KR20100126738A - Cigarette packing machine for producing a rigid, hinged-lid packet - Google Patents
Cigarette packing machine for producing a rigid, hinged-lid packet Download PDFInfo
- Publication number
- KR20100126738A KR20100126738A KR1020107020424A KR20107020424A KR20100126738A KR 20100126738 A KR20100126738 A KR 20100126738A KR 1020107020424 A KR1020107020424 A KR 1020107020424A KR 20107020424 A KR20107020424 A KR 20107020424A KR 20100126738 A KR20100126738 A KR 20100126738A
- Authority
- KR
- South Korea
- Prior art keywords
- blank
- panel
- outer container
- slide
- wheel
- Prior art date
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D85/00—Containers, packaging elements or packages, specially adapted for particular articles or materials
- B65D85/07—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles
- B65D85/08—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles rod-shaped or tubular
- B65D85/10—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles rod-shaped or tubular for cigarettes
- B65D85/1036—Containers formed by erecting a rigid or semi-rigid blank
- B65D85/1045—Containers formed by erecting a rigid or semi-rigid blank having a cap-like lid hinged to an edge
- B65D85/1054—Containers formed by erecting a rigid or semi-rigid blank having a cap-like lid hinged to an edge combined with an outer sleeve connected to the lid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B19/00—Packaging rod-shaped or tubular articles susceptible to damage by abrasion or pressure, e.g. cigarettes, cigars, macaroni, spaghetti, drinking straws or welding electrodes
- B65B19/02—Packaging cigarettes
- B65B19/22—Wrapping the cigarettes; Packaging the cigarettes in containers formed by folding wrapping material around formers
- B65B19/223—Wrapping the cigarettes; Packaging the cigarettes in containers formed by folding wrapping material around formers in a curved path; in a combination of straight and curved paths, e.g. on rotary tables or other endless conveyors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B2230/00—Aspects of the final package
- B65B2230/04—Cigarette packages having a hinged lid
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Wrapping Of Specific Fragile Articles (AREA)
Abstract
힌지로 연결된 뚜껑(hinged lid)(5)을 구비하는 단단한 담배갑(1)을 제조하는 담배 포장 장치(44)로서; 상기 담배 포장 장치(44)는 제 1 블랭크(23)를 담배 뭉치(46)에 대해 접어서 힌지로 연결된 뚜껑(5)을 구비하는 외부 컨테이너(2)를 형성하는 제 1 포장 유닛(45); 및 제 2 블랭크(31)를 상기 외부 컨테이너(2)에 대해 접어서 상기 외부 컨테이너(2)에 대해 축방향으로 슬라이딩하도록 상기 외부 컨테이너(2)를 감싸는 관형의 슬라이드(14)를 형성하는 제 2 포장 유닛(48)을 포함하고; 상기 관형의 슬라이드(14)는 상기 뚜껑(5)에 일체로 연결되는 제 1 단부(21), 상기 제 1 단부(21)에 대향하고 상기 슬라이드(14)에 일체로 연결되는 제 2 단부(20) 및 상기 외부 컨테이너(2)와 상기 슬라이드(14) 사이에 U-자형의 폴드를 구비하는 변형 가능한 중간 부분(22)을 갖는 전달 부재(19)를 구비하는 것을 특징으로 하는 담배 포장 장치.A tobacco packaging device 44 for producing a rigid cigarette pack 1 having a hinged lid 5; The tobacco packaging device 44 comprises: a first packaging unit 45 which folds the first blank 23 against the cigarette bundle 46 and forms an outer container 2 having a lid 5 hinged; And a second wrap forming a tubular slide 14 surrounding the outer container 2 to fold the second blank 31 with respect to the outer container 2 and to axially slide with respect to the outer container 2. Unit 48; The tubular slide 14 has a first end 21 integrally connected to the lid 5, a second end 20 opposite the first end 21 and integrally connected to the slide 14. And a delivery member (19) having a deformable intermediate portion (22) having a U-shaped fold between the outer container (2) and the slide (14).

Description
본 발명은 단단하고(rigid), 힌지로 연결된 뚜껑(hinged-lid)을 구비하는 패킷을 제조하기 위한 담배 포장 장치(cigarette packing machine)에 관한 것이다. The present invention relates to a cigarette packing machine for producing packets that are rigid and have hinged lids.
단단하고, 힌지로 연결된 뚜껑을 구비하는 담배갑(packets of cigarettes)은 제조가 용이하고, 실용적이며 사용이 편리하고, 내부의 담배를 효과적으로 보호하므로 현재 가장 널리 시중에서 유통되고 있다. Packs of cigarettes with hard, hinged lids are currently most widely available on the market because they are easy to manufacture, practical and convenient to use, and effectively protect the internal tobacco.
단단하고, 힌지로 연결된 뚜껑을 구비하는 담배갑은 호일(foil) 시트에 싸인 담배 뭉치(a group of cigarettes)를 포함하는 내부 패키지; 및 내부 패키지를 감싸는 단단한 외부 패키지를 포함한다. 외부 패키지는 단단한 블랭크(blank)를 내부 패키지에 대해 접음으로써 형성되고, 개방된 상단부를 구비하는 컵 형상(cup-shaped)의 컨테이너; 및 개방된 단부를 개방 위치와 폐쇄 위치 사이에서 각각 개방 및 폐쇄하는, 컨테이너에 대해 회전하도록 힌지를 따라서 컨테이너에 힌지로 연결된 형상의 뚜껑을 포함한다.A cigarette pack having a rigid, hinged lid comprises: an inner package containing a group of cigarettes wrapped in a foil sheet; And a rigid outer package surrounding the inner package. The outer package is formed by folding a rigid blank against the inner package and has a cup-shaped container having an open top; And a lid shaped hinged to the container along the hinge to rotate relative to the container, opening and closing the open end between the open and closed positions, respectively.
외측 패키지에 대해 축방향으로 감싸고 슬라이딩하는 관형 슬라이드(tubular slide)를 포함하는 새로운 형태의 단단하고, 힌지로 연결된 담배갑이 최근 제안되었다. 관형 슬라이드는 단단한 블랭크를 외부 패키지에 대해 추가로 더 접음으로써 형성되고, 뚜껑에 일체로 연결된 제 1 단부, 슬라이드에 일체로 연결된 제 2 단부 및 외부 패키지와 슬라이드 사이에 U-자형의 폴드를 구비하는 변형 가능한 중간 부분를 갖는 전달 부재(transmission member)를 포함한다. A new form of hard, hinged cigarette pack has recently been proposed, including a tubular slide that axially wraps and slides against the outer package. The tubular slide is formed by further folding the rigid blank against the outer package and has a first end integrally connected to the lid, a second end integrally connected to the slide and a U-shaped fold between the outer package and the slide. A transmission member having a deformable intermediate portion.
이러한 새로운 유형의 패킷 제조에는 2개의 분리된 단단한 블랭크를 내부 패키지에 대해 연속적으로 공급하고 접는 것이 필요하므로 표준(standard) 포장 장치를 적용하는데 중대한 문제점을 내포하고 있다. 이와 관련하여, 기존의 포장 장치에서의 다양한 구조 및 공간적 제약과 세척 및 유지를 위해 상기 장치의 모든 구성요소에 충분히 액세스(access)할 수 있도록 해야 한다는 점을 염두에 두는 것이 중요하다.This new type of packet manufacture poses a significant problem in the application of standard packaging devices as it requires continuous feeding and folding of two separate rigid blanks against the inner package. In this regard, it is important to keep in mind that various structural and spatial constraints in existing packaging devices and that they must be sufficiently accessible to all components of the device for cleaning and maintenance.
본 발명의 목적은 단단하고, 힌지로 연결된 뚜껑을 구비하는 패킷을 제조하기 위한 담배 포장 장치를 제공하기 위한 것으로, 본 발명의 포장 장치는 전술한 바와 같은 담배갑을 제조하는데 적절하며, 동시에 제조가 용이하고 상당히 저렴하다.An object of the present invention is to provide a cigarette packaging device for producing a packet having a hard, hinged lid, the packaging device of the present invention is suitable for producing a cigarette pack as described above, and at the same time easy to manufacture And quite inexpensive.
본 발명에 따르면, 첨부한 청구항들에 기재된 바와 같은 단단하고, 힌지로 연결된 뚜껑을 구비하는 패킷을 제조하기 위한 담배 포장 장치가 제공된다.According to the present invention there is provided a tobacco packaging device for producing a packet having a rigid, hinged lid as described in the appended claims.
도 1은 담배갑을 뚜껑을 폐쇄한 상태에서 도시한 정면 사시도;
도 2는 담배갑을 뚜껑을 개방한 상태에서 도시한 정면 사시도;
도 3은 도 1의 담배갑의 뚜껑을 폐쇄한 상태에서의 측면 종단면도;
도 4는 도 1의 담배갑의 뚜껑을 개방한 상태에서의 측면 종단면도;
도 5는 도 1의 담배갑의 외부 컨테이너를 형성하기 위한 블랭크의 전개도;
도 6은 도 1의 담배갑의 슬라이드를 형성하기 위한 블랭크의 전개도;
도 7은 도 6의 블랭크의 다른 예를 도시한 도면;
도 8은 본 발명에 따른, 도 1의 담배갑을 제조하기 위한 담배 포장 장치를 개략적으로 도시한 도면;
도 9는 도 8의 포장 장치의 제 1 포장 유닛을 나타낸 사시도로, 명확성을 위해서 일부가 제거된 상태로 도시한 도면;
도 10은 도 8의 포장 장치의 제 2 포장 유닛을 나타낸 사시도로, 명확성을 위해서 일부가 제거된 상태로 도시한 도면;
도 11은 부분적으로 접혀져 도 10의 제 2 포장 장치로 공급될 준비가 된 도 6의 블랭크를 도시한 도면;
도 12는 도 10의 제 2 포장 유닛의 슬라이드 공급 장치와 포장 휠(packing wheel)을 나타낸 평면도로, 명확성을 위해서 일부가 제거된 상태로 도시한 도면;
도 13은 도 12의 슬라이드 공급 장치의 측면도로, 명확성을 위해서 일부가 제거된 상태로 도시한 도면.1 is a front perspective view of the pack of cigarettes with the lid closed;
2 is a front perspective view of the pack of cigarettes with the lid open;
Figure 3 is a side longitudinal cross-sectional view in a closed state of the lid of the cigarette pack of Figure 1;
Figure 4 is a side longitudinal sectional view of the cigarette pack of Figure 1 in the open state;
5 is an exploded view of a blank for forming an outer container of the pack of cigarettes of FIG. 1;
6 is an exploded view of a blank for forming the slide of the pack of cigarettes of FIG. 1;
7 shows another example of the blank of FIG. 6;
8 is a schematic illustration of a tobacco packaging device for manufacturing the tobacco pack of FIG. 1, in accordance with the present invention;
FIG. 9 is a perspective view of a first packaging unit of the packaging apparatus of FIG. 8, with parts partially removed for clarity; FIG.
FIG. 10 is a perspective view of a second packaging unit of the packaging device of FIG. 8, with parts partially removed for clarity; FIG.
FIG. 11 shows the blank of FIG. 6 partially folded and ready to be fed to the second packaging device of FIG. 10;
FIG. 12 is a plan view showing a slide feeding device and a packing wheel of the second packing unit of FIG. 10, with some removed for clarity; FIG.
FIG. 13 is a side view of the slide supply apparatus of FIG. 12, with a portion removed for clarity; FIG.
첨부 도면을 참조하여 본 발명의 다수의 제한이 없는 구현 예들을 설명하면 다음과 같다. A number of non-limiting embodiments of the present invention will be described with reference to the accompanying drawings.
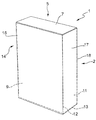
도 1 내지 도 4에서 도면 부호 1은 단단한 담배갑 전체를 나타내며, 상기 담배갑은 단단한 판지(rigid cardboard)로 된 컵 형상의 외부 컨테이너(2); 및 외부 컨테이너(2) 안쪽에 수용되고 평행육면체(parallelepiped) 형상의 담배 뭉치(group of cigarettes)를 포함하고 있는 내부 패키지(3)(도 3 및 도 4에 도식화된)를 포함한다. In Figs. 1 to 4,
외부 컨테이너(2)는 개방된 상단부(4); 및 개방 위치(도 2 및 도 4)와 폐쇄 위치(도 1 및 도 3) 사이에서 개방된 상단부(4)를 각각 개방 및 폐쇄하는, 컨테이너(2)에 대해 회전하도록 힌지(6)를 따라서 컨테이너(2)에 힌지로 연결된 컵 형상의 뚜껑(5)을 구비한다. The
뚜껑(5)이 폐쇄되면, 외부 컨테이너(2)는 직사각형의 평행육면체로서, 서로 평행하고 대향하는 상부 벽(7) 및 하부 벽(8); 2개의 서로 평행하고 대향하는 주 측벽(9, 10); 및 2개의 서로 평행하고 대향하는 부 측벽(11)을 포함한다. 더욱 상세하게는, 하나의 주 측벽(9)은 외부 컨테이너(2)의 전방 벽(9)을 형성하고, 나머지 주 측벽(10)은 외부 컨테이너(2)의 후방 벽을 형성한다. 4개의 세로방향 가장자리(edge)(12)들이 측벽(11)과 전방 및 후방 벽(9, 10) 사이에 형성되고; 8개의 가로방향 가장자리(13)들이 상부 및 하부 벽(7, 8)과 전방, 후방 및 측벽(9, 10, 11) 사이에 형성된다. When the
중요한 점은, 뚜껑(5)은 실질적으로 전방 벽을 갖지 않는다는 것으로, 즉, 전방 벽(9) 전체는 외부 컨테이너(2)의 일부를 형성한다. Importantly, the
외부 컨테이너(2)의 부 측벽(11) 상부는 폐쇄된 뚜껑(5)의 내부 표면에 대응하여 맞물림으로써 고리(collar) 역할을 하여 뚜껑(5)이 폐쇄 위치에 유지되도록 돕는다. The upper part of the
담배갑(1)은 또한 관형의 슬라이드(tubular slide)(14)를 포함하며, 상기 슬라이드(14)는 외부 컨테이너(2)를 꼭 맞게(그러나 조금의 여유는 있게) 감싸 외부 컨테이너(2)에 대해 축 방향으로 슬라이딩할 수 있도록 한다. 슬라이드(14)는 외부 컨테이너(2)와 동일한 크기의 평행육면체 형상이며, 2개의 서로 평행하고 대향하는 주 측벽(15, 16)과 2개의 서로 평행하고 대향하는 부 측벽(17)을 포함한다. 더욱 상세하게는, 하나의 주 측벽(15)은 슬라이드(14)의 전방 벽(15)을 형성하고, 나머지 주 측벽(16)은 슬라이드(14)의 후방 벽(16)을 형성한다. 4개의 세로방향 가장자리(18)들이 측벽(17)과 전방, 후방 벽(15, 16) 사이에 형성된다. The
도면에 도시된 실시 예에서, 슬라이드(14)는 외부 컨테이너(2)와 실질적으로 동일한 길이(높이)이다. 도시되지 않은 다른 실시 예에서, 슬라이드(14)는 외부 컨테이너(2)보다 길이가 짧고, 외부 컨테이너(2) 길이의 대략 반(half) 정도이다. In the embodiment shown in the figure, the
담배갑(1)은 또한 슬라이드(14)에 일체로 연결된 단부(20)와 뚜껑(5)에 일체로 연결되고 일측 단부(20)와 대향하는 타측 단부(21)를 갖는 전달 부재(transmission member)(19)를 포함한다. 전달 부재(19)는 또한 외부 컨테이너(2)와 슬라이드(14) 사이에 U-자형 폴더를 구비하는 변형 가능한 중간 부분(deformable intermediate portion, 22)을 포함한다. 더욱 상세하게는, 전달 부재(19)의 일측 단부(21)는 뚜껑(5)의 후방 벽(10) 외측 표면에 부착되고, 전달 부재(19)의 타측 단부(20)는 바람직하게는 슬라이드(14)의 후방 벽(16) 내측 표면에 부착된다. The
슬라이드(14)는 외부 컨테이너(2)에 대해, 개방 상단(4)을 빠져 나와 뚜껑(5)이 개방 상단(4)을 폐쇄하는 상부 위치(도 1, 도 3)로부터 뚜껑(5)이 개방 상단(4)을 개방하는 하부 위치(도 2, 도 4)로 축 방향으로 슬라이딩한다. The
슬라이드(14)가 외부 컨테이너(2)에 대해, 상부 위치(도 1 , 도 3)로부터 하부 위치(도 2, 도 4)로 축 방향으로 아래쪽으로 슬라이딩하면, 뚜껑(5)의 후방 벽(10)을 슬라이드(14)의 후방 벽(16)에 연결하는 전달 부재(transmission member)(19)는 뚜껑(5)을 접어 힌지(6) 주변에서 외부 컨테이너(2)에 대해 회전시킴으로써 뚜껑(5)을 개방한다. 다시 말해서, 슬라이드(14)의 후방 벽(16)이 아래쪽으로 슬라이딩함에 따라 먼저 전달 부재(19)가 변형되고 뚜껑(5)에 약간의 힘을 미치지만; 슬라이드(14)의 후방 벽(16)이 아래쪽으로 더 슬라이딩함에 따라 전달 부재(19)가 팽팽해지고, 더 이상 변형될 수 없어 뚜껑(5)의 후방 벽(10)을 내려(pull down) 뚜껑(5)을 힌지(6) 주변에서 외부 컨테이너(2)에 대해 회전시킨다. When the
반대로, 슬라이드(14)가 외부 컨테이너(2)에 대해, 하부 위치(도 2, 도 4)로부터 상부 위치(도 1, 도 3)로 축 방향으로 위쪽으로 슬라이딩하면, 슬라이드(14)의 후방 벽(16)은 뚜껑(5)이 힌지(6) 주변에서 외부 컨테이너(2)에 대해 회전하도록 함으로써 뚜껑(5)의 후방 벽(10)이 뚜껑(5)을 폐쇄하도록 한다. 다시 말해서, 슬라이드(14)의 후방 벽(16)이 위쪽으로 슬라이딩함에 따라 뚜껑(5)의 후방 벽(10)과 부딪쳐 힌지 주변에서 뚜껑을 외부 컨테이너(2)에 대해 회전시킨다. Conversely, if the
따라서 슬라이드(14)를 외부 컨테이너에 대해 위쪽이나 아래쪽으로 단순히 슬라이딩함으로써, 접촉하지 않고 뚜껑(5)을 개방 및 폐쇄한다(뚜껑은, 무엇보다도 폐쇄 위치에서 슬라이드(14)에 의해 완전히 감춰진다).Thus, simply sliding the
도 5에 도시된 바와 같이, 외부 컨테이너(2)는 단단한 판지로 된 평평하고 실질적으로 신장된 직사각형 블랭크(23)를 접음으로써 형성된다. 다음의 설명에서, 외부 컨테이너(2)의 부분(parts)과 대응하는 블랭크(23) 부분에 대해서는, 가능하면 동일한 도면 부호로, 위첨자(superscripts)를 병기하여 나타낸다.As shown in FIG. 5, the
블랭크(23)는 2개의 세로방향 접음선(fold lines)(24) 및 다수의 가로방향 접음선(25)을 구비하고, 상기 가로방향 접음선(25)은 2개의 세로방향 접음선(24) 사이에 상부 벽(7)을 형성하는 패널(panel)(7'); 후방 벽(10)을 형성하는 패널(10'); 하부 벽(8)을 형성하는 패널(8') 및 전방 벽(9)을 형성하는 패널(9')의 경계를 짓는다.The blank 23 has two
패널(9')은 2개의 탭(tab)(11')을 구비하며, 상기 탭은 패널(9') 맞은 편에 위치하고, 2개의 세로방향 접음선(24)에 의해 패널(9')로부터 분리되며, 각각 외부 컨테이너(2)의 측벽(11) 외측 부분을 형성한다. 패널(10')은 패널(10')의 맞은 편에 위치하고, 2개의 세로방향 접음선(24)에 의해 패널(10')로부터 분리되며, 각각 외부 컨테이너(2)의 측벽(11) 내측 부분을 형성하는 2개의 탭(11'')을 구비한다. 패널(10')은 또한 패널(10')의 맞은 편에 위치하고, 2개의 세로방향 접음선(24)에 의해 패널(10')로부터 분리되며, 뚜껑(5)의 측벽(11)을 형성하는 2개의 탭(11''')을 구비한다.The panel 9 'has two tabs 11', which tabs are located opposite the panel 9 'and are separated from the panel 9' by two
패널(10')의 탭(11'')은 각각의 플랩(flap, 26)을 구비하며, 상기 플랩(26)은 직각으로(squarely) 접혀져 하부 벽(8)을 형성하는 패널(8')의 안쪽에 부착된다.
패널(10')의 탭(11''')은 각각의 플랩(flap, 27)을 구비하며, 상기 플랩(27)은 직각으로 접혀져 상부 벽(7)을 형성하는 패널(7')의 안쪽에 부착된다(glued). The tabs 11 '' 'of the panel 10' have
상부 벽(7)을 형성하는 패널(7')은 보강 플랩(reinforcing flap, 28)을 구비하며, 상기 보강 플랩(28)은 패널(7')의 내측 표면으로(즉, 상부 벽(7)의 내측 표면으로) 180°로 접혀진다. 도 1 내지 도 6에 도시된 실시 예에서, 플랩(28)은 상부 벽(7)의 내측 표면으로부터 주어진 거리를 유지하며, 플랩(28)에 대해 직각으로 접혀져 플랩(28)을 상부 벽(7)에 연결하는 일 접속 스트립(29)과 플랩(28)에 대해 직각으로 접혀져 후방 벽(10)에 플랩(28)을 연결하고 후방 벽(10)에 부착되는 다른 접속 스트립(30)을 구비한다.The
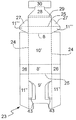
도 6에 도시된 바와 같이, 슬라이드(14)는 단단한 판지로 된 평평하고(flat) 실질적으로 신장된(elongated) 직사각형 블랭크(31)를 접음으로써 형성된다. 다음의 설명에서, 슬라이드(14)의 부분(부품)(parts)과 대응하는 블랭크(31) 부분에 대해서는, 가능하면 동일한 도면 부호로, 위첨자(superscripts)를 병기하여 나타낸다.As shown in FIG. 6, the
단단한 블랭크(31)는 2개의 가로방향 접음선(32)과 다수의 세로방향 접음선(33)을 구비하며, 상기 세로방향 접음선(33)은 상기 2개의 가로방향 접음선(32) 사이에, 제 1 측벽(17)의 일 부분을 형성하는 패널(17'); 후방 벽(16)을 형성하는 패널(16'); 제 2 측벽(17)을 형성하는 패널(17''); 전방 벽(15)을 형성하는 패널(15'); 및 제 1 측벽(17)의 다른 부분을 형성하는 패널(17''')의 경계를 짓는다.The rigid blank 31 has two
패널(16')은 가로방향 접음선(32)에 의해 패널(16')과 분리되고 패널(16') 상에 180°로 접혀지는 전달 부재(19)를 지지한다. 패널(16')은 또한 탭(34)을 구비하며, 상기 탭(34)은 전달 부재(19)의 대향 단부에 위치하고, 가로방향 접음선(32)에 의해 패널(16')과 분리되며, 패널(16') 상에 180°로 접혀진다. 패널(15')은 2개의 탭(35, 36)을 구비하며, 상기 탭(35, 36)은 패널(15')의 대향 단부에 위치하고, 2개의 가로방향 접음선(32)에 의해 패널(15')과 분리되고, 패널(15') 상에 180°로 접혀진다.
도시되지 않은 다른 실시 예에서, 탭(35)은 패널(15')의 중앙에서 만나 역(inverted) "V"자를 형성하는 2개의 경사진 접음선을 따라 블랭크(31)의 패널(15')(즉, 슬라이드(14)의 전방 벽(15))에 연결된 2개의 탭으로 대체될 수도 있다. In another embodiment, not shown,
도 6에 도시된 바람직한 실시 예에서, 전달 부재(19)의 중간 부분(22)은 다수의 밀접 배치된 가로방향 주름선(37)에 의해 변형 가능하게 만들어지며, 이러한 주름선(37)은 U-자형으로 접힌 전달 부재(19)의 중간 부분(22)의 유연성을 크게 증가시킨다. In the preferred embodiment shown in FIG. 6, the
뚜껑(5)에 일체로 연결되는 전달 부재(19)의 상기 단부(21)는 가로방향 접음선(38)에 의해 전달 부재(19)의 중간 부분(22)과 분리된다. The
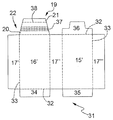
도 7에 도시된 블랭크(31)는 패널(17'')의 대향 단부에 위치하고, 2개의 가로방향 접음선(32)에 의해 패널(17'')과 분리되는 2개의 탭(39)을 더 구비한다는 점에서 도 6의 블랭크(31)와 다르다. 도 7의 블랭크(31)는 또한 전달 부재(19)가 중앙(바람직하게는 원형의) 잠금 부분(40)을 구비한다는 점에서 도 6의 블랭크(31)와 다르며, 상기 중앙 잠금 부분(40)은 슬라이드(14)의 후방 벽(즉, 블랭크(31)의 패널(16))에 부착되고, 이음매 없는 파열선(endless tear line)(41)에 의해 전달 부재(19)의 나머지 부분과 분리되며, 뚜껑(5) 개봉시 찢어진다. The blank 31 shown in FIG. 7 is located at the opposite end of the
상기 중앙 잠금 부분(40)은 전달 부재(19)가 블랭크(31)의 패널(16') 위로 아래쪽으로 접혀지도록 한다. 다시 말해서, 담배갑(1)을 형성하기 위해, 전달 부재(19)는 바람직하게는 블랭크(31)의 패널(16') 위로 미리(즉, 포장 장치의 상류) 접혀진다. 그러나, 패널(16')에 부착된 중앙 잠금 부분(40)의 도움이 없으면, 전달 부재(19)는 블랭크(31)의 조작(보관(storing), 적재(carrying), 공급(feeding), 접음(folding))시 블랭크(31)의 패널(16') 상으로 아래로 접혀져 있으려 하지 않을 것이다.The
테스트 결과, 뚜껑(5) 개봉시, 이음매 없는 파열선(41)을 따라 찢으면 사용자가 거의 알아차릴 수 없어 화근(source of annoyance)이 되지 않는다. 반면, 뚜껑(5)을 개봉하는 약간의 부가적인 노력은 손을 대지 않은, 즉 미리 개봉되지 않은 담배갑을 제공함으로써 종종 사용자를 안심시킨다.As a result of the test, when the
바람직한 실시 예로서, 도 3 내지 도 6을 참조하면, 담배갑(1)은 외부 컨테이너(2)에 대해 슬라이드(14)의 슬라이딩을 제한하고, 하부 부분(도 2, 도 4) 과 상부 부분(도 1, 도 3)을 경계 짓는 정지 장치(stop device, 42)를 포함한다. 3 to 6, the pack of
상기 정지 장치(42)는 외부 컨테이너(2)와 일체로 된 2개의 탭(43); 및 슬라이드(14)와 일체로 된 탭(35, 36)을 포함한다. 각각의 탭(43)은 바람직하게는 외부 컨테이너(2)의 전방 벽(9)을 통과하여(즉, 블랭크(23)의 패널(9')을 통과하여) 형성된 관통 홀(through hole)에 한정된다. 탭(35, 36)은 슬라이드(14)와 일체로 형성되고, 슬라이드(14) 안쪽으로 접혀져 슬라이드(14)와 외부 컨테이너(2) 사이에 위치하며, 슬라이드(14)가 외부 컨테이너(2)에 대해 슬라이딩할 때, 외부 컨테이너(2)와 일체로 된 탭(43)과 기계적인 간섭이 발생한다. 탭(35, 36)은 슬라이드(14)의 전방 벽(15)(즉, 블랭크(31)의 패널(15'))의 하부 가장자리 및 상부 가장자리에 가로방향 접음선(32)을 따라 각각 연결된다. The stop device (42) comprises two tabs (43) integral with the outer container (2); And
슬라이드(14)가 상부 부분(도 1, 도 3)에서 하부 부분(도 2, 도4)으로 외부 컨테이너(2)에 대해 축 방향으로 아래쪽으로 슬라이딩하면, 외부 컨테이너(2)와 일체로 된 상기 2개의 탭(43)은 슬라이드(14)와 일체로 된 탭(36) 아래로, 탭(36)의 가로방향 폴드와 부딪칠 때까지 미끄러져, 슬라이드(14)의 하방(downward) 슬라이딩을 정지시키고 하부 위치(도 2, 4)를 한정한다. 다시 말해서, 외부 컨테이너(2)와 일체로 된 탭(43)과 슬라이드(14)와 일체로 된 탭(36) 사이의 기계적 간섭(mechanical interference)은 하부 정지를 한정하여 외부 컨테이너(14)에 대한 슬라이드(14)의 축 방향 슬라이딩을 저지한다. When the
반대로, 슬라이드(14)가 하부 부분(도 2, 도 4)에서 상부 부분(도 1, 도3)으로 외부 컨테이너(2)에 대해 축 방향으로 위쪽으로 슬라이딩하면, 외부 컨테이너(2)와 일체로 된 상기 2개의 탭(43)은 슬라이드(14)와 일체로 된 탭(35) 아래로, 탭(35)의 가로방향 폴드와 부딪칠 때까지 미끄러져, 슬라이드(14)의 상방(upward) 슬라이딩을 정지시키고 상부 위치(도 1, 3)를 한정한다. 다시 말해서, 외부 컨테이너(2)와 일체로 된 탭(43)과, 슬라이드(14)와 일체로 된 탭(35) 사이의 기계적 간섭은 상부 정지를 한정하여 외부 컨테이너(2)에 대한 슬라이드(14)의 축 방향 슬라이딩을 저지한다.Conversely, if the
도 8에서 도면 부호 44는 전술한 유형의 담배갑(1)을 제조하는 포장 장치 전체를 나타낸다.In Fig. 8,
도 9에 도시된 바와 같이, 상기 포장 장치(44)는 각각의 담배 뭉치(46)에 대해 내부 포장 재료로 된 시트를 연속적으로 접음으로써 내부 패키지(3)가 제공되고, 각 내부 패키지(3)에 대해 블랭크(23)를 연속적으로 접음으로써 외부 컨테이너(2)가 제공되는 하나의 포장 유닛(45)과; 외부 컨테이너(2)에 대해 각각의 슬라이드(14)를 형성함으로써, 즉, 외부 컨테이너(2)에 대해 각각의 블랭크(31)를 접음으로써 담배 포장이 완료되는 다른 포장 유닛(48)을 포함한다. As shown in FIG. 9, the
상기 포장 장치(44)의 포장 유닛(45)은 담배 뭉치(46)를 형성하기 위한 공지의 라인(49)(도시됨); 및 수평의 회전축(51)을 중심으로 단계적으로 회전하여 담배 뭉치(46)를 연속적으로 받아들이고, 이송 스테이션(53)에서 수직 포장 휠(52)로 담배 뭉치(46)를 이송하는 수직 이송 휠(vertical transfer wheel)(50)을 포함한다. The
상기 포장 휠(52)은 회전축(51)에 평행한 수평 회전축(54)을 중심으로 단계적으로 회전하고, 다수의 주변부 포켓(55)을 구비하며, 상기 주변부 포켓(55) 각각은 담배 뭉치(46)와 함께 이송 휠(50)과 포장 휠(52) 사이의 이송 스테이션(53)에 수직으로 공급되는 호일로 된 내부 포장재 시트(47)를 받아들인다. 이후, 포장 휠(52)은 각각의 포장재 시트(47)를 각 담배 뭉치(46)에 대해 접어서 내부 패키지(3)를 형성하고, 형성된 내부 패키지(3)는 이송 스테이션(57)의 수평 포장 휠(56)로 이송된다. The
상기 수평 포장 휠(56)은 회전축(54)에 십자로 배치된 수직 회전축(58)을 중심으로 단계적으로 회전하고, 다수의 주변부 포켓(59)을 구비하며, 상기 주변부 포켓(59) 각각은 포장 휠(52)로부터 내부 패키지(3)를 받는다. 점선으로 나타낸 다른 실시 예에서, 포장 휠(56) 상의 각 포켓(59)에는, 내부 패키지(3)를 받기 전에 공급 유닛(60)에 의해 쿠폰(61)이 제공될 수도 있다. 이송 스테이션(62)에서, 포장 휠(56)은 각 내부 패키지(3)(가능하면 각각의 쿠폰(61)과 함께)를 수평 포장 휠(63)로 이송한다. The
상기 수평 포장 휠(63)은 회전축(58)에 평행한 수직 회전축(64)을 중심으로 회전하고, 다수의 주변부 포켓(65)을 구비하며, 상기 주변부 포켓(65) 각각은 포장 휠(56)로부터 내부 패키지(3)(가능하면 각각의 쿠폰(61)과 함께)를 받는다. The
상기 양쪽 포장 휠(56 및 63)의 주변부에서, 각각 직사각형의 평행육면체 형상의 내부 패키지(3)는 평평하게, 즉, 부 측벽이 바깥쪽을 향하고, 세로방향 회전축(담배의 축과 평행한)이 회전축(58, 64)에 십자로 배치되고, 포장 휠(56, 63) 주변부에 접하도록 배치된다. 이들 포장 휠(63, 56)이 이송 스테이션(62)에서 겹쳐짐(overlap)으로써, 내부 패키지(3)는 일측 패킹 휠(56)로부터 타측 패킹 휠(63)로 회전축(58, 64)에 평행한 방향으로 수직으로 이송된다. 이송 스테이션(62)은 바람직하게는 하부 푸셔(bottom pusher)와 상부 역방향 푸셔(counter-pusher)(미도시)를 포함하며, 푸셔는 각각의 내부 패키지(3)를 "잡고(grip)" 일측 포장 휠(56)의 포켓(59)에서 타측 포장 휠(63)의 포켓(65)으로 각각의 내부 패키지(3)를 이송한다. At the periphery of both of the paving
이송 스테이션(66)에서, 포장 휠(63)은 각각의 내부 패키지(3)(가능하면 각각의 쿠폰(61)과 함께)를 수직 포장 휠(67)로 이송하며, 상기 수직 포장 휠(67)은 이송 스테이션(66)에서 앞 단의 포장 휠(63)과 겹쳐짐으로써, 내부 패키지(3)(가능하면 각각의 쿠폰(61)과 함께)는 일측 패킹 휠(63)로부터 타측 패킹 휠(67)로 회전축(64)에 평행한 방향으로 수직으로 이송된다. 이송 스테이션(66)은 바람직하게는 하부 푸셔(bottom pusher)와 상부 역방향 푸셔(counter-pusher)(미도시)를 포함하며, 푸셔는 각각의 내부 패키지(3)(가능하면 각각의 쿠폰(61)과 함께)를 "잡고(grip)" 일측 포장 휠(63)의 포켓(65)에서 타측 포장 휠(67)의 포켓(68)으로 내부 패키지(3)를 이송한다.In the
상기 수직 포장 휠(67)은 포장 장치(44)의 출력 휠(output wheel)로써, 회전축(54)에 평행한 수평 회전축(69)을 중심으로 단계적으로 회전하고, 주변부 포켓(68)을 구비하며, 상기 주변부 포켓(68) 각각은 포장 휠(63)로부터 내부 패키지(3)(가능하면 각각의 쿠폰(61)과 함께)와 공급 유닛(70)에 의해 이송 스테이션(66)에 공급되는 블랭크(23)를 받는다. 상기 포장 휠(67)은 각각의 블랭크(23)를 내부 패키지(3)(가능하면 각각의 쿠폰(61) 위로)에 대해 접어서 외부 컨테이너(2)를 형성하기 위해 고정되고, 움직일 수 있는 폴더를 구비한다. 상기 공급 장치(70)는 바람직하게는 블랭크(23)가 이송 스테이션(66)으로 공급되기 전에 각각의 블랭크(23)에 풀칠하는 풀 도포 장치(gumming device)(미도시)를 포함한다. The
상기 외부 컨테이너(2)는 이송 스테이션(72)에서 포장 휠(67)로부터 수평 이송 휠(71)로 연속적으로 공급된다. 더욱 상세하게는, 이송 스테이션(72)에 도달하면, 각각의 외부 컨테이너(2)는 포장 휠(67)의 주변부 가장자리에, 즉, 주 측벽이 바깥쪽을 향하고, 세로방향 회전축(담배의 축과 평행한)이 포장 휠(67)의 회전 축(69)에 평행하게 배치된다. 수평의 이송 휠(71)은 포장 휠(67)의 회전축(69)에 십자로 배치된 수직 회전축(73)을 중심으로 단계적으로 회전하여, 이송 스테이션(72)에서 포장 휠(67)로부터 외부 컨테이너(2)를 연속적으로 받아들이고, 외부 컨테이너(2)를 이송 스테이션(74)에서 건조 컨베이어(75)(도 8에 도시함)로 이송한다. 상기 건조 컨베이어(75)는 포장 유닛(45)의 출력을 구성하는 것으로, 외부 컨테이너(2)를 다음 포장 유닛(48)으로 공급하며, 다음 포장 유닛(48)에서 각각의 슬라이드(14), 즉, 외부 컨테이너(2)에 대해 각각의 블랭크(31)를 접음으로써 담배갑(1)이 완성된다. The
도 10에 도시된 바와 같이, 포장 유닛(48)은 입력 컨베이어(76)를 포함하며, 상기 입력 컨베이어(76)는 전단의 포장 유닛(45)의 건조 컨베이어(75)로부터 외부 컨테이너(2)를 받아들이고, 이송 스테이션(78)에서 수직 이송 휠(77)로 외부 컨테이너(2)를 공급한다. 다른 방법으로, 건조 컨베이어(75)는 입력 컨베이어(76)가 될 수 있다. As shown in FIG. 10, the
상기 이송 휠(77)은 회전축(69)에 평행한 수평 회전축(79)을 중심으로 단계적으로 회전하며, 다수의 주변부 포켓(80)을 구비한다. 상기 주변부 포켓(80) 각각은 입력 컨베이어(76)로부터 외부 컨테이너(2)를 받아들여 이송 스테이션(82)에서 수평 이송 휠(81)로 외부 컨테이너(2)를 이송한다.The
상기 수평 이송 휠(81)은 회전축(79)에 십자로 배치된 수평 회전축(83)을 중심으로 단계적으로 회전하며, 다수의 주변부 포켓(84)을 구비한다. 상기 주변부 포켓(84) 각각은 이송 휠(77)로부터 외부 컨테이너(2)를 받아들이고, 이송 스테이션(85)에서 수평 포장 휠(86)로 외부 컨테이너(2)를 이송한다.The
상기 수평 포장 휠(86)은 회전축(83)에 평행한 수직 회전축(87)을 중심으로 단계적으로 회전하며, 각각 이송 휠(81)로부터 외부 컨테이너(2)를 받아들이는 다수의 주변부 포켓(88)을 구비한다.The
이송 휠(81)과 포장 휠(86)의 양쪽 주변부에서, 각각 직사각형의 평행육면체 형상의 외부 컨테이너(2)는 평평하게, 즉, 부 측벽이 바깥쪽을 향하고, 세로방향 회전축(담배의 축과 평행한)이 회전축(83, 87)에 십자로 배치되고, 이송 휠(81)과 포장 휠(86)의 주변부에 접하도록 배치된다. 이들 포장 휠(86)과 이송 휠(81)은 이송 스테이션(85)에서 겹쳐짐(overlap)으로써 외부 컨테이너(2)는 이송 휠(81)로부터 포장 휠(86)로 회전축(83, 87)에 평행한 방향으로 수직으로 이송된다. 이송 스테이션(85)은 바람직하게는 하부 푸셔(bottom pusher)와 상부 역방향 푸셔(counter-pusher)(미도시)를 포함하며, 푸셔는 각각의 외부 컨테이너(2)를 잡고 이송 휠(81)의 포켓(84)에서 포장 휠(86)의 포켓(88)으로 외부 컨테이너(2)를 이송한다. At both peripheries of the
공급 유닛(89)은 각각의 블랭크(31)(슬라이드(14)를 형성하는)를 포장 휠(86) 상의 포켓(88)에 삽입함으로써 포켓(88) 내에서 블랭크(31)를 U-자형으로 접도록 한다. 바람직한 실시 예에서, 블랭크(31)를 포장 휠(86)의 포켓(88)에 삽입하기 전에 블랭크(31)에 풀칠을 하여 실질적으로 평행육면체 형상(parallelepiped shape)으로 접는다.The
도 6(평평하게 펼쳐진 블랭크(31)) 및 도 11(공급 유닛(89)에 의해 포장 휠(86)의 포켓(88)으로 공급될 때 접혀진 블랭크(31))을 참조하면, 탭(35, 36)은 패널(15') 상에서 2개의 접음선(32)을 중심으로 180°로 접혀지고; 탭(34)과 전달 부재(19)는 패널(16') 위로 2개의 접음선(32)을 중심으로 180°로 접혀지고; 탭(35, 36)은 패널(15')에 부착되고; 탭(34)과 전달 부재(19)는 패널(16')에 부착된다. 전달 부재(19)는 패널(16') 위로 각각의 접음선(32)을 중심으로 U-자형(180°)으로 접혀지고, 또한 가로방향 주름선(37)에 대해 반으로 180°로 접혀진다. Referring to FIG. 6 (flat unfolded blank 31) and FIG. 11 (blank 31 folded when fed into
도면에 도시된 실시 예에서, 블랭크(31)는 전술한 바와 같이 포장 장치(44)로부터 상류로 사전에 풀칠해져 접혀지게 되며, 즉, 공급 유닛(89)은 미리 풀칠해지고 접혀진 블랭크(31)를 받아들인다. 도시되지 않은 다른 실시 예에서, 공급 유닛(89)은 평평한 블랭크(31)를 받아 포장 휠(86)로 공급하기 전에 전술한 바와 같이 블랭크(31)를 풀칠하고 접는다.In the embodiment shown in the figure, the blank 31 is pre-pasted and folded upstream from the
블랭크(31)는 전술한 바와 같이 포장 장치(44)로부터 상류로 풀칠해지고 접혀지며, 즉, 공급 유닛(89)은 미리 풀칠해지고 접혀진 블랭크(31)를 받고, 접음선(32)을 중심으로 U-자형으로 접혀진 전달 부재(19)가 휙 열려 공급 유닛(89) 또는 포장 휠(86)의 고정 부재와 얽히게 되고, 이에 따라 포장 유닛(48)을 방해한다(따라서 정지시킨다). 이러한 문제는 도 7에 도시된 바와 같이 약간 변형된 블랭크(31)를 사용하여 방지할 수 있으며, 도 7의 블랭크(31)는 전달 부재(19)가 중앙(central)(바람직하게는 원형) 잠금 부분(fastening portion)(40)을 포함한다는 점에서 도 6 및 도 11의 블랭크(31)와 상이하며, 상기 중앙 잠금 부분(40)은 블랭크(31)의 패널(16')에 부착되고, 뚜껑(5) 개봉시 찢어지는 이음매 없는 파열선(endless tear line)(41)에 의해 전달 부재(19)의 나머지 부분과 분리된다. The blank 31 is pasted and folded upstream from the
상기 중앙 잠금 부분(40)은 전달 부재(19)가 블랭크(31)의 패널(16')로 아래쪽으로 접혀지도록 한다. 다시 말해서, 담배갑(1) 형성을 위해, 전달 부재(19)는 바람직하게는 블랭크(31)의 패널(16') 위로 사전에(즉, 포장 장치(44)로부터 상류로) 접혀진다. 그러나, 패널(16')에 부착된 중앙 잠금 부분(40)의 도움이 없으면, 전달 부재(19)는 블랭크(31)의 조작(보관(storing), 적재(carrying), 공급(feeding), 접음(folding))시 블랭크(31)의 패널(16') 상으로 아래로 접혀져 있으려 하지 않을 것이다. The
도 12에 도시된 바와 같이, 전술한 바와 같이 풀칠해지고 접혀진 각각의 블랭크(31)는 공급 유닛(89)에 의해 포장 휠(86)의 포켓(88) 안쪽으로 삽입되어 포켓(88) 속에서 U-자형으로 접혀진다. 더욱 상세하게는, 각각의 블랭크(31)는 포장 휠(86)의 포켓(88) 안쪽으로 하향 삽입됨으로써 패널(16')은 포켓(88) 내에서 수평으로 위치하며, 패널(17')은 포켓(88) 내에서 수직으로(즉, 패널(16')에 대해 세로방향 접음선(33)을 중심으로 90°로 접혀지고) 위치하고 포켓(88)의 수직 외측 벽에 접촉하며, 패널(17'')은 포켓(88) 내에서 수직으로(즉, 패널(16')에 대해 세로방향 접음선(33)을 중심으로 90°로 접혀지고) 위치하고 포켓(88)의 수직 내측 벽에 접촉하며, 패널(15', 17''')은 포켓(88) 외측에서 수평으로(즉, 패널(17'')에 대해 세로방향 접음선(33)을 중심으로 90°로 접혀지고) 위치하고 포장 휠(86)의 중앙으로 향한다. As shown in FIG. 12, each of the
각각의 포켓(88)은 바람직하게는 블랭크(31), 특히 블랭크(31)의 패널(16')을 수용(housing) 하기 위한 좌석(seat)(90); 및 좌석(90) 내에 위치하는 탄성 리테이너(elastic retainer)(91)를 구비하고, 상기 탄성 리테이너는 블랭크(31), 특히 블랭크(31)의 패널(16')을 좌석(90)의 벽으로 밀어붙여 바람직한 기설정된 위치에 블랭크(31)를 유지하도록 한다. 다시 말해서, 좌석(90) 안으로 블랭크(31)의 패널(16')을 삽입할 수 있도록 좌석(90)은 반드시 패널(16)보다 커야하기 때문에, 탄성 리테이너(91)는 좌석(90) 안으로 블랭크(31)의 패널(16') 삽입이 가능하도록 변형하고, 블랭크(31)의 패널(16)을 좌석(90)의 벽으로 밀어붙임으로써 패널(16')이 좌석(90) 안으로 "던져지는(tossed)" 것을 방지한다. Each
이송 스테이션(85)에서, 각각의 외부 컨테이너(2)는 이송 휠(81)의 포켓(84)에서 U-자형으로 접혀진 블랭크(31)를 포함하고 있는 포장 휠(86)의 포켓(88)에 수직으로 하향 공급됨으로써, 블랭크(31)의 패널들(17', 17'', 16')은 외부 컨테이너(2)의 측면 및 하부를 감싸게 된다. In the
이송 스테이션(92)에서, 상기 포장 휠(86)은 블랭크(31)와 함께 각각의 외부 컨테이너(2)를 수직 이송 휠(93)로 이송한다. 도면 부호 85로 지시되는 이송 스테이션과 도면 부호 92로 지시되는 이송 스테이션 사이에서, 포장 휠(86)은 폴딩 장치(folding device)(94)(통상 고정된 폴팅 스크루)를 구비하며, 상기 폴딩 장치(94)는 각 블랭크(31)의 패널(15')을 세로방향 접음선(33)을 중심으로 180°로 외부 컨테이너(2)의 전방 벽(9) 위로 접는다. 끝으로, 외부 컨테이너(2)가, 블랭크(31)와 함께, 이송 스테이션(92)에서 포장 휠(86)로부터 이송 휠(93)로 이송되고, 블랭크(31)의 패널(17''')은 세로방향 접음선(33)을 중심으로 90°로 이미 접혀진 패널(17) 위로 접혀져 외부 컨테이너(2)에 대해 블랭크(31)를 접는 것을 완료하고 따라서 슬라이드(14)를 완성한다.In the
상기 이송 휠(93)은 이송 스테이션(92)에서 포장 휠(86)과 겹쳐짐으로써, 각각의 외부 컨테이너(2)는, 블랭크(31)를 포함하여, 포장 휠(86)에서 이송 휠(93)로 회전축(87)에 평행한 방향으로 수직으로 이송된다. 이송 스테이션(92)은 바람직하게는 하부 푸셔(bottom pusher)와 상부 역방향 푸셔(counter-pusher)(미도시)를 포함하며, 푸셔는 블랭크(31)와 함께, 각각의 외부 컨테이너(2)를 "잡고", 포장 휠(86)의 포켓(88)에서 이송 휠(93)의 포켓(95)으로 외부 컨테이너(2)를 이송한다.The
수직 이송 휠(93)은 포장 장치(44)의 포장 유닛(48)의 출력 휠(output wheel)로써, 회전축(79)에 평행한 수평 회전축(96)을 중심으로 단계적으로 회전하고, 주변부 포켓(95)을 구비하며, 상기 주변부 포켓(95) 각각에는 슬라이드(14)를 구비하는 외부 컨테이너(2)(즉, 완성된 담배갑)가 포장 휠(86)에 의해 제공된다. 담배갑은 이송 스테이션(98)에서 이송 휠(93)로부터 추가적인 수평의 이송 휠(97)로 연속적으로 공급된다. 더욱 상세하게는, 이송 스테이션에 도달하면, 각각의 담배갑(1)은 이송 휠(93)의 주변부 가장자리에, 즉, 주 측벽이 바깥쪽을 향하고, 세로방향 회전축(담배의 축과 평행한)이 이송 휠(93)의 회전 축(96)에 평행하게 배치된다. 수평의 이송 휠(97)은 이송 휠(93)의 회전축(96)에 십자로 배치된 수직 회전축(99)을 중심으로 단계적으로 회전하여, 이송 스테이션(98)에서 이송 휠(93)로부터 담배갑(1)을 연속적으로 받아들이고, 이송 스테이션(100)에서 담배갑(1)을 건조 컨베이어(미도시)로 이송한다. 상기 건조 컨베이어는 포장 유닛(48)(즉, 포장 장치(44))의 출력을 구성하는 것으로, 담배갑(1)을 후속-셀로판 포장 장치(cellophaning machine)(미도시)로 공급하며, 셀로판 포장 장치는 각각의 담배갑(1)에 투명 플라스틱 재료로 된 겉포장을 입힌다. The
일단 블랭크(31)가 외부 컨테이너(2)를 중심으로 접혀지면, 슬라이드(14)의 형태를 안정화하기 위해 패널(17', 17''')이 서로 부착되어야 한다. 도 12에 도시된 바와 같이, 포장 장치(44)의 포장 유닛(48)은 풀 도포 장치(101)를 포함하며, 풀 도포 장치(101)는 각 블랭크(31)의 패널(17''') 내측 표면에 풀칠하기 위한 다수의 공지된 풀 분사 장치(gum spray device)를 포함한다. 상기 풀 도포 장치(101)는 공급 유닛(89) 또는 포장 휠(86)에, 이송 스테이션(85)으로부터 상류로 설치되거나, 포장 휠(86)에, 이송 스테이션(92)으로부터 상류로(즉, 이송 스테이션(85)으로부터 하류로) 설치될 수 있다.Once the blank 31 is folded about the
가능한 실시 예에서, 각 블랭크(31)의 패널(17''') 내측 표면에 풀칠하는 외에, 풀 도포 장치(101)는 각 블랭크(31)의 단부(21)에도 풀칠할 수 있으며, 이는 단부(21)를 외부 컨테이너(2)의 후방 벽(10) 외측 표면에 견고하게 연결하기 위해 필요하다. 다른 방법으로, 포장 장치(44)의 포장 유닛(48)은 풀 도포 장치(102)를 포함하며, 결국 각 외부 컨테이너(2)의 후방 벽(10)에 풀칠하기 위한 다수의 공지된 풀 분사 장치(gum spray device)를 포함하며, 풀 도포 장치(102)는 도 10에 도시된 바와 같이 이송 스테이션(82)에 위치한다. 상기 풀 도포 장치(102)는 도면 부호 101로 지시되는 풀 도포 장치에 비해 구조적으로 더 단순하며, 또한 블랭크(31) 조작이 더 용이하다. In a possible embodiment, in addition to pasting on the inner surface of the panel 17 '' 'of each blank 31, the
도 12 및 도 13에 도시된 바와 같이, 공급 유닛(89)은 접혀진 블랭크(31)의 스택을 수용하고 있고, 수평 컨베이어(104) 위에 위치하는 하부 방출구(bottom outlet)를 구비하는 수직 호퍼(hopper)(103)를 포함하며, 상기 컨베이어(104)는 단계적으로 전진하고, 다수의 흡착 헤드(suction head)(105)를 구비한다. 더욱 상세하게는, 컨베이어(104)는 단부에 위치하는 2개의 도르래에 대해 고리를 이루는 2개의 이음매 없는 벨트(endless belt)(106)를 포함하며, 벨트(106) 각각은 다수의 흡착 컵(107)(가능하게는 쌍으로 배치된)을 지지한다. 각 흡착 헤드(105)는 일측 벨트(106)의 적어도 제 1 흡착 컵(107)과, 상기 제 1 흡착 컵(107)과 나란하게 배치된 타측 벨트(106)의 적어도 제 2 흡착 컵(107)을 포함한다. As shown in FIGS. 12 and 13, the
픽업 장치(pickup device)(108)는 호퍼(103)의 하부 방출구로부터 블랭크(31)를 연속적으로 끌어내어 컨베이어(104) 상의 흡착 헤드(105)로 공급한다. 더욱 상세하게는, 픽업 장치(108)는 암(110)에 장착된 흡착 헤드(109)를 포함하며, 상기 암(110)은 수평 회전축(111)을 중심으로 회전하고, 흡착 헤드(109)가 호퍼(103)의 하부 방출구에서 블랭크(31)와 맞물리는 상부 픽업 지점과 흡착 헤드(109)가 컨베이어(104)의 흡착 헤드(105)에 블랭크(31)를 올려놓는 하부 박리(bottom release) 지점 사이에서 주기적으로 이동한다.
공급 유닛(89)은 또한 수직 회전축(113)을 중심으로 전방 및 후방으로 회전하는 이송 암(transfer arm)(112)을 포함하며, 이송 암(112)은 흡착 헤드(114)가 컨베이어(104)의 출력 단부 위로 위치하는 픽업 지점과 흡착 헤드(114)가 포장 휠(86) 상의 포켓(88) 위에 위치하는 박리 지점 사이에서 흡착 헤드(114)를 주기적으로 이동시키도록 한다. The
결과적으로, 공급 유닛(89)은 포장 휠(86) 위에 포켓(88)과 정렬된 삽입 푸셔(insertion pusher)(115)를 포함하며, 삽입 푸셔(115)는 연직 상방 및 하방으로 이동하여 이송 암(112)의 흡착 헤드(114)에 의해 수송되는 블랭크(31)를 포장 휠(86)의 포켓(88)에 밀어넣는다. 이러한 형태의 삽입은 전술한 바와 같이 포장 휠(86)의 포켓(88) 내에서 블랭크를 U-자형으로 접는다. As a result, the
전술한 바와 같이, 도 9에 점선으로 나타낸 다른 실시 예에서, 포장 휠(56) 상의 각 포켓(59)에는, 내부 패키지(3)를 받아들이기 전에 공급 유닛(60)에 의해 쿠폰(61)이 제공될 수도 있다. 이 경우, 포장 휠(56) 상의 각 포켓(59)에는, 쿠폰(61)과 함께, 홀딩 스트립(holding strip)이 제공될 수 있으며, 홀딩 스트립은 내부 패키지(3)에 대해 쿠폰(61) 위로 U-자형으로 실질적으로 접혀지고, 내부 패키지(3)의 하부 위치에 대해 접혀져 외부 컨테이너(2)의 개방 상단(4)에서 보이지 않도록 되고, 내부 패키지(3)가 하나의 이송 스테이션(57)에서 다른 이송 스테이션(66)으로 지나갈 때 내부 패키지(3) 상에 위치한 쿠폰(61)을 붙잡도록 한다. As described above, in another embodiment, shown in dashed lines in FIG. 9, in each
전술한 포장 장치(44)는 외부 컨테이너(2)를 둘러싸고 외부 컨테이너(2)에 대해 축방향으로 슬라이딩하는 관형의 슬라이드(14)를 포함하는 단단하고 힌지로 연결된 단배갑을 제공하며, 상기 장치는, 매우 저렴한 개조 비용으로, 포장 유닛(45 및 48)을 형성하도록 연속 배치된 2개의 기존의 포장 장치(통상, G.D. 포장 장치 X2 또는 X3)를 이용하여 구현할 수 있다. 또한, 전술한 포장 장치(44)는 구성 요소 모두에 적절히 접근할 수 있다. The
Claims (19)
제 1 블랭크(23)를 담배 뭉치(46)에 대해 접어서 힌지로 연결된 뚜껑(5)을 구비하는 외부 컨테이너(2)를 형성하는 제 1 포장 유닛(45);
제 2 블랭크(31)를 상기 외부 컨테이너(2)에 대해 접어서 상기 외부 컨테이너(2)에 대해 축방향으로 슬라이딩하도록 상기 외부 컨테이너(2)를 감싸는 관형의 슬라이드(14)를 형성하는 제 2 포장 유닛(48)을 포함하고; 상기 관형의 슬라이드(14)는 전달 부재(19)를 포함하고, 상기 전달 부재(19)는 상기 뚜껑(5)에 일체로 연결되는 제 1 단부(21), 상기 제 1 단부(21)에 대향하고 상기 슬라이드(14)에 일체로 연결되는 제 2 단부(20) 및 상기 외부 컨테이너(2)와 상기 슬라이드(14) 사이에 U-자형의 폴드를 구비하는 변형 가능한 중간 부분(22)을 구비하는 것을 특징으로 하는 담배 포장 장치. Cigarette packaging device for manufacturing a rigid tobacco pack having a hinged lid (5), the packaging device 44 is
A first packaging unit 45 which folds the first blank 23 against the bundle of cigarettes 46 to form an outer container 2 having a lid 5 hinged;
A second packaging unit which forms a tubular slide 14 surrounding the outer container 2 so as to fold the second blank 31 relative to the outer container 2 and axially slide with respect to the outer container 2. (48); The tubular slide 14 comprises a delivery member 19, the first transmission member 19 being opposed to the first end 21, the first end 21 integrally connected to the lid 5. And a deformable intermediate portion 22 having a second end 20 integrally connected to the slide 14 and a U-shaped fold between the outer container 2 and the slide 14. Tobacco packaging device, characterized in that.
적어도 하나의 제 1 포켓(88)을 구비하는 제 1 포장 휠(86)과;
상기 제 2 블랭크(31)를 상기 제 1 포장 휠(86)의 제 1 포켓(88)에 공급하는 제 1 공급 유닛(89)과;
상기 외부 컨테이너(2)를 상기 제 1 포장 휠(86)의 상기 제 1 포켓(88)으로 이송하는 제 1 이송 스테이션(85)과;
상기 제 2 블랭크(31)를 상기 외부 컨테이너(2)에 대해 접는 폴딩 장치(94); 및
상기 제 2 블랭크(31)와 함께 상기 외부 컨테이너(2)를 상기 제 1 포장 휠(86)의 상기 제 1 포켓(88)으로부터 이송하는 제 2 이송 스테이션(92)을 포함하는 것을 특징으로 하는 담배 포장 장치.The method of claim 1, wherein the second packaging unit 48
A first pavement wheel 86 having at least one first pocket 88;
A first supply unit (89) for supplying the second blank (31) to the first pocket (88) of the first pavement wheel (86);
A first transfer station (85) for transporting the outer container (2) to the first pocket (88) of the first packing wheel (86);
A folding device (94) for folding the second blank (31) against the outer container (2); And
A second transfer station (92) for conveying said outer container (2) together with said second blank (31) from said first pocket (88) of said first packaging wheel (86). packer.
상기 제 2 블랭크(31)는 2개의 가로방향 접음선(32), 및 상기 2개의 가로방향 접음선(32) 사이에, 상기 슬라이드(14)의 제 1 측벽(17)의 일 부분을 형성하는 제 1 패널(17'); 상기 슬라이드(14)의 후방 벽(16)을 형성하는 제 2 패널(16'); 상기 슬라이드(14)의 제 2 측벽(17)을 형성하는 제 3 패널(17''); 상기 슬라이드(14)의 전방 벽(15)을 형성하는 제 4 패널(15'); 및 상기 슬라이드(14)의 상기 제 1 측벽(17)의 다른 부분을 형성하는 제 5 패널(17''')을 경계 짓는 다수의 세로방향 접음선(33)을 포함하고;
상기 제 1 공급 유닛(89)이 상기 제 2 블랭크(31)를 상기 제 1 포장 휠(86)의 상기 제 1 포켓(88)으로 하향으로 삽입하여, 상기 제 2 패널(16')이 상기 제 1 포켓(88) 내에 수평으로 위치하고, 상기 제 1 패널(17')과 상기 제 3 패널(17'')이 상기 제 2 패널(16')에 대해 직각으로 접혀 위치하고, 상기 제 4 패널(15') 및 제 5 패널(17''')이 상기 제 3 패널(17'')에 대해 직각으로 접혀져 상기 제 1 포켓(88) 외측에 위치하도록 된 것을 특징으로 하는 담배 포장 장치. The method according to claim 3 or 4,
The second blank 31 forms a portion of the first sidewall 17 of the slide 14 between two transverse fold lines 32 and the two transverse fold lines 32. First panel 17 '; A second panel (16 ') forming a rear wall (16) of the slide (14); A third panel (17 '') forming a second sidewall (17) of the slide (14); A fourth panel (15 ') forming a front wall (15) of the slide (14); And a plurality of longitudinal fold lines (33) delimiting a fifth panel (17 ''') forming another portion of said first sidewall (17) of said slide (14);
The first supply unit 89 inserts the second blank 31 downward into the first pocket 88 of the first pavement wheel 86 so that the second panel 16 ' Located horizontally in one pocket 88, the first panel 17 'and the third panel 17''are folded at right angles to the second panel 16', and the fourth panel 15 ') And a fifth panel (17''') are folded at right angles to the third panel (17 '') so as to be located outside the first pocket (88).
상기 제 2 블랭크(31)의 상기 제 2 패널(16')은 가로방향 접음선(32)에 의해 상기 제 2 패널(16')과 분리되는 상기 전달 부재(19)를 지지하고;
상기 제 2 블랭크(31)의 상기 제 2 패널(16')은 상기 전달 부재(19)의 대향 단부에 위치하고 가로방향 접음선(32)에 의해 상기 제 2 패널(16')과 분리되는 제 1 탭(34)을 구비하고;
상기 제 4 패널(15')은 상기 제 4 패널(15')의 대향 단부에 위치하고, 2개의 상기 가로방향 접음선(32)에 의해 상기 제 4 패널(15')과 분리되는 2개의 제 2 탭(35, 36)을 구비하고;
상기 제 3 패널(17'')은 상기 제 3 패널(17'')의 대향 단부에 위치하고, 상기 2개의 가로방향 접음선(32)에 의해 상기 제 3 패널(17'')로부터 분리되는 2개의 제 3 탭(39)을 구비하고; 그리고
상기 제 2 블랭크(31)는 상기 제 1 포장 휠(86)의 상기 제 1 포켓(88)에 공급되고, 상기 제 2 블랭크(31)는 상기 제 4 패널(15') 위로 180°로 접혀진 상기 제 2 탭(35, 36)과, U-자형으로 상기 제 2 패널(16') 위로 180°로 접혀진 상기 전달 부재(19) 및 상기 제 2 패널(16') 위로 180°로 접혀진 상기 제 1 탭(34)을 구비하는 것을 특징으로 하는 담배 포장 장치. The method according to claim 5 or 6,
The second panel (16 ') of the second blank (31) supports the transfer member (19) separated from the second panel (16') by a transverse fold line (32);
The second panel 16 ′ of the second blank 31 is located at an opposite end of the transfer member 19 and is separated from the second panel 16 ′ by a transverse fold line 32. Having a tab 34;
The fourth panel 15 'is positioned at opposite ends of the fourth panel 15' and is separated from the fourth panel 15 'by two lateral fold lines 32; With tabs 35 and 36;
The third panel 17 '' is located at the opposite end of the third panel 17 '' and is separated from the third panel 17 '' by the two transverse fold lines 32. Three third tabs 39; And
The second blank 31 is supplied to the first pocket 88 of the first pavement wheel 86 and the second blank 31 is folded 180 ° above the fourth panel 15 '. The first tab folded 180 degrees over the second tab 35, 36 and the transfer member 19 and the second panel 16 ′ folded U-shaped 180 degrees above the second panel 16 ′. Tobacco packaging device characterized in that it comprises a tab (34).
상기 제 2 블랭크(31)의 스택을 수용하는 호퍼(103)와;
상기 호퍼(103)의 하부 배출구 아래에 위치하고, 다수의 제 1 흡착 헤드(105)를 구비하는 수평 컨베이어(104)와;
상기 호퍼(103)의 상기 하부 배출구로부터 상기 제 2 블랭크(31)를 연속적으로 끌어내어 상기 제 2 블랭크(31)를 상기 컨베이어(104)의 상기 제 1 흡착 헤드(105)에 공급하는 픽업 장치(108)와;
수직 회전축(113)을 중심으로 전방 및 후방으로 회전하여 제 2 흡착 헤드(114)가 상기 컨베이어(104)의 출력 단부 위에 위치하는 픽업 지점과 상기 제 2 흡착 헤드(114)가 상기 제 1 포장 휠(86)의 상기 제 1 포켓(88) 위에 위치하는 박리 지점 사이에서 제 2 흡착 헤드(114)를 주기적으로 이동시키는 이송 암(transfer arm)(112); 및
상기 제 1 포장 휠(86) 위로 상기 제 1 포켓(88)과 정렬되며, 수직으로 상향 및 하향 이동하여 상기 이송 암(112)의 상기 제 2 흡착 헤드(114)에 의해 수송되는 제 2 블랭크(31)를 상기 제 1 포장 휠(86)의 상기 제 1 포켓(88)에 밀어 넣음으로써 상기 제 2 블랭크(31)를 상기 제 1 포장 휠(86)의 상기 제 1 포켓(88) 내에서 U-자형으로 접는 삽입 푸셔(115)를 포함하는 것을 특징으로 하는 담배 포장 장치. 12. The method according to any one of claims 2 to 11, wherein the first supply unit (89)
A hopper (103) for receiving the stack of second blanks (31);
A horizontal conveyor 104 positioned below the lower outlet of the hopper 103 and having a plurality of first adsorption heads 105;
Pick-up apparatus for continuously drawing the second blank 31 from the lower outlet of the hopper 103 to supply the second blank 31 to the first adsorption head 105 of the conveyor 104 ( 108);
The pick-up point at which the second adsorption head 114 is positioned above the output end of the conveyor 104 and the second adsorption head 114 are rotated forward and backward about the vertical axis of rotation 113 is the first pavement wheel. A transfer arm 112 for periodically moving the second adsorption head 114 between the peel points located on the first pocket 88 of the 86; And
A second blank aligned with the first pocket 88 over the first pavement wheel 86 and vertically moved up and down to be transported by the second adsorption head 114 of the transfer arm 112. U in the first pocket 88 of the first pavement wheel 86 by pushing 31 into the first pocket 88 of the first pavement wheel 86. Cigarette packaging device characterized in that it comprises an insertion pusher (115) folded in a shape.
상기 제 1 포장 유닛(45)으로부터 상기 외부 컨테이너(2)를 받는 입력 컨베이어(76)와;
제 3 이송 스테이션(78)에서 상기 입력 컨베이어(76)로부터 상기 외부 컨테이너(2)를 받는 수직의 제 1 이송 휠(77)과;
제 4 이송 스테이션(82)에서 상기 제 1 이송 휠(77)로부터 상기 외부 컨테이너(2)를 받고, 상기 제 1 이송 스테이션(85)에서 상기 제 1 포장 휠(86)에 상기 외부 컨테이너(2)를 이송하는 수평의 제 2 이송 휠(81); 및
상기 제 2 이송 스테이션(92)에서 상기 제 1 포장 휠(86)로부터 상기 슬라이드(14)를 한정하는 접혀진 상기 제 2 블랭크(31)와 함께 상기 외부 컨테이너(2)를 받는 수직의 제 3 이송 휠(93)을 포함하는 것을 특징으로 하는 담배 포장 장치. 14. The package according to any one of claims 2 to 13, wherein the second packaging unit 48
An input conveyor (76) receiving the outer container (2) from the first packaging unit (45);
A vertical first transfer wheel (77) receiving the outer container (2) from the input conveyor (76) at a third transfer station (78);
Receiving the outer container 2 from the first transport wheel 77 at a fourth transport station 82, the outer container 2 at the first packaging wheel 86 at the first transport station 85. A horizontal second conveying wheel 81 for conveying the water; And
Vertical third transfer wheel receiving the outer container 2 together with the folded second blank 31 defining the slide 14 from the first paving wheel 86 at the second transfer station 92. Tobacco packaging device comprising a (93).
힌지로 연결된 뚜껑(5)을 구비하는 외부 컨테이너(2)를 형성하도록 제 1 블랭크(23)를 담배 뭉치(46)에 대해 접는 과정과;
상기 외부 컨테이너(2)에 대해 축방향으로 슬라이딩하도록 상기 외부 컨테이너(2)를 감싸는 관형의 슬라이드(14)를 형성하기 위해 제 2 블랭크(31)를 상기 외부 컨테이너(2)에 대해 접는 과정을 포함하고; 상기 관형의 슬라이드(14)는 전달 부재(19)를 구비하고, 상기 전달 부재(19)는 상기 뚜껑(5)에 일체로 연결된 제 1 단부(21)와, 상기 제 1 단부(21)에 대향하고 상기 슬라이드(14)에 일체로 연결된 제 2 단부(20) 및 상기 외부 컨테이너(2)와 상기 슬라이드(14) 사이에 U-자형의 폴드를 구비하는 변형 가능한 중간 부분(22)을 구비하며;
상기 방법은:
상기 제 2 블랭크(31)를 상기 외부 컨테이너(2)에 대해 접기 전에 상기 전달 부재(19)를 U-자형으로, 상기 제 2 블랭크(31)의 패널(16') 위로 180°로 접는 과정과;
상기 뚜껑(5) 개봉시 찢어지는 이음매 없는 파열선(41)에 의해 상기 전달 부재(19)의 나머지 부분과 분리되는 중앙 잠금 부분(40)을 상기 전달 부재(19)에 형성하는 과정; 및
상기 제 2 블랭크(31)를 상기 외부 컨테이너(2)에 대해 접기 전에 상기 전달 부재(19)의 상기 중앙 잠금 부분(40)을 상기 제 2 블랭크(31)의 상기 패널(16')에 부착하는 과정을 포함하는 것을 특징으로 하는 패킷 제조 방법. In the method for producing a packet having a hard and hinged lid,
Folding the first blank 23 against the bundle of cigarettes 46 to form an outer container 2 having a hinged lid 5;
Folding the second blank 31 against the outer container 2 to form a tubular slide 14 surrounding the outer container 2 so as to axially slide with respect to the outer container 2. and; The tubular slide 14 has a delivery member 19, the delivery member 19 opposing the first end 21 and the first end 21 integrally connected to the lid 5. And a deformable intermediate portion (22) having a second end (20) integrally connected to said slide (14) and a U-shaped fold between said outer container (2) and said slide (14);
The method is:
Folding the transfer member 19 into a U-shape and 180 ° above the panel 16 'of the second blank 31 before folding the second blank 31 against the outer container 2; ;
Forming a central locking portion (40) in the transfer member (19) that is separated from the rest of the transfer member (19) by a seamless tearing line (41) that tears upon opening the lid (5); And
Attaching the central locking portion 40 of the transfer member 19 to the panel 16 ′ of the second blank 31 before folding the second blank 31 against the outer container 2. Packet manufacturing method comprising the process.
힌지로 연결된 뚜껑(5)을 구비하는 외부 컨테이너(2)를 형성하도록 제 1 블랭크(23)를 담배 뭉치(46)에 대해 접는 과정과;
상기 외부 컨테이너(2)에 대해 축방향으로 슬라이딩하도록 상기 외부 컨테이너(2)를 감싸는 관형의 슬라이드(14)를 형성하도록 제 2 블랭크(31)를 상기 외부 컨테이너(2)에 대해 접는 과정을 포함하고; 상기 관형의 슬라이드(14)는 전달 부재(19)를 구비하고, 상기 전달 부재(19)는 상기 뚜껑(5)에 일체로 연결된 제 1 단부(21)와, 상기 제 1 단부(21)에 대향하고 상기 슬라이드(14)에 일체로 연결된 제 2 단부(20) 및 상기 외부 컨테이너(2)와 상기 슬라이드(14) 사이에 U-자형의 폴드를 구비하는 변형 가능한 중간 부분(22)을 구비하며;
상기 방법은:
상기 제 2 블랭크(31)를 상기 외부 컨테이너(2)에 대해 접기 전에 상기 제 2 블랭크(31)의 탭(34, 35, 36)을 상기 제 2 블랭크(31)의 각각의 패널(15', 16') 상으로 180°로 접는 과정을 포함하는 것을 특징으로 하는 패킷 제조 방법. A method of making a packet having a hard, hinged lid,
Folding the first blank 23 against the bundle of cigarettes 46 to form an outer container 2 having a hinged lid 5;
Folding the second blank 31 against the outer container 2 to form a tubular slide 14 surrounding the outer container 2 so as to axially slide with respect to the outer container 2; ; The tubular slide 14 has a delivery member 19, the delivery member 19 opposing the first end 21 and the first end 21 integrally connected to the lid 5. And a deformable intermediate portion (22) having a second end (20) integrally connected to said slide (14) and a U-shaped fold between said outer container (2) and said slide (14);
The method is:
Before folding the second blank 31 against the outer container 2, the tabs 34, 35, 36 of the second blank 31 are opened in each of the panels 15 ′, 16 '), the method of manufacturing a packet comprising the step of folding 180 degrees.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ITBO2008A000092 | 2008-02-13 | ||
| IT000092A ITBO20080092A1 (en) | 2008-02-13 | 2008-02-13 | CIGARETTE PACKAGING MACHINE FOR THE CONSTRUCTION OF A RIGID PACKAGE WITH HINGED LID. |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20100126738A true KR20100126738A (en) | 2010-12-02 |
Family
ID=40291414
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020107020424A KR20100126738A (en) | 2008-02-13 | 2009-02-11 | Cigarette packing machine for producing a rigid, hinged-lid packet |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US8745962B2 (en) |
| EP (2) | EP2252514B1 (en) |
| JP (1) | JP5384528B2 (en) |
| KR (1) | KR20100126738A (en) |
| IT (1) | ITBO20080092A1 (en) |
| PL (2) | PL2666725T3 (en) |
| RU (1) | RU2477701C2 (en) |
| WO (1) | WO2009101120A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101281809B1 (en) * | 2011-08-08 | 2013-07-04 | 주식회사 케이티앤지 | Apparatus for manufacturing cigarette packaging sheet |
Families Citing this family (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT1394894B1 (en) * | 2009-04-17 | 2012-07-20 | Gima Spa | DEVICE FOR PACKAGING A PRODUCT IN A BOX |
| IT1395707B1 (en) * | 2009-09-17 | 2012-10-19 | Gd Spa | PACKAGING OF SMOKE ARTICLES WITH SLIDING OPENING AND RELATIVE PRODUCTION METHOD. |
| ITBO20100643A1 (en) * | 2010-10-27 | 2012-04-28 | Gd Spa | PACKAGE OF SMOKE ARTICLES WITH SLIDING OPENING PROVIDED WITH COUPON AND METHOD OF WRAPPING AND MACHINE FOR PACKAGING MACHINES TO PRODUCE A PACKAGE OF SMOKE ARTICLES WITH OPENING TO THE SLIDING CONDITION OF COUPON. |
| DE102011107531A1 (en) * | 2011-07-08 | 2013-01-10 | Focke & Co. (Gmbh & Co. Kg) | Package cardboard for cigarettes, has outer package whose exterior walls are provided adjacent to front side forward edge portion and rear side upper edge portion |
| ITBO20110631A1 (en) * | 2011-11-07 | 2013-05-08 | Gd Spa | MEASUREMENT METHOD TO APPLY A THERMAL WELDABLE OVERHEAD TO A PACKAGE OF SMOKE ITEMS WITH SLIDING OPENING AND WITH HINGED LID. |
| ITBO20110632A1 (en) * | 2011-11-07 | 2013-05-08 | Gd Spa | METHOD OF WRITING TO CREATE A PACKAGE OF SMOKE ARTICLES WITH SLIDING OPENING AND WITH A HINGED COVER PROVIDED WITH A SEALANT TONGUE. |
| ITBO20110747A1 (en) * | 2011-12-22 | 2013-06-23 | Gd Spa | METHOD AND PROCESSING UNIT FOR AUTOMATICALLY BUILDING AN OPENING OF A PACKAGE OF SMOKE ARTICLES WITH SLIDING OPENING AND WITH HINGED LID. |
| GB2498733A (en) * | 2012-01-25 | 2013-07-31 | British American Tobacco Co | A Smoking Article Pack for Removing Articles Sideways |
| ITBO20120031A1 (en) * | 2012-01-26 | 2012-04-26 | Gd Spa | WRAPPING MACHINE AND WRAPPING METHOD TO CREATE A PACKAGE OF SMOKE ITEMS WITH SLIDING OPENING AND WITH HINGED AND BOILED LID. |
| ITBO20120034A1 (en) * | 2012-01-26 | 2013-07-27 | Gd Spa | MEASUREMENT METHOD AND PACKAGING MACHINE THAT USE RESTORABLE GLUE THAT DOES NOT DRY. |
| ITBO20120035A1 (en) * | 2012-01-26 | 2013-07-27 | Gd Spa | METHOD AND UNIT OF WRAPPING FOR FOLDING AN EMBEDDED INTENDED FOR FORMING A CONTAINER SO AS TO REALIZE A BOXED FRONT WALL AND TWO CURED SIDE WALLS OF A HINGED CONTAINER LID. |
| ITBO20120033A1 (en) * | 2012-01-26 | 2013-07-27 | Gd Spa | METHOD AND UNIT OF WRITING TO CREATE AN EXTERNAL CONTAINER OF A PACKAGE OF SMOKE ARTICLES WITH SLIDING OPENING AND WITH HINGED LID. |
| ITBO20120032A1 (en) * | 2012-01-26 | 2013-07-27 | Gd Spa | WRAPPING MACHINE AND WRAPPING METHOD TO PRODUCE A PACKAGE OF SLIDING SMOKE ITEMS. |
| ITBO20120115A1 (en) * | 2012-03-07 | 2013-09-08 | Gd Spa | UNIT AND METHOD OF FEEDING OF A BLEED OF A DRAWER OF A CONVEYOR. |
| ITBO20120260A1 (en) * | 2012-05-11 | 2013-11-12 | Gd Spa | RIGID CIGARETTE PACKAGE WITH SLIDING OPENING AND CORRESPONDING REALIZATION METHOD |
| JP5933116B2 (en) * | 2012-05-14 | 2016-06-08 | ジー.デー ソチエタ ペル アツィオニG.D Societa Per Azioni | Packing method and machine for making cigarette swing open hard packet |
| ITBO20120702A1 (en) * | 2012-12-21 | 2014-06-22 | Gd Spa | WRAPPING MACHINE AND SETTING METHOD TO CREATE AN INTERNAL CONTAINER, FOLDING AN INTERNAL BLOCKED AROUND A GROUP OF WRAPPED SMOKE ITEMS. |
| ITBO20120701A1 (en) | 2012-12-21 | 2014-06-22 | Gd Spa | WRAPPING AND MACHINING MACHINE TO CREATE AN INTERNAL CONTAINER OF A PACKAGE OF SMOKE ARTICLES WITH SLIDING OPENING AND WITH HINGED LID |
| ITBO20120703A1 (en) | 2012-12-21 | 2014-06-22 | Gd Spa | METHOD OF WRAPPING AND MACHINE PACKAGING MACHINE TO MAKE A PACKAGE OF SMOKE ITEMS WITH SLIDING OPENING AND WITH HINGED LID |
| ITBO20120700A1 (en) * | 2012-12-21 | 2014-06-22 | Gd Spa | WRAPPING AND MACHINING MACHINE TO CREATE AN INTERNAL CONTAINER OF A PACKAGE OF SMOKE ARTICLES WITH SLIDING OPENING. |
| ITBO20130018A1 (en) * | 2013-01-18 | 2014-07-19 | Gd Spa | WRAPPING MACHINE AND SETTING METHOD TO REALIZE A RIGID PACKAGE OF SMOKE ITEMS. |
| ITBO20130166A1 (en) * | 2013-04-16 | 2014-10-17 | Gd Spa | PACKAGE OF CIGARETTES WITH SPACER ELEMENTS INSIDE THE GROUP OF CIGARETTES, METHOD OF WRAPPING AND MACHINE PACKAGING MACHINE TO MAKE THE CIGARETTE PACKAGE. |
| IT201600079860A1 (en) * | 2016-07-29 | 2018-01-29 | Gd Spa | Intermittent packaging machine to make a package of smoking items |
| IT201900002001A1 (en) * | 2019-02-12 | 2020-08-12 | Gd Spa | Rigid package of smoking items equipped with a hinged lid |
| US11014736B2 (en) | 2019-04-18 | 2021-05-25 | Altria Client Services Llc | Sliding packs with flip top hinged lids |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| LU80049A1 (en) * | 1978-07-27 | 1980-02-14 | Tabac Fab Reunies Sa | BOX FOR ROD-SMOKING ITEMS |
| JPS59188812U (en) * | 1983-06-01 | 1984-12-14 | 近畿印刷株式会社 | display conversion container |
| IT1299880B1 (en) * | 1998-03-05 | 2000-04-04 | Gd Spa | METHOD AND MACHINE FOR THE CONTINUOUS WRAPPING OF A PRODUCT. |
| IT1304028B1 (en) * | 1998-07-08 | 2001-03-02 | Gd Spa | METHOD AND MACHINE FOR THE WRAPPING OF A PRODUCT IN A SHEET OF PAPERBOARDS HEAT-SEALABLE MATERIAL. |
| IT1304026B1 (en) * | 1998-07-08 | 2001-03-02 | Gd Spa | METHOD AND MACHINE FOR WRAPPING A PRODUCT. |
| ATE406310T1 (en) * | 2004-03-11 | 2008-09-15 | Gd Spa | CIGARETTE PACKAGING MACHINE |
-
2008
- 2008-02-13 IT IT000092A patent/ITBO20080092A1/en unknown
-
2009
- 2009-02-11 RU RU2010137818/12A patent/RU2477701C2/en not_active IP Right Cessation
- 2009-02-11 WO PCT/EP2009/051599 patent/WO2009101120A1/en active Application Filing
- 2009-02-11 PL PL13180910T patent/PL2666725T3/en unknown
- 2009-02-11 EP EP09710032.5A patent/EP2252514B1/en not_active Not-in-force
- 2009-02-11 PL PL09710032T patent/PL2252514T3/en unknown
- 2009-02-11 EP EP13180910.5A patent/EP2666725B1/en not_active Not-in-force
- 2009-02-11 JP JP2010546325A patent/JP5384528B2/en not_active Expired - Fee Related
- 2009-02-11 US US12/867,034 patent/US8745962B2/en not_active Expired - Fee Related
- 2009-02-11 KR KR1020107020424A patent/KR20100126738A/en not_active Application Discontinuation
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101281809B1 (en) * | 2011-08-08 | 2013-07-04 | 주식회사 케이티앤지 | Apparatus for manufacturing cigarette packaging sheet |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2666725A1 (en) | 2013-11-27 |
| US8745962B2 (en) | 2014-06-10 |
| JP5384528B2 (en) | 2014-01-08 |
| US20110041463A1 (en) | 2011-02-24 |
| RU2477701C2 (en) | 2013-03-20 |
| EP2666725B1 (en) | 2015-09-23 |
| PL2666725T3 (en) | 2016-02-29 |
| JP2011511743A (en) | 2011-04-14 |
| PL2252514T3 (en) | 2015-04-30 |
| EP2252514B1 (en) | 2015-01-07 |
| RU2010137818A (en) | 2012-03-20 |
| EP2252514A1 (en) | 2010-11-24 |
| ITBO20080092A1 (en) | 2009-08-14 |
| WO2009101120A1 (en) | 2009-08-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20100126738A (en) | Cigarette packing machine for producing a rigid, hinged-lid packet | |
| EP2874887B1 (en) | Packing method and machine for producing a sealed package containing a group of tobacco articles | |
| US7827767B2 (en) | Method and packing machine for combining an insert and a group of cigarettes | |
| EP1712470B1 (en) | Cigarette packing machine for producing rigid hinged-lid packets | |
| JP5869304B2 (en) | Hinged lid package and packaging method and packaging machine for manufacturing hinged lid package | |
| EP2874909B1 (en) | Package of tobacco articles comprising a sealed inner package | |
| JPWO2002026563A1 (en) | Packaging machine folding device for packaging machine | |
| JP5969199B2 (en) | Package with hinged lid | |
| US7625334B2 (en) | Method and unit for folding a lid reinforcing flap of a rigid, hinged-lid packet of cigarettes | |
| US20080047226A1 (en) | Cigarette Packing Machine for Producing Rigid, Hinged-Lid Packets | |
| JP2014522786A (en) | Packaging method and packaging machine for manufacturing packets containing groups of dissimilar articles | |
| MX2013004668A (en) | Slide-open package of tobacco articles with a coupon, and packing method and machine for producing a slide-open package of tobacco articles with a coupon. | |
| KR101644326B1 (en) | Packing method and unit for folding a sheet of packing material about an article, such as a group of cigarettes | |
| EP1176097B1 (en) | Device for transferring substantially parallelepiped wrappings | |
| EP2248724A1 (en) | Packing machine and method for producing a rigid packet of cigarettes | |
| CN112292327B (en) | Drawer, relative feeding method and packaging machine for smoking articles |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |