
상기 프레임워크 요소로 형성된 전처리 영역(140)의 측벽(154)은, 윗면으로부터 밑면의 순서로, 상부 시트 금속 패널, 광 배열용 상부 유리 패널(예를 들어, 약 1m의 높이를 갖는), 중앙 시트 금속 패널, 하부 유리 패널(예를 들어, 약 1.6m의 높이를 갖는), 및 하부 시트 금속 패널을 포함한다.
측벽(154)의 유리 충전 패널은 단일 창유리 안전 유리(single pane safety glass)로 이루어진 것이 바람직하다.
유리 충전 패널과 시트 금속 충전 패널은, 부스를 세척하는데 사용된 세척제가 밖으로 스며나올 수 없도록 나사 또는 클램핑으로 밀봉되어 충전 패널은 화재시에도 떨어지지 않는다.
측벽(154)의 상부 유리 패널을 위해 구상된 광은, 밖에서 유리에 압착된 시트 금속 하우징과 비대칭 반사기를 포함한다.
조명 하우징(lighting housing)은, 안전 체인이나 서스펜션 장치뿐만 아니라 유리 시트에 대한 밀봉부와 함께, 조절 가능한 고정 장치와 클램핑 장치를 구비할 수 있다.
부스용 조명은 조명 캐비넷에 의해 국부적으로 제어 가능하다.
세로 진행 방향(108)과 평행하게 움직일 수 있는 자동 전처리 유닛(158)을 위해 세로 진행 방향(108)과 평행하게 뻗어있는 구동 레일(drive rail)(156)은 하부 시트 금속 패널에 배열된다.
자동 전처리 유닛(158)은, 특히, 전처리 로봇 형태일 수 있다.
그래서, 측벽(154)은 전처리 유닛(158)의 통합을 위해 준비된다.
문(door)이 측벽(154)에 제공되어 있어서, 유지보수 또는 청소 담당자가 부스 내부에 들어갈 수 있다.
문은, 예를 들어, 가시창을 결합한 강철 문 형태일 수 있다.
문을 작동시키기 위해, 푸시 플레이트(push plate)는 부스의 내부에 부착되고 핸들은 그 외부에 제공되는 것이 바람직하다.
문은 바깥쪽으로 개방되는 것이 바람직하다.
부스의 시작부와 끝에는, 패널과 같은 구성의 각 단부 벽(160)이 있고, 이는 추가 설비 부분, 특히 추가 부스의 부착을 위해 준비되어 있다.
단부 벽(160)은. 예를 들어, 아연 코팅된 금속 시트 형태일 수 있다.
단부 벽(160)은 매끄럽고 이중 벽 구조로 구성되어 있으며, 따라서 숨겨진 케이블 런(concealed cable run)이 준비된 것이 바람직하다.
작업편(106)이 하나의 부스에서 다음에 오는 부스로 진행할 수 있도록 하기 위해, 단부 벽(160)은 단단한 테두리를 갖는 것이 바람직한 통로 개구를 구비한다.
작업편(106)이 이를 통과하면, 상기 테두리에서 작업편의 표면까지의 거리는 적어도 0.5 m인 것이 바람직하다.
통로 개구 통과시 작업편(106)의 잘못된 정렬을 감지하고 이 경우 코팅 설비(100)가 꺼질 수 있도록 하기 위해, 통로 개구에는, 적절치 않게 배향된 작업편(106) 접촉시 휴지 위치(rest position)로부터 벗어난 걸린 화면(hanging screen)이 제공된다. 이러한 걸린 화면의 편향은 상기 걸린 화면과 연관된 근접 스위치에 의해 등록되어, 코팅 설비(100)의 제어 센터에 신호를 전송하고, 이는 코팅 설비(100)의 비상 중단을 일으킨다.
걸린 화면의 근접 스위치는 각각의 단부 벽(160)과 일체형으로 되는 것이 바람직하다.
부스의 밑면은 분리 가능한 그레이팅을 결합한 자립형 구조 강철구조의 형태이다.
바람직하게는 경사지지 않은 높은 등급의 강철로 제조된 드립 트레이(drip tray)는 그레이팅 아래에 설치된다.
부스에 대한 입구 문은 그레이팅 높이에 있거나 플랫폼, 바람직하게는 매끄러운 시트의 금속 플랫폼을 통해, 계단(staircase)에 의해 그레이팅의 높이로부터 접근 가능하다.
부스의 작업 공간은 천장 필터(ceilling filter)(162)에 의해 위를 향한 방향이 막혀있다 (도 3 참조).
천장 필터는 일체형 라커 와이어 그레이팅을 갖는 아연도금(galvanized) 및/또는 라커 시트 금속 요소로 형성될 수 있다.
천장 필터(162)의 구조는 통로(walkway)로 구성되는 것이 바람직하다.
천장 필터(162)의 필터가 오염된 양은 차동 압력 압력계(differential pressure manometer)로 모니터할 수 있다.
차동 압력 압력계는 부스에서 국부적으로 판독 가능한 디스플레이를 갖는 것이 바람직하다.
천장 필터(162) 전체에서 차동 압력은 필터 오염을 나타내는 부스의 영역에서 결정된다.
필터 플리넘(filter plenum)(164)은 천장 필터(162) 위에 위치하고, 이를 통해 세로 진행 방향(108)에서 연속적인 부스의 필터 플리넘은 마찬가지로 파티션 벽(166)에 의해 서로 분리되어, 작업 영역과 일치하여 섹션화된 방식으로 공정 부스(102)의 영역으로 공기가 개별 공급되도록 한다.
필터 플리넘(164)은 조명 시스템을 구비하고, 상기 조명 시스템은 바람직하게는, 파일럿 램프(pilot lamp)가 결합된 스위치에 의해 필터 플리넘(164)의 중심 위치로부터 켜질 수 있다.
필터 플리넘(164)은 유지보수 또는 청소 담당자에 의해 공기 밀폐 유지를 통해 접근 가능하다.
전처리 영역(140)의 부스는 공기 재순환 시스템에 의해 환기된다; 부스의 환기는 도 3을 참조하여 이후 보다 상세하게 기술될 것이다.
작업편(106)을 전처리하기 위해, 각각의 이동 가능한 자동 전처리 유닛(158)은 도 8에 개략적으로 예시된 진공 흡입 제트 장치를 구비한다.
진공 흡입 제트 장치(168)는, 작업편(106) 쪽으로 개방되어 있고, 작업편(106)에 면하는 제트 후드(170)의 테두리(rim)에 배열되어 있는 밀봉부(seal)에 의해 실질적으로 공기 밀폐식으로 상기 작업편(106)의 표면(172)에 위치할 수 있는 제트 후드(170)를 포함한다.
내부 공간(174)을 한정하는 작업편(106)의 표면(172)에 연마용 매체(178)가 도포될 수 있는 블래스팅 랜스(blasting lance)(176)는 제트 후드(170)의 내부 공간(174)으로 개방되어 있다.
코팅될 표면(172)은 작업편(106)의 표면(172) 위에서 연마용 매체(178)의 충격으로 활성화된다.
연마용 매체는 배기 파이프(180)를 통해 제트 후드(170)의 내부 공간 밖으로 빨려 나간다.
배기 파이프(180)는 제트 후드(170)의 내부 공간(174)에서 부압이 생성되도록 부압(negative pressure)의 공급원에 부착되어, 작업편(106)의 표면(172)에 제트 후드(170)이 압착된다.
코팅하고자 하는 작업편(106)의 전체 표면(172)을 덮기 위해, 제트 후드(170)는, 각기 따로 연관되어 있는 이동 가능한 로봇 형태인 전처리 유닛(158)에 의해 코팅될 작업편(106)의 전체 표면(172) 위에서 운동한다.
연마용 매체(178)와 이것이 도포된 작업편(106)의 표면(172)의 각 부분은 제트 후드(170)에 의해 주변으로부터 분리된다는 사실 때문에, 진공 흡입 제트 장치(168)에 의해 활성화 공정 중 전처리 영역(140)에 먼지가 축적되지 않는다.
진공 흡입 제트 장치(168)에 대한 한 가지 대안으로서, 코팅하고자 하는 작업편(106)의 표면(172)을 활성화하기 위해, 흡입 장치를 결합한 로봇 안내 브러싱 시스템이 또한 사용될 수 있다.
세로 진행 방향(108)에서 전처리 영역(140)을 따르는 제 1 백업 영역(142)은 전처리 영역(140)과 같은 방식의 닫힌 부스 형태로서, 그 구조는 전처리 영역(140)의 부스의 구조에 해당하여, 이 범위까지는, 그 이전의 상세한 설명을 참조해야만 한다.
그러나, 제 1 백업 영역(142)은 자동 전처리 유닛(158)을 구비하지 않는다. 오히려, 제 1 백업 영역(142)은 고장시 또는 전처리 영역(140)에서 자동 전처리 유닛(158)에 의해 실행된 작업의 결과가 만족스럽지 못한 경우 작업자(181)가 적절한 전처리 장비를 사용하여 수동으로 작업편(106)의 전처리가 실행될 수 있도록 작용한다 (도 4 참조).
에어-록 영역(144)은 세로 진행 방향(108)에서 제 1 백업 영역(142)을 따르고, 수직으로 작용하는 에어 커튼은, 전처리 영역(140)과 제 1 백업 영역(142)의 대기를 에어-록 영역(144)으로 따르는 코팅 영역(146)의 대기와 분리시켜, 전처리 영역(140)이나 제 1 백업 영역(142)의 불순물이 코팅 영역(146)에 들어가거나 코팅 영역(146)의 코팅 재료가 전처리 영역(140)이나 제 1 백업 영역(142)에 들어가지 못하도록 하기 위해, 에어-록 영역(144)에서 생성될 수 있다.
전처리 영역(140)과 마찬가지로, 세로 진행 방향(108)에서 에어-록 영역(144)을 따르는 폐쇄된 부스 형태로서, 그레이팅의 레벨의 위를 향한 그 구조는 전처리 영역(140)의 부스의 구조와 동일하여, 이 범위까지는, 이전의 상세한 설명을 참조해야만 한다.
그러나, 전처리 유닛(158) 대신, 코팅 유닛(182)이 코팅 영역(146)에 사용되고, 상기 코팅 유닛은, 부스의 측벽(154)과 일체형으로 된 구동 레일(156)에서 세로 진행 방향(108)과 평행하게 이동 가능하다.
코팅 유닛(182)은 코팅 로봇, 특히, 예를 들어, 7-축 로봇의 형태일 수 있다.
코팅 유닛(182)은 작업편(106)의 표면(172)에 코팅 재료를 도포하기 위한 적절한 도포 장치를 구비한다.
특히, 라커, 바람직하게는 무용매 라커와 특히 수용성 라커가 코팅 재료로 사용될 수 있다.
선택적으로, 코팅 영역(146)의 두 개의 긴 측면에 위치한 코팅 유닛(182) 외에, 추가 코팅 유닛이 코팅 영역(146)의 입구 및/또는 코팅 영역(146)의 출구 위에서 영역의 단부에 배열될 수 있다.
그 이동성 때문에, 코팅 유닛(182)은 코팅 재료, 특히 라커가 작업편(106)에 연속적으로 도포될 수 있도록 한다.
분리 장치(184)(도 3 참조)는 과도한 코팅 재료를 코팅 영역(146)을 통해 아래쪽으로 흐르는 기류로부터 분리하기 위해 코팅 영역(146) 아래에 제공된다.
분리 장치(184)는 건조 분리 장치의 형태이고 예비 코팅 재료로 코팅된 필터 요소를 포함하는 것이 바람직하고, 그 예비 코팅 층 위에 코팅 재료로부터 끈적한 입자를 앉게 한다.
예를 들어, 석재 먼지가 예비 코팅 재료로 사용될 수 있다.
예비 코팅 재료의 공급은 필터 요소 사이에 위치한 (예를 들어, 깔때기 모양의) 저장 용기에 유지되고, 이는 필터 요소를 신선한 예비 코팅 재료로 코팅하기 위해 일정 간격의 공기 제트에 의해 회전한다.
필터 요소 위에서 예비 코팅 재료로 이루어진 예비 코팅 층이 주어진 양 이상으로 코팅 재료로 포화되면, 코팅 재료로 포화된 이러한 예비 코팅 층은 필터 요소의 깨끗한 가스 측으로부터 압축된 공기를 파열시켜 필터 요소로부터 풀어져서 혼합물은 예비 코팅 재료로 이루어지고 코팅 재료는 저장 용기 안으로 들어간 다음 빨려 나간다.
이러한 건조 분리 장치는, 상기 건조 분리 장치의 구성과 기능에 관하여 참조되고 이러한 점에서 본 명세서에 참조로 포함되어 있는, 예를 들어, DE 10 2007 040 901 A1으로부터 알려져 있다.
코팅 영역(146)의 그레이팅 레벨 아래에 배열되어 있는 상기 건조 분리 장치는, 특히, 세로 진행 방향(108)과 평행하게 정렬된 부스의 수직 세로 중심 평면의 양면의 필터 요소를 위한 케이싱뿐만 아니라, 필터 요소를 포함하는 필터 모듈, 필터 하우징 사이에 배열된 접근 가능한 통로(gangway), 필터 요소 아래에 위치한 저장 용기에 신선한 예비 코팅 재료를 공급하기 위한 공급 유닛, 및 예비 코팅 재료와 저장 용기의 코팅 재료로 이루어진 혼합물을 제거하기 위한 추출 유닛을 포함할 수 있다.
한 가지 대안으로서, 또는 상술된 예비 코팅 필터 요소를 결합한 건조 분리 장치 외에, 코팅 재료가 실린 기류로부터 코팅 재료가 증착된 판지 미로(cardboard labyrinth)를 포함하는 건조 분리 장치가 또한 사용될 수 있다.
또한, 건조 분리 장치 외에, 분리 장치(184)로 습식 세척 장치를 사용하는 것이 또한 가능하다.
코팅 영역(146)과 마찬가지로, 세로 진행 방향(108)에서 코팅 영역(146)을 따르는 제 2 백업 영역(148)은 닫힌 부스 형태이고, 그레이팅 레벨의 위를 향한 그 구조는 코팅 영역(146)의 부스의 구조와 동일하여, 이 범위까지는, 그 이전의 상세한 설명을 참조해야만 한다.
그러나, 제 2 백업 영역(148)은 자동 코팅 유닛(182)을 포함하지 않는다. 오히려, 제 2 백업 영역(148)은 고장시 또는 자동 코팅 영역(146)에서 코팅 유닛(182)에 의해 실행된 작업의 결과가 만족스럽지 못한 경우 작업자(181)가 적절한 코팅 장비를 사용하여 수동으로 작업편(106)의 코팅이 수동으로 실행될 수 있도록 작용한다 (도 4 참조).
제 2 백업 영역(148) 아래에는, 코팅 영역(146)과 같은 방식으로 제 2 백업 여역(148)을 통해 위로부터 아래쪽으로 흐르는 기류로부터 과도한 코팅 재료를 분리하기 위한 분리 장치(186)가 제공되어 있다.
그러나, 제 2 백업 영역(148)에서는 간략한 비상 코팅 작용만이 실행되도록 의도되기 때문에, 이러한 분리 장치(186)의 성능은 보다 낮은 정도의 분리를 위해 설계될 수 있다.
따라서, 상기 분리 장치(186)는 판지 미로 시스템을 이용한 건조 분리 장치의 형태가 되어야 하는 것이 일반적으로 충분할 것이다.
이러한 판지 미로 시스템은 예를 들어 추출 덕트(extraction duct)를 포함하고, 상기 추출 덕트는 그레이팅의 레벨 아래에 배열되고, 코팅 매체 분리기를 위한 수직으로 배열되고 힌지(hinge)식으로 지지된 프레임이 설치되어 있다. 코팅 재료의 분리는 유리 섬유 플리스 필터(fleece filter)와 하류 판지 미로 필터에 의해 실행된다.
세로 진행 방향(108)에서 제 2 백업 영역(148)을 따르는 증발 영역(150)은 앞에 기술된 영역과 마찬가지 방식의 닫힌 부스 형태이고, 내부 조명 시스템과 꼭 맞는 문을 구비한 아연도금 강철 시트의 하우징을 포함하는 것이 바람직하다.
밑으로부터 교체 가능한 필터 프레임을 결합한 공기 공급 덕트는 증발 영역(150)의 천장 영역에 제공된다.
증발 영역(150)에서 공급된 공기를 배출하는 공정은 증발 영역(150)의 바닥 영역(floor region)에서 실행된다.
세로 진행 방향(108)에서 증발 영역(150)을 따르는 건조 영역(152)은 앞에 기술된 영역과 마찬가지 방식의 닫힌 부스 형태이고, 미리 제작된 하우징 세그먼트로 이루어진 자립형 구조의 방식으로 설치되는 것이 바람직하다.
건조 영역(152)의 전체 내부 윤곽은 세척이 용이하고 유지보수가 용이한 방식으로 구현되는 것이 바람직하다.
세척 작업 동안 건조 영역(152)에 먼지가 앉지 않도록 하기 위해서, 건조 영역(152)의 작업 영역에서 용접 이음매(welding seam)와 시트의 모든 에지는 디버링(deburred)되는 것이 바람직하고 건조기 터널은 매끈한 구조로 구현되는 것이 바람직하다.
건조 영역(152)에서, 조사 유닛(188)(이중 하나가 도 7에 상세하게 예시된)은 작업편(106)의 운반 경로의 양측에 배열되어 있다.
조사 유닛(188)은 기초부(pedestal) 또는 스탠드(stand)(190)를 포함하고, 이 위에 복수의(예를 들어, 3개) 조사 유닛(192)이 유지되어 있다.
코팅을 건조 및/또는 경화하기 위해 조사 장치(192)에 의해 작업편(106)의 코팅 표면(172)에 방사선(radiation)이 가해질 수 있다.
이러한 방사선은, 예를 들어, 적외선 및/또는 자외선(UV)일 수 있다 (코팅이 UV 조사 공정에 의해 경화될 수 있는 코팅인 경우).
그래서, 건조 영역(152)은 상기 영역에 포함된 조사 유닛(188)과 함께, 작업편(106)이 코팅되고 상기 작업편(106)이 건조되면서, 작업편(106)이 움직이는 건조 장치(189)를 형성한다.
조사 장치(192)는, 각각의 조사 장치(192)와 현재 조사되는 작업편(106)의 표면(172)의 부분 사이에 원하는 간격을 자동 설정하기 위해, 그 수직 위치에 대해, 그리고 건조 영역(152)의 횡방향(194)에서 그 위치에 대해, 바람직하게는 독립적으로 조절될 수 있다 (바람직하게는 동력이 설치된 수압식 또는 공압식 수단에 의해).
작업편(106)의 단면은 그 세로 방향(196)에서 변하기 때문에, 조사 장치(192)는 작업편(106)이 지나는 동안 작업편(106)을 향하거나 작업편(106)으로부터 멀리 움직인다.
그래서, 작업편(106)의 코팅 표면(172)에 향하는 방사선의 평균 양은, 작업편(106)의 단면이 변하지만 조사 장치(192)의 위치가 작업편(106)의 기하구조에 적합하도록 자동으로 조절되기 때문에 실질적으로 일정하게 유지된다.
또한, 작업편 표면에 향하는 원하는 방사선의 양을 얻기 위해서 개별 조사 장치(192)를 끄거나 켜고/키거나 조사 장치(192)의 출력을 바꾸는 것이 가능하다.
작업편(106)의 표면 전체에서 균일한 표면 온도를 얻기 위해, 작업편 표면의 온도가 감지되고 각각의 조사 장치(192)에 의해 방출된 방사력(radiant power)은 작업편(106)의 표면(172)으로부터 조사 장치(192)의 거리와 마찬가지로, 온도 감지 공정의 결과에 따라 조절된다.
온도의 감지는 특히 파이로미터(pyrometer)에 의해 실행될 수 있다. 이러한 파이로미터는 비접촉식 제조 방식으로 하나의 물체의 의해 방출된 방사 열을 감지하고 이 물체의 온도를 결정하기 위해 이를 측정하여, 하나의 물체에 의해 방출된 방사열의 세기는 그 온도에 의존한다는 사실을 이용한다.
조사 장치(192)는 유연한 호스로 냉각될 조사 장치(192)의 표면 위에 부는 냉각 공기에 의해 냉각될 수 있다.
공정 부스(102)의 개별 영역에 관한 설명을 따라서, 공정 부스(102)를 통해 공기를 공급하는 시스템은 이제 도 3에 예시된 공기 공급도를 참조하여 설명될 것이다.
코팅 설비(100)는, 예비 공정 영역(140), 제 1 백업 영역(142), 및 에어-록 영역(144)에 공기 공급선(200)을 통해 공기를 공급하는 제 1 공기 재순환 유닛(198)과, 코팅 영역(146), 제 2 백업 영역(148), 및 증발 영역(150)에 공기 공급선(204)을 통해 공기를 공급하는 제 2 공기 재순환 유닛(202)을 포함한다.
건조 영역(152)은 증발 영역(150)으로부터 직접 그 공기 공급을 받고; 건조 영역(152)으로부터의 배기는 배기 덕트(206)를 통해 건조 영역(152)으로부터 배출되어 주변으로 공급된다.
각각의 필터 플리넘(164)과 각각의 천장 필터(162)를 통해 전처리 영역(140)과 제 1 백업 영역(142)으로 공급된 부스 공기는, 예를 들어, 각 측벽(154)의 바닥 영역에 배열된 과도한 공기 개구(excess-air opening)를 통해 부스 밖으로 배출된 다음, 주 배기 덕트(exhaust air duct)(210) 안으로 흐르는 배기 덕트(208)를 통해 제 1 공기 재순환 유닛(198)으로 다시 공급된다.
부스 밖으로 공기가 배출되는 과도한 공기 개구는 힌지식으로 지지된 프레임이 장착될 수 있다.
예를 들어, 유리 섬유 플리스로 이루어진 섬유 필터는 이러한 지지 프레임으로 클램핑될 수 있다.
전처리 영역(140)과 제 1 백업 영역(142)으로부터 배출 공기를 빨아들이고 이를 제 1 공기 재순환 유닛(198)에 공급하는 팬(212)이 주 배기 덕트(210)에 배여되어, 공기 재순환 시스템은 제 1 공기 재순환 유닛(198)과 전처리 영역(140) 또는 제 1 백업 영역(142)에 의해 밀폐된다.
제 1 공기 재순환 유닛(198)에서, 순환 공기는 컨디셔닝 장치(예를 들어, 가열 장치, 냉각 장치, 습도 장치 및/또는 건조 장치)에 의해 원하는 에어 컨디션을 맞추도록 조절되고, 필요시 신선한 공기 공급선(214)을 통해 제 1 공기 재순환 유닛(198)으로 공급되는 신선한 공기에 의해 보충된다.
부스 대기의 컨디셔닝(가열, 냉각, 습도 및/또는 건조 공정을 위한)에 필요한 에너지는 공기 순환 시스템 때문에 최소한으로 유지된다.
코팅 영역(146), 제 2 백업 영역(148), 및 증발 영역(150)의 환기는 공기 순환 시스템에 의해 마찬가지로 실행된다.
이와 관련하여, 분리 장치(184)에서 과도한 코팅 재료로부터 방출된 코팅 영역(146)의 배출 공기는 팬(218)에 의해 배기 덕트(216)를 통해 주 배기 덕트(220)로 빨려들어가 제 2 공기 재순환 유닛(202)으로 공급된다.
분리 장치(186)에서 과도한 코팅 재료로부터 분리될 수 있는 제 2 백업 영역(148)의 배출 공기와 증발 영역(150)의 바닥 영역으로부터 빨아들인 증발 영역(150)의 배출 공기는 팬(224)에 의해 배기 덕트(222)를 통해 주 배기 덕트(220)로 흡입되고 마찬가지로 이로부터 제 2 공기 재순환 유닛(202)으로 공급된다.
그래서, 공기 재순환 시스템은 제 2 공기 재순환 유닛(202)과 코팅 영역(146), 제 2 백업 영역(148) 또는 증발 영역(150)에 의해 밀폐된다.
역시 제 2 공기 재순환 유닛(202)에서, 순환 공기는 컨디셔닝 장치(예를 들어, 가열 장치, 냉각 장치, 습도 장치 및/또는 건조 장치)에 의해 원하는 에어 컨디션을 맞추도록 조절되고, 필요시 신선한 공기 공급선(226)을 통해 제 2 공기 재순환 유닛(202)으로 공급되는 신선한 공기에 의해 보충된다.
코팅 영역(146), 제 2 백업 영역(148), 및 증발 영역(150)을 위한 공기 순환 시스템 때문에, 에어 컨디셔닝 공정(특히, 가열, 냉각, 습도 및/또는 건조 공정을 위한)에 필요한 에너지는 추가 감소된다.
공정 부스(102)의 영역을 두 개의 서로 다른 공기 재순환 유닛(198과 202)으로 할당하여, 부스의 대기는 필요한 서로 다른 방법으로 컨디셔닝될 수 있고, 특히, 한편으로 전처리 영역(140)을 위하고, 다른 한편으로는 코팅 영역(146)을 위해 서로 다른 방식으로 컨디셔닝될 수 있다.
각 부스에 대한 공기 공급이 그 자신의 공기 공급선(200과 204)에 의해 공급된다는 사실 때문에, 각 부스에 공급된 공기의 양은 그 각각의 요구에 정확히 맞을 수 있다. 이러한 섹션화된 공기 공급 시스템{공정 부스(102)의 개별 영역의 선택적인 환기}에 의해, 추가 에너지 절약이 얻어진다.
에어-록 영역(144)은 코팅 설비(100)의 두 개의 공기 재순환 시스템 사이의 연결 링크를 나타내는데, 이는, 제 1 공기 재순환 유닛(198)으로부터 그 공기 공급을 받지만, 코팅 영역(146)으로부터 과도한 코팅 재료가 실릴 수 있는 상기 에어-록 영역(144)의 배출 공기가 제 1 공기 재순환 유닛(198)으로 다시 공급될 수 없고, 오히려, 분리 장치(184)에 의해 제 2 공기 재순환 유닛(202)으로 공급될 수 있기 때문이다. 그렇지만, 에어-록 영역(144)에 대한 공기 공급은 공기 순환 시스템을 통해 항상 공급되어, 에너지 절약을 가져온다.
제 1 공기 재순환 유닛(198)의 공기 순환 시스템의 잔여 공기는 제 1 공기 순환 시스템의 공기 공급선(200)에 부착된 밖으로 나가는 공기 라인(outgoing air line)(228)을 통해 주변으로 전달된다.
제 2 공기 재순환 유닛(202)의 공기 순환 시스템의 잔여 공기는 제 2 공기 순환 시스템의 공기 공급선(204)에 부착된 밖으로 나가는 공기 라인(outgoing air line)(230)을 통해 주변으로 전달된다.
공정 부스(102)를 통해 코팅될 작업편(106)의 운반은 도 4 내지 7에 예시된 작업편 운반대(232)에 의해 실행된다.
작업편 운반대(232)는, 작업편 운반대(232)의 세로 방향(238)에 수직으로 지나는 횡단 빔(236)에 의해 서로 연결된 두 개의 박스 모양의 측면 부재(234)로 이루어진 실질적으로 직사각형인 프레임워크(233)를 포함한다.
세로 방향으로 서로 따르는 횡단 빔(236) 사이의 공간은 부스를 위한 공기 유동이 수직 방향으로 작업편 운반대(232)를 통해 흐르도록 하는데 충분하다.
그 전방 단부에서, 두 개의 측면 부재(134)는 함게 작업편 홀더(workpiece holder)(240)를 운반한다.
코팅될 작업편(106)인, 예를 들어, 윈드 터빈용 로터 블레이드(rotor blade)는, 예를 들어, 나사결합(bolting) 또는 클램핑 장치를 통해, 상기 작업편 홀더(240)에 일 단부가 고정된다.
이에 의해, 작업편(106)은, 작업편(106)의 세로 방향(196)이 작업편 운반대(232)의 세로 방향(238)과 실질적으로 일치하도록 작업편 운반대(232) 상에 배열된다.
도 4와 5에서 볼 수 있는 바와 같이, 공통 세로 방향에서 작업편(106)의 세로 범위(L)는 작업편 운반대(232)의 세로 범위(I)보다 훨씬 더 크다.
그래서, 작업편(106)은 작업편 운반대(232)의 후방 단부 위로 상당한 길이만큼 돌출한다.
특히, 작업편 운반대(232) 위로 작업편(106)의 돌출은 세로 방향(196)에서 작업편(106)의 세로 범위(L)의 적어도 절반, 바람직하게는 적어도 2/3에 해당할 수 있다.
세로 진행 방향에서 전방 운동을 위해, 도 5에서 가장 볼 수 있는 바와 같이, 작업편 운반대(232)의 각 측면 부재(234)는 두 개의 세로 방향으로 회전하는 휠(242)을 갖고, 상기 휠은 작업편 운반대(232)의 횡단 방향(244)과 평행하게 지나는 축을 중심으로 회전할 수 있다.
작업편 운반대(232)는 균일한 코팅이 얻어질 수 있도록 보장하기 위해 매우 부드럽게 진행해야만 하고, 세로 가동 휠(242)이 위에서 회전하는 세로 컨베이어 레일(112)은 볼록하게 구부러진 베어링 표면(246)을 갖는 둥근 레일 형태이다 (도 6 참조).
바람직한 방식으로, 세로 가동 휠(242)은 경화 철, 알루미늄 합금 또는 열경화성 합성 재료로 제조되고, 이들의 오목하게 구부러진 진행 표면(248)의 바깥둘레는 세로 컨베이어 레일(112)의 볼록하게 구부러진 베어링 표면(246)에 상보적이다.
세로 컨베이어 레일(112)과 이에 상보적으로 결합된 세로 가동 휠(242)의 매끄러운 표면 때문에, 세로 진행 방향(108)에서 작업편 운반대(232)의 매우 매끄러운 가동이 이루어진다.
대안적인 예시 실시예에서, 세로 가동 휠은 단단한 고무 타이어 또는 기체 충전 타이어가 장착된다.
세로 컨베이어 레일(112)의 직경은 예를 들어 약 60mm에 달할 수 있고, 세로 가동 휠(242)의 직경은 약 250mm에 달할 수 있다.
복귀 컨베이어 트랙(114)의 복귀 컨베이어 레일(118)은 세로 컨베이어 트랙(110)의 세로 컨베이어 레일(112)과 마찬가지 방식으로 구성된다.
세로 컨베이어 트랙(11)으로부터 복귀 컨베이어 트랙(114)까지, 또는 복귀 컨베이어 트랙(114)으로부터 세로 컨베이어 트랙(110)까지 작업편 운반대(232)의 횡단 운반을 위해, 각각의 횡단 가동 휠(250)이 작업편 운반대(232)의 각 측면 부재(234)의 각 단부 면에 배열된다.
횡단 가동 휠(250)은 높이 조절 방식으로 작업편 운반대(232)의 프레임워크에 고정되고, 상기 프레임워크(233) 및 세로 가동 휠(242)에 대한 그 높이가 조절될 수 있다 (예를 들어, 모터 또는 유압식으로). 다른 모든 면에서, 횡단 가동 휠의 세부사항은 세로 가동 휠의 세부사항과 유사(또는 동일)할 수 있다.
세로 진행 방향(108) 또는 역 진행 방향(116)에서 작업편 운반대(232)가 운동하는 동안, 횡단 가동 휠(150)은, 횡단 가동 휠(250)이 기초 바닥 위로 상승된 상부 위치에 위치하여, 작업편 운반대(232)는 세로 가동 휠(242)에 의해 세로 컨베이어 레일(112) 또는 복귀 컨베이어 레일(118) 위에 지지된다.
작업편 운반대(232)가 제 1 레일 교차부(crossing)(126) 또는 제 3 레일 교차부(136)의 부근에 도달하면, 단부 면에서 횡단 가동 휠(250)은 작업편 운반대(232)가 횡단 가동 휠(250)에 의해 횡단 컨베이어 레일(124 또는 134) 위에 지지될 때까지 하강하고, 세로 가동 휠(242)은 세로 컨베이어 레일(112) 또는 복귀 컨베이어 레일(118)로부터 상승한다. 횡단 가동 휠(250)의 이 위치에서, 작업편 운반대(232)는 제 1 횡단 진행 방향이나 제 2 횡단 진행 방향(132)에서 횡단 운반 공정에 대해 자유롭다.
원칙적으로, 횡단 컨베이어 레일(124와 134)은 또한 세로 컨베이어 레일(112)과 마찬가지로 볼록하게 구부러진 베어링 표면을 구비할 수 있고, 횡단 가동 휠(250)은 오목하게 구부러진 가동 표면을 구비할 수 있다.
그러나, 공정 부스(102) 외부의 작업편(106)의 횡단 운반을 위한 매끄러운 가동 공정에 대한 요건은 덜 엄격하여 횡단 컨베이어 레일(124와 132)은 실질적으로 편평한 베어링 표면을 갖는 편평한 레일의 형태일 수 있고 횡단 가동 휠(250)은 원통형 가동 표면을 구비할 수 있다.
원통형 가동 표면을 갖는 횡단 가동 휠(250)의 사용은, 오목하게 구부러진 표면을 갖는 가동 휠보다 더 좁을 수 있고, 이에 따라, 필요한 휠 하중을 이루기 위해 더 적은 양의 공간을 필요로 할 뿐이라는 이점을 갖는다.
횡단 가동 휠(250)의 직경은, 예를 들어, 약 400mm에 달할 수 있다.
작업편 운반대(232)는 자체 추진형인 것이 바람직하다.
적어도 두 개의 세로 가동 휠(242)과 적어도 두 개의 횡단 가동 휠(250)은 운반대에 대해 모터 구동되는 것이 바람직하다. 그래서 모든 세로 가동 휠(242)과 횡단 가동 휠(250)이 구동되는 것이 특히 바람직하다.
이러한 목적에 필요한 구동 장치는 작업편 운반대(232)의 박스 모양의 측면 부재(234)의 내부 공간에 수용되어 수직 방향에서 부스를 통해 공기가 흐르는데 사용 가능한 단면 운반대(232)의 자유 단면이 가능한 한 크게 남아 있는 것이 바람직하다.
구동 장치로부터 각각의 구동 가동 휠로 구동 운동을 전달하는 것은 구동 벨트에 의해 실행될 수 있고(도 6 참조), 특히, 예를 들어, 치형 벨트(toothed belt)에 의해 실행될 수 있다.
가동 휠을 위한 구동 장치는 적어도 하나의 전기 모터를 포함하는 것이 바람직하다. 그러나, 선택적으로, 각각의 구동 휠은 개별적으로 결합된 기어리스 전기 모터(gearless electric motor)를 가질 수 있다.
전기 모터의 공급에 필요한 전기 에너지는 전기 유도에 의해 비접촉식으로 컨베이어 트랙의 컨베이어 레일 사이에 놓인 전도체 시스템(254)으로부터 작업편 운반대(232) 상의 픽업 코일(256)로 전달되는 것이 바람직하다 (도 6 참조).
이러한 에너지 전달의 개별 공정을 가능하게 하기 위해서, 픽업 코일(256)과 전도체 시스템(254)의 환경은 철을 함유하지 않아야 한다.
이러한 필수적으로 철을 함유하지 않는 공간은, 그레이팅의 높이를, 전도체 시스템(254) 부근에서 바닥 높이 위로, 예를 들어 적어도 약 20cm 상승시켜 공정 부스의 모든 영역에서 이루어진다. 픽업 코일(256)은 그레이팅의 높이 아래로 안내된다.
픽업 코일(256)은 높이를 조절할 수 있는 방식으로(예를 들어, 모터 또는 유압식으로) 작업편 운반대(232)의 프레임워크(233)에 고정되어, 픽업 코일(256)은 세로 운반 모드로부터 횡단 운반 모드로 전이되는 동안 프레임워크(233)에 대해 하강하여, 세로 운반 공정 동안과 같이 전도체 시스템(254)으로부터 동일한 거리를 유지할 수 있다.
전도체 시스템(254)의 전도체(258)는 공정 부스(102) 내에서 플라스틱 관을 통해 공급되고, 예를 들어, 플라스틱 블록에 의해 공정 부스(102)의 교차 빔 위에서 지지될 수 있다.
작업편 운반대(232)에 에너지를 전달하기 위해 비접촉 제조 시스템 사용시, 용매를 함유하지 않는 재료, 특히 용매를 함유하지 않는 라커를 사용하는 것이 바람직하다.
예를 들어, 25 kHz의 주파수를 갖는 고주파수 패널이 비접촉 제조, 및 특히 에너지의 유도 전달에 사용되는 것이 바람직하다.
작업편 운반대(232)에 에너지를 전달하기 위해 비접촉 제조 시스템을 사용하는 대신, 작업편 운반대(232)는 전기 에너지용 저장 수단, 특히 축전지를 구비할 수 있다. 구동 수단의 이러한 변형예에 필요한 구동 요소는 폭발 방지 형태에 이용 가능하다.
코팅 설비(200)에 복수의 작업편 운반대(232)가 사용되는 특별한 경우에 (예를 들어, 이들 중 적어도 3개), 복귀 트랙(114)을 따라 작업편 운반대(232)를 복귀하는 동안 축전지를 충전하는데 사용 가능한 적절한 시간이 있다.
공정 부스(102)에서 세로 컨베이어 레일이 오염되지 않도록, 세로 컨베이어 레일(112), 및 세로 가동 휠(242)이 장착된 작업편 운반대(232)의 측면 부재(234)는 적어도 코팅 영역(146)과 제 2 백업 영역(148)에서, 예를 들어 시트 금속 클래딩의 형태일 수 있는 케이싱(260)에 의해, 코팅 재료가 작업편(106)에 도포되는 도포 영역으로부터 분리되어, 세로 컨베이어 레일(112)과 세로 가동 휠(242)은 코팅 재료 오버스프레이에 의한 오염과, 과도한 코팅 재료가 실린 부스로부터 배기 흐름과의 접촉으로부터 보호된다. 도 6에서 볼 수 있는 바와 같이, 케이싱(260)은 좁은 통로 간격(262)만을 갖고, 이를 통해 작업편 운반대(232)의 크로스빔(236)은 케이싱(260) 밖의 도포 영역으로부터 케이싱(260)의 보호된 내부 안으로 뻗어있다. 이를 통해, 작업편 운반대(232)와 통로 간격(262)의 에지 사이에 작은 간격만이 남아서, 실질적으로 코팅 재료가 이러한 좁은 간격을 통해 케이싱(260) 안으로 들어갈 수 없다.
세로 컨베이어 레일(112), 세로 가동 휠(242), 및 작업편 운반대(232)의 측면 부재(234)는 그 전체가 보호 케이싱(260)에 수용된다.
상술된 코팅 설비(100)는, 특히, 매우 긴 작업편을 코팅하는데 적합하고, 구체적으로 세로 방향(196)에 수직으로 진행하는 횡단 방향에서 최대 범위(B)보다 훨씬 더 큰 세로 범위(L)를 갖는 가늘고 긴 작업편을 코팅하는데 적합하다 (도 5 참조).
작업편(106)의 세로 범위(L)는 최대 횡단 범위(B)보다 적어도 5배 더 큰 것이 바람직하다.
특히, 코팅 설비(100)는, 예를 들어, 적어도 10m, 바람직하게는 적어도 30m, 약 50m의 길이를 갖는 작업편을 코팅하는데 적합하다.
적합한 작업편(106)은, 예를 들어, 윈드 터빈의 로터 블레이드의 형태일 수 있다.
작업편에 코팅을 제공하는 방법은 상술된 코팅 설비(100)를 사용하여 다음과 같이 실행된다.
코팅될 작업편(106)은 작업편 운반대(232)의 작업편 홀더(240)에 고정되는데, 작업편(106)의 세로 방향(196), 즉, 작업편(106)의 가장 큰 세로 범위의 방향이 작업편 운반대(232)의 세로 방향(238)과 코팅 설비(100)의 세로 진행 방향(108)에 실질적으로 대응하는 방식으로, 고정된다.
작업편 운반대(232)는 이 위에 유지된 작업편(106)과 함께 {상기 작업편은 세로 컨베이어 트랙(110)의 세로 컨베이어 레일(112) 상의 세로 가동 휠(242)에 의해 지지} 제 1 레일 크로싱(126)의 영역으로부터 운동하도록 설정되어, 공정 부스(102)의 전처리 영역(140)에 들어가고 계속해서 공정 부스(102)의 다른 모든 영역을 통과한다.
작업편 운반대(232)의 운반 속도는, 작업편(106)이 공정 부스(102) 내에서 처리되는 한, 1 m/분 이하에 달하는 것이 바람직하다.
작업편(106)을 처리하는 동안, 운반 속도는 약 0.8 m/분에 달하는 것이 바람직하다.
작업편(106)이 공정 부스(102)를 완전하게 떠나면, 운반 속도, 특히 복귀 컨베이어 트랙(114)을 따른 운반 속도는 1 m/분 이상, 예를 들어, 약 12 m/분의 운반 속도로 증가할 수 있다.
작업편 운반대(232)는 공정 부스(102)를 통해 가변 속도로 운동할 수 있고, 특히 일시 정지 및 재출발할 수 있다. 그러나, 작업편 운반대(232)는 공정 부스(102)를 통해 연속적으로, 바람직하게는 실질적으로 일정한 속도로 운동하는 것이 바람직하다.
작업편(106)은 이러한 방식으로 공정 부스(102)의 연속 영역을 통과하고, 작업편(106)의 표면(172)의 각 섹션은 상기 영역에서 각각 예정된 방식으로 연속적으로 처리된다.
현재 전처리 영역(140)에서 작업편(106)의 표면(172)의 부분은 이동 가능한 전처리 유닛(158)에 의해 활성화되는 반면, 작업편(106)의 이 부분은 전처리 영역(140)을 통해 이동한다.
현재 코팅 영역(146)에 위치한 작업편(106)의 표면(172)의 부분은 이동 가능한 코팅 유닛(182)에 의해 코팅 재료를 구비하는 반면, 작업편(106)의 관련 부분은 코팅 영역(146)을 통해 움직인다.
코팅 재료의 휘발성 성분은 현재 증발 영역(150)에 위치한 작업편(106)의 표면(172)의 부분에서 증발하는 반면, 작업편(106)의 관련 부분은 증발 영역(150)을 통해 움직인다.
각각의 경우 건조 영역(152)에 위치한 작업편(106)의 표면(172)의 부분은 조사 유닛(188)에 의해 건조되고/건조되거나 경화되는 반면, 작업편(106)의 관련 부분은 건조 영역(152)을 통해 움직인다.
도 4에서 볼 수 있는 바와 같이, 작업편(106)의 세로 범위(L)는 전처리 영역(140), 코팅 영역(146), 증발 영역(150), 및 건조 영역(152)의 세로 범위보다 훨씬 더 크다.
특히, 작업편(106)의 세로 범위는, 작업편(106)의 표면(172)의 서로 다른 부분이 서로 다른 방식으로, 적어도 경우에 따라, 공정 부스(102)의 서로 다른 영역에서 동시에 처리될 정도로 크다.
그래서, 작업편(106)의 전방 단부(예를 들어, 윈드 터빈용 로터 블레이드의 로터 블레이드 루트)는 이미 증발 영역(150)에 있는 반면, 이와 동시에, 작업편(106)의 중간 섹션은 코팅 영역(146)에서 코팅되고, 작업편(106)의 후방 단부(예를 들어, 로터 블레이드의 끝 부분)는 전처리 영역(140)에서 동시에 활성화된다.
작업편(106)에서 수행되는 공정의 이러한 동시성으로 인해서, 공정 부스(102)에서 작업편(106)을 위한 전체 공정 시간, 즉 작업편(106)이 공정 부스(102)를 통과하는데 필요한 시간은 크게 줄어든다.
사용되는 연속적인 가동 원리 때문에, 공정 부스(102)의 개별 공정 영역은 이곳에서 처리될 작업편(106)보다 훨씬 더 짧다.
그래서, 작업편(106)의 약 50m의 예시적인 세로 범위(L)의 경우, 전처리 영역(140)은 세로 진행 방향(108)에서 약 6m의 세로 범위를 갖고, 제 1 백업 영역(142)은 약 3m의 세로 범위를 가지며, 에어-록 영역(144)은 약 3m의 세로 범위를 갖고, 코팅 영역(146)은 약 6m의 세로 범위를 가지며, 제 2 백업 영역(148)은 약 3m의 세로 범위를 갖고, 증발 영역(150)은 약 24m의 세로 범위를 가지며, 건조 영역(152)은 약 10m의 세로 범위를 갖는다.
개별 영역의 더 작은 부스 크기와 섹션화된 공기 공급뿐만 아니라, 공정 부스(102)의 대부분 영역에 사용된 공기 순환 시스템으로 인해, 상당한 에너지 절약이 얻어진다.
코팅 설비(100)는 작업편의 크게에 따라 치수가 조절될 필요는 없지만, 원하는 출력에 따라 설계될 수 있다.
작업편(106)이 그 전체가 공정 부스(102)를 통과하고, 작업편(106)의 후방 단부가 건조 영역(152)을 떠나며, 작업편 운반대(232)가 제 1 레일 크로싱(126)에 도달하면, 작업편 운반대(232)는 횡단 가동 휠(250)을 낮추어서 세로 운반 모드로부터 횡단 운반 모드로 변경된다.
계속해서, 작업편 운반대(232)의 횡단 가동 휠(250)은 세로 컨베이어 트랙(110)으로부터 복귀 컨베이어 트랙(114)까지 제 1 횡단 진행 방향(122)으로 작업편 운반대(122)를 움직이도록 구동된다.
제 2 레일 크로싱(128)에 도달한 후, 작업편 운반대(232)는 횡단 가동 휠(250)을 올려서 횡단 운반 모드로부터 세로 운반 모드로 변경되고, 작업편 운반대(232)는 역 진행 방향(116)으로 세로 가동 휠(242)을 구동시켜 복귀 컨베이어 트랙(114)을 따라 제 3 레일 크로싱(136)까지 다시 움직인다.
제 3 레일 크로싱(136)에 도달한 후, 작업편 운반대(232)는 횡단 가동 휠(250)을 낮추어서 세로 운반 모드로부터 횡단 운반 모드로 변경되고, 작업편 운반대(232)는 횡단 가동 휠(250)을 구동시켜 복귀 컨베이어 트랙(114)으로부터 세로 컨베이어 트랙(110)까지 제 2 횡단 진행 방향(132)으로 제 2 횡단 컨베이어 트랙(130)을 따라 움직인다.
제 4 레일 크로싱(138)에 도달한 후, 작업편 운반대(232)는 횡단 가동 휠(250)을 올려서 횡단 운반 모드로부터 세로 운반 모드로 다시 변경되고, 작업편 운반대(232)는 이 위에 유지된 작업편(106)과 함께, 세로 가동 휠(242)을 구동시켜 공정 부스(102)를 통해 한번 더 이동하여, 작업편(106) 위에서 제 2 코팅 공정을 수행한다.
공정 부스(102)를 통한 그 제 2 가동 후, 작업편(106)은, 예를 들어, 작업편 운반대(232)가 제 1 레일 크로싱(126)에 도달하면, 작업편 운반대(232)로부터 제거될 수 있다.
그러나, 작업편 운반대(232)는 이 위에 유지된 작업편(106)과 함께 상술된 방식으로 제 4 레일 크로싱(138)의 출발점으로 다시 움직이고, 작업편(106)은 오직 이 지점에서 작업편 운반대(232)로부터 분리될 수 있다.
또한, 작업편(106)은, 단일 코팅 층이 중간 건조 공정 없이 상기 작업편(106)에 도포되어야 하는 것으로만 의도되면, 공정 부스(102)를 통한 제 1 통과 후 즉시 상기 작업편 운반대(232)로부터 분리될 수 있다.
도 9에 예시된 코팅 설비(100)의 제 2 실시예는, 상기 제 2 실시예에서 공정 부스(102)가 건조 영역(152) 앞에 오직 하나의 작업 영역(work zone)(264)을 갖는다는 점에서, 도 1 내지 8에 예시된 상술한 제 1 실시예와 다르고, 세로 진행 방향(108)에서 상기 작업 영역이 세로 범위는 작업편(106)의 세로 범위(L)와 적어도 일치하여, 작업편(106)은 그 전체가 작업 영역(264)으로 운반될 수 있다.
작업 영역(264)은 작업편(106)을 전처리하고 코팅할 뿐만 아니라, 코팅 공정 후 증발 공정을 실행하도록 작용한다.
이를 위해, 작업편 운반대(232) 위에 배치된 작업편(106)은, 상기 작업편(106)이 작업 영역(264)에 완전히 수용될 때까지 세로 진행 방향(108)으로 작업 영역(264)으로 운반되고, 이후 정지된다.
작업 영역(264)의 기본 구조는 코팅 설비(100)의 제 1 실시예에서 공정 부스(102)의 코팅 영역(146)의 구조와 일치한다.
그러나, 세로 진행 방향(108)과 평행하게 가동하는 구동 레일(156) 상에서 움직일 수 있는 코팅 유닛(182) 외에, 작업 영역(264)은 또한 동일 구동 레일(156)이나 세로 진행 방향(108)과 평행하게 마찬가지로 가동하는 다른 구동 레일 상에서 움직일 수 있는 전처리 유닛(158)을 또한 포함한다.
작업 영역(264)에 작업편(106)이 도달한 후, 전처리 유닛(158)은 상기 작업편(106)의 전체 표면(172)의 활성화 전처리를 수행하기 위해 작업편(106)의 전체 길이 위에서 구동된다. 코팅 유닛(182)은 전처리 유닛(158) 상에서 밀접하게 따라, 바로 직전 활성화된 작업편(106)의 표면(172)의 영역을 완전하게 코팅하는 공정을 연속적으로 수행한다.
전처리 유닛(158)과 코팅 유닛(182)이 모두 작업편(106)의 전체 길이 상에서 움직이면 (예를 들어, 도 9에서 오른쪽에서 왼쪽으로), 작업편(106)의 전처리와 코팅이 완료되고, 작업편 운반대(232)는, 완전하게 코팅된 작업편(106)을, 바람직하게는 연속적으로, 상기 작업편(106)의 세로 범위(L)보다 훨씬 더 짧은 건조 영역(152)을 통해, 움직이기 위해 세로 진행 방향(108)으로 운동하도록 설정된다.
그래서, 건조 영역(152)은, 작업편(106)의 코팅 공정이 끝난 후 작업편(106)이 움직이는 반면, 상기 작업편(106)이 건조되는 건조 장치(189)를 형성한다.
작업 영역(264) 내에서, 코팅 재료의 휘발성 성분은 건조 영역(152)에 아직 도달하지 않은 작업편(106)의 부분 밖으로 증발된다.
전체 작업편(106)이 건조 영역(152)을 통과하고 작업편(106)의 전체 코팅이 조사 유닛(188)에 의해 건조 영역(152)에서 건조되고/건조되거나 경화되면, 작업편(106)의 제 1 코팅 공정이 완료되고, 작업편은 상기 제 1 실시예와 관련하여 상술된 방식으로 제 2 코팅 공정을 실행하기 위해 공정 부스(102)의 입구로 다시 이동할 수 있다.
코팅 설비(100)의 이러한 제 2 실시예는, 작업편(106)이 코팅 공정 중에는 움직이지 않는다는 이점이 있어서, 특히 균일한 방식으로 코팅이 도포되도록 할 수 있다.
제 1 실시예와 반대로, 이러한 실시예의 중요한 점은, 전체 작업편(106)을 수용할 수 있는 긴 작업 영역(264)이 사용된다는 것이다.
또한, 이동 가능한 전처리 유닛(158)과 이동 가능한 코팅 유닛(182)에 대한 매우 긴 구동 레일(156)이 사용되어, 상기 유닛은 작업편(106)의 전체 표면(172) 위를 지나갈 수 있다.
백업 영역이 없는 경우, 수동 비상 작용만이 이러한 실시예의 경우 제한된 범위로 가능하다.
전처리와 코팅 공정은 동일 부스에서 동시에 일어나서, 전처리 공정과 코팅 공정을 위한 공기 공급이 동일 방식으로 컨디셔닝되는 것이 바람직하다.
예비 코팅된 필터 요소를 결합한 건조 분리 장치의 사용은 코팅 공정에 사용된 작업 영역(264)의 길이가 10m 미만일 때 구현된다.
건조 영역(152)을 통해 작업편(106)이 진행하는 운반 속도는 적어도 1m/분이고, 예를 들어, 약 1.6m/분인 것이 바람직하다.
다른 모든 면에서, 도 9에 예시된 코팅 설비(100)의 제 2 실시예는 그 구조와 기능에 관해서 도 1 내지 8에 예시된 실시예에 해당하고, 이 범위까지는, 그 이전의 상세한 설명을 참조해야만 한다.
도 10에 예시된 코팅 설비(100)의 제 3 실시예는, 세로 진행 방향(112)과 평행하게 이동할 수 있는 건조기 포털(266)이 상기 제 3 실시예에서 공정 부스(102)의 작업 영역(264)에 배열되어 있다는 점에서 도 9에 예시된 제 2 실시예와 다르고, 작업편(106)의 코팅 표면(172)을 조사(照射)하기 위한 조사 장치(192)는 상기 건조기 포털 위에 고정되어 있다. 바람직한 방식으로, 작업 영역(264)에 인접한 건조 영역(152)이 필요 없을 수 있다.
건조기 포털(266)은 전처리 유닛(158) 및 코팅 유닛(182)과 같이 같이 동일한 구동 레일(156) 상에서 움직일 수 있고, 또는 세로 진행 방향(108)과 평행하게 뻗어있는 건조기 포털(266)에 대한 개별 구동 레일이 제공될 수 있다.
상기 실시예에서, 작업 영역(264)은 작업편(106)보다 훨씬 더 긴데, 이는, 작업편(106)의 전방 단부와 작업 영역(264)의 후방 단부 벽 사이에 건조기 포털(266)을 놓는데 이용할 수 있는 적절한 공간이 있어야만 하기 때문이다.
코팅 설비(100)의 상기 실시예에서, 작업편(106)은 세로 진행 방향(108)으로 작업편 운반대(232)의 작업 영역(264)으로 완전하게 안내되고, 멈추게 된다.
계속해서, 작업편(106)은 그 전체가 세로 진행 방향(108)과 평행하게 안내되는 전처리 유닛(158)에 의해 전처리되고, 세로 진행 방향(108)과 평행하게 안내되는 코팅 유닛(182)으로 코팅된다.
코팅 공정이 끝난 후, 건조기 포털(266)은 작업편(106)의 전체 길이에서 세로 진행 방향과 평행하게 안내되어, 건조기 포털(266) 위에 배열된 조사 장치(192)가 코팅된 작업편(106)을 조사하여, 코팅을 건조하고/건조하거나 경화시킨다.
그래서, 건조기 포털(266)은, 작업편(106)은 건조되면서, 작업편(106)에 대해 움직이는 건조 장치(189)를 형성한다.
작업편(106)은 전체 공정 동안, 전처리부터 건조 공정이 끝날 때까지, 작업 영역(264)에서 움직이지 않게 유지되거나, 특히 0.1 m/분 미만의 느린 속도로 안내될 수 있다.
건조 공정이 끝난 후, 작업편(106)이 움직임이 없이 유지되면서 제 2 코팅 공정이 작업 영역(264)에서 실행될 수 있고, 건조기 포털(266)을 움직여서 실행되는 건조 공정이 이어진다.
제 2 건조 공정을 포함하는 제 2 코팅 공정이 완료된 후, 작업편(106)이 역 진행 방향(116)으로 작업편 운반대(232) 위에서 작업 영역(264) 밖으로 움직이고, 이 다음 작업편 운반대(232)로부터 제거될 수 있다.
이 실시예에서, 작업편(106)의 제 2 코팅은, 작업편(106)이 공정 부스(102) 밖에서 공정 보스(102)의 입구로 다시 이동할 필요 없이 실행될 수 있기 때문에, 이러한 실시예의 코팅 설비(100)인 경우 복귀 컨베이어 트랙(114)과 역 컨베이어 트랙(120과 130)이 필요 없을 수 있다.
또한, 이 실시예에서 작업편 운반대(232)는 세로 운반 공정에 대해서만 적합할 필요가 있어서, 높이를 조절할 수 있는 횡단 가동 휠(250)이 또한 필요 없을 수 있다.
이 실시예의 경우, 작업편(106)은 두 가지 코팅 공정 동안 정지하여 있을 수 있고, 두 개의 코팅 도포 사이에 움직일 필요가 없다.
제 2 실시예에 대한 경우에서와 같이, 코팅 설비(100)의 제 3 실시예에서 작업편(106)은 코팅 재료를 도포하는 공정 동안 움직이지 않아서, 코팅 재료가 특히 균일한 방식으로 도포될 수 있도록 한다.
이 실시예의 중요한 점은, 건조기 포털(266)이 위치할 수 있는 특히 긴 작업 영역(264)이 사용된다는 점이다.
또한, 건조기 포털(266)은 코팅의 도포가 일어난 작업 영역(264)의 영역을 통해 움직인다.
전처리 유닛(158)을 움직이기 위해, 코팅 유닛(182)과 건조기 포털(266), 매우 긴 구동 레일(156)이 사용되어, 이러한 모든 장치가 작업편(106)의 전체 길이에서 움직일 수 있다.
작업편(106)의 전처리와 코팅은 공정 부스(102)의 동일 영역에서 일어나고, 공기 공급의 공통의, 동일하고/동일하거나 단일의 컨디셔닝이 전처리 공정과 코팅 공정에 제공된다.
다른 모든 면에서, 도 10에 예시된 코팅 설비(100)의 제 3 실시예는 그 구조와 기능에 관해서 도 9에 예시된 제 2 실시예와 일치하여, 이 범위까지는, 그 이전의 상세한 설명을 참조해야 한다.
도 11에 예시된 코팅 설비(100)의 제 4 실시예는, 작업편(106)이 연속해서 이동할 수 있는 짧은 건조 영역(152) 대신 작업편(106) 전체를 수용할 수 있는 긴 대류 건조 영역(268)이 제공된다는 점에서, 예 9에 예시된 제 2 실시예와 다르다.
이러한 대류 건조 영역(268)에서, 작업편(106)은 조사 장치(192)에 의한 조사에 의해 건조되지 않고, 오히려, 공기 순환 시스템에 의해 대류 건조 영역(268)을 통과하는 더운 공기에 의해 건조된다.
이 실시예에서, 전체 작업편(106)은 먼저 세로 진행 방향(108)으로 작업편 운반대(232)의 작업 영역(264)으로 안내된 다음, 이곳에서 멈추게 된다.
계속해서, 전체 작업편(106)의 전처리는 이동 가능한 전처리 유닛(158)에 의해 실행되고, 작업편(106)의 코팅은 이동 가능한 코팅 유닛(182)에 의해 실행된다.
작업편(106)의 코팅 공정이 완전하게 끝난 후, 작업편(106)은 작업편 운반대(232) 위에서 작업 영역(264)으로부터 대류 건조 영역(268)으로 이동하고, 다시 이곳에서 멈추게 된다.
그래서, 대류 건조 영역(268)은, 작업편(106)의 코팅 공정이 완료된 후와 작업편(106)의 건조 공정이 시작되기 전에, 작업편(106)이 움직이는 건조 장치(189)를 형성한다.
더운 공기에 의한 고정에 필요한 건조 시간 후에, 작업편(106)은 세로 진행 방향에서 작업편 운반대(232) 상의 대류 건조 영역(268) 밖으로 이동하여, 그 전체가 공정 부스(102) 밖으로 이동하고, 이후, 코팅 설비(100)의 제 1 실시예와 관련하여 상술한 방식으로 제 1 횡단 컨베이어 트랙(120), 복귀 컨베이어 트랙(114), 및 제 2 횡단 컨베이어 트랙(130)에 의해 공정 부스(102)의 입구로 복귀하고, 이후 작업편(106)은 추가 코팅 공정을 위해 작업 영역(264)으로 다시 안내될 수 있다.
작업편(106)은 대류 건조 영역(268)에 남아있으면서 제 2 건조 공정을 포함하는 제 2 코팅 공정 후에, 작업편(106)은 다시 작업편 운반대(232) 상의 공정 부스(102) 밖으로 다시 완전히 운반되고, 작업편 운반대(232)로부터 제거될 수 있다.
이 실시예는, 코팅 재료를 도포하는 공정 중에는 작업편(106)이 움직일 필요가 없어서, 코팅 재료의 특히 균일한 도포가 이루어질 수 있다는 이점을 갖는다.
더운 순환 공기 및/또는 IR 방출기(emitter)(적외선 방출기)는 대류 건조 영역(268)에서 작업편(106)의 건조 공정 동안 제공된다.
상기 실시예에 따른 코팅 설비(100)가 이용 가능한 충분한 공간을 갖는 경우, 하나씩 차례로 배열된 두 개의 영역인 작업 영역(264)과 대류 건조 영역(268)은 적어도 작업편(106)의 완전한 길이를 각각 나타낼 수 있다.
작업편(106)의 전체 길이 상에서 전처리 유닛(158)과 코팅 유닛(182)을 움직이기 위해, 설비의 전체 길이 상에 구동 레일(156)이 제공된다.
백업 영역이 없는 경우, 상기 실시예의 경우 제한된 범위로 수동 비상 작용만이 가능하다.
작업편(106)의 전처리와 코팅이 공정 부스(102)의 동일 영역에서 동시에 일어나는 경우, 전처리를 위한 공기 공급과 코팅을 위한 공기 공급이 단일 방식으로 컨디셔닝될 수 있다.
또한, 10m 미만의 코팅 도포를 위해 사용된 영역의 길이에 대해서, 예비 코팅된 필터 요소를 결합한 건조 분리 장치의 사용이 구현된다.
다른 모든 면에서, 도 11에 예시된 코팅 설비(100)의 제 4 실시예는 그 구조와 기능에 관해서 도 9에 예시된 제 2 실시예와 일치하고, 이 범위까지는, 그 이전의 상세한 설명을 참조해야 한다.
Claims (15)
- 작업편(workpiece)(106)에 코팅을 제공하는 방법으로서,
상기 작업편(106)은 주어진 세로 범위의 개별 부분이고, 상기 방법은,
- 상기 작업편(106)을 코팅하는 단계와,
- 건조 장치(189)로 상기 작업편(106)을 건조시키는 단계를
포함하며,
상기 작업편(106)은, 상기 작업편(106)을 코팅하는 공정이 시작한 이후와 상기 작업편(106)을 건조시키는 공정이 종료되기 전에 상기 건조 장치(189)에 대해 상기 작업편(106)이 운동하는, 작업편(106)에 코팅을 제공하는 방법에 있어서,
상기 작업편(106)을 코팅하는 공정은 코팅 영역에서 이루어지고, 상기 작업편(106)이 상기 건조 장치(189)에 대해 운동하는 방향에서 상기 코팅 영역의 세로 범위는, 상기 방향에서 상기 작업편(106)의 세로 범위(L)보다 더 작은 것을 특징으로 하는, 작업편에 코팅을 제공하는 방법. - 제 1항에 있어서, 상기 작업편(106)은 상기 코팅 공정 및 상기 건조 공정 동안 운동하는 것을 특징으로 하는, 작업편에 코팅을 제공하는 방법.
- 제 1항 또는 제 2항에 있어서, 상기 작업편(106)은 상기 코팅 공정 후 운동하고, 상기 작업편(106)이 건조되면서 상기 작업편(106)이 완성되는 것을 특징으로 하는, 작업편에 코팅을 제공하는 방법.
- 제 1항 내지 제 3항 중 어느 한 항에 있어서, 상기 건조 장치(189)는 상기 작업편(106)이 건조되면서 운동하는 것을 특징으로 하는, 작업편에 코팅을 제공하는 방법.
- 제 1항 내지 제 4항 중 어느 한 항에 있어서, 상기 작업편(106)은 상기 작업편(106) 코팅 공정이 종료된 이후와 상기 작업편(106) 건조 공정이 시작되기 전에 상기 건조 장치(189)에 대해 운동하는 것을 특징으로 하는, 작업편에 코팅을 제공하는 방법.
- 제 1항 내지 제 5항 중 어느 한 항에 있어서, 상기 작업편(106)은 트랙 안내 작업편 운반대(track-guided workpiece carriage)(232)에 의해 상기 건조 장치(189)에 대해 운동하는 것을 특징으로 하는, 작업편에 코팅을 제공하는 방법.
- 제 6항에 있어서, 상기 작업편(106)은 자력 추진 작업편 운반대(self-propelled workpiece carriage)(232)에 의해 운동하는 것을 특징으로 하는, 작업편에 코팅을 제공하는 방법.
- 제 6항 또는 제 7항에 있어서, 상기 작업편 운반대(232)는 제 1 세트의 가동 휠(running wheel)(242)에 의해 제 1 방향(108)으로 운동하고, 제 2 세트의 가동 휠(250)에 의해 상기 제 1 방향에 교차하는 제 2 방향(122)으로 운동하는 것을 특징으로 하는, 작업편에 코팅을 제공하는 방법.
- 제 7항 또는 제 8항에 있어서, 상기 작업편 운반대(232)는 구부러진 베어링 표면(curved bearing surface)(246)을 갖는 적어도 하나의 레일(112) 위에서 안내되는 것을 특징으로 하는, 작업편에 코팅을 제공하는 방법.
- 제 1항 내지 제 9항 중 어느 한 항에 있어서, 상기 작업편(106)은 상기 코팅 공정 전에 진공 흡입 제트 장치(vacuum suction-jet device)(168)에 의해 전처리되는 것을 특징으로 하는, 작업편에 코팅을 제공하는 방법.
- 제 1항 내지 제 10항 중 어느 한 항에 있어서, 상기 작업편(106)을 코팅하는 공정은 과도한 코팅 재료가 기류(air stream)에 의해 정리되는 코팅 영역(146)에서 일어나고, 남는 코팅 재료는 건조 분리 장치(dry separation device)에 의해 기류 밖으로 분리되는 것을 특징으로 하는, 작업편에 코팅을 제공하는 방법.
- 제 1항 내지 제 11항 중 어느 한 항에 있어서, 상기 작업편(106)에 생성된 코팅은 적어도 부분적으로 조사 유닛(irradiation unit)(188)에 의해 건조되고/건조되거나 경화되는 것을 특징으로 하는, 작업편에 코팅을 제공하는 방법.
- 제 12항에 있어서, 상기 조사 유닛(188)은 적어도 하나의 조사 장치(irradiation device)(192)를 포함하고, 상기 조사 장치(192)는 상기 작업편(106)의 코팅 표면(172)에 대해 운동할 수 있어서, 상기 작업편(106)의 상기 코팅 표면(172)으로부터의 그 거리는 가변식으로 조절 가능한 것을 특징으로 하는, 작업편에 코팅을 제공하는 방법.
- 제 1항 내지 제 13항 중 어느 한 항에 있어서, 상기 작업편(106)을 건조시키는 공정은, 상기 작업편(106)이 상기 건조 장치(189)에 대해 운동하는 방향에서 세로 범위를 갖는 건조 영역(152)에서 일어나고, 상기 세로 범위는 상기 방향에서 상기 작업편(106)의 세로 범위(L)보다 더 작은 것을 특징으로 하는, 작업편에 코팅을 제공하는 방법.
- 작업편(106)에 코팅을 제공하는 코팅 설비(coating plant)로서,
상기 작업편은 주어진 세로 범위의 개별 부분, 특히 제 1항 내지 제 14항 중 어느 한 항에 기재된 방법을 수행하기 위한 주어진 세로 범위의 개별 부분이고,
상기 작업편(106)이 코팅을 구비할 수 있는 적어도 하나의 코팅 유닛(182)과,
상기 작업편(106) 위의 코팅이 건조될 수 있는 적어도 하나의 건조 장치(189)를
포함하고,
상기 코팅 설비(100)는 적어도 하나의 운동 장치(232; 266)를 포함하고, 상기 적어도 하나의 운동 장치에 의해 상기 작업편(106)과 상기 건조 장치(189) 사이의 상대적인 운동이 상기 작업편(106)의 코팅 공정이 시작된 이후와 상기 작업편(106)의 건조 공정이 종료되기 전에 일어날 수 있는, 작업편(106)에 코팅을 제공하는 코팅 설비에 있어서,
상기 코팅 설비(100)는, 상기 작업편(106)이 상기 건조 장치(189)에 대해 운동 가능한 방향에서 세로 범위를 갖는 코팅 영역(146)을 포함하고, 상기 세로 범위는 상기 방향에서 상기 작업편(106)의 세로 범위(L)보다 더 작은 것을 특징으로 하는, 작업편에 코팅을 제공하는 코팅 설비.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102009023115A DE102009023115A1 (de) | 2009-05-22 | 2009-05-22 | Verfahren und Beschichtungsanlage zum Versehen eines Werkstücks mit einer Beschichtung |
| DE102009023115.3 | 2009-05-22 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20120016142A true KR20120016142A (ko) | 2012-02-22 |
Family
ID=42993667
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020117030145A KR20120016142A (ko) | 2009-05-22 | 2010-05-19 | 작업편을 코팅하기 위한 방법과 코팅 설비 |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US20120094031A1 (ko) |
| EP (1) | EP2433076A2 (ko) |
| JP (1) | JP2012527343A (ko) |
| KR (1) | KR20120016142A (ko) |
| CN (1) | CN102439386A (ko) |
| BR (1) | BRPI1010673A2 (ko) |
| CA (1) | CA2762508A1 (ko) |
| DE (1) | DE102009023115A1 (ko) |
| MX (1) | MX2011012324A (ko) |
| RU (1) | RU2011152241A (ko) |
| WO (1) | WO2010133624A2 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11518798B2 (en) * | 2016-04-07 | 2022-12-06 | Industry-University Cooperation Foundation Hanyang University Erica Campus | Vascular endothelial growth factor receptor targeting peptide-elastin fusion polypeptides |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITTV20010131A1 (it) * | 2001-09-27 | 2003-03-27 | For El Base Di Vianello Fortun | Macchina automatica per l'estruzione e l'applicazione di sigillante sulle pareti laterali di un telaio distanziatore per vetrocamera e proce |
| US8646404B2 (en) * | 2011-09-26 | 2014-02-11 | Todd E. Hendricks, SR. | Modular system with platformed robot, booth, and fluid delivery system for tire spraying |
| DE102012211455A1 (de) | 2012-07-02 | 2014-01-02 | Wobben Properties Gmbh | Handhabungsvorrichtung zum Handhaben einer Rotorblattform zum Fertigen eines Rotorblattes einer Windenergieanlage |
| KR101509864B1 (ko) * | 2012-11-07 | 2015-04-06 | (주)엘지하우시스 | 비산 파우더 크리닝 장치 |
| DE102015205338A1 (de) * | 2015-03-24 | 2016-09-29 | Cefla Deutschland Gmbh | Trocknungsvorrichtung |
| ITUB20156085A1 (it) * | 2015-12-02 | 2017-06-02 | Igor Titon | Metodo di trattamento, composizione per il trattamento e sistema di trattamento per superfici atte ad essere sommerse in acqua e natante trattato con tale metodo |
| CN111256461B (zh) * | 2020-02-10 | 2021-12-28 | 北京华电光大环境股份有限公司 | 一种自动分离式红外烘干炉及烘干系统 |
| DE102020213991A1 (de) | 2020-11-06 | 2022-05-12 | Dürr Systems Ag | Verfahren zum Betreiben einer Behandlungsanlage und Behandlungsanlage |
| CN114084659B (zh) * | 2022-01-20 | 2023-03-10 | 常州铭赛机器人科技股份有限公司 | 作业轨 |
| CN116692551A (zh) * | 2022-02-28 | 2023-09-05 | 宁德时代新能源科技股份有限公司 | 料带转向机构、烘干装置和极片制造设备 |
Family Cites Families (41)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2338650A (en) * | 1942-11-11 | 1944-01-04 | Lowenthal Fred | Spraying device |
| US2707443A (en) * | 1951-02-08 | 1955-05-03 | Moore Dry Kiln Company | Dry kiln trucks |
| NL273178A (ko) * | 1961-01-05 | |||
| US3439649A (en) * | 1965-03-15 | 1969-04-22 | Ransburg Electro Coating Corp | Electrostatic coating apparatus |
| US3581922A (en) * | 1967-12-11 | 1971-06-01 | Price Co H C | Method and apparatus for coating tubular objects |
| US3684681A (en) * | 1969-07-10 | 1972-08-15 | Neil F Dibble | Handling apparatus for plating articles |
| US3687706A (en) * | 1970-07-06 | 1972-08-29 | Midwestern Specialties Ltd | Method for coating pipe |
| US3689311A (en) * | 1970-11-06 | 1972-09-05 | Ler Son Co Inc | Method for external coating of cylindrical objects |
| US3802908A (en) * | 1972-02-28 | 1974-04-09 | D Emmons | Process for forming external multi-layer resinous coating on cylindrical surface at ambient temperature |
| JPS5615954B2 (ko) * | 1972-10-11 | 1981-04-13 | ||
| US3845286A (en) * | 1973-02-05 | 1974-10-29 | Ibm | Manufacturing control system for processing workpieces |
| US4108105A (en) * | 1976-04-02 | 1978-08-22 | The Gyromat Corporation | Part gaging control for liquid spray system |
| US4096300A (en) * | 1976-05-24 | 1978-06-20 | William Virgil R | Process of coating a series of metal members |
| GB8926113D0 (en) * | 1989-11-18 | 1990-01-10 | Dowty Malta Limited | Cooling of sheet material |
| CA2065817A1 (en) * | 1991-05-24 | 1992-11-25 | Donald R. Scharf | Apparatus and methods for coating objects with liquified coatings |
| DE19732144C1 (de) * | 1997-07-25 | 1999-02-25 | Reinz Dichtungs Gmbh | Verfahren zur ein- oder beidseitigen Beschichtung eines Flachdichtungsmaterials, einer Flachdichtungslage oder einer Flachdichtung |
| JP2000190226A (ja) * | 1998-12-25 | 2000-07-11 | Sankyo Giken Kogyo Kk | ショットブラスト方法及びショットブラスト装置 |
| FI111478B (fi) * | 1999-01-18 | 2003-07-31 | Metso Paper Inc | Spray-päällystysmenetelmä ja -päällystyslaite |
| US7011869B2 (en) * | 1999-05-26 | 2006-03-14 | Ppg Industries Ohio, Inc. | Multi-stage processes for coating substrates with multi-component composite coating compositions |
| JP2001269611A (ja) * | 2000-03-24 | 2001-10-02 | Kyosei:Kk | 管材用塗装設備 |
| TW505942B (en) * | 2000-06-29 | 2002-10-11 | Matsushita Electric Ind Co Ltd | Method and apparatus for forming pattern onto panel substrate |
| JP3794908B2 (ja) * | 2000-07-28 | 2006-07-12 | 興亜硝子株式会社 | ガラス容器の塗装・印刷用乾燥装置 |
| DE10106890B4 (de) * | 2001-02-14 | 2006-10-05 | Advanced Photonics Technologies Ag | Verfahren und Anordnung zur Herstellung eines quasi-endlosen beschichteten, wickelfähigen Bleches |
| DE10114485B4 (de) * | 2001-03-24 | 2009-05-07 | Ivt Installations- Und Verbindungstechnik Gmbh & Co. Kg | Verfahren und Vorrichtung zur Herstellung von endlosen Kunststoff-Hohlprofilen |
| DE10131620B4 (de) * | 2001-06-29 | 2007-10-25 | Adphos Advanced Photonics Technologies Ag | Verfahren und Vorrichtung zum Trocknen und/oder Vernetzen oder Erwärmen mittels elektromagnetischer Strahlung |
| JP2004016901A (ja) * | 2002-06-14 | 2004-01-22 | Hitachi Housetec Co Ltd | 基材表面上の硬化膜形成材料の硬化方法、及び塗膜硬化装置 |
| US7671346B2 (en) * | 2003-01-09 | 2010-03-02 | Con-Trol-Cure, Inc. | Light emitting apparatus and method for curing inks, coatings and adhesives |
| DE102004023537B4 (de) * | 2003-07-24 | 2007-12-27 | Eisenmann Anlagenbau Gmbh & Co. Kg | Vorrichtung zur Aushärtung einer aus einem Material, das unter elektromagnetischer Strahlung aushärtet, insbesondere aus einem UV-Lack oder aus einem thermisch aushärtenden Lack, bestehenden Beschichtung eines Gegenstandes |
| CA2533526A1 (en) * | 2003-07-24 | 2005-02-10 | Eisenmann Maschinenbau Gmbh & Co. Kg | Device for curing a coating of an object, the coating consisting of a material that cures under electromagnetic radiation, in particular of a uv lacquer or a thermally curable lacquer |
| CA2533501A1 (en) * | 2003-07-24 | 2005-02-17 | Eisenmann Maschinenbau Gmbh & Co. Kg | Device for hardening the coating of an object, consisting of a material that hardens under electromagnetic radiation, more particularly an uv paint or a thermally hardening paint |
| DE10337803A1 (de) * | 2003-08-14 | 2005-03-17 | Eisenmann Lacktechnik KG (Komplementär: Eisenmann Stiftung) | Vorrichtung zum Behandeln der Oberfläche von Werkstücken, insbesondere von Fahrzeugkarosserien |
| DE102005003802A1 (de) * | 2004-12-10 | 2006-06-14 | Nütro Maschinen- und Anlagenbau GmbH & Co. KG | Strahlungsgerät sowie Pulverauftragsstation und Anordnung zur Beschichtung von temperatursensiblen Materialien und Verfahren hierzu |
| US7299912B2 (en) * | 2005-02-18 | 2007-11-27 | Midwest Pipe Coating, Inc. | Conveyor for bar or pipe |
| ITMO20050167A1 (it) * | 2005-06-29 | 2006-12-30 | Comital S P A | Apparati e metodi. |
| DE102005033972A1 (de) * | 2005-07-20 | 2007-01-25 | Dürr Systems GmbH | Beschichtungsverfahren und zugehörige Beschichtungseinrichtung |
| JP4656601B2 (ja) * | 2005-08-17 | 2011-03-23 | 株式会社日立プラントテクノロジー | 配管外面ブラスト装置 |
| ITMI20061678A1 (it) * | 2006-09-04 | 2008-03-05 | Danieli & C Officine Meccaniche Spa | Dispositivo di asciugatura nastri |
| CN100455964C (zh) * | 2006-12-26 | 2009-01-28 | 大连中土畜富威格木业有限公司 | 地板涂装干燥输送设备及工艺 |
| DE102007040901A1 (de) | 2007-08-24 | 2009-02-26 | Dürr Systems GmbH | Filtervorrichtung und Verfahren zum Abtrennen von Nasslack-Overspray |
| JP4562008B2 (ja) * | 2008-02-14 | 2010-10-13 | 株式会社ダイフク | 吊り下げ搬送装置 |
| DE102008029710A1 (de) * | 2008-06-24 | 2009-12-31 | Armin Hummel | Vorrichtung zum Beschichten eines Werkstückes |
-
2009
- 2009-05-22 DE DE102009023115A patent/DE102009023115A1/de not_active Withdrawn
-
2010
- 2010-05-19 CN CN2010800223279A patent/CN102439386A/zh active Pending
- 2010-05-19 WO PCT/EP2010/056869 patent/WO2010133624A2/de active Application Filing
- 2010-05-19 EP EP10722333A patent/EP2433076A2/de not_active Withdrawn
- 2010-05-19 MX MX2011012324A patent/MX2011012324A/es not_active Application Discontinuation
- 2010-05-19 KR KR1020117030145A patent/KR20120016142A/ko not_active Application Discontinuation
- 2010-05-19 CA CA2762508A patent/CA2762508A1/en not_active Abandoned
- 2010-05-19 BR BRPI1010673A patent/BRPI1010673A2/pt not_active IP Right Cessation
- 2010-05-19 RU RU2011152241/06A patent/RU2011152241A/ru not_active Application Discontinuation
- 2010-05-19 JP JP2012511275A patent/JP2012527343A/ja active Pending
-
2011
- 2011-11-21 US US13/301,310 patent/US20120094031A1/en not_active Abandoned
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11518798B2 (en) * | 2016-04-07 | 2022-12-06 | Industry-University Cooperation Foundation Hanyang University Erica Campus | Vascular endothelial growth factor receptor targeting peptide-elastin fusion polypeptides |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2762508A1 (en) | 2010-11-25 |
| WO2010133624A2 (de) | 2010-11-25 |
| DE102009023115A1 (de) | 2010-11-25 |
| MX2011012324A (es) | 2011-12-14 |
| CN102439386A (zh) | 2012-05-02 |
| JP2012527343A (ja) | 2012-11-08 |
| EP2433076A2 (de) | 2012-03-28 |
| RU2011152241A (ru) | 2013-06-27 |
| US20120094031A1 (en) | 2012-04-19 |
| WO2010133624A3 (de) | 2011-04-07 |
| WO2010133624A4 (de) | 2011-06-09 |
| BRPI1010673A2 (pt) | 2016-03-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20120016142A (ko) | 작업편을 코팅하기 위한 방법과 코팅 설비 | |
| US4416068A (en) | Apparatus for surface treatment of objects | |
| US11577266B2 (en) | Powder coating plant for coating a workpiece with coating powder | |
| KR101646502B1 (ko) | 도장될 물체를 도장하기 위한 도장 시스템 | |
| CN110681521B (zh) | 用于处理工件的处理设备和方法 | |
| CN108212632B (zh) | 粉末涂覆舱、粉末涂覆设施和操作该粉末涂覆舱的方法 | |
| CN101887031A (zh) | 一种荧光渗透检测方法 | |
| CN111036473A (zh) | 一种喷漆循环线 | |
| CN112058568B (zh) | 一种可检测保险杠表面平滑度的保险杠外壳面漆喷涂装置 | |
| US2761373A (en) | Traveling spray booth | |
| JP7500581B2 (ja) | 車両本体を表面処理するための表面処理設備及び表面処理方法 | |
| SK80999A3 (en) | Spraying booth and circulation system for a working chamber | |
| CN104759385A (zh) | 一种悬挂式钢管喷漆流水线 | |
| EP0080978A2 (en) | Standard line plant for the surface treatment of preheating, brushing, painting, drying and marking of metallic tubes | |
| CN109351524B (zh) | 一种可转动的喷涂装置和喷涂生产线 | |
| US11543154B2 (en) | Device, system, and method for controlling the temperature of workpieces | |
| CN109277243B (zh) | 作业工位和喷涂生产线 | |
| CA2757763C (en) | Vehicle collision repair zone | |
| US2777782A (en) | Method for the exterior finishing of vehicles | |
| CN210449619U (zh) | 一种用于电梯生产的喷漆装置 | |
| CN101143355B (zh) | 组合式整体移动水旋喷漆室 | |
| GB706600A (en) | Travelling spray booth | |
| KR101552348B1 (ko) | 도장용 이동 부스 | |
| FR2652882A1 (fr) | Installation mobile de ventilation. | |
| US1828609A (en) | Spray booth |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |