KR20110083178A - 드로잉 금형 - Google Patents
드로잉 금형 Download PDFInfo
- Publication number
- KR20110083178A KR20110083178A KR1020100003257A KR20100003257A KR20110083178A KR 20110083178 A KR20110083178 A KR 20110083178A KR 1020100003257 A KR1020100003257 A KR 1020100003257A KR 20100003257 A KR20100003257 A KR 20100003257A KR 20110083178 A KR20110083178 A KR 20110083178A
- Authority
- KR
- South Korea
- Prior art keywords
- bead
- blank holder
- die
- dead center
- center position
- Prior art date
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/22—Deep-drawing with devices for holding the edge of the blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D24/00—Special deep-drawing arrangements in, or in connection with, presses
- B21D24/04—Blank holders; Mounting means therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D24/00—Special deep-drawing arrangements in, or in connection with, presses
- B21D24/10—Devices controlling or operating blank holders independently, or in conjunction with dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D24/00—Special deep-drawing arrangements in, or in connection with, presses
- B21D24/10—Devices controlling or operating blank holders independently, or in conjunction with dies
- B21D24/12—Devices controlling or operating blank holders independently, or in conjunction with dies mechanically
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D35/00—Combined processes according to or processes combined with methods covered by groups B21D1/00 - B21D31/00
- B21D35/001—Shaping combined with punching, e.g. stamping and perforating
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
드로잉 공정을 수행할 수 있는 드로잉 금형을 개시한다. 드로잉 금형은 다이와 펀치와 블랭크 홀더 및 비드력 제어장치를 포함한다. 다이는 승강 동작한다. 펀치는 다이의 하측에 배치된 고정 프레임 상에 고정된다. 블랭크 홀더는 고정 프레임으로부터 상승하여 다이와의 사이로 소재를 공급받으며, 소재 성형시 다이와 함께 소재를 지지하면서 하강한다. 비드력 제어장치는 블랭크 홀더가 상사점 위치에서 하사점 위치로 하강함에 따라 소재에 가해지는 비드력을 증가시키도록 제어한다. 이에 따라, 드로잉 공정시 성형품의 파단을 방지하면서 드로잉 공정 후 스프링 백 현상 및 측벽 휨을 감소시킬 수 있다.
Description
본 발명은 드로잉 금형에 관한 것으로, 더욱 상세하게는 드로잉 공정을 수행하여 차체 패널 등을 제조하는데 사용될 수 있는 드로잉 금형에 관한 것이다.
최근의 자동차 개발 추세는 충돌안정성 향상을 위한 차체 강화라는 요구조건과 더불어, CO2 배출량 저감 및 연비 향상을 위한 경량화라는 상반된 요구조건을 모두 충족할 수 있는 방향으로 나아가고 있다. 초고장력 강판은 전술한 요구조건들을 모두 충족할 수 있는 비용대비 효과가 뛰어난 재료이며, 앞으로 더욱 엄격해지는 자동차 관련 규제에 대응하기 위해 그 적용범위가 점점 확대될 것으로 기대된다.
그런데, 초고장력 강판은 전술한 이점에도 불구하고, 현재로는 차체에 적용하는데 여러 가지의 어려움이 있다. 예를 들어, 초고장력 강판의 인장 강도가 600MPa 이상으로 높아짐에 따라 가공성이 저하되기 때문에, 양산 부품에 많은 제약이 있다.
뿐만 아니라, 드로잉 금형에 의해 드로잉 공정을 수행하여 초고장력 강판으로 차체 패널을 가공하는 경우, 가공 후에 차체 패널의 측벽에는 스프링 백(spring back) 현상과, 과도한 잔류 응력으로 인한 휨 현상이 심하게 발생한다. 이에 따라, 가공 후에 차체 패널의 치수 정도 확보가 상당히 어려운 문제가 있다.
본 발명의 과제는 전술한 문제를 해결하기 위한 것으로, 드로잉 공정시 성형품의 파단을 방지하면서 드로잉 공정 후 스프링 백 현상 및 측벽 휨을 감소시킬 수 있는 드로잉 금형을 제공함에 있다.
상기의 과제를 달성하기 위한 본 발명에 따른 드로잉 금형은, 승강 동작하는 다이; 상기 다이의 하측에 배치된 고정 프레임 상에 고정되는 펀치; 상기 고정 프레임으로부터 상승하여 상기 다이와의 사이로 소재를 공급받으며, 소재 성형시 상기 다이와 함께 소재를 지지하면서 하강하는 블랭크 홀더; 및 상기 블랭크 홀더가 상사점 위치에서 하사점 위치로 하강함에 따라 소재에 가해지는 비드력을 증가시키도록 제어하는 비드력 제어장치;를 포함한다.
본 발명에 따르면, 성형 초기부터 강한 비드력을 소재에 가하지 않고, 비드력을 점차 증가시켜가며 성형 종료시 비드력을 최대로 가함으로써, 성형품의 스프링 백 현상과 측벽 휨 현상을 감소시키면서도, 성형품에 파단이 발생하는 문제를 해소할 수 있다. 따라서, 초고장력 강판으로 차체 패널 등의 성형품을 성형하는데 적합할 수 있다.
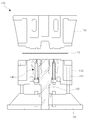
도 1은 본 발명의 일 실시예에 따른 드로잉 금형에 대한 개략적인 측면도.
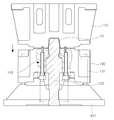
도 2는 도 1에 도시된 드로잉 금형의 성형 동작을 설명하기 위한 측면도.
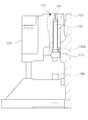
도 3 및 도 4는 도 1의 비드력 제어장치의 동작을 설명하기 위한 측면도.
도 2는 도 1에 도시된 드로잉 금형의 성형 동작을 설명하기 위한 측면도.
도 3 및 도 4는 도 1의 비드력 제어장치의 동작을 설명하기 위한 측면도.
이하 첨부된 도면을 참조하여, 바람직한 실시예에 따른 본 발명을 상세히 설명하기로 한다.
도 1은 본 발명의 일 실시예에 따른 드로잉 금형에 대한 개략적인 측면도이다. 도 2는 도 1에 도시된 드로잉 금형의 성형 동작을 설명하기 위한 측면도이다.
도 1 및 도 2를 참조하면, 드로잉 금형(100)은 다이(110)와, 펀치(120)와, 블랭크 홀더(130), 및 비드력(bead force) 제어장치(140)를 포함한다.
다이(110)는 펀치(120)에 대해 승강 동작한다. 예를 들어, 다이(110)는 유압식 또는 기계식 프레스장치의 가동 프레임에 연결되어, 가동 프레임이 승강 동작할 때, 가동 프레임과 함께 승강 동작할 수 있다.
펀치(120)는 다이(110)의 하측에 배치된 고정 프레임(101) 상에 고정된다. 펀치(120)는 다이(110)가 하강하는 과정에서, 다이(110)와의 사이에 공급된 소재(10)를 성형하기 위한 것이다.
블랭크 홀더(130)는 고정 프레임(101)으로부터 상승하여 다이(110)와의 사이로 소재(10)를 공급받으며, 소재(10) 성형시 다이(110)와 함께 소재(10)를 지지하면서 하강한다. 블랭크 홀더(130)는 펀치 주위(120)를 에워싸며, 압력원 예컨대 가스 실린더(131)에 의해 지지된다.
다이(110)가 하사점 위치로 하강할 때, 블랭크 홀더(130)는 다이(110)의 하강력이 블랭크 홀더(130)에 대한 가스 실린더(131)의 지지력을 압도함에 따라 눌러져 하강한다. 다이(110)가 원래 위치로 상승 복귀하면, 블랭크 홀더(130) 또한 가스 실린더(131)의 지지력에 의해 원래 위치로 상승 이동한다.
블랭크 홀더(130)는 소재(10)를 지지해서 성형이 제대로 될 수 있게 하는 기능뿐 아니라, 소재(10) 성형시 다이(110)의 강한 압력을 분산하여 금형(100)이 파손되지 않게 하는 기능과, 성형 후 성형품이 원활히 취출되게 하는 기능을 가질 수 있다.
비드력 제어장치(140)는 성형 후 성형품의 측벽 변형을 제어하여 스프링 백(spring back) 현상 및 측벽 휨을 감소하기 위한 것이다. 비드력 제어장치(140)는 블랭크 홀더(130)가 상사점 위치에서 하사점 위치로 하강함에 따라 소재(10)에 가해지는 비드력을 증가시키도록 제어한다. 즉, 비드력 제어장치(140)는 블랭크 홀더(130)가 상사점 위치에 있을 때 비드력이 최소가 되고, 상사점 위치로부터 하사점 위치로 하강할 때 비드력이 점차 증가하며, 하사점 위치에 도달할 때 비드력이 최고가 되도록 제어한다.
전술한 구성을 갖는 드로잉 금형(100)의 작용 예를 설명하면 다음과 같다.
먼저, 블랭크 홀더(130)가 상사점 위치로 상승해 있고, 다이(110)가 블랭크 홀더(130)로부터 상부로 이격된 상태에서, 블랭크 홀더(130)와 다이(110) 사이로 소재(10)가 공급되어 블랭크 홀더(130) 상에 위치한다. 이후, 다이(110)가 하강하기 시작해서 블랭크 홀더(130) 상의 소재(10)에 맞닿는 위치까지 하강한다. 이때, 소재(10)에 가해지는 비드력은 최소인 상태이다.
이후, 다이(110)가 블랭크 홀더(130)와의 사이에 소재(10)를 지지한 상태로 블랭크 홀더(130)와 함께 하사점 위치까지 하강하면서 소재(10)가 성형된다. 이때, 블랭크 홀더(130)가 다이(110)에 의해 하사점 위치까지 도달하는 동안 소재(10)에 가해지는 비드력은 점차 증가하게 된다. 최종적으로 블랭크 홀더(130)가 하사점 위치에 도달하면, 소재(10)에 가해지는 비드력은 최고인 상태가 된다.
이와 같이, 소재(10)가 성형되는 동안, 고정 비드력이 소재(10)에 가해지는 것이 아니라, 가변 비드력이 소재(10)에 가해지게 된다. 따라서, 성형품의 스프링 백 현상과 측벽 휨 현상을 감소시키기 위해, 성형 초기부터 강한 비드력을 소재(10)에 가해 성형 종료까지 지속적으로 가할 경우 성형품에 파단이 발생하기 쉽다. 특히, 초고장력 강판으로 성형품을 성형하는 경우, 보다 강한 비드력을 소재(10)에 가해야 하는데, 이러할 경우 성형품에 파단이 발생할 가능성이 더욱 높아질 수 있다.
하지만, 본 실시예에서처럼 성형 초기에는 설정된 최대 값보다 낮은 비드력을 소재(10)에 가하고, 성형 중간에 비드력을 점차 증가시켜 소재(10)에 가하며, 성형 종료 시점에서 최대 값의 비드력을 소재(10)에 가하므로, 성형품의 스프링 백 현상과 측벽 휨 현상을 감소시키면서도, 성형품에 파단이 발생하는 문제를 해소할 수 있다. 따라서, 초고장력 강판을 소재로 하여, 차체 패널 등의 성형품을 성형하는데 적합할 수 있다. 비드력 제어장치(140)는 펀치(120)의 양쪽에 각각 설치될 수 있다.
한편, 도 3 및 도 4를 참조하여 비드력 제어장치(140)에 대해 상술하면, 비드력 제어장치(140)는, 비드(141)와, 승강 바(142)와, 스토퍼(143), 및 푸싱 블록(144)을 포함할 수 있다. 비드(141)는 블랭크 홀더(130)의 상면에서 승강 동작한다. 승강 바(142)는 비드(141)의 하단에 고정되며, 블랭크 홀더(130) 내에서 승강하도록 지지된다. 스토퍼(143)는 블랭크 홀더(130)가 상사점 위치에 있을 때 비드(141)가 최저점 위치로 하강한 상태를 유지하도록 승강 바(142)의 하강을 정지시킨다. 예컨대, 스토퍼(143)는 승강 바(142)가 관통하여 승강할 수 있도록 하되, 승강 바(142)의 정지 턱(142a)이 걸릴 수 있는 구조로 형성될 수 있다. 푸싱 블록(144)은 블랭크 홀더(130)가 하사점 위치로 하강하는 과정에서 승강 바(142)가 상부로 밀려 비드(141)를 최고점 위치로 상승시키기 위한 것으로, 고정 프레임(101)에 고정된다.
이러한 비드력 제어장치(140)는 블랭크 홀더(130)가 상사점 위치에서 하사점 위치로 하강하는 동안, 비드(141)가 블랭크 홀더(130)의 상면으로부터 소재(10)로 돌출하는 높이가 점차 높아져 소재(10)에 가해지는 비드력을 증가시키게 한다.
상술하자면, 블랭크 홀더(130)가 상사점 위치에 있으면, 상승 바(142)는 자중에 의해 하강한 상태에서 스토퍼(143)에 의해 정지해 있다. 이에 따라, 상승 바(142)의 상단에 고정된 비드(141)는 최저점 위치로 하강한 상태를 유지하게 된다. 이 상태에서, 다이(110)가 하강함에 따라 블랭크 홀더(130)가 상사점 위치로부터 하강하면, 일정 구간을 지나서 상승 바(142)의 하단이 푸싱 블록(144)의 상단에 맞닿게 된다.
블랭크 홀더(130)가 계속하여 하강하면, 상승 바(142)가 상승함에 따라 비드(141)가 블랭크 홀더(130)의 상면으로부터 돌출하는 높이가 점차 높아지게 된다. 이에 따라, 비드(141)에 의해 소재(10)에 가해지는 비드력이 점차 증가하게 된다. 종국에는, 블랭크 홀더(130)가 하사점 위치까지 하강하면, 비드(141)는 최고점 위치까지 돌출하게 되어 소재(10)에 가해지는 비드력이 최대가 될 수 있는 것이다. 한편, 비드(141)가 승강해서 돌출하는 경우 비드(141)와 다이(110) 사이로 소재가 유동할 수 있도록 다이(110)에는 비드(141)를 수용하는 홈이 형성될 수 있다.
그리고, 비드(141)의 최저점 위치는 상승 바(142)의 최대 하강 위치를 조절함에 따라 조절될 수 있다. 예컨대, 스토퍼(143)의 높이나 상승 바(142)의 정지 턱(142a)의 위치를 조절함에 따라 비드(141)의 최저점 위치를 조절할 수 있다.
또한, 비드(141)의 최고점 위치는 푸싱 블록(144)의 장착 높이에 따라 조절될 수 있다. 즉, 푸싱 블록(144)의 상단을 높여 고정 프레임(101)에 고정하게 되면, 비드(141)의 최고점 위치가 높아질 수 있다. 이와 반대로, 푸싱 블록(144)의 상단을 낮춰 고정 프레임(101)에 고정하게 되면, 비드(141)의 최고점 위치가 낮아질 수 있다. 비드(141)의 최고점 위치를 조절할 수 있음에 따라, 소재(10)에 가해지는 최대 비드력을 조절할 수 있게 된다.
본 발명은 첨부된 도면에 도시된 일 실시예를 참고로 설명되었으나 이는 예시적인 것에 불과하며, 당해 기술분야에서 통상의 지식을 가진 자라면 이로부터 다양한 변형 및 균등한 타 실시예가 가능하다는 점을 이해할 수 있을 것이다. 따라서, 본 발명의 진정한 보호 범위는 첨부된 청구 범위에 의해서만 정해져야 할 것이다.
110..다이 120..펀치
130..블랭크 홀더 140..비드력 제어장치
141..비드 142..승강 바
143..스토퍼 144..푸싱 블록
130..블랭크 홀더 140..비드력 제어장치
141..비드 142..승강 바
143..스토퍼 144..푸싱 블록
Claims (3)
- 승강 동작하는 다이;
상기 다이의 하측에 배치된 고정 프레임 상에 고정되는 펀치;
상기 고정 프레임으로부터 상승하여 상기 다이와의 사이로 소재를 공급받으며, 소재 성형시 상기 다이와 함께 소재를 지지하면서 하강하는 블랭크 홀더; 및
상기 블랭크 홀더가 상사점 위치에서 하사점 위치로 하강함에 따라 소재에 가해지는 비드력을 증가시키도록 제어하는 비드력 제어장치;
를 포함하는 드로잉 금형. - 제1항에 있어서,
상기 비드력 제어장치는,
상기 블랭크 홀더의 상면에서 승강 동작하는 비드와,
상기 비드의 하단에 고정되며 상기 블랭크 홀더 내에서 승강하도록 지지되는 승강 바와,
상기 블랭크 홀더가 상사점 위치에 있을 때 상기 비드가 최저점 위치로 하강한 상태를 유지하도록 상기 승강 바의 하강을 정지시키는 스토퍼, 및
상기 블랭크 홀더가 하사점 위치로 하강하는 과정에서 상기 승강 바가 상부로 밀려 상기 비드를 최고점 위치로 상승시키도록 상기 고정 프레임에 고정된 푸싱 블록을 포함하는 것을 특징으로 하는 드로잉 금형. - 제1항 또는 제2항에 있어서,
상기 푸싱 블록의 장착 높이에 따라 상기 비드의 최고점 위치가 조절되는 것을 특징으로 하는 드로잉 금형.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR20100003257A KR101167720B1 (ko) | 2010-01-13 | 2010-01-13 | 드로잉 금형 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR20100003257A KR101167720B1 (ko) | 2010-01-13 | 2010-01-13 | 드로잉 금형 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20110083178A true KR20110083178A (ko) | 2011-07-20 |
| KR101167720B1 KR101167720B1 (ko) | 2012-07-20 |
Family
ID=44920967
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR20100003257A KR101167720B1 (ko) | 2010-01-13 | 2010-01-13 | 드로잉 금형 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR101167720B1 (ko) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102615177A (zh) * | 2012-03-31 | 2012-08-01 | 重庆至信实业有限公司 | 汽车后座边盖板成型方法及模具 |
| KR20160062995A (ko) * | 2014-11-26 | 2016-06-03 | 현대제철 주식회사 | 프레스 금형장치 |
| CN106734605A (zh) * | 2016-12-19 | 2017-05-31 | 奇瑞汽车股份有限公司 | 拉延模具 |
| CN113351758A (zh) * | 2021-07-19 | 2021-09-07 | 青岛琛达精密机械有限公司 | 一种汽车零部件冲压模工件 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101965392B1 (ko) * | 2017-06-15 | 2019-08-13 | (주)상아피에스 | 가변 그루브 핀이 적용된 펀치를 갖는 코이닝 장치 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0929349A (ja) * | 1995-07-18 | 1997-02-04 | Toyota Motor Corp | 可変ビードを利用した絞り成形方法および装置 |
-
2010
- 2010-01-13 KR KR20100003257A patent/KR101167720B1/ko active IP Right Grant
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102615177A (zh) * | 2012-03-31 | 2012-08-01 | 重庆至信实业有限公司 | 汽车后座边盖板成型方法及模具 |
| KR20160062995A (ko) * | 2014-11-26 | 2016-06-03 | 현대제철 주식회사 | 프레스 금형장치 |
| CN106734605A (zh) * | 2016-12-19 | 2017-05-31 | 奇瑞汽车股份有限公司 | 拉延模具 |
| CN113351758A (zh) * | 2021-07-19 | 2021-09-07 | 青岛琛达精密机械有限公司 | 一种汽车零部件冲压模工件 |
| CN113351758B (zh) * | 2021-07-19 | 2022-12-20 | 青岛琛达精密机械有限公司 | 一种汽车零部件冲压模工件 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR101167720B1 (ko) | 2012-07-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101167720B1 (ko) | 드로잉 금형 | |
| WO2014162350A1 (ja) | プレス装置 | |
| JP5444687B2 (ja) | プレス成形用の金型、プレス成形方法、及びハット型形状の成形品 | |
| JP2007326112A (ja) | プレス成形方法 | |
| JP2008100239A (ja) | プレス加工装置およびプレス加工方法 | |
| KR101880115B1 (ko) | 스프링백 현상을 억제시킨 냉간 프레스 성형 시스템 및 방법 | |
| JP2014004618A (ja) | プレス成形方法、プレス成形装置およびプレス成形品 | |
| CN110479844B (zh) | 一种双向可变压边力的拉深液压机及其使用方法 | |
| KR102446094B1 (ko) | 상부 패드와 하부 펀치를 가공하여 내부지지 방식으로 측방향 하중을 지지하는 벤딩 프레스금형 | |
| JP5385732B2 (ja) | プレス成形装置及びプレス成形方法 | |
| JP2008238240A (ja) | アルミニウム合金板のプレス成形方法およびプレス成形装置 | |
| JP5941369B2 (ja) | 液圧成形方法および液圧成形装置 | |
| JP2008284576A (ja) | 高張力鋼板のプレス成形加工方法及びプレス加工設備 | |
| JP4932423B2 (ja) | プレス加工装置およびプレス加工方法 | |
| JP6202019B2 (ja) | プレス成形方法 | |
| KR101252690B1 (ko) | 시트 쿠션프레임의 연속제조공정을 위한 헤밍장치 | |
| KR101647211B1 (ko) | 가변금형장치 및 이를 이용한 성형방법 | |
| JP2012218061A (ja) | プレス成形装置 | |
| KR102362486B1 (ko) | 프레스 성형 장치 및 프레스 성형 방법 | |
| CN102430653A (zh) | 一种翻边模具 | |
| KR101499318B1 (ko) | 소재 성형 장치 | |
| KR101461793B1 (ko) | 프레스 장치 | |
| KR20170075100A (ko) | 프레스 헤밍장치 및 방법 | |
| KR101731251B1 (ko) | 자동차 차제부품의 플랜지 성형 장치 및 공법 | |
| JP5843712B2 (ja) | 金型及びトリム加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 20150710 Year of fee payment: 4 |
|
| FPAY | Annual fee payment |
Payment date: 20160708 Year of fee payment: 5 |