KR20080113438A - 차량 장식 트림 - Google Patents
차량 장식 트림 Download PDFInfo
- Publication number
- KR20080113438A KR20080113438A KR1020087027189A KR20087027189A KR20080113438A KR 20080113438 A KR20080113438 A KR 20080113438A KR 1020087027189 A KR1020087027189 A KR 1020087027189A KR 20087027189 A KR20087027189 A KR 20087027189A KR 20080113438 A KR20080113438 A KR 20080113438A
- Authority
- KR
- South Korea
- Prior art keywords
- substrate
- decorative element
- trim member
- resin material
- decorative
- Prior art date
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C39/00—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor
- B29C39/02—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor for making articles of definite length, i.e. discrete articles
- B29C39/10—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor for making articles of definite length, i.e. discrete articles incorporating preformed parts or layers, e.g. casting around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R13/00—Elements for body-finishing, identifying, or decorating; Arrangements or adaptations for advertising purposes
- B60R13/02—Internal Trim mouldings ; Internal Ledges; Wall liners for passenger compartments; Roof liners
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C39/00—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor
- B29C39/02—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor for making articles of definite length, i.e. discrete articles
- B29C39/12—Making multilayered or multicoloured articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R13/00—Elements for body-finishing, identifying, or decorating; Arrangements or adaptations for advertising purposes
- B60R13/02—Internal Trim mouldings ; Internal Ledges; Wall liners for passenger compartments; Roof liners
- B60R2013/0281—Internal Trim mouldings ; Internal Ledges; Wall liners for passenger compartments; Roof liners made of a plurality of visible parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R13/00—Elements for body-finishing, identifying, or decorating; Arrangements or adaptations for advertising purposes
- B60R13/02—Internal Trim mouldings ; Internal Ledges; Wall liners for passenger compartments; Roof liners
- B60R2013/0293—Connection or positioning of adjacent panels
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24008—Structurally defined web or sheet [e.g., overall dimension, etc.] including fastener for attaching to external surface
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
- Y10T428/2481—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.] including layer of mechanically interengaged strands, strand-portions or strand-like strips
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
- Y10T428/24917—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.] including metal layer
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Vehicle Interior And Exterior Ornaments, Soundproofing, And Insulation (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
차량 트림 부재를 형성하는 방법이 개시된다. 본 방법은 장식 요소를 주형 내부에 위치시키는 단계, 기판을 형성하고 기판을 장식 요소에 결합시키는 단계, 그리고 차량 트림 부재를 탈형시키는 단계를 포함한다. 기판을 형성하는 단계는 혼합된 수지 재료를 형성하도록 제1 액체 수지 재료(예컨대, 이소시아네이트)와 제2 액체 수지 재료(폴리올)를 혼합헤드에 주입하는 단계와 주형 내부에 그리고 장식 요소에 대해 혼합된 수지 재료를 주입하는 단계를 포함한다. 장식 요소는 알루미늄, 합금, 열가소성 물질, 열경화성 물질, 엘라스토머, 금속, 목재, 가죽 또는 직물로 형성될 수 있다.

차량 장식 트림, 장식 요소, 반응 사출 성형, 마운팅 탭, 수지 재료.
Description
본 개시 내용은 차량 내부용 장식 트림 부재에 관한 것이다. 본 개시 내용은 보다 구체적으로는 차량 내부용으로 사용되는 금속, 목재, 가죽, 직물, 코르크 또는 다른 재료들과 같은 장식 요소에 대해 우레탄(urethane) 재료를 반응 사출 성형(reaction injection molding)시킴으로써 형성되는 차량 장식 트림에 관한 것이다.
차량 내부에 사용될 수 있는 장식 트림 부재를 제공하는 것은 공지되어 있다. 공지된 장식 트림 부재들들은 크림핑 작업(crimping operation), 히트 스테이킹 작업(heat staking operation), 체결구(fasteners) 또는 다른 물리적 부착 기술에 의해 알루미늄과 같은 장식 요소를 미리 성형된 강성 플라스틱 기판에 부착시킴으로써 제조될 수 있다. 장식 트림에 대해 플라스틱을 사출 성형시킴으로써 공지된 장식 트림 부재를 제조하는 것 또한 공지되어 있다. 그러나, 그러한 공지된 기술들은 제조하는 데 비용이 많이 들어서 임의의 유리한 특징들(및/또는 특징들의 조합)을 실현하지 못한다. 예컨대, 크림핑, 히트 스테이킹 및 다른 부착 작업들은 공구 작업 투자(tooling investment) 및 추가적인 품질 검사를 필요로 한다. 사출 성형된 기판은 장식 요소로부터 수축할 것이다. 두 경우 모두에서, 트림 요소는 기판으로부터 분리될 것이다. 완충용 발포체로서 그리고 표시 면 "표피"로서 우레탄의 반응 사출 성형을 사용하는 것 또한 공지되어 있다. 그러나 트림편(trim piece)을 차량에 지지하는 구조 요소로서 사용되기 위해서 그러한 재료들 또는 방법들이 공지되어 있지 않다.
상기 언급된 문제점들 및 다른 문제점들을 방지하는, 비용이 많이 들지 않고, 신뢰성이 높으며 폭넓게 적용할 수 있는 장식 트림 부재를 제공하는 것은 본 기술 분야에 상당한 진보를 나타낼 것이다.
장식 요소를 주형 내에 위치시키는 단계, 기판을 형성하고 기판을 장식 요소에 결합하는 단계, 그리고 차량 트림 부재를 탈형(demolding)하는 단계를 포함하는 차량 트림 부재를 형성하는 방법이 개시된다. 기판을 형성하는 단계는 혼합된 수지 재료를 형성하도록 제1 액체 수지 재료[예컨대, 이소시아네이트(isocyanate)]와 제2 액체 수재 재료[폴리올(polyol)]를 혼합헤드(mixhead)에 주입하고 주형 내로 그리고 장식 요소에 대해 혼합된 수지 재료를 주입하는 단계를 포함한다. 장식 요소는 알루미늄, 금속, 합금, 열가소성 물질, 열경화성 물질, 엘라스토머, 목재, 가죽 또는 직물로 형성될 수 있다.
또한 장식 요소와 장식 요소에 커플링된 기판을 포함하는 차량 트림 부재도 제공된다. 기판은 장식 요소의 내부로 굽은 에지(in-turned edge)에 의해 소정 위치에 유지된다. 기판은 우레탄 수지로 구성될 수 있다.
본 개시 내용은 또한 개시된 실시예들에 도시되고 기술된 다양한 특징들 및 특징들의 조합에 관한 것이다. 개시된 실시예들의 목적들과 특징들이 성취되는 다른 방법들은 하기의 명세서에 기술되거나 당업자들이 본 명세서를 읽은 후에 당업자들에게 명백해질 것이다. 그러한 다른 방법들이 하기의 특허청구범위 내에 속하는 경우에는 개시된 실시예의 범위 내에 속하는 것으로 간주한다.
도1은 장식 트림 부재들을 포함하는 차량 내부의 사시도이다.
도2는 예시 실시예에 따른 장식 트림 부재의 평면 또는 정면도이다.
도3은 도2의 장식 트림 부재의 저면 또는 후면도이다.
도4A는 도3의 장식 트림 부재의 부분도이다.
도4B는 도2의 장식 트림 부재의 부분도이다.
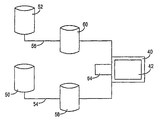
도5는 예시 실시예에 따라 반응 사출 성형을 사용하여 장식 트림 부재를 제조하기 위한 장치의 개략도이다.
도6A 내지 도6D는 예시 실시예에 따라 반응 사출 성형을 사용하여 장식 트림 부재를 제조하기 위한 다양한 공정 단계를 도시한다.
도7은 예시 실시예에 따라 장식 트림 부재를 제조하는 방법의 개략적인 공정 계통도이다.
차량 장식 트림들의 많은 예시 실시예와 대체 실시예들을 상세하게 설명하기 전에 본 개시 내용은 하기의 상세한 설명에 기재되거나 참조 도면에 도시된 구성 요소의 배열과 세부적인 구조에 제한되지 않는다는 것이 이해되어야 한다. 본 장 식 트림은 다른 실시예가 가능하거나 다양한 방법으로 실시되거나 실행될 수 있다. 본 명세서에 채용된 표현과 용어는 설명의 목적을 위한 것이며 제한으로 간주되어서는 안된다는 것이 이해되어야 한다. 예컨대, 개시된 실시예의 구성 요소들은 도어(door)용으로 디자인된 차량 트림 부재로서 도시될 것이지만, 개시된 실시예들의 특징들은 훨씬 폭넓은 용도 가능성을 갖는다. 예컨대, 차량 트림 부재 디자인은 임의의 다양한 기업, 산업, 사무실, 가정 또는 교육 환경 등과 같은 다른 구조에 장식 요소가 부가되는 다른 경우들에도 적용 가능하다. 또한, 다양한 구성 요소의 크기와 장식 트림 부재의 크기는 폭넓게 달라질 수 있다. 또한, "장식(decorative)", "트림(trim)" 및 "기판(substrate)"의 용어들은 제한의 용어가 아닌 광범위한 용어로 의도되었다는 것을 유념하는 것이 중요하다. 본 구성 요소들은 임의의 다양한 제품들 또는 구성들과 함께 사용될 수 있으며 차량 용도로 사용되는 것으로 제한됨을 의도하지는 않는다.
도1을 참조하면, 차량 내부(4)는 도어(6) 및 부분 계기판(8)과 함께 도시된다. 도어와 계기판은 도어 또는 계기판의 구조부에 커플링된 장식 트림 부재(10)를 각각 포함한다. 도어와 계기판은 한정이 아닌 예시로서 도시된다. 본 개시 내용을 검토하는 당업자라면 오버헤드 시스템(overhead system), 바이저(visors), 필러(pillars), 적재 공간(cargo areas), 시팅(seating), 콘솔(consoles) 및 기타 등등을 포함하지만 그에 제한하지 않는 도어 및 계기판 이외의 차량 내부 내의 임의의 다양한 공간에 장식 트림 부재가 장착될 수 있다는 것을 이해할 것이다. 장식 트림 부재는 적어도 장식 요소(12), 기판(14) 및 마운팅 탭들(mounting tabs:16)을 대체로 포함한다.
장식 요소(12)는 내부로 굽은 에지(18)를 구비한 쉘 본체(shell body)를 대체로 포함한다(도4A 참조). 내부로 굽은 에지(18)는 쉘 본체의 인접부에 대해 약 90도가 될 수 있다. 대안적으로, 내부로 굽은 에지는 쉘 본체의 인접부에 대해 임의의 다양한 각도가 될 수 있으며 결합 요건을 제거하기 위해 공구 작업 타당성(tooling feasibility)과 제조자의 요구에 의존할 수 있다. 내부로 굽은 에지는 모든 실시예에서 필요하지는 않지만, 기계적 로킹 상태(mechanically locking condition)가 경화된 기판과 트림 사이에 생성되도록 내부로 굽은 에지가 포함되면, 기판과 트림 사이의 임의의 접착 요건이 제거되며 그리고/또는 최소화된다.
도4A 및 도4B에 도시된 양호한 실시예에 따라, 장식 요소(12)는 복수의 구멍들[예컨대, 홀(hole), 개구 등]을 포함한다. 알루미늄은 장식 요소를 제조하기에 양호한 재료이다. 그러나, 열가소성 물질, 열경화성 물질, 엘라스토머, 금속, 목재, 가죽, 직물 또는 장식 요소로 사용하기에 바람직한 임의의 다양한 다른 재료를 포함하여 다른 재료들이 사용될 수 있다.
장식 요소(12)는 대체로 전체 표면을 가로질러 기판(14)에 커플링되며 그리고/또는 [예컨대, 포획된(captured), 붙잡힌(detained), 갇힌(confined), 캡슐화된(encapsulated), 억제된(restrained), 보유된(held), 고정된(secured) 등의] 장식 요소(12)의 내부로 굽은 에지들(18)을 구비하여 성형됨으로써 기판(14)에 커플링된다. 도4A와 도4B에 도시된 바와 같이 예시 실시예에 따라, 기판(14)에 사용되는 소성 재료는 장식 요소(12) 상의 복수의 구멍들의 적어도 일부와 기계적 결합을 형성한다.
마운팅 탭들(16)은 인서트 성형(insert mold)되며 장식 트림 부재(10)를 도어, 계기판, 오버헤드 시스템, 다른 차량 내부 등에 장착하기 위한 구조를 제공한다. 예시 실시예에 따라, 마운팅 탭들(16)은 금속이지만, 대체 실시예에서는 임의의 다양한 재료(예컨대, 플라스틱 등)가 될 수 있다. 마운팅 탭들(16)은 "L"자형, "U"자형, 만곡형, 아치형, 선형 또는 소정의 마운팅 및 정합 구성에 따른 임의의 다양한 형태 및 구조가 될 수 있다.
예시 실시예에 따라, 기판(14)은 구조 부재이며, 소성 재료로 형성된다. 양호한 실시예에 따라, 기판(14)은 반응 사출 성형(RIM)에 의해 형성된다. RIM은 저압 및 저온에서 사출하고, 비용이 덜 드는 공구 작업이며, 인서트 공구 작업(예컨대, 마운팅 탭들)에 적용 가능하고, 사출 성형보다 덜 비싼 재료를 사용하기 때문에 기판을 성형하는 양호한 방법이다. 또한, 사출 성형된 기판은 냉각 및 고화될 때 플라스틱의 수축 때문에 장식 요소(12)로부터 분리될 수 있으며, 이는 장식 트림 부재(10)의 버즈(buzz), 스퀵(squeak) 또는 래틀(rattle)을 야기할 수 있다. 특히 양호한 실시예에 따라, 기판(14)은 반응된 폴리우레탄(polyurethane) 또는 프리폴리머 우레탄 수지(pre-polymer urethane resin)으로부터 형성된 PUR을 포함한다. (완충용 발포체로서 그리고 표시 면 "표피"로서 우레탄을 사용하는) 공지된 RIM 우레탄 용도와는 달리, RIM 우레탄은 트림편을 차량에 지지하는 구조 요소를 형성한다. 대체 실시예에 따라, 기판(14)은 다른 우레탄 수지들과 RIM용 시스템들을 포함한다.
도7은 양호한 실시예에 따라 정식 트림 부재(10)을 형성하는 방법(20)을 도시한다. 이 공정에서, 장식편 또는 요소(12)(예컨대, 금속, 목재, 가죽 등)가 수용되며(단계 22) 공구가 준비된다(예컨대, 이형제 적용, 공구 세정 등)(단계 24). 장식 요소(12)가 공구 내에 적재된다(단계 26). 마운팅 탭(18)과 같은 삽입부가 또한 공구 내에 위치될 수 있다(단계 28). 필요하다면, 공구가 폐쇄되고(단계 30) 혼합 헤드가 공구 내에 위치된다(단계 31). 대안적으로, 우레탄이 사출된 후에 공구가 폐쇄된다(즉, "개방 주입" 공정). 그런 다음, 기판(14)을 형성하도록 플라스틱 수지(예컨대, PUR)가 사출되고(단계 32) 공기 및/또는 이산화탄소가 주형 공구로부터 통기된다(단계 33). 플라스틱 수지가 (부분적으로 또는 완전히) 경화되게 하며(단계 34), 공구가 개방되고(단계 35), 장식 트림 부재(10)는 제거/탈형된다(단계 36). 필요하다면, 장식 트림 부재(10)는 디플래시(deflash) 및/또는 세정된다(단계 37). 그런 다음 장식 트림 부재는 차량 내부에 장착되거나 조립되고 또는 마운팅 탭(18)이 제공되면 마운팅 탭(18)을 사용하여 다른 차량 내부 구성 요소에 부착된다(단계 38).
도5 및 도6A 내지 도6D는 장식 트림 부재(10)를 제조하기 위한 공정의 개략도이다. 양호한 실시예에 따라, 장식 트림 부재(10)를 형성하기 위한 반응 사출 성형("RIM") 공정이 예시 실시예에 따라 도시된다. 에지들와 보스 돌출부들(boss projections)의 벽 두께를 제어하기 위해 RIM 공정을 사용하는 것이 바람직하다. 도5에 도시된 바와 같이, 공동(42)을 갖는 주형(40)은 장식 트림 부재(10)(예컨대, 기판)를 형성하기 위해 사용되는 사출된 구성 요소를 수용하도록 제공된다. 도6A 에 도시된 바와 같이, 주형(40a)은 공동(42)을 형성하도록 밀봉 관계로 코어(49)의 코어 표면(44)과 결합하도록 구성된 내부 또는 주형 표면(46)(예컨대, 공동 측)을 포함한다(도6C 참조). 예시 실시예에 따라, 코어 표면(44)은 돌출부의 형태를 갖는 (만입된) 프로파일(profile:48)을 포함한다(도6A 참조). 프로파일(48)의 리세스들(recesses:45)은 기판(14)(예컨대, 구조 부재, 리브, 보스 등)에 바람직한 윤곽을 형성한다. 주형 공동(42) 내로 사출된 재료가 프로파일(48)과 표면(44)에 의해 형성된 바와 같은 형태가 되면 [코어 표면(44), 프로파일(48) 및 리세스들(45)을 포함한] 코어(49)는 장식 트림 부재(10)의 표면 구조와 전체적인 형상을 형성한다. 예시의 목적으로, 코어 표면(44)의 프로파일(48)의 예시 실시예가 도6A에 도시된다. (완충용 발포체로서 및 표시 면 "표피"로서 우레탄을 사용하는) 공지된 RIM 우레탄 용도와는 달리 RIM 우레탄은 트림편을 차량에 지지하는 구조 요소를 형성한다.
RIM 공정은 성형된 부분을 제조하기 위해 폴리우레탄(polyurethanes)을 사용한다. 폴리우레탄은 두 액체 성분, 즉 이소시아네이트 및 폴리올로써 생성된다. 이소시아네이트 재료는 (대체로 광에 안정하지 않은) 방향족(aromatic) 재료, (대체로 광에 안정한) 지방족(aliphatic) 재료, 또는 방향족 및 지방족 재료의 조합 중의 하나가 될 수 있다. 방향족 재료를 사용할 때, 빛으로부터 보호하기 위해 페인트 또는 다른 커버링(covering)이 도포될 수 있다. 예시 실시예에서, 폴리우레탄 RIM 시스템이 조직화(formulate)되는 방법에 따라서, 그와 함께 성형되는 부품들이 발포체이거나 또는 고체일 수 있으며, 가요성부터 초강성까지 달라질 수 있 다.
RIM 공정은 도5에 도시된 바와 같이 분리된 온도 제어 급송 탱크들(temperature-controlled feed tanks:50, 52)에서 유지되는 두 액체 성분들 사이의 화학 반응이다. 도5를 참조하면, 이소시아네이트 및 폴리올은 분리된 공급 라인들(54, 56)을 통해 이 탱크들(50, 52)로부터 계량 장치들(58, 60)로 혼합헤드(64) 내부로 급송된다. 예시 실시예에 따라, 주형(40) 내부로 액체들의 사출이 시작될 때, 혼합헤드(64)의 밸브들이 개방된다. 액체 반응물들이 소정의 압력[예컨대, 3,000psi(약 204.14 atm) 미만]으로 혼합헤드(64) 내의 챔버로 유입되고 고속 충돌(high-velocity impingement)에 의해 혼합된다. 혼합 챔버로부터, 액체는 대략 대기압에서 주형(40) 내부로 유동한다. 주형(40) 내부에서, 액체는 주형(40) 내에 폴리우레탄 폴리머를 형성하는 발열 화학 반응을 겪는다. 다향한 예시 실시예에 따라, 주기 시간은 부품 크기와 반응 조건에 따라 달라진다. 많은 경우에, 주형(40)은 재료를 이용하여 사출될 수 있고 90초 내에 경화될 수 있다. 그런 다음 탈형이 이어진다.
도6A 내지 도6D는 주형이 공동 내에 형성되는 방법을 더 자세하게 도시한다. 도6A를 참조하면, 릴리스 스프레이(release spray:66)가 공동(40a) 내에 그리고/또는 공동(40a)에 도포된다. 도6A에 도시된 바와 같이, 릴리스 스프레이(66)는 주형 표면(46)에 도포된다. 릴리스 스프레이(66)는 탈형 이후에 주형으로부터 장식 트림 부재의 제거를 용이하게 하도록 의도된다. 도6B를 참조하면, 페인트 스프레이(68)가 공동(40a) 내에 그리고/또는 공동(40a)에 도포될 수 있다. 도6B에 도시 된 바와 같이, 페인트 스프레이(68)도 또한 주형 표면(46)에 도포될 수 있다. 페인트 스프레이(68)는 특정 실시예들(미도시)에서 최종 제품(예컨대, 장식 트림 부재)의 적절한 색상 및 외형 특성들 뿐만 아니라 방향족 기반의 재료(이소시아네이트)를 위한 광 안정성을 제공한다. 릴리스 스프레이(66) 및/또는 페인트 스프레이(68)는 손으로 또는 스프레이 장치에 의해 도포될 수 있다. 다양한 대체 실시예들에 따라, 릴리스 스프레이 및/또는 페인트 스프레이는 공동 내에 및/또는 공동에 도포되지 않는다. 도6C를 참조하면, 코어(49)는 주형 표면(46)과 코어 표면(44) 사이에 공동(42)을 형성하도록 주형(40a) 위에 위치된다. 공동(42) 내부로 재료(72)의 사출을 허용하기 위해 사출 구역 또는 부분(70)이 코어(49)를 통해 제공된다. 도6D를 참조하면, 재료(72)는 코어(49)의 코어 표면(44)과 주형(40a)의 주형 표면(46) 사이의 공동(42) 내부로 사출된다. 예시 실시예에 따라, 사출되는 재료(72)는 주형 표면(46)에 대해 약 80도 내지 100도의 범위 내의 각도로 사출된다. 양호한 실시예에 따라, 사출되는 재료(72)는 공동(40a)에 대해 약 90도 각도로 사출된다. 공동(42) 내로 사출된 후에, 사출된 재료(72)는 온도, 구성 재료 특성 등과 같은 많은 인자에 따라서 일정 시간 이후에 경화 및 탈형된다. 예시 실시예에 따라, 사출된 재료(72)는 화씨 100도(섭씨 약 37.78도) 이상의 온도에서 경화 및 탈형된다. 다양한 예시 실시예들에 따라, (A-표면을 형성하기 위한) 공동 표면과 (B-표면을 형성하기 위한) 코어 표면은 니켈 쉘(nickel shell)(예컨대, 전기 도금, 니켈 증착 등), 스틸(기계 가공 등), 알루미늄[기계 가공, 주조(cast) 등], 스프레이 금속 합금 등을 포함할 수 있다. 대체 실시예에 따라, 공구 재료는 저 부 피(low volume) 용도로 사용하기 위해 실리콘과 같은 "연성"이 될 수 있다.
또한 양호한 실시예 및 다른 예시 실시예에 도시된 바와 같은 장식 트림 부재의 요소들의 구조 및 구성은 단지 예시적인 것임을 유념하는 것도 중요하다. 본 차량 장식 트림의 몇몇 실시예만이 본 개시 내용에 상세하게 설명되었을지라도, 본 개시 내용을 검토하는 당업자들은 기술된 내용의 신규의 사상들(teachings)과 장점들을 현저하게 벗어나지 않고 많은 변경(예컨대, 크기, 치수, 구조, 형상 및 다양한 요소들의 비율, 인자값, 마운팅 구성, 재료의 사용, 색상, 배향 등)이 가능하다는 것을 쉽게 이해할 것이다. 예컨대, 일체형으로 형성된 것으로 도시된 요소들은 복수의 부분들로 구성될 수 있고 또는 복수의 부분들로 도시된 요소들은 일체형으로 형성될 수 있으며, 인터페이스의 작동은 역전되거나 달리 변경될 수 있고, 구조 및/또는 부재의 길이 또는 폭, 또는 시스템의 커넥터 또는 다른 요소들은 변경될 수 있으며, 요소들 사이에 제공된 조정 위치의 성질 또는 개수는 (예컨대, 결합 슬롯의 개수, 결합 슬롯의 크기 또는 결합 슬롯의 형태를 변경함으로써) 변경될 수 있다. 시스템의 요소들 및/또는 조립체들은 임의의 폭넓고 다양한 색상, 조직 및 조합으로 충분한 강도 또는 내구성을 제공하는 임의의 폭넓고 다양한 재료로 구성될 수 있다. 따라서, 그러한 모든 변경이 포함된 것으로 의도된다. 본 개시 내용의 사상을 벗어나지 않고 양호한 실시예 및 다른 예시 실시예의 디자인, 작동 상태 및 구성에 다른 치환, 수정, 변경 및 생략이 가해질 수 있다.
Claims (14)
- 차량 트림 부재를 형성하는 방법이며,주형 내부에 장식 요소를 위치시키는 단계와,혼합된 수지 재료를 형성하도록 제1 액체 수지 재료와 제2 액체 수지 재료를 혼합헤드에 주입하고, 주형 내부로 그리고 장식 요소에 대해 혼합된 수지 재료를 주입함으로써 기판을 형성하며 기판을 장식 요소에 결합시키는 단계와,차량 트림 부재를 탈형시키는 단계를 포함하는 차량 트림 부재 형성 방법.
- 제1항에 있어서, 제1 액체 수지 재료는 이소시아네이트인 차량 트림 부재 형성 방법.
- 제2항에 있어서, 제2 액체 수지 재료는 폴리올인 차량 트림 부재 형성 방법.
- 제1항에 있어서, 기판은 우레탄 수지인 차량 트림 부재 형성 방법.
- 제4항에 있어서, 공정은 반응 사출 성형 공정을 포함하는 차량 트림 부재 형성 방법.
- 제1항에 있어서, 혼합된 수지 재료를 주입하기 전에 주형에 마운팅 탭들을 추가하는 단계를 추가로 포함하는 차량 트림 부재 형성 방법.
- 제1항에 있어서, 장식 요소는 알루미늄, 금속, 합금, 열가소성 물질, 열경화성 물질, 엘라스토머, 금속, 목재, 가죽 또는 직물 중에 적어도 하나 또는 그것들의 조합을 포함하는 그룹에서 선택되는 차량 트림 부재 형성 방법.
- 제1항에 있어서, 장식 요소와 결합됨으로써 기판이 소정 위치에 유지되는 차량 트림 부재 형성 방법.
- 제1항에 있어서, 장식 요소 상의 내부로 굽은 에지(in-turned edge)에 의해 포획됨으로써 기판이 소정 위치에 유지되는 차량 트림 부재 형성 방법.
- 차량 트림 부재이며,장식 요소와,장식 요소와 커플링된 기판을 포함하며, 장식 요소의 내부로 굽은 에지에 의해 기판이 소정 위치에 유지되는 차량 트림 부재.
- 제1항에 있어서, 기판이 수지 재료로 구성되는 차량 트림 부재.
- 제2항에 있어서, 수지 재료는 우레탄 수지인 차량 트림 부재.
- 제1항에 있어서, 장식 요소는 알루미늄, 금속, 합금, 열가소성 물질, 열경화성 물질, 엘라스토머, 금속, 목재, 가죽, 직물 및 그 재료의 조합들 중에 적어도 하나를 포함하는 그룹에서 선택되는 차량 트림 부재.
- 제1항에 있어서, 장식 요소와 기판에 커플링된 마운팅 탭들을 포함하는 차량 트림 부재.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US79042006P | 2006-04-07 | 2006-04-07 | |
| US60/790,420 | 2006-04-07 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20080113438A true KR20080113438A (ko) | 2008-12-30 |
Family
ID=38461235
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020087027189A KR20080113438A (ko) | 2006-04-07 | 2007-04-02 | 차량 장식 트림 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20100092722A1 (ko) |
| EP (1) | EP2007605B1 (ko) |
| JP (2) | JP2009533240A (ko) |
| KR (1) | KR20080113438A (ko) |
| CN (1) | CN101454180A (ko) |
| BR (1) | BRPI0710678A2 (ko) |
| CA (1) | CA2648601A1 (ko) |
| MX (1) | MX2008012884A (ko) |
| WO (1) | WO2007117463A1 (ko) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| MX340059B (es) | 2011-08-30 | 2016-06-23 | Johnson Controls Tech Co | Sistema y metodo para fabricar un componente de guarnicion para vehiculo mediante moldeo por conformacion e inyeccion por compresion concurrente. |
| US10464280B2 (en) | 2011-08-30 | 2019-11-05 | Shanghai Yanfeng Jinqiao Automotive Trim Systems Co. Ltd. | Trim component for vehicle interior |
| US10093268B2 (en) | 2012-08-27 | 2018-10-09 | Shanghai Yanfeng Jinqiao Automotive Trim Systems Co. Ltd. | Trim component for vehicle interior |
| DE102017121558B3 (de) * | 2017-09-18 | 2019-03-07 | Hib Trim Part Solutions Gmbh | Verfahren zur Herstellung eines Zierteils für Fahrzeuge unter Nutzung einer verlorenen Dichtung und Zierteil |
| WO2020006290A1 (en) | 2018-06-28 | 2020-01-02 | Shanghai Yanfeng Jinqiao Automotive Trim Systems Co. Ltd. | Vehicle trim component |
| CN109702824B (zh) * | 2018-12-11 | 2021-05-28 | 昆山金运新材料科技有限公司 | 汽车内饰木纹连续工艺 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3777438A (en) * | 1971-08-30 | 1973-12-11 | R Brown | Ornamental protective rail |
| US4231619A (en) * | 1978-11-27 | 1980-11-04 | Norris Industries, Inc. | Wheel trim retention means |
| JPS56132141U (ko) * | 1980-03-10 | 1981-10-07 | ||
| EP0352298B2 (en) * | 1987-03-27 | 2001-03-21 | Avery Dennison Corporation | Dry paint transfer process and product |
| AU603406B2 (en) * | 1987-04-20 | 1990-11-15 | Davidson Textron Inc. | Interior trim foam product and method of fabrication thereof |
| JPH0538900Y2 (ko) * | 1988-03-30 | 1993-10-01 | ||
| JP2537668B2 (ja) * | 1988-09-19 | 1996-09-25 | 豊田合成株式会社 | 樹脂成形品の製造方法 |
| JP2620003B2 (ja) * | 1991-10-16 | 1997-06-11 | 河西工業株式会社 | 自動車用内装部品及びその製造方法 |
| US5318822A (en) * | 1992-09-11 | 1994-06-07 | Davidson Textron Inc. | Hollow core instrument panel |
| DE4405427C1 (de) * | 1994-02-21 | 1995-11-02 | Hennecke Gmbh Maschf | Verfahren und Vorrichtung zur Herstellung von endlosen Polyurethan-Formkörpern |
| JP3674073B2 (ja) * | 1995-02-24 | 2005-07-20 | トヨタ紡織株式会社 | オーナメント、オーナメントを備えた内装材及びそれらの製造方法 |
| US5698276A (en) * | 1995-03-31 | 1997-12-16 | Ford Global Technologies, Inc. | Oval ornament having a locked-in urethane lens |
| US5599608A (en) * | 1995-06-20 | 1997-02-04 | Green Tokai Co., Ltd. | Method of insert molding plastic parts to provide covered edge surfaces and plastic parts made thereby |
| US5744210A (en) * | 1995-11-01 | 1998-04-28 | Larry J. Winget | Natural wood-covered plastic part such as a vehicle part and method of manufacturing same |
| JPH09254181A (ja) * | 1996-03-22 | 1997-09-30 | Kasai Kogyo Co Ltd | 積層成形体の成形方法並びに成形装置 |
| US6264869B1 (en) * | 1996-11-28 | 2001-07-24 | 3M Innovative Properties Company | Method of preparing 3-dimensional, aesthetically appealing decorative emblems |
| EP0845344A1 (en) * | 1996-11-28 | 1998-06-03 | Minnesota Mining And Manufacturing Company | Method of preparing decorative elements |
| JPH1177739A (ja) * | 1997-09-10 | 1999-03-23 | Toyo Tire & Rubber Co Ltd | 表皮と樹脂芯体との一体成形方法 |
| EP0997368B1 (en) * | 1998-10-30 | 2004-01-02 | Toyoda Gosei Co., Ltd. | Steering wheel |
| DE10044760A1 (de) * | 2000-09-09 | 2002-04-04 | Findlay Ind Deutschland Gmbh | Mehrschaliges Innenverkleidungsteil |
| DE10107038A1 (de) * | 2001-02-15 | 2002-09-12 | Behr Automotive Gmbh | Innenausbauteil für Kraftfahrzeuge und Verfahren zur Herstellung des Innenausbauteiles |
| US7014208B2 (en) * | 2003-03-21 | 2006-03-21 | Lear Corporation | Interior vehicle trim panel |
| US7243472B2 (en) * | 2003-06-11 | 2007-07-17 | Angell-Demmel Europe Gmbh | Decorative trim piece |
| JP2005081737A (ja) * | 2003-09-09 | 2005-03-31 | Puroto Giken:Kk | 反応射出成形品およびその製造方法 |
-
2007
- 2007-04-02 KR KR1020087027189A patent/KR20080113438A/ko active IP Right Grant
- 2007-04-02 BR BRPI0710678-5A patent/BRPI0710678A2/pt not_active IP Right Cessation
- 2007-04-02 CA CA002648601A patent/CA2648601A1/en not_active Abandoned
- 2007-04-02 JP JP2009504263A patent/JP2009533240A/ja active Pending
- 2007-04-02 EP EP07754771.9A patent/EP2007605B1/en not_active Not-in-force
- 2007-04-02 US US12/296,248 patent/US20100092722A1/en not_active Abandoned
- 2007-04-02 CN CNA2007800195968A patent/CN101454180A/zh active Pending
- 2007-04-02 WO PCT/US2007/008305 patent/WO2007117463A1/en active Application Filing
- 2007-04-02 MX MX2008012884A patent/MX2008012884A/es not_active Application Discontinuation
-
2014
- 2014-09-08 JP JP2014182274A patent/JP2015003523A/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| MX2008012884A (es) | 2008-11-18 |
| CN101454180A (zh) | 2009-06-10 |
| EP2007605B1 (en) | 2014-07-30 |
| CA2648601A1 (en) | 2007-10-18 |
| EP2007605A1 (en) | 2008-12-31 |
| BRPI0710678A2 (pt) | 2011-08-23 |
| US20100092722A1 (en) | 2010-04-15 |
| WO2007117463A1 (en) | 2007-10-18 |
| JP2009533240A (ja) | 2009-09-17 |
| JP2015003523A (ja) | 2015-01-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4914213B2 (ja) | 自動車内装用の複合トリム部品の製造方法 | |
| EP2275307B1 (en) | Method for manufacturing a trim part for the interior of an automobile vehicle or at least a skin therefor. | |
| EP0639440B1 (en) | Method of constructing a molded composite article comprising a foam backing | |
| KR20080113438A (ko) | 차량 장식 트림 | |
| CN101835585B (zh) | 具有用于打开安全气囊的预定断裂线的成型件的制造方法和装置 | |
| KR20070114390A (ko) | 차량 구성품 및 차량 구성품 제조 방법 | |
| KR20030048049A (ko) | 폴리우레탄 제품의 제조방법과 제조용 몰드 | |
| KR20080090436A (ko) | 매몰성형된 장식 요소를 구비한 성형 물품 | |
| US20040134588A1 (en) | Method for the manufacture of a molded body firmly bonded to a grained or structured molded skin and a device for performing the method | |
| KR102195569B1 (ko) | 적어도 하나의 삽입부가 부착된 가요성 스킨 및 이의 제조방법 | |
| US7005091B2 (en) | Integrated trim plate with a thermoplastic cover | |
| US7344666B2 (en) | Interior vehicle trim panel having a sprayed expanded polyurethane layer and method and system of making same | |
| US6863850B2 (en) | Method and apparatus for injection foam molding | |
| JP2007522958A (ja) | 主基材に対する装飾製品のインモールドラミネーション | |
| JP2010201726A (ja) | シートパッド成形型およびその成形型を用いたシートパッドの製造方法 | |
| JP2005515105A (ja) | トリムパネル用ジョイントアセンブリ | |
| JP4611056B2 (ja) | 自動車用内装部品及びその製造方法 | |
| US20230041610A1 (en) | Over-molded interior trim system | |
| JPS58141937A (ja) | 自動車用インストルメントパツドおよびその製造方法 | |
| Berins | Cellular Plastics | |
| WO2002018478A2 (en) | Process of integrating decorative layers onto an interior trim article | |
| KR20080035292A (ko) | 스피커 그릴 일체형 인스트루먼트 패널 스킨 성형 장치 및성형방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right |