KR100887261B1 - 불연속 탄성 중합체 영역이 구비된 복합 웹 - Google Patents
불연속 탄성 중합체 영역이 구비된 복합 웹 Download PDFInfo
- Publication number
- KR100887261B1 KR100887261B1 KR1020047006810A KR20047006810A KR100887261B1 KR 100887261 B1 KR100887261 B1 KR 100887261B1 KR 1020047006810 A KR1020047006810 A KR 1020047006810A KR 20047006810 A KR20047006810 A KR 20047006810A KR 100887261 B1 KR100887261 B1 KR 100887261B1
- Authority
- KR
- South Korea
- Prior art keywords
- substrate
- delete delete
- transfer roll
- discontinuous
- polymer
- Prior art date
Links
- 239000002131 composite material Substances 0.000 title claims abstract description 63
- 239000000758 substrate Substances 0.000 claims abstract description 278
- 229920000642 polymer Polymers 0.000 claims abstract description 267
- 238000012546 transfer Methods 0.000 claims abstract description 175
- 239000000203 mixture Substances 0.000 claims abstract description 163
- 229920002725 thermoplastic elastomer Polymers 0.000 claims abstract description 45
- 229920001169 thermoplastic Polymers 0.000 claims description 124
- 239000000835 fiber Substances 0.000 claims description 41
- 238000004519 manufacturing process Methods 0.000 claims description 18
- 238000003825 pressing Methods 0.000 claims description 5
- 238000000034 method Methods 0.000 abstract description 75
- 239000004416 thermosoftening plastic Substances 0.000 description 112
- 239000000463 material Substances 0.000 description 38
- 238000000465 moulding Methods 0.000 description 23
- 230000008569 process Effects 0.000 description 23
- 230000001186 cumulative effect Effects 0.000 description 13
- 239000004745 nonwoven fabric Substances 0.000 description 12
- 239000000853 adhesive Substances 0.000 description 11
- 230000001070 adhesive effect Effects 0.000 description 11
- 229920001971 elastomer Polymers 0.000 description 10
- 239000013536 elastomeric material Substances 0.000 description 10
- 239000010410 layer Substances 0.000 description 10
- 230000008901 benefit Effects 0.000 description 9
- 238000010438 heat treatment Methods 0.000 description 9
- -1 polypropylene Polymers 0.000 description 9
- 229920002635 polyurethane Polymers 0.000 description 9
- 239000004814 polyurethane Substances 0.000 description 9
- 239000000806 elastomer Substances 0.000 description 8
- 239000004744 fabric Substances 0.000 description 7
- 238000002844 melting Methods 0.000 description 7
- 230000008018 melting Effects 0.000 description 7
- 238000000926 separation method Methods 0.000 description 7
- 229920001400 block copolymer Polymers 0.000 description 6
- 229920000728 polyester Polymers 0.000 description 6
- 238000003475 lamination Methods 0.000 description 5
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 5
- 239000000126 substance Substances 0.000 description 5
- 229920002633 Kraton (polymer) Polymers 0.000 description 4
- 239000004772 Sontara Substances 0.000 description 4
- 229930008380 camphor Natural products 0.000 description 4
- 230000001427 coherent effect Effects 0.000 description 4
- 238000009826 distribution Methods 0.000 description 4
- 239000005038 ethylene vinyl acetate Substances 0.000 description 4
- 230000007246 mechanism Effects 0.000 description 4
- 239000004677 Nylon Substances 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 3
- 239000004743 Polypropylene Substances 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- DQXBYHZEEUGOBF-UHFFFAOYSA-N but-3-enoic acid;ethene Chemical compound C=C.OC(=O)CC=C DQXBYHZEEUGOBF-UHFFFAOYSA-N 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 239000003795 chemical substances by application Substances 0.000 description 3
- 230000000295 complement effect Effects 0.000 description 3
- 210000002615 epidermis Anatomy 0.000 description 3
- 230000010354 integration Effects 0.000 description 3
- 230000001788 irregular Effects 0.000 description 3
- 238000010030 laminating Methods 0.000 description 3
- 239000000155 melt Substances 0.000 description 3
- 229920001778 nylon Polymers 0.000 description 3
- 229920000573 polyethylene Polymers 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 238000011084 recovery Methods 0.000 description 3
- 229920001935 styrene-ethylene-butadiene-styrene Polymers 0.000 description 3
- 230000037303 wrinkles Effects 0.000 description 3
- DSSYKIVIOFKYAU-XCBNKYQSSA-N (R)-camphor Chemical compound C1C[C@@]2(C)C(=O)C[C@@H]1C2(C)C DSSYKIVIOFKYAU-XCBNKYQSSA-N 0.000 description 2
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 230000008021 deposition Effects 0.000 description 2
- 230000006870 function Effects 0.000 description 2
- 230000008595 infiltration Effects 0.000 description 2
- 238000001764 infiltration Methods 0.000 description 2
- 230000014759 maintenance of location Effects 0.000 description 2
- 230000013011 mating Effects 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 229920000515 polycarbonate Polymers 0.000 description 2
- 239000004417 polycarbonate Substances 0.000 description 2
- 239000002861 polymer material Substances 0.000 description 2
- 229920000193 polymethacrylate Polymers 0.000 description 2
- 229920000098 polyolefin Polymers 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 230000010076 replication Effects 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 230000000717 retained effect Effects 0.000 description 2
- 239000002356 single layer Substances 0.000 description 2
- 210000003491 skin Anatomy 0.000 description 2
- 238000012549 training Methods 0.000 description 2
- 229920001862 ultra low molecular weight polyethylene Polymers 0.000 description 2
- 239000002699 waste material Substances 0.000 description 2
- VSKJLJHPAFKHBX-UHFFFAOYSA-N 2-methylbuta-1,3-diene;styrene Chemical compound CC(=C)C=C.C=CC1=CC=CC=C1.C=CC1=CC=CC=C1 VSKJLJHPAFKHBX-UHFFFAOYSA-N 0.000 description 1
- 229910001369 Brass Inorganic materials 0.000 description 1
- 229920003345 Elvax® Polymers 0.000 description 1
- 229920000219 Ethylene vinyl alcohol Polymers 0.000 description 1
- 206010021639 Incontinence Diseases 0.000 description 1
- 229920001410 Microfiber Polymers 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000002745 absorbent Effects 0.000 description 1
- 239000002250 absorbent Substances 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 239000010951 brass Substances 0.000 description 1
- FACXGONDLDSNOE-UHFFFAOYSA-N buta-1,3-diene;styrene Chemical compound C=CC=C.C=CC1=CC=CC=C1.C=CC1=CC=CC=C1 FACXGONDLDSNOE-UHFFFAOYSA-N 0.000 description 1
- 238000009960 carding Methods 0.000 description 1
- 239000003638 chemical reducing agent Substances 0.000 description 1
- 238000003776 cleavage reaction Methods 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 150000001993 dienes Chemical class 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000013013 elastic material Substances 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- HDERJYVLTPVNRI-UHFFFAOYSA-N ethene;ethenyl acetate Chemical class C=C.CC(=O)OC=C HDERJYVLTPVNRI-UHFFFAOYSA-N 0.000 description 1
- HQQADJVZYDDRJT-UHFFFAOYSA-N ethene;prop-1-ene Chemical group C=C.CC=C HQQADJVZYDDRJT-UHFFFAOYSA-N 0.000 description 1
- 229920006242 ethylene acrylic acid copolymer Polymers 0.000 description 1
- 229920001038 ethylene copolymer Polymers 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 230000009969 flowable effect Effects 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000004088 foaming agent Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 239000004750 melt-blown nonwoven Substances 0.000 description 1
- 238000010309 melting process Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000003658 microfiber Substances 0.000 description 1
- 239000004005 microsphere Substances 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 229920006285 olefinic elastomer Polymers 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 239000012783 reinforcing fiber Substances 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 230000007017 scission Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 239000004834 spray adhesive Substances 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 229920006132 styrene block copolymer Polymers 0.000 description 1
- 229920000468 styrene butadiene styrene block copolymer Polymers 0.000 description 1
- 229920001897 terpolymer Polymers 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
- 238000009966 trimming Methods 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
Images

























Classifications
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44B—BUTTONS, PINS, BUCKLES, SLIDE FASTENERS, OR THE LIKE
- A44B18/00—Fasteners of the touch-and-close type; Making such fasteners
- A44B18/0003—Fastener constructions
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/56—Supporting or fastening means
- A61F13/62—Mechanical fastening means, ; Fabric strip fastener elements, e.g. hook and loop
- A61F13/622—Fabric strip fastener elements, e.g. hook and loop
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/22—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of indefinite length
- B29C43/222—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of indefinite length characterised by the shape of the surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/22—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of indefinite length
- B29C43/28—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of indefinite length incorporating preformed parts or layers, e.g. compression moulding around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/02—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions
- B32B3/08—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions characterised by added members at particular parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/04—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer characterised by a layer being specifically extensible by reason of its structure or arrangement, e.g. by reason of the chemical nature of the fibres or filaments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/727—Fastening elements
- B29L2031/729—Hook and loop-type fasteners
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T24/00—Buckles, buttons, clasps, etc.
- Y10T24/27—Buckles, buttons, clasps, etc. including readily dissociable fastener having numerous, protruding, unitary filaments randomly interlocking with, and simultaneously moving towards, mating structure [e.g., hook-loop type fastener]
- Y10T24/2792—Buckles, buttons, clasps, etc. including readily dissociable fastener having numerous, protruding, unitary filaments randomly interlocking with, and simultaneously moving towards, mating structure [e.g., hook-loop type fastener] having mounting surface and filaments constructed from common piece of material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24008—Structurally defined web or sheet [e.g., overall dimension, etc.] including fastener for attaching to external surface
- Y10T428/24017—Hook or barb
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Health & Medical Sciences (AREA)
- Epidemiology (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Laminated Bodies (AREA)
- Decoration By Transfer Pictures (AREA)
Abstract
본 발명은 상부에 하나 이상의 불연속 중합체 영역이 위치하는 기재를 포함하는 복합 웹, 이를 제조하기 위한 방법 및 시스템에 관한 것이다. 상기 불연속 중합체 영역의 적어도 일부는 전사 롤 위에 형성된 함몰부 내에서 기재로 전사되는 열가소성 탄성중합체 조성물로 형성된다. 상기 불연속 탄성 중합체 영역은 탄성이 아닌 기재에 탄성을 제공하거나 또는 자체가 탄성을 나타내는 기재의 탄성을 조절하는 데 사용될 수 있다.
Description
본 발명은 열가소성 탄성중합체 조성물로 이루어진 하나 이상의 불연속 중합체 영역을 포함하는 복합 웹의 제조 방법에 관한 것이다.
탄성, 즉, 적당한 연신 후 그 원래의 형태를 적어도 부분적으로 회복하는 능력을 나타내는 물품의 제조는 다수의 이유에서 요구될 수 있다. 예를 들어, 탄성은 의복(예를 들어, 기저귀, 트레이닝 팬츠, 가운 등)과 같은 물품에 사용되는 잠금 장치와 관련하여 유용할 수 있다. 의복에서의 탄성은 동적 정합성, 즉 착용자의 움직임에 반응하여 늘어났다가 회복되는 능력을 제공할 수 있다.
탄성은 다른 용도와 관련하여서도 유용할 수 있다. 예를 들어 몇몇 패스너는, 소정의 장력을 제공하도록 패스너를 신장시키고 그 회복력에 의존함으로써 제공될 수 있는 장력으로 패스너가 유지되는 경우 더욱 일관적인 부착력을 제공할 수 있다. 다른 예로, 탄성은 패스너 또는 기타 물품의 크기 또는 길이의 조정을 용이하게 할 수 있다.
탄성은 다양한 여러 용도에 유익하게 이용될 수 있지만, 제조시 문제점을 유발할 수 있다. 탄성을 제공하는 다수의 방법은 소정의 탄성을 제공하도록, 예를 들 어 백킹 또는 기타 비탄성 부재에 접착 또는 바느질된 개별 탄성 성분들에 의존한다. 이러한 복합 물품의 제조는 탄성 성분들의 확고한 부착의 달성 및/또는 유지가 어려울 수 있다는 점에서 문제가 될 수 있다. 또한, 개별 탄성 성분들의 제공 및 부착 작업의 비용 및 난점이 비교적 클 수 있다. 개별 탄성 성분들의 취급 및 부착은 작업처리량을 감소시키고, 부가 비용을 발생시키는(이때 개별 성분들은 단단히 부착되지 않는다) 등의 문제를 유발할 수 있다.
다른 예로서, 전체 물품을 소정의 탄성을 제공하도록 제작할 수 있다. 예를 들어 다수의 탄성 패스닝 시스템은 탄성중합체 재료가 백킹과 동연성인 필름의 형태로 제공되는 탄성 라미네이트 백킹을 사용하는 것에 의존한다. 이러한 방법은 동연성 탄성 층(들)을 제공하는 것에 수반되는 비용을 부가할 수 있다. 게다가 다수의 탄성 재료는 통기성이 없다. 탄성 라미네이트 백킹을 의복에 사용하고자 한다면, 통기성을 향상시키기 위해 백킹을 천공시키는 것이 바람직할 수 있다. 그러나 이러한 추가적인 공정은 탄성 라미네이트 백킹의 제조 비용을 부가시킨다. 탄성 라미네이트 백킹의 또다른 잠재적 단점은 백킹의 서로 다른 부분들에 발생되는 탄성 회복력에 임의의 편차를 제공하는 것이 어려울 수 있다는 것이다.
발명의 개요
본 발명은 하나 이상의 불연속 중합체 영역이 상부에 구비되어 있는 기재를 포함하는 복합 웹의 제조 방법을 제공한다. 불연속 중합체 영역 각각은 전사 롤 상에 형성된 함몰부 내의 기재로 전사되는 열가소성 탄성중합체 조성물로 형성된다. 불연속 탄성 중합체 영역은 탄성이 아닌 기재에 탄성을 제공하는 데 이용될 수 있거나 또는 그 자체가 탄성을 띠는 기재의 탄성을 조정하는 데 이용될 수 있다.
또다른 측면에서 본 발명은 하나 이상의 불연속 탄성 중합체 영역을 추가한 결과로서 탄성을 나타내는 기재 또는 물품을 제공할 수 있는데, 이때 탄성은, 예를 들어 기계적 패스너, 응력 분포, 결합 부위 등의 다른 기능을 수행할 수 있는 불연속 중합체 영역과 함께 제공된다.
본 발명의 몇몇 방법의 한 가지 장점은 기재의 주 표면 위로 하나 이상의 불연속 중합체 영역을 전사할 수 있는 능력인데, 이때 불연속 중합체 영역의 열가소성 탄성중합체 재료는 전사 롤에 의해 기재에 대하여 가압 접촉될 수 있다. 기재가 다공성, 섬유성 등인 경우, 압력은 기재에 침윤하고/하거나 기재의 섬유들을 캡슐화하기 위하여 열가소성 탄성중합체 조성물의 일부분에 가압함으로써 기재에 대한 불연속 중합체 영역의 부착력을 강화시킬 수 있다.
본 발명의 또다른 장점은 상이한 열가소성 조성물을 제공함으로써 몇몇 불연속 중합체 영역은 하나의 열가소성 조성물로 형성될 수 있도록 하는 한편, 다른 불연속 중합체 영역은 상이한 열가소성 조성물로 형성될 수 있도록 하는 능력이다. 예를 들어, 불연속 탄성 중합체 영역은 불연속 비탄성 중합체 영역과 같은 동일한 기재 위에 제공될 수 있다.
본 발명의 또다른 장점은 불연속 중합체 영역의 형태, 간격 및 부피를 조절할 수 있는 능력이다. 이는 이들 매개변수(형태, 간격 및 부피)가 시스템의 라인 속도와 무관하게 고정될 수 있다는 점에서 특히 유익하다.
본 발명의 또다른 장점은 기재의 길이에 대해 연장되는 하나 이상의 불연속 중합체 영역을 제공하는 능력이다(기재의 폭에 대하여 형성되지는 않는다. 즉, 불연속 중합체 영역은 기재의 주 표면과 동연성이 아니다).
본 발명의 방법의 또다른 장점은 기재의 두 주 표면 상에 하나 이상의 불연속 중합체 영역을 제공하는 능력이다. 반대편의 주 표면 상의 불연속 중합체 영역은 원하는 대로 동일한 또는 상이한 재료 및 기타 특성을 갖도록 형성할 수 있다.
또다른 측면에서, 본 발명은 내부에 하나 이상의 함몰부가 형성된 외면을 갖는 전사 롤을 제공하는 단계; 및 전사 롤의 외면 위로 용융된 열가소성 탄성중합체 조성물을 전사하는 단계에 의해 복합 웹을 제조하는 방법을 제공한다. 이 방법은 또한 전사 롤의 외면으로부터 용융된 열가소성 탄성중합체 조성물을 닦아내는(와이핑; wiping) 단계로서, 이때 용융된 열가소성 탄성중합체 조성물의 일부분은 함몰부로 유입되며, 또한 하나 이상의 함몰부로 유입된 용융된 열가소성 탄성중합체 조성물의 일부분은 전사 롤의 외면으로부터 용융된 열가소성 탄성중합체 조성물을 닦아낸 후에도 하나 이상의 함몰부에 잔류하는 것인 단계; 및 기재의 제1 주 표면을 전사 롤의 외면 및 하나 이상의 함몰부 내의 용융된 열가소성 탄성중합체 조성물에 접촉시킨 후 전사 롤로부터 기재를 분리함으로써, 하나 이상의 함몰부 내의 용융된 열가소성 탄성중합체 조성물의 적어도 일부분을 기재의 제1 주 표면으로 전사하는 단계로서, 전사 롤로부터 기재를 분리한 후 열가소성 탄성중합체 조성물로 형성된 하나 이상의 불연속 중합체 영역이 기재의 제1 주 표면 상에 위치하는 것인 단계를 포함한다.
또다른 측면에서, 본 발명은 내부에 하나 이상의 함몰부가 형성된 외면을 갖는 전사 롤을 제공하는 단계; 및 용융된 열가소성 탄성중합체 조성물을 전사 롤의 외면 위로 전달하는 단계에 의해 복합 웹을 제조하는 방법을 제공한다. 이 방법은 또한 전사 롤의 외면으로부터 용융된 열가소성 탄성중합체 조성물을 닦아내는 단계로서, 이때 용융된 열가소성 탄성중합체 조성물의 일부분이 하나 이상의 함몰부로 유입되며, 또한 하나 이상의 함몰부 내의 용융된 열가소성 탄성중합체 조성물의 일부분은 전사 롤의 외면으로부터 용융된 열가소성 탄성중합체 조성물을 닦아낸 후에도 하나 이상의 함몰부 내에 잔류하는 것인 단계; 및 하나 이상의 함몰부로 기재의 제1 주 표면의 일부분을 가압하는 단계로서, 이때 제1 주 표면은 섬유를 비롯한 다공성 표면을 포함하고, 하나 이상의 함몰부 내의 열가소성 탄성중합체 조성물의 일부분은 다공성 표면으로 침윤하며, 또한, 용융된 열가소성 탄성중합체 조성물은 적어도 일부 섬유의 적어도 일부분을 캡슐화하는 것인 단계를 포함한다. 이 방법은 또한 전사 롤로부터 기재를 분리하는 단계로서, 전사 롤로부터 기재를 분리한 후 열가소성 탄성중합체 조성물로 형성된 하나 이상의 불연속 중합체 영역이 기재의 제1 주 표면 상에 위치하는 것인 단계를 포함한다.
또다른 측면에서, 본 발명은 내부에 하나 이상의 함몰부가 형성된 외면을 갖는 전사 롤을 제공하는 단계; 및 용융된 열가소성 탄성중합체 조성물을 전사 롤의 외면 위로 전달하는 단계에 의해 복합 웹을 제조하는 방법을 제공한다. 이 방법은 또한 전사 롤의 외면으로부터 용융된 열가소성 탄성중합체 조성물을 닦아내는 단계로서, 이때 용융된 열가소성 탄성중합체 조성물의 일부분이 하나 이상의 함몰부로 유입되며, 또한 하나 이상의 함몰부 내의 용융된 열가소성 탄성중합체 조성물의 일부분은 전사 롤의 외면으로부터 용융된 열가소성 탄성중합체 조성물을 닦아낸 후에도 하나 이상의 함몰부 내에 잔류하는 것인 단계; 및 제1 기재의 제1 주 표면을 전사 롤의 외면 및 하나 이상의 함몰부 내의 용융된 열가소성 탄성중합체 조성물에 접촉시킨 후 전사 롤로부터 제1 기재를 분리함으로써, 하나 이상의 함몰부 내의 용융된 열가소성 탄성중합체 조성물의 적어도 일부분을 제1 기재의 제1 주 표면으로 전사하는 단계로서, 전사 롤로부터 제1 기재를 분리한 후 열가소성 탄성중합체 조성물로 형성된 하나 이상의 불연속 중합체 영역이 제1 기재의 제1 주 표면 상에 위치하는 것인 단계를 포함한다. 이 방법은 제2 기재를 제1 기재의 제1 주 표면에 적층하는 단계로서, 제1 기재에 제2 기재를 적층한 후 제1 기재 상의 하나 이상의 불연속 중합체 영역은 제1 기재와 제2 기재 사이에 위치하는 것인 단계를 더 포함한다.
또다른 측면에서 본 발명은 제1 주 표면 및 제2 주 표면을 포함하는 제1 기재, 제1 기재의 제1 주 표면 상에 위치하는 열가소성 탄성중합체 조성물로 형성된 다수의 불연속 탄성중합체 영역을 제공하는 단계로서, 이때 다수의 불연속 탄성 중합체 영역의 각각의 불연속 탄성 중합체 영역은 제1 기재의 제1 주 표면으로 침윤하는 것인 단계에 의해 복합 웹을 제조하는 방법을 제공한다. 이 방법은 제1 주 표면 및 제2 주 표면을 포함하는 제2 기재, 제2 기재의 제1 주 표면 상에 위치하는 열가소성 조성물로 형성된 다수의 불연속 중합체 영역을 제공하는 단계로서, 이때 다수의 불연속 중합체 영역의 각각의 불연속 중합체 영역은 제2 기재의 제1 주 표면으로 침윤하는 것인 단계를 포함한다. 이 방법은 또한 제1 기재를 제2 기재에 적층하는 단계를 더 포함한다.
또다른 측면에서 본 발명은 제1 및 제2 주 표면을 포함하는 기재; 기재의 제1 주 표면에 부착된 하나 이상의 기계적 패스너를 포함하는 탄성 패스닝 물품을 제공하는데, 이때 하나 이상의 기계적 패스너의 각 기계적 패스너는 기재의 제1 주 표면으로 침윤하는 불연속 열가소성 영역을 포함하며, 하나 이상의 기계적 패스너의 각 기계적 패스너는 그 위에 배치된 다수의 패스닝 구조를 포함하고, 상기 패스닝 구조는 기재의 제1 주 표면으로부터 먼 쪽을 향하고 있다. 이 물품은 기재에 부착된 하나 이상의 탄성 부재를 더 포함하며, 이때 하나 이상의 탄성 부재의 각 탄성 부재는 기재의 일부분에 침윤하는 불연속 열가소성 탄성중합체 영역을 포함한다.
또다른 측면에서 본 발명은 제1 및 제2 주 표면을 갖는 기재; 기재에 부착된 하나 이상의 탄성 부재로서, 하나 이상의 탄성 부재의 각 탄성 부재는 기재의 일부분에 침윤하는 불연속 열가소성 탄성중합체 영역을 포함하는 것인 탄성 부재; 및 기재의 제1 주 표면 상에 위치하는 하나 이상의 결합 부위를 포함하는 탄성 물품을 제공한다.
또다른 측면에서, 본 발명은 제1 및 제2 주 표면을 갖는 기재; 기재에 부착된 하나 이상의 탄성 부재로서, 하나 이상의 탄성 부재의 각 탄성 부재는 기재의 일부분에 침윤하는 불연속 열가소성 탄성중합체 영역을 포함하는 것인 탄성 부재; 및 기재를 통과하여 형성된 하나 이상의 슬릿으로서, 하나 이상의 탄성 부재 중 적어도 한 부재는 하나 이상의 슬릿의 각 슬릿에 걸쳐 존재하는 것인 슬릿을 포함하는 탄성 물품을 제공한다.
또다른 측면에서 본 발명은 제1 및 제2 주 표면을 갖는 기재; 기재에 부착된 하나 이상의 탄성 부재로서, 하나 이상의 탄성 부재의 각 탄성 부재는 기재의 일부분에 침윤하는 불연속 열가소성 탄성중합체 영역을 포함하는 것인 탄성 부재; 및 기재에 형성된 하나 이상의 주름(pleat)으로서, 하나 이상의 탄성 부재 중 적어도 한 부재는 하나 이상의 주름 중 적어도 한 주름에 걸쳐 존재하는 것인 주름을 포함하는 탄성 물품을 제공한다.
본 발명에 따른 방법의 이러한 특징들 및 장점들과 기타 특징들 및 장점들은 본 발명의 다양한 구체예와 관련하여 후술한다.
도 1은 본 발명의 방법에 따라 제조된 한 복합 웹의 횡단면도이다.
도 2는 본 발명의 방법에 따라 제조된 주름형 복합 웹의 사시도이다.
도 3은 도 2의 주름형 복합 웹의 평면도이다.
도 4A는 본 발명의 방법에 따라 기재 상에 불연속 중합체 영역을 제공하는 데 유용한 한 가지 중합체 전사 공정의 사시도이다.
도 4B는 구획화된 전사 시스템 및 방법과 관련하여 유용한 또다른 전사 롤 및 중합체 공급원을 예시한다.
도 4C는 닥터 블레이드에 의해 전사 롤을 닦아내는 것을 도시하는 확대 부분 횡단면도이다.
도 4D는 기재를 전사 롤에 대하여 가압 접촉시키는 정합성 지지 롤을 도시하는 확대 부분 횡단면도이다.
도 4E는 전사 롤 내 함몰부를 따라 정렬된 돌출부를 포함하는 교합 지지 롤을 도시하는 확대 부분 횡단면도이다.
도 5는 1회용 기저귀의 평면도이다.
도 6은 본 발명에 따른 복합 웹의 일부분으로부터 제조된 한 패스닝 탭의 평면도이다.
도 7은 도 6의 물품의 7-7선 횡단면도이다.
도 8은 도 6의 물품의 8-8선 횡단면도이다.
도 9는 본 발명에 따른 불연속 중합체 영역을 포함하는 복합 웹을 제조하기 위한 한 가지 시스템의 사시도이다.
도 10은 본 발명에 따른 한 복합 웹의 평면도로서, 상기 복합 웹은 분리선을 포함한다.
도 11A는 본 발명에 따른 복합 웹의 일부분으로부터 제조된 또다른 패스닝 탭의 평면도이다.
도 11B는 본 발명에 따른 복합 웹으로부터 제조된 탄성 물품의 평면도이다.
도 11C는 본 발명에 따른 복합 웹으로부터 제조된 탄성 물품의 평면도이다.
도 12는 도 11A의 물품의 12-12선 횡단면도이다.
도 13은 도 11A의 물품의 13-13선 횡단면도이다.
도 14는 본 발명에 따른 불연속 중합체 영역을 포함하는 복합 웹을 제조하기 위한 한 가지 시스템을 도시한다.
도 15는 본 발명의 방법과 관련하여 사용될 수 있는 전사 롤 상의 한 함몰부의 평면도이다.
도 16은 도 15의 함몰부의 16-16선 횡단면도이다.
도 17은 본 발명의 방법과 관련하여 사용될 수 있는 전사 롤 상의 또다른 함몰부의 평면도이다.
도 18은 도 17의 한 함몰부의 18-18선 횡단면도이다.
도 19는 본 발명에 따라 제조된 한 복합 웹의 일부분의 평면도이다.
도 20은 도 19의 복합 웹의 제조에 사용될 수 있는 한 전사 롤의 사시도이다.
도 21은 기재의 폭을 가로질러 연장되는 불연속 중합체 영역을 포함하는 본 발명에 따라 제조된 한 복합 웹의 일부분의 평면도이다.
본 발명은 기재 위 및/또는 기재 내에 위치하는 불연속 탄성 중합체 영역을 지닌 기재를 포함하는 복합 웹을 제조하기 위한 방법 및 시스템을 제공한다. 본 발명의 방법에 따라 제조될 수 있는 복합 웹의 다양한 구체예를 예시하기 위하여 아래에서는 각종 상이한 구조물을 기술한다. 이러한 예시적인 구조물은 본 발명을 제한하려는 것으로 간주해서는 안되며, 본 발명은 하기 특허 청구의 범위에 의해서만 한정된다.
예를 들어, 본 발명의 몇몇 구체예는 1회용 흡수성 물품, 예컨대 1회용 기저귀와 관련하여 설명할 것이다. 그러나 본 발명은 캡모자, 가운, 구두 커버, 여성 용품, 실금용 의복 등과 같은 다른 물품에도 사용될 수 있음을 쉽게 알 수 있다.
도 1은 본 발명에 따라 제조된 한 가지 복합 웹의 일부분의 횡단면도이다. 이 복합 웹은 제1 주 표면(18) 및 제2 주 표면(19)을 갖는 기재(10)를 포함한다. 다수의 불연속 중합체 영역(14)이 기재(10)의 제1 주 표면(18) 위에 위치한다. 영역 (14)는 아래에서 보다 상세히 설명하는 바와 같이 바람직하게는 열가소성 탄성중합체 조성물로 제조될 수 있다.
상이한 불연속 중합체 영역(14)은 기재(10)의 제1 주 표면(18) 상의 노출 영역(16)에 의해 분리되어 있다. 도 1에 도시된 바와 같이, 불연속 중합체 영역(14) 간의 간격, 즉 노출 영역(16)의 크기는 동일하거나 상이할 수 있다. 예를 들어, 최좌측 쌍의 불연속 중합체 영역(14) 사이에 위치된 노출 영역(16)은 최우측 쌍의 불연속 중합체 영역(14) 사이에 위치된 노출 영역(16)보다 더 크다.
불연속 중합체 영역(14)은 이들이 위치된 기재(10)의 표면적의 임의의 소정 부분을 커버할 수 있는데, 불연속 중합체 영역(14)은 기재(10)의 표면 전부를 커버하는 것은 아님을 이해해야 한다. 불연속 중합체 영역에 의해 차지된 표면적 백분율의 약간의 변화는, 예를 들어 계류 중인 미국 특허 출원 번호 제09/257,447호(발명의 명칭: 불연속 스템(stem) 영역이 구비된 웹, 1999년 2월 25일 출원; 국제 특허 공개 WO 00/50229호로 공개됨)에 기재된 바와 같을 수 있다.
또한, 불연속 중합체 영역(14)이 서로 단락된 것으로 도시되어 있지만, 본 발명의 시스템 및 방법으로 제조된 일부 복합 웹은 불연속 중합체 영역을 형성하는 데 사용되는 열가소성 조성물의 비교적 얇은 표피층을 포함할 수 있음을 이해해야 한다. 그러한 표피층은 어떤 경우에는 복합 웹 상의 불연속 중합체 영역의 일부 또는 전부를 연결할 수 있다. 그러나 예를 들어 표피층이 열가소성 탄성중합체 조성물로 형성되는 경우 표피층 내 중합체 물질의 양은 더 두꺼운 불연속 중합체 영역(14) 외부의 기재(10)의 탄성에 유의적인 영향을 주기에 불충분할 것이다.
본 발명의 복합 웹과 관련하여 사용되는 기재는 다양한 구조를 가질 수 있다. 예를 들어, 기재는 직포 재료, 부직포 재료, 편직포 재료, 종이, 필름 또는 닙 포인트를 통하여 공급될 수 있는 임의의 다른 연속 매체일 수 있다. 기재는 매우 다양한 특성, 예컨대 신장성, 탄성, 가요성, 정합성, 통기성, 다공성, 강성 등을 가질 수 있다. 또한, 기재는 편평한 평면 시트 구조로부터의 주름형, 파형 또는 다른 변형을 포함할 수 있다.
일부 경우에서, 기재는 일정 수준의 신장성 및 일부 경우에서 탄성을 나타낼 수 있다. 바람직할 수 있는 신장성 웹은 초기 항복 장력이 약 50 gm/cm 이상, 바람직하게는 약 100 gm/cm 이상일 수 있다. 또한, 신장성 웹은 신장성 부직포 웹인 것이 바람직할 수 있다.
본 발명과 관련하여 사용될 수 있는 부직포 웹의 적당한 제조 공정으로는 에어레잉, 스펀본드, 스펀레이스, 본디드 멜트 블로운 웹 및 본디드 카디드 웹 형성 공정이 있으나, 이들로 한정되는 것은 아니다. 스펀본드 부직포 웹은 방적돌기 내 일련의 미세 다이 오리피스로부터 필라멘트로서 용융 열가소물을 압출함으로써 제조된다. 압출된 필라멘트의 직경은, 예를 들어 비인출(non-eductive) 또는 인출 유체 연신, 또는 미국 특허 제4,340,563호(Appel 등); 제3,692,618호(Dorschner 등); 제3,338,992호 및 제3,341,394호(Kinney); 제3,276,944호(Levy); 제3,502,538호(Peterson); 제3,502,763호(Hartman) 및 제3,542,615호(Dobo 등)에 기재된 것과 같은 다른 공지된 스펀본드 메카니즘에 의하여 장력 하에 급격하게 감 소된다.
또한, 부직포 웹 층은 본디드 카디드 웹으로부터 제조될 수 있다. 카디드 웹은 분리된 스테이플 섬유로부터 제조되는데, 섬유는 스테이플 섬유를 기계 방향으로 분리 및 정렬시키는 소모(combing) 또는 소면(carding) 유닛을 통하여 전사되어 대체로 기계 방향으로 배향된 섬유상 부직포 웹을 형성한다. 그러나, 무작위화기를 사용하여 이 기계 방향 배향을 감소시킬 수 있다.
일단 카디드 웹이 형성되면, 1 이상의 몇 가지 결합 방법에 의해 결합되어 적당한 인장 특성을 제공한다. 한 가지 결합 방법은 분말 결합법인데, 여기서 분말 접착제는 웹에 걸쳐 분포된 다음, 통상 고온 공기로 웹 및 접착제를 가열함으로써 활성화된다. 다른 결합 방법은 패턴 결합법인데, 여기서 가열된 캘린더 롤 또는 초음파 결합 장치가 사용되어, 웹이 필요에 따라 그 전체 표면을 가로질러 결합될 수도 있지만, 통상 국소화된 결합 패턴으로 섬유를 함께 결합시킨다. 일반적으로, 웹의 섬유가 서로 더 많이 결합될수록, 부직포 웹의 인장 특성은 더 커진다.
에어레잉은 본 발명에 유용한 섬유상 부직포 웹을 제조할 수 있는 다른 공정이다. 에어레잉 공정에서, 통상 길이가 약 6 ∼ 약 19 mm 범위인 소형 섬유 다발은 분리되고 공기 공급기에 탑재된 다음, 종종 진공 공급기의 도움으로 성형 스크린에 침적된다. 그 다음, 무작위적으로 침적된 섬유는, 예를 들어 고온 공기 또는 분무 접착제를 사용하여 서로 결합시킨다.
멜트블로운 부직포 웹은 다중 다이 오리피스로부터 열가소성 중합체를 압출함으로써 형성될 수 있는데, 중합체 용융물 스트림은 중합체가 다이 오리피스로부 터 나오는 위치에서 다이의 두 면을 따라 고온 고속 공기 또는 증기에 의해 즉시 희석된다. 형성된 섬유는 수집 표면 위에 수집되기 전에 형성된 난류성 기류에서 응집성 웹으로 얽히게 된다. 일반적으로, 본 발명에 대하여 충분한 보전성 및 강도를 제공하기 위하여, 멜트블로운 웹은, 예컨대 전술한 바와 같은 공기 결합, 열 또는 초음파 결합에 의하여 더 결합되어야 한다.
웹은, 예를 들어 국제 특허 공개 WO 96/10481호(Abuto 등)에 개시되어 있는 바와 같이 스킵 슬리팅에 의해 신장성으로 만들 수 있다. 탄성 신장성 웹이 요망되는 경우, 슬릿을 단락시키고, 일반적으로 웹이 임의의 탄성 성분에 부착되기 전에 웹 상에서 절단한다. 보다 어렵기는 하지만, 비탄성 웹을 탄성 웹에 적층한 후 비탄성 웹 층에 슬릿을 형성하는 것도 가능하다. 비탄성 웹 내 슬릿의 적어도 일부분은 탄성 웹 층의 신장성 또는 탄성의 소정 방향(적어도 제1 방향)에 대체로 수직(또는 실질적으로 수직 벡터를 가짐)이어야 한다. 대체로 수직이란, 선택된 슬릿 또는 슬릿들의 종축과 신장성 방향 간의 각이 60∼120도임을 의미한다. 충분한 수의 상기 슬릿은 전체 적층체가 탄성이 되도록 대체로 수직이다. 2 방향으로 슬릿을 구비하는 것은 탄성 적층체가 2 이상의 상이한 방향으로 탄성을 나타내도록 하고자 하는 경우에 유리하다.
또한, 본 발명과 관련하여 사용되는 부직포 웹은 미국 특허 제4,965,122호; 제4,981,747호; 제5,114,781호; 제5,116,662호; 및 제5,226,992호(모두 Morman)에 기재된 바와 같은 네킹 또는 가역적으로 네킹된 부직포 웹일 수 있다. 이러한 구체예에서, 부직포 웹은 신장성의 소정 방향에 수직인 방향으로 연신된다. 부직포 웹 이 이러한 연신된 조건으로 설정될 경우, 이는 신장성 방향으로 연신 및 회복 특성을 가질 것이다.
본 발명과 관련하여 사용되는 기재는 용융 열가소성 조성물이 기재의 주 표면 중 한 쪽에 구비된 경우에 용융 열가소성 조성물이 기재의 다공성 표면의 일부에 침윤 및/또는 캡슐화할 때 용융 열가소성 조성물과 기재 사이에 기계적 결합이 형성되도록 기재의 주 표면 중 한 쪽 또는 양 쪽 상에 약간의 다공성을 나타내는 것이 바람직할 수 있다. 본 발명과 관련하여 사용되는 "다공성"이란 용어는 내부에 공극이 형성된 구조물을 포함할 뿐만 아니라, 용융 열가소성 조성물을 섬유 사이의 틈에 침윤시킬 수 있는 섬유의 집합(예컨대, 직포, 부직포, 편직포 등)으로 형성된 구조물을 포함한다. 다공성 표면이 섬유를 포함하는 경우, 열가소성 조성물은 기재의 표면 상의 섬유 또는 섬유의 일부분을 캡슐화하는 것이 바람직할 수 있다.
본원에서 사용되는 "섬유"란 용어는 무한한 길이의 섬유(예, 필라멘트) 및 불연속 길이의 섬유, 예를 들어 스테이플 섬유를 포함한다. 본 발명과 관련하여 사용되는 섬유는 다성분 섬유일 수 있다. "다성분 섬유"란 용어는 섬유 횡단면에서 적어도 두 개의 별개의 세로 방향 동연성 구조화 중합체 도메인을 갖는 섬유를 말하며, 도메인이 분산, 무작위 또는 비구조화되는 경향이 있는 블렌드와는 대조적이다. 따라서 별개의 도메인은 상이한 중합체 부류(예, 나일론 및 폴리프로필렌)로 형성되거나 또는 동일한 중합체 부류(예, 나일론)이지만 그 성질 또는 특성이 상이한 중합체로 형성될 수 있다. 따라서 "다성분 섬유"란 용어는 동심 및 편심 외피-코어 섬유 구조, 대칭 및 비대칭의 사이드 바이 사이드(side-by-side) 섬유 구조, 해중도(island-in-sea) 구조, 파이 웨지(pie-wedge) 섬유 구조, 및 이들 구조의 공동 섬유를 포함하지만 이에 국한되는 것은 아니다.
기재 내 재료(들)의 유형 및 구조는 용융 열가소성 조성물이 적용되는 적당한 기재를 선택할 때 고려해야 한다. 일반적으로, 그러한 재료는 열가소성 조성물을 기재로 전사하는 단계 중에 경험하게 되는 온도 및 압력 하에 용융, 연화, 또는 다른 방식으로 붕괴되지 않는 유형 및 구조를 가진다. 예를 들어, 기재는 공정 중에 떨어지지 않도록 충분한 내부 강도를 가져야 한다. 기재는 전사 롤로부터 무결하게 분리하기 위하여 전사 롤의 온도에서 기계 방향으로 충분한 강도를 갖는 것이 바람직하다.
본 발명의 다양한 횡단면도에 도시된 기재는 단층 구조로서 예시되어 있지만, 기재는 단층 또는 다층 구조일 수 있음을 이해해야 한다. 다층 구조가 사용되는 경우, 다양한 층들은 동일하거나 상이한 특성, 구조 등을 가질 수 있다. 이러한 변형 중 일부는, 예컨대 계류 중인 미국 특허 출원 번호 제09/257,447호(발명의 명칭: 불연속 스템 영역이 구비된 웹, 1999년 2월 25일 출원; 국제 특허 공개 WO 00/50229호로 공개됨)에 기재된 바와 같을 수 있다.
불연속 중합체 영역(14)은 매우 다양한 상이한 열가소성 중합체 재료로 형성될 수 있다. 본 발명의 방법과 관련하여 사용되는 열가소성 조성물은 후술되는 바와 같은 중합체 전사 롤에 형성된 함몰부로 유동하거나 진입할 수 있어야 한다. 더욱이, 열가소성 조성물은 비교적 고도의 성형성, 즉, 적당한 온도 및 압력 조건에 적용될 때 유입되어, 바람직하게는 공동의 형상을 취할 수 있는 능력도 나타낼 것이 요망될 수 있다.
적당한 열가소성 조성물은 용융 가공 가능한 것들이다. 그러한 중합체는 적어도 부분적으로 함몰부를 충전하기에 충분한 유동성이 있는 것이며, 용융 공정 중에 유의적으로 붕괴되지 않는다. 광범위한 열가소성 조성물은 함몰부의 기하 구조 및 공정 조건에 따라 본 발명의 공정에 사용하기에 적당한 용융 및 유동 특성을 갖는다. 또한, 용융 가공성 재료 및 가공 조건은 열가소성 조성물을 기재로 전사하는 것이 요망될 때까지 열가소성 조성물의 임의의 점탄성 회복 특성이 열가소성 조성물로 하여금 함몰부의 벽(들)으로부터 유의적으로 퇴거되지 않도록 선택하는 것이 바람직하다.
본 발명과 관련하여 사용되는 바와 같이, "열가소성 물질"(및 이의 변형)은 열에 노출되었을 때 연화되고, 실온으로 냉각될 때 그 원래 상태 또는 거의 원래 상태로 복귀하는 중합체 또는 중합체 조성물을 의미한다.
본 발명과 관련하여 사용될 수 있는 열가소성 조성물의 몇 가지 예로는 폴리우레탄, 폴리올레핀(예컨대, 폴리프로필렌, 폴리에틸렌 등), 폴리스티렌, 폴리카르보네이트, 폴리에스테르, 폴리메타크릴레이트, 에틸렌 비닐 아세테이트 공중합체, 에틸렌 비닐 알콜 공중합체, 폴리염화비닐, 아크릴레이트 변성 에틸렌 비닐 아세테이트 중합체, 에틸렌 아크릴산 공중합체, 나일론, 플루오로카본 등이 있으나, 이들로 한정되는 것은 아니다. 이러한 물질은 탄성중합체 또는 비탄성중합체(예컨대, 폴리카르보네이트, 폴리메타크릴레이트 및 폴리염화비닐)일 수 있다.
본 발명의 복합 웹과 관련하여 기재 상에 형성된 불연속 중합체 영역 중 적어도 하나 이상은 열가소성 탄성중합체 조성물로 형성된다. 열가소성 탄성중합체는 용융되고, 냉각시 그 원래 상태 또는 거의 원래 상태로 복귀되며, 주위 조건(예컨대, 상온 및 상압)에서 탄성을 나타내는 중합체 조성물이다. 본 발명과 관련하여 사용되는 바와 같이, "탄성중합성"은 물질이 연신된 후 실질적으로 그 원형을 회복하는 것을 의미한다. 또한, 탄성중합체 재료는 변형 및 이완 후 단지 작은 영구 경화를 유지하는 것이 바람직할 수 있는데, 상기 경화는 중간 연신, 예컨대 50%에서 원래 길이의 약 30% 이하가 바람직하고, 20% 이하가 보다 바람직하다. 탄성중합체 재료는 순수 탄성중합체, 및 실온에서 여전히 실질적인 탄성중합체 특성을 나타내는 탄성중합체 상 또는 성분과의 블렌드일 수 있다. 미국 특허 제5,501,679호(Krueger 등)는 본 발명과 관련한 사용에 고려될 수 있는 탄성중합체 재료에 관한 추가 논의를 제공한다.
열가소성 탄성중합체 조성물은 1 이상의 중합체를 함유할 수 있다. 예를 들어, 열가소성 탄성중합체 조성물은 이 조성물이 실온에서 탄성중합체 특성을 나타내도록 탄성중합체 상과의 블렌드일 수 있다. 적당한 열가소성 열가소성 중합체로는 블록 공중합체, 예컨대 통상의 A-B 또는 A-B-A 블록 공중합체(예컨대, 스티렌-이소프렌-스티렌, 스티렌-부타디엔-스티렌, 스티렌-에틸렌-부틸렌-스티렌 블록 공중합체), 탄성중합 폴리우레탄, 올레핀계 탄성중합체, 특히 탄성중합 에틸렌 공중합체(예컨대, 에틸렌 비닐 아세테이트, 에틸렌/옥텐 공중합체 탄성중합체, 에틸렌/프로필렌/디엔 삼원공중합체 탄성중합체), 뿐만 아니라 이들 서로의 혼합물, 다른 열가소성 탄성중합체와의 혼합물 또는 열가소성 비탄성중합체와의 혼합물이 있다.
또한, 본 발명과 관련하여 사용되는 열가소성 조성물은 소정 효과를 위해 다양한 첨가제와 배합될 수 있다. 이들의 예로는 충전제, 점도 감소제, 가소제, 점착성 부여제, 착색제(예컨대, 염료 또는 안료), 산화방지제, 대전방지제, 결합 보조제, 블로킹 방지제, 활제, 안정화제(예컨대, 열 및 자외선), 발포제, 미소구, 유리 버블, 보강 섬유(예컨대, 미세섬유), 내부 방출제, 열 전도성 입자, 전기 전도성 입자 등이 있다. 열가소성 조성물에 유용할 수 있는 그러한 물질의 양은 그러한 물질을 가공하고 사용하는 분야의 숙련자라면 용이하게 결정할 수 있다.
도 2 및 3은 다수의 불연속 중합체 영역 (114a) 및 (114b)가 위치하는 기재(110)를 포함하는 본 발명에 따라 제조된 복합 웹의 또다른 구체예를 도시한다. 기재(110)는 기재(110)의 폭을 가로질러 연장되는 주름(102)을 포함한다(이때 폭은 기재(110)의 대향 단부(111)에 의해 한정된다).
불연속 중합체 영역 (114a)는 기재(110)의 길이를 따라 연장되어, 불연속 중합체 영역 (114a)가 도 2 및 3에서 볼 수 있듯이 다수의 주름(102)에 걸쳐 존재하는 불연속 중합체 영역의 한 예이다. 불연속 중합체 영역 (114b)는 기재(110)에 형성된 단지 하나의 주름(102)에 걸쳐 존재하는 더 작은 불연속 중합체 영역의 예이다.
불연속 중합체 영역 (114a) 및/또는 (114b)가 열가소성 탄성중합체 조성물로 형성되는 경우, 이들은 주름(102)이 펼쳐지는 것을 방지하거나 또는 주름(102)이 펼쳐지도록 기재(110)가 연신되는 경우 주름을 접힌 상태로 회복시키는 작용을 할 수 있다.
더 작은 불연속 중합체 영역(114b)은 그 형태가 타원형이지만, 불연속 중합체 영역은 임의의 원하는 형태, 예를 들어 사각형, 장방형, 육각형 등으로 제공될 수도 있음을 이해할 것이다. 이러한 형태는 인정되는 기하학적 형태일 수도 있고 아닐 수도 있지만, 불규칙한 둘레를 갖도록 무작위로 형성될 수도 있다. 또한, 형태는 반드시 실질 형태일 필요는 없으나, 열가소성 조성물이 전혀 전사되지 않은 형태 내에 형성된 공극을 포함할 수 있다. 또다른 대안으로, 불연속 중합체 영역의 일부 또는 전부는 인디시아, 즉, 문자, 숫자 또는 기타 그래픽 기호의 형태일 수 있다.
도 4A는 본 발명의 원리에 따라 기재(210)의 한 표면 위로 불연속 중합체 영역을 제공하는 한 가지 시스템 및 방법의 사시도이다. 도 4A에 도시된 시스템은 시스템을 통과하는 웹 경로를 한정하는 기재(210)를 포함한다. 이 기재(210)는 다양한 롤 상에서 회전 화살표에 의해 표시되는 하류 방향으로 시스템을 통과하여 이동한다. 공급기로부터 풀리거나 또는 다른 방식으로 제공된 후(예를 들어 기재(210)는 도 4에 도시된 시스템과 한 라인 내에서 제조될 수 있다), 기재(210)는 지지 롤(220)과 전사 롤(230) 사이에 형성된 전사 닙으로 유도된다.
기재(210) 상에 불연속 중합체 영역을 제공하는 방법은 외면(232)에 형성된 하나 이상의 함몰부(234)를 포함하는 전사 롤(230)의 외면(232)에 용융 열가소성 조성물의 공급물을 전사하는 단계를 포함한다. 용융 열가소성 조성물(241)은 트로프(trough)(240) 형태의 전달 장치(또는 기타 공급 장치, 예를 들어 압출기, 기어 펌프 등)에 의해 전사 롤(230)의 외면(232)으로 공급된다. 과량의 용융 열가소성 조성물은 전사 롤(230)의 외면(232)에 대해 작용하는 닥터 블레이드(242)로 외면(232)으로부터 닦아내거나 제거한다. 전사 롤(230)의 외면(232)으로부터 열가소성 조성물 전부를 제거하는 것이 이상적이긴 하지만, 열가소성 조성물 중 일부는 닥터 블레이드(242)로 닦아낸 후에도 외면(232)에 잔류해도 좋다.
전사 롤(230)의 외면(232)에 형성된 함몰부(234)는 바람직하게는 용융 열가소성 조성물이 전사 롤(230)의 외면(232)에 침적될 때 용융 열가소성 조성물의 일부분을 수용한다. 함몰부(234)가 용융 열가소성 조성물이 침적되는 동안 또는 이 침적에 의해 완전히 충전되지 않는다면, 전사 롤(230)의 외면(232) 상에서의 닥터 블레이드(242)의 닦아내는 작용은 용융 열가소성 조성물로 함몰부를 거의 충전하도록 보조할 수 있다.
도 4A는 전사 롤(230)을 사용하여 단지 1종의 열가소성 조성물을 적용하는 것을 도시하고 있지만, 2종 이상의 상이한 열가소성 조성물이 전사 롤(230)의 외면에 적용될 수 있음을 이해할 것이다. 도 4B는 축(331) 둘레를 회전하는 전사 롤(330)의 표면에 3종의 용융 열가소성 조성물을 (구역 A, B & C로) 전사하는 데 트로프(340)가 이용되는 한 가지 시스템의 일부분을 도시한다. 트로프(340)는, 예를 들어 배리어(342)를 포함하여, 처리 중에 트로프(340)의 서로 다른 구역의 용융 열가소성 조성물이 혼합되지 않도록 할 수 있다. 또다른 대안으로, 분리된 트로프 및 별개의 트로프를 전사 롤(330)에 적용되어질 각각의 상이한 열가소성 조성물에 사용할 수 있다. 트로프 또는 구역은, 예를 들어 롤(330)에 탄성중합체 및 비열가소성 탄성중합체 조성물을 동시에 전사하는 데 이용할 수 있다.
전사 롤(330)은 또한 상이한 용융 열가소성 조성물이 적용될 수 있는 상이한 세트의 함몰부 (334a), (334b) 및 (334c)를 포함한다. 전사 롤(330) 상의 상이한 구역 내의 함몰부는 서로 다른 형상이며, 상이한 크기와 상이한 간격을 보유할 수 있다. 예를 들어, C 구역 내의 삼각형 함몰부는 불규칙한 비반복 패턴으로 배열되는 반면, A & B 구역 내의 함몰부는 규칙적인 반복 패턴으로 배열된다.
도 4B의 시스템을 이용하여 상이한 열가소성 조성물을 사용하여 단일 기재 상에 상이한 세트의 불연속 중합체 영역을 형성할 수 있다. 그 결과 열가소성 조성물은 복합 웹을 사용하여 제조된 완성된 물품의 제조 성능 또는 최종 용도 성능과 관련된 상이한 다수의 특성 중 어느 것에 대하여 선택할 수 있다.
도 4A에 도시된 시스템에서 다양한 롤의 온도 조절은 원하는 제품을 얻는 데 유용할 수 있다. 예를 들어 전사 롤(230)의 외면(232)을 기재(210)로 전사된 열가소성 조성물의 용융 온도 또는 그 이상의 특정 온도로 가열하는 것이 바람직할 수 있다. 전사 롤(230)을 가열하는 것 역시 용융 열가소성 조성물에 의한 함몰부(234)의 충전을 증강시킬 수 있다.
용융 열가소성 조성물(241)은 트로프(240) 내에서 자체로 가열되기 때문에, 닥터 블레이드(242)는 일반적으로 용융 열가소성 조성물에 의해 가열된다. 대안으로, 용융 열가소성 조성물(241)을 함유하는 트로프(240)와는 별도로 닥터 블레이드(242)의 온도를 조절하는 것이 바람직할 수 있다. 예를 들어, 닥터 블레이드(242)를 용융 열가소성 조성물의 용융 온도 이상의 온도로 가열하는 것이 바람직할 수 있다.
도 4C는 닥터 블레이드(242) 및 전사 롤(230) 내 함몰부(234) 간의 한 가지 관계를 도시하는 확대 부분 횡단면도이다. 조절될 수 있는 닥터 블레이드(242)의 또다른 특성은 전사 롤(230)의 외면을 따르는 두께 또는 길이(243)이다(전사 롤의 기계 방향 또는 회전 방향으로 측정함). 예를 들어 더 두껍거나 더 긴 닥터 블레이드(242)는 용융 열가소성 조성물의 함몰부(234) 내 체류 기회를 증가시켜 함몰부의 충전을 향상시키는 것을 보조할 수 있다. 닥터 블레이드(242)의 길이를 변화시키는 것 외에도, 전사 롤(230) 상에 가해지는 압력 또는 힘은, 예를 들어 용융 열가소성 조성물의 특성, 전사 롤 특성 등을 비롯하여 다양한 요인에 기초하여 조정할 수도 있다.
함몰부(234)를 소정의 용융 열가소성 조성물로 적어도 부분적으로 충전하고, 전사 롤(230)은 함몰부(234)와 그들이 함유하고 있는 용융 열가소성 조성물이 전사 닙(즉, 전사 롤(230) 및 지지 롤(220)에 의해 형성된 닙)에서 지지 롤(220)에 대하여 기재(210)와 가압 접촉될 때까지 계속 회전시킨다. 이 지점에서, 기재(210)에 대한 함몰부(234) 내의 용융 열가소성 조성물의 전사가 시작된다. 특정 조건하에서는 함몰부(234) 내의 열가소성 조성물의 일부만이 기재(210)에 전사될 수 있음을 이해하여야 한다.
용융 열가소성 조성물이 침적된 하나 이상의 다공성 주 표면을 포함하는 기재(210)를 본 발명과 관련하여 사용할 경우, 기계적 결합은 기재(210)의 다공성 표면으로 용융 열가소성 조성물이 침윤됨으로써 형성되는 것이 바람직하다. 본 발명과 관련하여 사용되는 "다공성"이란 용어는 그 안에 형성된 공극을 포함하는 구조 물뿐 아니라, 용융 열가소성 조성물의 침윤을 허용하는 섬유의 집합으로 형성된 구조물(예, 직포, 부직포, 또는 편직포)를 모두 포함한다.
전사 롤(230) 및 지지 롤(220) 간의 닙 압력은 불연속 중합체 영역 내의 열가소성 조성물의 일부분이 다공성 기재(210)의 일부분으로 침윤하고/하거나 이를 캡슐화하여 기재(210)에 대한 불연속 중합체 영역의 부착성을 향상시키기에 충분한 것이 바람직하다. 기재(210)의 표면이 섬유를 포함하는 경우(예를 들어 기재(210)가 그 주 표면 상에 직포, 부직포, 또는 편직포 재료를 포함하는 경우), 기재(210)에 대한 불연속 중합체 영역의 부착성을 향상시키기 위해 기재(210)의 표면 상의 적어도 일부 섬유의 전부 또는 일부분을 캡슐화하는 것이 바람직할 수 있다.
어떤 조건하에서는 함몰부(234) 내의 용융 열가소성 조성물은, 예를 들어 기재(210)가 그 두께를 통해 다공성인 경우, 기재(210)를 완전히 투과할 수 있다. 다른 경우에는 용융 열가소성 조성물의 투과는 기재(210)의 외층(들)에 국한될 수 있다.
그러나 기재(210)의 외면이 약간의 다공성을 나타낼 수 있을지라도, 다공성이 반드시 기재(210)의 전체 두께에 걸쳐 연장될 필요는 없음을 이해해야 한다. 예를 들어 기재(210)는 다양한 상이한 층들을 보유할 수 있으며, 이때 층들 중 하나는 실질적으로 비다공성이다. 또다른 예로서, 기재(210)의 전체 두께를 전체적으로 비다공성으로 만들 수 있는데, 단, 기재(210)의 외면은 전술한 바와 같이 약간의 다공성을 나타낸다.
지지 롤(220)은 기재 재료의 유형 및/또는 처리되는 용융 열가소성 조성물의 유형에 따라 다양한 상이한 특성들을 보유할 수 있다. 몇몇 경우에는 지지 롤(220)의 외부는 전사 롤(230)의 형태에 정합되는 고무 또는 기타 정합성 재료일 수 있다. 고무와 같은 정합성 재료가 사용될 경우, 이것은, 예를 들어 약 10-90 쇼어 A의 듀로미터를 보유할 수 있다.
전사 닙에서의 이러한 변형 중 한 가지가 도 4D에 도시되어 있는데, 여기에는 정합성 지지 롤(330)이 함몰부(334)로 기재(310)의 일부분(및 그 안에 함유된 열가소성 조성물(341))을 가압하는 것으로서 도시되어 있다. 함몰부(334)에 대향하는 기재(310)의 표면이 다공성인 경우, 용융 열가소성 조성물(341)의 일부분은 기재(310)의 다공성 표면으로 가압 삽입되거나 침윤될 수 있다. 기재(310)를 함몰부로 가압 삽입하는 것은, 기재(310)와 용융 열가소성 조성물(341) 간의 접촉 가능성을 향상시키기 위해 함몰부(334)가 용융 열가소성 조성물로 완전히 충전되지 않는 경우에 특히 유용할 수 있다.
대안으로, 기재의 표면은 교합 지지 롤을 사용하여 전사 롤 상의 함몰부로 가압 삽입할 수 있다. 전사 닙에서의 이러한 변형이 도 4E에 도시되어 있으며, 여기에서는 지지 롤(320')은 전사 롤(330') 상의 함몰부(334')와 상보적이거나 교합하는 돌출부(322')를 포함한다. 돌출부(322')는 바람직하게는 도 4D와 관련하여 전술한 것과 동일한 결과 및 이점을 지니고 함몰부로 기재를 가압 삽입한다. 교합 지지 롤(320')은 임의의 적합한 정합성 재료, 비정합성 재료, 또는 정합성 재료 또는 비정합성의 조합으로 형성될 수 있다.
전사 롤의 가열 또는 기타 온도 조절에 대해서는 전술하였다. 지지 롤의 외면 온도를 조절할 수 있다는 것도 이해하여야 한다. 예를 들어, 지지 롤의 표면을 전사 롤의 온도보다 낮은 특정 온도로 냉각시키는 것이 바람직할 수 있다. 지지 롤의 냉각은 기재의 보전성을 유지하는 데 있어서 이익이 될 수 있으며, 특히, 기재 보전성이 전사 롤(전사 롤이 가열될 경우) 및/또는 전사 롤의 함몰부 내의 용융 열가소성 조성물의 가열로 인하여 분해될 수 있는 경우에 유익하다.
지지 롤(220)과 전사 롤(230) 간에 형성된 전사 닙을 통과한 후, 기재(210)는 도 4A에 도시된 바와 같이 지지 롤(220) 둘레로 이어진다. 몇몇 경우에는 기재(210)가 전사 롤(230)로부터 분리되는 동안 함몰부 내의 용융 열가소성 조성물의 일부분이 함몰부(234) 내에 잔류할 수 있다. 그 결과 함몰부(234) 내의 용융 열가소성 조성물은 전사 롤(230)의 함몰부와 기재(210) 사이에서 연신 또는 신장되는 경향이 있을 수 있다.
도 4A에 도시된 열선(244)과 같은 장치를 사용하여, 기재(210)가 전사 롤(230)로부터 분리됨에 따라 형성될 수 있는 열가소성 조성물의 임의의 가닥을 절단할 수 있다. 임의의 용융 열가소성 조성물 가닥의 원하는 절단을 달성하기 위해 다른 장치 및/또는 기법을 이용할 수 있다. 비제한적인 예로 고온 공기 나이프, 레이저 등을 들 수 있다. 또한, 특정 조건하에서는 제조 중에 열가소성 조성물이 신장되는 현상에 직면하지 않을 수 있다.
기재가 전사 닙을 빠져나옴에 따라 함몰부(234) 내의 용융 열가소성 조성물이 신장하는 경향은 본 발명에 따른 공정을 진행할 때 고려되어야 하는 또다른 문제점을 발생시킨다. 이러한 문제점은 기재(210)의 내부 응집력 및/또는 장력이다. 이 문제점은 기재(210)가 이 기재가 전사 롤(230)로부터 분리될 때 가해지는 힘에 의해 기재의 나머지 부분으로부터 분리될 수 있는 섬유성 구조물(예, 직포, 부직포, 또는 편직포 섬유)를 포함하는 경우에 더 심각하게 작용할 수 있다. 이러한 고려 사항은 용융 열가소성 조성물이, 용융 열가소성 조성물의 가닥이 기재(210) 상에 기재(210)의 내부 응집력 및/또는 장력을 초과하는 힘을 가할 수 있도록 하는 특성(예, 점착성, 장력 등)을 보유할 경우에 더욱 중요하게 작용할 수 있다.
예를 들어, 기재(210)가 수지 결합형 부직물 부분을 포함할 경우 전사 롤(230) 및/또는 용융 열가소성 조성물의 온도는 수지의 용융 온도 이상으로 상승되어, 기재(210)의 내부 응집력 및/또는 장력을 파괴할 가능성이 있다. 대안으로, 부직포 기재는 전사 롤(230) 및/또는 용융 열가소성 조성물의 온도와 유사한 용융 온도를 갖는 섬유를 포함함으로써 기재(210)의 내부 응집력 및/또는 장력을 잠재적으로 파괴할 수 있다.
어느 경우에나 롤 온도 및/또는 용융 열가소성 조성물 온도는 용융 열가소성 조성물을 전사하는 동안 기재의 보전성을 유지하도록 조절할 필요가 있을 수 있다. 예를 들어 지지 롤(220)을 냉각시키고, 기재(210)를 냉각시켜서 내부 응집력을 유지할 수 있다.
또다른 대안으로서, 전사 롤(230) 및/또는 지지 롤(220)의 가열은 기재(210)의 내부 응집력 및/또는 장력을 강화시키는 데 이용할 수 있다. 예를 들어 기재(210)가 다성분 섬유 또는 상이한 조성을 갖는 섬유를 포함하는 경우, 전사 롤(230)로부터 기재(210)로 용융 열가소성 조성물을 전사하는 동안 기재(210)를 가열함으로써 기재(210) 내의 섬유 또는 기타 성분들을 어느 정도 통합시킬 수 있다. 상기 통합은 기재(210) 위에 또는 내부에 표피층 또는 기타 강도 강화 구조를 형성함으로써 기재의 보전성을 향상시킬 수 있다. 몇 가지 대표적인 공정이 미국 특허 제5,470,424호(Issac 등)에 기재되어 있다.
지금까지 본 발명에 따른 복합 웹의 기본적인 특성과 이것의 제조 방법 및 시스템의 일부에 대해 기술하였으며, 본 발명의 구체적인 적용에 대해서는 지금부터 기술한다.
이러한 점에서 도 5는 본 발명에 따라 제조된 하나 이상의 구성요소를 포함할 수 있는 1회용 기저귀(470)의 한 예를 도시한다. 기저귀(470)는 기저귀에 사용하기에 적합한 다양한 재료로 제조될 수 있는 본체(472)를 포함한다. 몇 가지 대표적인 기저귀 구조물이 미국 특허 제5,399,219(Roessler 등) 및 제5,685,873호(Bruemmer 등)에 개시되어 있다.
기저귀(470)는 패스닝 탭(474)을 포함하는데, 이 탭은 본체(472)로부터 측방향으로 연장되고, 기저귀 사용 중에 착용자 몸통 둘레로 물품의 허리 밴드 부분을 고정시키기 위한 하나 이상의 허리 밴드 부분(473)의 대향 측 단부에 연결된다. 패스닝 탭(474)은 본 발명의 원리에 따라 복합 웹으로 형성되는 것이 바람직하다.
기저귀(470)는 또한 기저귀(470)의 마주보고 있는 말단에 허리 밴드 부분(475)에 위치하는 패스닝 탭 수용 부위(476)를 포함한다. 패스닝 탭(474)은 착용자에게 기저귀를 유지시키기 위한 패스닝 탭 수용 부위(476)에 부착될 수 있다. 도 5에는 두 개의 수용 부위가 도시되어 있지만, 몇몇 예에서는 허리 밴드(475) 부 위에서 기저귀를 실질적으로 가로질러 연장되는 단일의 대형 수용 부위가 제공될 수 있음을 이해할 것이다.
패스닝 탭 수용 부위(476)는 패스닝 탭(474)을 유지하기에 적합한 임의의 구조물을 보유할 수 있다. 예를 들어, 패스닝 탭(474)이 그 위에 형성된 후크를 포함하는 경우, 수용 부위(476)는, 예를 들어 수용 부위(476) 상에 패스닝 탭(474)을 유지하기 위한 후크와 협력하는 루프 재료로 구성될 수 있다.
도 6∼8은 본 발명의 다양한 특징들을 예시하기 위해 기저귀(470)에 부착된 패스닝 탭(474) 중 한 가지의 다양한 도면을 보여준다. 패스닝 탭(474)은 상부에 다양한 상이한 불연속 중합체 영역이 위치하는 기재(410)를 포함한다. 상이한 불연속 중합체 영역은 상보적 표면(예, 도 5의 수용면(476))에 탭(474)을 부착시키기 위한 기계적 패스너(414a) 및 패스닝 탭(474)에 탄성을 제공하는 탄성 부재(414b)를 제공한다. 탭(474)은 바람직하게는 도 6에 도시된 연신축(478)을 포함한다.
불연속 중합체 영역(414a)은 탭(474)의 원위 말단 가까이에 제공된다. 도 7은 도 6의 7-7선 횡단면도로서, 불연속 중합체 영역(414a)의 기부(413)로부터 돌출된 구조물(412)을 도시한다. 도 7에 도시된 구체예에서, 구조물(412)은 다수의 캡핑 스템의 형태인 패스닝 구조물인데, 단, 다수의 다른 적합한 패스닝 구조물이 캡핑 스템 대신에 사용될 수 있다.
도시된 스템(412)은 불연속 중합체 영역(414a)의 기부(413) 및 그 아래의 기재(410)에 실질적으로 수직으로 배향되지만, 스템(412)의 정확한 형태 및 구조는 복합 웹의 의도하는 용도에 따라 달라질 수 있음을 이해할 것이다. 또한, 스템(412)의 전부가 동일한 크기 및 형상을 지니고 있는 것으로 도시되어 있지만, 패스닝 탭(474)의 의도하는 용도에 기초하여 여러 가지 상이한 크기 및/또는 형상의 스템이 제공될 수 있음을 이해할 것이다.
불연속 중합체 영역(414a)은 탄성 또는 비탄성 재료로 형성될 수 있지만, 불연속 중합체 영역(141a)이 또한 패스닝 탭(474)의 폭에 걸쳐 응력을 분포시키는 작용을 할 경우에는(이때 그 폭은 도 6에 도시된 연신축(478)에 대하여 대체로 횡방향으로 측정한다) 불연속 중합체 영역(414a)이 비탄성 재료로 제조되는 것이 바람직할 수 있다. 탭(474)의 네킹(necking) 또는 로핑(roping)을 감소 또는 방지하기 위해서는 탭(474)의 연신 중에 가해지는 힘을 분포시키는 것이 바람직할 수 있다. 힘 분포 역시 탭(474)의 폭을 가로질러 관찰되는 힘에 있어서 균일성을 향상시키는 데 도움이 될 수 있다.
패스닝 탭(474)은 또한, 바람직하게는 기재(410)가 비탄성일 경우 탭(474)에 탄성을 제공하는 탄성 부재로서 작용하는 불연속 중합체 영역(414b)을 포함한다. 기재(410)가 탄성인 경우, 불연속 중합체 영역(414b)은 여전히 탭(474)의 탄성을 강화시키는 탄성 부재로서 작용할 수 있다. 탄성 부재로서 작용하기 위해서는, 불연속 중합체 영역(414b)은 상기한 바와 같은 열가소성 탄성중합체 조성물로 형성된다.
기재(410)는 신장성인 것이 바람직하지만, 비신장성 기재(410)를, 예를 들어 기재(410)에 슬릿(406)을 제공함으로써 신장성으로 만들 수 있다. 바람직하게는 불연속 탄성 중합체 영역(414b) 중 적어도 하나가 슬릿(406)에 걸쳐 존재한다. 기재 에 신장성을 제공하거나 신장성을 향상시키기 위한 몇 가지 대표적인 슬릿 형성 공정은 국제 공개 공보 WO 96/10481(Abuto 등)에 기재되어 있다. 본 발명과 관련하여 사용되는 기재에 신장성을 제공하거나 신장성을 향상시키기 위해 다른 기법들을 이용할 수도 있다. 예를 들어 미국 특허 제4,223,059호(Schwarz) 및 제5,167,897호(Weber 등)에 기재된 기계적 연신 공정을 이용하여 신장성을 제공 또는 향상시킬 수 있다.
도시된 구체예에서 불연속 중합체 영역(414b)은 불연속 중합체 영역(414a)과 기재(410)의 동일 표면 상에 위치한다. 불연속 중합체 영역(414b) 각각은 실질적으로 연신축(478)을 따라 정렬된 길이를 포함한다. 본 발명의 목적상, 불연속 중합체 영역(414b)의 길이는 기재(410)의 표면을 따라 측정한 최장 직선 치수이다.
불연속 중합체 영역(414b)의 또다른 특징은 이들의 불균일한 또는 변화하는 폭이다. 도 6에서 알 수 있듯이, 불연속 중합체 영역 (414b)는 불연속 중합체 영역 (414a)로부터 멀어짐에 따라 더 넓어진다. 기재(410)의 표면 위의 불연속 중합체 영역(414b)의 높이 또는 두께가 일정하다면, 도 6에 도시된 변화하는 폭의 순 결과는 불연속 중합체 영역 (414a)로부터 멀어짐에 따라 불연속 중합체 영역 (414b) 내의 탄성중합체 재료의 양이 증가하는 것이다. 탄성중합체 재료의 변화량은, 예를 들어 연신축(478)을 따라 상이한 위치에 상이한 탄성 및/또는 연신 특성을 갖는 탭(747)을 제공할 수 있다. 불연속 중합체 영역(414b) 내의 탄성중합체 재료의 분포에 있어서의 다수의 다른 변화를 이용하여, 예를 들어 중합체 영역의 두께, 사용되는 재료 등을 조정하여 패스닝 탭(474)의 탄성 및/또는 연신 특성을 조정할 수 있다.
도 9는, 예를 들어 도 6∼8의 패스닝 탭(474)을 제조하는 데 이용될 수 있는 한 가지 시스템을 도시하는데, 이 경우 불연속 중합체 영역 전부가 기재(410)의 동일 표면 상에 위치한다. 이 시스템은 웹 경로의 우측 말단과 좌측 말단의 화살표 및 다양한 롤 상에 제공되는 회전 화살표에 의해 표시되는 바와 같이 그 시스템을 통해 이동하는 기재(410)를 포함한다.
기재(410)는 먼저 지지 롤(420a) 및 제1 전사 롤(430a)에 의해 형성된 제1 전사 닙으로 유도된다. 제1 전사 롤(430a)은 그 외면(432a)에 형성된 함몰부(434a)를 포함한다. 용융 열가소성 조성물 전달 장치(440a)는 전사 롤(430a) 위에 위치하여 소정의 용융 열가소성 조성물로 함몰부(434a)를 충전한다.
기재(410)가 제1 전사 닙을 통과하게 되면 이 기재는 상부에 위치된 불연속 중합체 영역(414a)을 포함한다. 패스닝 탭(474) 상의 불연속 중합체 영역(414a)은 패스닝 메카니즘을 제공하도록 상부에 형성된 몇몇 구조물을 포함하는 것이 바람직하기 때문에 불연속 중합체 영역(414a)을 포함하는 기재(410)는 성형 도구(450) 및 지지 롤(422)에 의해 제공되는 성형 닙으로 유도될 수 있다. 성형 닙은 도시된 시스템에서 전사 닙의 하류에 위치한다.
성형 도구(450)가 지지 롤(422)을 이용하여 성형 닙을 제공하는 것으로 도시되어 있지만, 대안으로, 전사 닙과 성형 닙을 동일한 지지 롤을 사용하여 성형할 수 있음을 이해해야 한다. 전사 닙과 성형 닙 둘 다에 대해 동일한 지지 롤을 사용하는 것은, 예를 들어 그 시스템에 대해 더 적은 시스템 부재 및/또는 바닥 면적이 필요하다는 점에서 유리할 수 있다.
전사 닙 및 성형 닙이 상이한 지지 롤을 사용하여 형성되는 시스템 및 방법에서는, 불연속 중합체 영역(414a) 내의 열가소성 조성물이 더 이상 성형 닙 내에서 구조물을 형성하도록 하기에 충분히 용융되지 않을 수 있다. 이러한 경우라면 기재(410) 상의 불연속 중합체 영역(414a)은 성형 닙에 통과시키기 전에 가열할 필요가 있다(예를 들어 접촉 또는 비접촉 열원에 의해).
성형 도구(450)는 롤의 형태로 제공되며, 그 표면에 형성된 캐비티(452)를 포함한다. 도 9에 도시된 것과 같은 성형 도구는 당업자에게 널리 공지되어 있다. 몇몇 성형 도구는, 예를 들어 미국 특허 제4,984,339(Provost 등), 제5,077,870호(Melbye 등), 제5,755,015호(Akeno 등), 제5,868,987호(Kampfer 등), 제6,132,660호(Kampfer), 제6,190,594 B1호(Gorman 등), 제6,287,665 B1호(Hammer) 등에 기재되어 있다.
성형 도구(450) 및/또는 지지 롤(422)은 성형 도구(450) 내의 캐비티(452)에 의한 불연속 중합체 영역의 성형을 촉진하기 위해, 형성되는 열가소성 조성물의 특성에 기초하여 선택된 온도로 가열 또는 냉각시킬 수 있다. 예를 들어 성형 과정을 촉진하기 위해 성형 도구(450)를 가열 또는 냉각시키는 것이 바람직할 수 있다. 공정 속도 및 기타 요인에 따라, 기재(410) 상에 위치하는 열가소성 조성물의 불연속 영역이 기재(410)에 전사될 때의 그 용융된 성질 중 일부를 보유할 수 있는 것 역시 이롭다.
어느 경우든지, 불연속 중합체 영역(414a) 내의 열가소성 조성물의 일부분은 성형 도구(450) 상의 캐비티(452)로 유입된다. 그 결과 도 9(도 6 및 7 역시 참조)에 도시된 스템과 같은 구조물이 기재(410) 상에 위치하는 불연속 중합체 영역(414a) 내에 형성될 수 있다.
몇몇 경우에는 기재(410) 상의 불연속 영역 내에 제공된 열가소성 조성물은 열가소성 조성물이 성형 도구(450) 내에 제공된 캐비티(452) 형상을 복제하도록 하는 특성(예, 점도 등)을 보유할 수 있다. 본원에서 사용되는 "복제한다"(및 그 변형)라는 용어는 열가소성 조성물에 의한 캐비티(452)의 형상의 완전한 복제뿐 아니라의 부분 복제를 포함한다. 다른 예로서, 상기 특성(예, 점도 등)은, 비록 그 형상이 성형 도구(450)에 의해 성형되기 전 열가소성 조성물의 형상과는 다르다 할지라도 전술한 바와 같은 캐비티(452) 형상을 복제하지 않는 형상으로 기재(410) 위로의 열가소성 조성물의 성형을 유도할 수 있다.
불연속 중합체 영역 (414a)의 전사 및 성형 후에, 기재(410)는 불연속 중합체 영역 (414b)가 기재(410) 위로 침적되는 위치인 제2 전사 닙으로 유도된다. 제2 전사 닙은 제2 전사 롤(430b) 및 지지 롤(420b)뿐 아니라 소정의 용융 열가소성 조성물로 전사 롤(430b)의 외면(432b)에 형성된 함몰부(434b)를 충전하기 위하여 전사 롤(430b) 상에 배치된 용융 열가소성 조성물 전달 장치(440b)를 포함한다.
기재(410)가 제2 전사 닙을 빠져나옴에 따라, 이 기재는 불연속 중합체 영역 (414a) 외에도 제2 세트의 불연속 중합체 영역 (414b)를 포함하는데, 이때 두 세트 모두 기재(410)의 동일 표면 상에 위치한다. 상이한 세트의 불연속 중합체 영역 (414a) 및 (414b)는 같거나 다른 열가소성 조성물로 제조될 수 있다.
기재(410)는 제2 전사 닙에 전달됨에 따라 불연속 중합체 영역(414a) 세트를 포함하기 때문에, 이것은, 예를 들어 도 4C 및 4D와 관련하여 기술한 지지 롤 구조가 전사 과정을 보조할 수 있는 추가적인 힘을 제공하는 데 이용될 수 있는 것이 바람직하다.
도 10은 적어도 부분적으로 도 9의 시스템을 이용하여 제조될 수 있는 한 가지 복합 웹(500)을 도시한다. 이 복합 웹(500)은 그 상부에 각종 상이한 불연속 중합체 영역 (514a) 및 (514b)를 포함한다. 또한, 이 복합 웹(500)은 도 6∼8과 관련하여 전술한 것과 유사한 다수의 상이한 패스닝 탭의 경계를 한정하는 분리선(517)을 포함한다. 분리선(517)은 원하는 패스닝 탭을 제공하기 위해 복합 웹(500)이 분리선(517)을 따라 분리될 경우 낭비를 감소시킬 수 있는 방식으로 불연속 중합체 영역 (514a) 및 (514b)을 포함하는 패스닝 탭의 둥지형(nested) 구조를 한정한다. 분리선(517)은 분리선을 따라 복합 웹(500)의 분리를 촉진하는 임의의 적합한 형태, 예를 들어 스코어 라인, 취약선, 천공선 등을 취할 수 있다.
복합 웹(500)은 바람직하게는 도 10에서 좌측에서 우측으로 연장되는 분리 직선(517)의 방향을 따라 연장되는 길이를 갖는다. 복합 웹(500)이 복합 웹(500)의 폭을 가로질러 단지 두 쌍의 둥지형 탭을 포함할지라도(이때 폭은 길이의 횡방향이다), 임의의 원하는 수의 둥지형 탭 쌍이 본 발명에 따른 단일 복합 웹에 제공될 수 있음을 이해할 것이다.
도 11∼13은 의복, 예를 들어 기저귀와 관련하여 사용될 수 있는 또다른 패스닝 탭(674)의 다양한 도면을 도시한 것이다. 이 패스닝 탭(674)은 각종 상이한 불연속 중합체 영역이 상부 및 내부에 위치하는 적층된 기재(610)를 포함한다. 상이한 불연속 중합체 영역은 패스닝 탭(674)에 탄성을 제공하기 위해 상보성 표면 및 탄성 부재(614b)에 탭(674)을 부착시키기 위한 기계적 패스너(불연속 중합체 영역(614a)을 포함함)를 제공한다. 탭(674)은 바람직하게는 도 11A에 도시된 연신축(678)을 포함한다.
불연속 중합체 영역(614a)의 형태인 기계적 패스너는 탭(674)의 원위 말단 가까이 제공된다. 도 12는 도 11A에서 12-12선을 따라 본 횡단면도로서, 불연속 중합체 영역(614a)으로부터 돌출된 구조물(612)(예, 후크)을 도시한다. 도 12에 도시된 구체예에서, 구조물(612)은 후크 형태이지만, 도시된 후크 대신에 다수의 다른 적합한 구조물을 이용할 수 있다. 탭(674)에 기계적 패스너를 제공하기 위해 사용되는 불연속 중합체 영역(614a)은 탄성중합체 또는 비탄성중합체 재료로 형성될 수 있다.
기재(610)가 비탄성인 경우 패스닝 탭(674)은 또한 탭(674)에 탄성을 제공하기 위해 바람직하게는 탄성 부재로서 작용하는 불연속 중합체 영역(614b)을 포함한다. 기재(610)가 탄성인 경우 불연속 중합체 영역(614b)은 여전히 탭(674)의 탄성을 강화시키는 탄성 부재로서 작용할 수 있다. 탄성 부재로서 작용하기 위해서는 불연속 중합체 영역(614b)은 상기한 바와 같은 열가소성 탄성중합체 조성물로 형성된다.
도시된 구체예에서 불연속 중합체 영역(614b)은 적층된 기재(610)의 기재 (610a)와 (610b) 사이에 위치한다. 이러한 구조는 탄성의 불연속 중합체 영역(614b)을 보호하기 위해, 그리고 탭(674)에 더 부드러운 감촉을 제공하기 위해 요구될 수 있다. 적층된 복합 웹을 제조하는 한 가지 방법 및 시스템을 도 4와 관련하여 아래에서 기술한다.
각각의 불연속 중합체 영역(614b)은 실질적으로 연신축(678)을 따라 정렬된 길이를 포함한다. 본 발명의 목적상, 불연속 중합체 영역(614b)의 길이는 기재(610)의 표면을 따라 측정하였을 때의 불연속 중합체 영역(614b)의 최장 직선 치수이다.
도 6에 도시된 가변 폭을 지닌 중합체 영역과는 달리, 중합체 영역(614b)은 그 길이에 걸쳐 대체로 일정하다. 그러나 상이한 길이를 갖는 더 많은 불연속 중합체 영역을 제공하여, 연신축(678)을 따라 불연속 중합체 영역(614a)으로부터 멀어짐에 따라 그들의 부피 또는 질량 합이 더 커지도록 함으로써 가변 탄성 및/또는 신도를 얻을 수 있다. 기재(610)의 두께를 통해 측정한 불연속 중합체 영역(614b)의 높이 또는 두께가 일정한 경우, 도 11A에 도시된 순수한 정렬 결과는 불연속 중합체 영역 (614b) 내의 탄성중합체 재료의 양이 불연속 중합체 영역 (614a)로부터 멀어짐에 따라 증가하는 것이다. 탄성중합체 재료의 다양한 부피는, 예를 들어 연신축(678)을 따라 이동함에 따라 변화하는 다양한 탄성 및/또는 연신 특성을 갖는 탭(674)을 제공할 수 있다. 불연속 중합체 영역(614b) 내의 탄성중합체 재료의 분포에 있어서의 다른 다수의 변화를 이용하여, 예를 들어 두께, 재료 등을 변화시켜 패스닝 탭(674)의 탄성 및/또는 연신 특성을 조정할 수 있다.
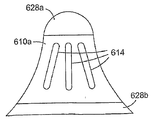
도 11 및 13 역시 기재(610) 상에 제공된 결합 부위(628)의 형태로 또다른 선택적인 형상을 도시한다. 결합 부위(628)를 제공하여 더 큰 물품, 예를 들어 기저귀, 가운 등에 패스닝 탭(674)을 부착시키는 것을 보조할 수 있다. 부착을 보조하기 위해 결합 부위(628)는 다양한 형태를 취할 수 있다. 예를 들어, 결합 부위는 열 또는 기타 통합 기법에 적합한 부직물 또는 직물로 이루어진 통합된 영역일 수 있다. 통합의 대안으로 또는 이에 부가하여, 결합 부위는 결합을 보조하는 1종 이상의 재료, 예를 들어 블록 공중합체, 에틸렌 비닐 아세테이트, 점착화 에틸렌 비닐 아세테이트, 접착제(감압 접착제, 경화성 접착제, 열 활성화 접착제 등), 비결정질 폴리올레핀 등을 포함할 수 있다. 결합 부위(628) 내에 배치하기 위한 구체적인 재료의 선택은 결합시킬 재료와 수행되어질 결합 유형에 따라 달라지는 것은 당연하다.
결합 부위(628)의 한 가지 장점은 이것이 사용되는 부착 기법, 예를 들어 열 실링, 초음파 용접 등에 특히 적합한 재료료 형성될 수 있다는 점이다. 또다른 장점은 결합 부위가 그 기능을 수행하기에 충분하도록, 그러나 결합 부위에서 사용된 임의의 재료가 낭비되지 않도록 결합 부위의 크기를 조정할 수 있다는 것이다. 열가소성 조성물이 결합 부위(628)에 사용될 경우 결합 부위에 제공되어지는 재료의 조성에 따라 그 결합 부위는 본원에 개시된 전사 방법에 의해 형성될 수 있다.
일부 1회용 물품, 예를 들어 트레이닝 팬츠에서는 결합 부위는 부재를 유사 부재에 결합시키도록 제공될 수 있는데, 이때 결합 부위는 부재 중 하나 또는 둘 다 위에 위치한다. 도 11B는 기재(610) 상에 위치하는 불연속 탄성 중합체 영역(614)을 포함하는 영역의 대향면 위에 위치하는 두 결합 부위 (628a) 및 (628b)를 포함하는 물품을 도시한다. 도 11B에 도시된 물품이, 예를 들어 패스닝 탭으로서 사용될 것이라면, 결합 부위 (628a) 및 (628b) 중 하나 또는 둘 다가 개별적으로 탭에 결합될 수 있는 기계적 패스너를 수용하도록 채택되는 것이 바람직할 수 있다. 대안으로, 접착제(예, 감압 접착제, 경화성 접착제, 열 활성화 접착제 등) 또는 응집성 재료가 결합 부위 (628a) 및 (628b) 중 하나 또는 둘 다 내에 제공될 수 있다.
도 11C는 본 발명에 따른 기재 상에 불연속 중합체 영역을 포함하는 또다른 물품을 도시한다. 물품은 기재(610') 상에 형성되며, 예를 들어 후크, 스템, 캡핑 스템 또는 기타 패스닝 구조를 포함할 수 있는 두 개의 불연속 중합체 영역(614')을 포함한다. 적어도 하나, 바람직하게는 하나 이상의 불연속 탄성 중합체 영역(615')은 물품 상의 두 개의 불연속 중합체 영역(614') 사이에 위치한다.
도 14는, 예를 들어 도 11∼13의 패스닝 탭(674)을 제조하는 데 이용될 수 있는 한 가지 시스템을 도시한 것으로, 이 경우 몇몇 불연속 중합체 영역은 기재(610)의 외면 상에 위치하며, 다른 중합체 영역은 기재 사이에 위치하여 적층된 기재(610)를 형성한다. 이 시스템은 웹 경로의 왼쪽 끝과 오른쪽 끝에 표시된 화살표와 다양한 롤 상에 제공된 회전 화살표로 표시되는 바와 같이, 시스템을 통과하는 웹 경로를 포함한다.
기재(710a)는 지지 롤(720a) 및 제1 전사 롤(730a)에 의해 형성된 제1 전사 닙으로 유도된다. 제1 전사 롤(730a)은 그 외면에 형성된 함몰부를 포함한다. 용융 열가소성 조성물 전달 장치(740)는 전사 롤(730a) 상에 위치하여 소정의 용융 열가소성 조성물로 함몰부를 충전한다. 제1 전사 닙으로 통과한 후 기재(710a)는 상부에 위치한 불연속 중합체 영역(714a)을 포함한다.
이 시스템은 또한 지지 롤(720b)과 외면에 함몰부가 형성된 제2 전사 롤(730b)에 의해 형성된 제2 전사 닙으로 유도되는 제2 기재(710b)를 포함한다. 용융 열가소성 조성물 전달 장치(740b)는 소정의 용융 열가소성 조성물로 함몰부를 충전하기 위하여 전사 롤(730b) 상에 배치된다. 제2 전사 닙을 통과한 후 기재(710b)는 상부에 불연속 중합체 영역(714b)을 포함한다.
불연속 중합체 영역(714b)은 바람직하게는 패스닝 메카니즘을 제공하도록 그 위에 형성된 몇몇 구조물을 포함하기 때문에, 불연속 중합체 영역(714b)을 포함하는 기재(710b)는 성형 도구(750a) 및 지지 롤(720b)에 의해 제공되는 성형 닙으로 유도될 수 있다. 성형 닙은 기재(710b)의 웹 경로에서 전사 닙의 하류에 위치한다.
성형 도구(750a)는 롤 형태로 제공되며, 그 표면에 형성된 캐비티를 포함한다. 도 11A에 도시된 것과 같은 성형 도구는 당업자에게 잘 알려진 것이다. 몇몇 성형 도구는, 예를 들어 미국 특허 제4,984,339호(Provost 등), 제5,077,870호(Melbye 등), 제5,755,015호(Akeno 등), 제5,868,987호(Kampfer 등), 제6,132,660호(Kampfer 등), 제6,190,594 B1호(Gorman 등), 제6,287,665 B1호(Hammer) 등에 기재되어 있다.
성형 도구(750a) 및/또는 지지 롤(720b)은, 성형 도구(750a) 내의 캐비티에 의한 불연속 중합체 영역의 성형을 촉진하도록, 형성되는 열가소성 조성물의 특성에 기초하여 선택된 온도로 가열 또는 냉각시킬 수 있다. 예를 들어 성형 과정을 촉진하기 위해 성형 도구(750a)를 가열 또는 냉각시키는 것이 바람직할 수 있다. 공정 속도 및 기타 요인에 따라 기재(710b) 상에 배치된 열가소성 조성물의 불연속 영역은 기재(710b)로 전사될 때 그 용융된 성질의 일부를 보유하는 것이 이로울 수 있다.
어느 경우에나, 기재(710b) 상에 위치하는 불연속 중합체 영역(714b) 내의 열가소성 조성물의 일부분은 성형 도구(750a) 상의 캐비티로 유입된다. 그 결과 도 11A에 도시된 스템과 같은 구조물은 기재(710b) 상에 위치하는 불연속 중합체 영역(714b) 내에 형성될 수 있다.
불연속 중합체 영역(714b)의 전사 및 성형 후, 기재(710a) 및 (710b)는 롤(750b) 및 (722)에 의해 형성된 적층 닙으로 유도되는데, 여기서 기재는 불연속 중합체 영역 (714a)가 기재 (710a)와 (710b) 사이에 위치하고, 불연속 중합체 영역 (714b)가 적층된 기재(710)의 표면에 위치하도록 적층된다.
롤 (722) 및 (750b)에 의해 형성된 적층 닙은 불연속 중합체 영역(714a) 내의 열가소성 조성물의 일부분이 기재(701b)로 침윤되도록(및/또는 섬유가 기재(710b) 내에 존재할 경우 적어도 일부 섬유의 적어도 일부분을 캡슐화하도록) 할 수 있다. 상기 메카니즘이 기재의 적층을 수행하는 데 이용된다면 적층을 완료하기 위해 어떠한 추가적인 재료 또는 공정을 형성할 필요가 없다.
어떠한 다른 제제 또는 기법을 이용하지 않는 적층은, 중합체 영역(714a)이 이들이 대향 기재 상의 불연속 대응 중합체 영역 또는 대향 기재 자체와 결합할 수 있도록 여전히 다소 용융된 상태로 존재하는 동안 일어날 필요가 있다. 대안으로 기재 (710a) 및 (710b) 사이의 적층은, 당업자에게 공지된 다양한 재료 및/또는 기법, 예를 들어 열 결합, 접착제, 수지, 연결(tie) 필름/웹 등에 의해 보조될 수 있다. 미국 특허 제2,787,244호(Hickin); 제3,694,867호(Stumpf); 제4,906,492호(Groshens); 제5,685,758호(Paul 등); 및 제6,093,665호(Sayovitz 등)를 참조할 수 있다.
도 11∼14와 관련하여 기술된 적층된 구조물은 복합 웹의 양 면에, 예를 들어 천과 같은 또는 더 부드러운 촉감 또는 외관, 통기성, 다공성 등을 제공하는 데 유용할 수 있다. 이는 불연속 중합체 영역의 전부가 복합 웹의 노출면 위에 위치하는 복합 웹과는 대조적이다. 예를 들어 도 11 및 12에 도시된 것과 같은 적층된 복합 웹 구조 역시 복합 웹 구조의 양 반대측 상에 다양한 특성들을 제공하는 데 이용될 수 있다. 예를 들어, 다공성 또는 다른 특성들은 상이한 기재 (710a) 및 (710b) 간에 서로 다를 수 있다.
롤 (750b) 및 (722)에 의해 형성된 적층 닙은 필요에 따라 불연속 중합체 영역(714b) 상에 형성된 구조물을 변형시키기 위한 변형 스테이션으로서 작용할 수도 있다. 변형 스테이션은, 예를 들어 불연속 중합체 영역(714b) 상의 구조물이 성형 닙에서 형성된 후 그 구조물을 변형시키는 다양한 공정을 수행할 수 있다. 변형 스테이션에서 수행될 수 있는 몇 가지 적절한 공정의 비제한적인 예로는 트리밍, 쉐이빙, 연마 가열 또는 용융(접촉 또는 비접촉 열원을 사용함), 벤딩 또는 그밖의 구조 왜곡 방법을 들 수 있다. 구조물이 스템인 경우 변형은, 예를 들어 스템 상에 캡을 형성하는 방법, 스템 상에 후크를 형성하는 방법, 스템을 구부리는 방법 등을 포함할 수 있다. 몇 가지 가능한 장치 및 방법이 미국 특허 제5,077,870호(Melbye 등), 제5,868,987호(Kampfer 등), 제6,039,911호(Miller 등), 제6,054,091호(Miller 등), 및 제6,132,660호(Kampfer)에 기술되어 있다.
적층된 기재(710)는 적층 닙을 빠져나온 후 이것은 롤 (780) 및 (724)에 의해 형성된 선택적 스테이션으로 유도될 수 있다. 이 스테이션은 적층 닙에 부가하여 또는 적층 닙 대신에 변형 스테이션으로서 작용할 수도 있다. 롤 (780) 및 (724)에 의해 수행될 수 있는 또다른 가능한 공정은 상기 도 10과 관련하여 기술한 분리선(517)과 유사한 적층된 기재(710) 내의 분리선의 형성이다.
도 15는 본 발명의 전사 롤(830) 내의 한 가지 대표적인 함몰부(834)의 평면도이고, 도 16은 도 15에서 16-16 선을 따라 본 함몰부(834)의 횡단면도이다. 함몰부(834)는 문자 d로 나타낸 직경을 갖는 원형의 족문(footprint)(즉, 롤의 표면(832)에서 함몰부(834)로 열린 형상)을 갖고 있다. 이 함몰부(834)는 전사 롤(830)의 외면(832)로부터 측정되는 깊이(문자 h로 나타냄)를 갖는다.
본 발명과 관련하여 사용되는 전사 롤은 바람직하게는, 불연속 중합체 영역 각각에서, 예를 들어 다수의 스템 또는 기타 구조물의 형성을 지지하기에 충분한 크기의 불연속 중합체 영역을 형성하기에 충분할 정도로 큰 함몰부를 포함할 수 있다. 이 함몰부는 다양한 방식으로 특성을 나타낼 수 있다. 예를 들어 함몰부(834)는 성형 도구의 외면 상에서 족문이 차지하는 면적, 족문의 최대 치수(롤의 표면 상에서의 임의의 방향으로), 함몰부 용적, 족문의 형상 등으로 나타낼 수 있다.
함몰부의 족문이 차지하는 면적의 측면에서 보면, 각 함몰부(834)는 약 4 mm2 이상의 면적을 갖는 족문을 보유할 수 있다. 다른 스테이션에서는 각 함몰부(834)는 약 8 mm2 이상의 면적을 갖는 족문을 보유할 수 있다.
함몰부의 특징을 나타낼 수 있는 다른 방식은 전사 롤(830)의 표면(832) 상에서 측정한 최대 족문 치수의 측면에서 나타내는 방식이다. 도 15 및 16에 도시된 바와 같이 원형 족문을 갖는 함몰부의 경우 모든 방향에 있어서 최대 치수가 동일하지만, 본 발명과 관련하여 사용되는 함몰부는, 임의의 원하는 형상(예, 연신된 형상, 불규칙 형상 등)을 취할 수 있으며, 이때 최대 치수는 전사 롤(830)의 외면 상의 하나 이상의 방향에서 발생하고, 다른 방향으로는 그렇지 않다. 최대 족문 치수의 측면에서 특성을 나타낼 경우 함몰부는 최대 족문 치수가 약 2 mm 이상, 어떤 경우에는 약 5 mm 이상이 될 수 있다.
본 발명과 관련하여 사용되는 함몰부의 특성을 나타내는 또다른 방식은 용적의 측면에서 나타내는 것이다. 예를 들어 함몰부의 용적은 약 3 입방 밀리미터(mm3) 이상, 또는 약 5 입방 밀리미터일 수 있다. 불연속 중합체 영역의 용적은 성형 도구 내의 캐비티로 적절히 유입되는 충분한 열가소성 조성물을 제공하는 데 중요하게 작용할 수 있다. 함몰부 용적은 용융 열가소성 조성물의 적어도 일부가 전사 과정 중에 함몰부 내에 보유될 수 있기 때문에도 중요한데, 즉 함몰부 용적은 함몰부 내 열가소성 조성물의 보유를 보상하기 위해 불연속 중합체 영역의 바람직한 용적에 비해 더 큰 것이 바람직할 수 있다.
도 17은 전사 롤의 외면(932)에 형성된 두 개의 함몰부(934)를 도시하고 있으며, 도 18은 도 17의 18-18 선에 따른 함몰부(934) 중 하나의 횡단면도이다. 함몰부(934)는, 예를 들어 트로프의 형태로 연신된 형상일 수 있다. 도 15 및 16에 도시된 원형 함몰부(834)와 비교하였을 때 도 17 및 18의 더 긴 함몰부(934)는 족문 크기가 이들의 연신 방향에 대한 횡방향보다는 이들의 연신 방향을 따라 더 크다.
함몰부(934)의 배향은 다양한 요인에 기초하여 선택할 수 있다. 연신된 함몰부(934)는 기계 방향(즉, 기재 이동 방향), 크로스-웹 방향(즉, 기재 이동 방향의 횡방향), 또는 기계 방향 또는 크로스-웹 방향 사이의 임의의 다른 배향으로 정렬될 수 있다.
도 19 및 20은 본 발명에 따른 복합 웹의 제조 방법과 관련한 또다른 변형예를 도시한다. 도 19는 본 발명에 따라 제조된 복합 웹의 일부분의 평면도를 도시한다. 복합 웹은 두 개의 불연속 중합체 영역 (1014) 및 (1015)이 위치하는 기재(1010)를 포함한다. 이 기재는 복합 웹의 길이를 따라 연장되고, 이와 동시에 복합 웹의 세로 길이를 한정하는 두 개의 대향 단부(1011)를 포함한다.
불연속 중합체 영역 (1014)는 복합 웹의 세로 길이의 일반적 방향을 따라 기재(1010) 상에 침적된 열가소성 조성물 재료의 선의 형상으로 제공된다. 불연속 중합체 영역 (1014)는 도 19에 도시된 바와 같이 복합 웹의 세로 길이를 따라 연속될 수 있다.
불연속 중합체 영역 (1015)는 이것이 불연속 중합체 영역 (1014)의 비교적 직선 형상과 비교하였을 때 파동형으로 제공된다는 점에서 불연속 중합체 영역 (1014)의 변형이다. 그러나 불연속 중합체 영역 (1015)의 파동형 역시 복합 웹의 세로 길이 방향을 따라 연장된다. 또한, 불연속 중합체 영역 (1015)는 도 19에 도시된 복합 웹의 세로 길이를 따라 연속될 수 있다.
도 20은 본 발명의 방법에 따라 도 19에 도시된 형상으로 열가소성 조성물을 전사하는 데 사용될 수 있는 전사 롤(1030)의 사시도이다. 전사 롤(1030)은 바람직하게는 도 19에 도시된 불연속 중합체 영역(1014)을 형성하기 위하여 롤(1030)의 외부 원주 둘레로 연속 연장되는 함몰부(1034)를 포함한다. 전사 롤(1030)은 또한 도 9에 도시된 바와 같은 불연속 중합체 영역(1015)을 형성하기 위하여 역시 롤(1030)의 외부 원주 둘레로 연장되는 함몰부(1035)를 포함한다.
도 21은 본 발명에 따른 복합 웹의 제조 방법과 관련한 또다른 변형예이다. 도 21은 본 발명에 따라 제조된 복합 웹의 일부분의 평면도이다. 복합 웹은 불연속 중합체 영역 (1114a), (1114b) 및 (1114c)가 위치하는 기재(1110)를 포함하며, 이때 불연속 중합체 영역은 기재의 폭을 가로질러 연장된다. 기재(1110)는 복합 웹의 길이를 따라 연장되고, 이와 동시에 복합 웹의 폭 및 세로 길이를 한정하는 두 개의 대향 단부(1111)를 포함한다.
불연속 중합체 영역 (1114a), (1114b) 및 (1114c) 각각은 기재(1110) 상에 침적된 열가소성 조성물 재료의 선의 형상으로 대체로 크로스-웹 방향으로 제공되는데, 즉 기재(1110)의 대향 단부(1111) 사이로 연장된다. 불연속 중합체 영역 (1114a), (1114b) 및 (1114c)는 직선 (1114a) 및 (1114b)로부터 파동선(1114c)로의 변형을 제시한다. 불연속 중합체 영역의 배치, 형상 및/또는 배향에 있어서의 다른 다수의 변형도 본 발명에 따른 방법과 관련하여 생각해 볼 수 있다.
불연속 영역 내 열가소성 중합체의 침적 외에도, 공지된 방법을 이용하여 기재의 주 표면 위로 또다른 재료를 코팅하는 것도 고려해 볼 수 있다. 이러한 재료는, 예를 들어 미국 특허 제5,019,071호(Bany 등); 제5,028,646호(Miller 등); 및 제5,300,057호(Miller 등)에 개시된 접착제; 또는 미국 특허 제5,389,438호(Miller 등) 및 제6,261,278호(Chen 등)에 개시된 보조 접착제가 될 수 있다.
하기 실시예는 본 발명의 이해를 돕기 위해 제공된다. 이 실시예는 본 발명의 범위를 제한하려는 것은 아니다.
실시예 1
본 발명의 웹은 도 8에 도시된 것과 유사한 장치를 사용하여 제조하였다. 직경 51 mm의 단축 압출기를 사용하여 용융 온도 약 207℃의 초저밀도 폴리에틸렌(ENGAGE 8400, 듀폰다우 엘라스토머)로 이루어진 용융 중합체를 넥 튜브에 전달하였다. 넥 튜브는 용융 중합체의 두꺼운 가닥이 직경 23 cm의 오일 가열 강철 전사 롤(30)의 외면(32) 위로 수직 하향으로 압출되도록 배치하였다. 전사 롤의 외면은 컴퓨터 제어 밀링기를 사용하여 기계 가공하여, 함몰부를 롤 축에 평행한 그루브의 형상으로서 길이 25.4 cm, 폭 2.3 mm, 깊이 1.3 mm, 그루브 사이의 중심간 간격이 1.0 cm가 되도록 배열된 그루브 형상으로 만들었다. 함몰부를 용융 중합체로 충전하고, 또는 부분적으로 충전한 후, 전사 롤의 외면에 대항하여 수직으로 작용하는, 롤과의 접촉 지점에서 두께 1.5 mm의 황동 닥터 블레이드(42)를 사용하여 임의의 과량의 용융 중합체를 전사 롤의 외면으로부터 제거하였다. 과량의 용융 중합체는 닥터 블레이드 및 88 N/직선 cm의 압력을 이용하여 전사 롤에 대하여 세게 가압된 양 측벽에 의해 형성된 트로프 내에 포함된 중합체의 작은 롤링 뱅크를 형성하였다. 전사 롤은 약 204℃였다. 닥터 블레이드의 닦아내는 작용 후에 전사 롤은 88 N/직선 cm의 닙 압력을 이용하여, 고무 지지 롤 20(66℃)에 대하여 함몰부 및 이들이 함유하고 있는 용융 중합체가, 부직포 기재(HEF-140-070 스펀레이스 폴리에스테르, 30 g/m2, BBA 부직포)와 가압 접촉될 때까지 계속 회전시켰다. 함몰부로부터 부직포 기재로의 일부 용융 중합체의 전사가 일어났다. 기재를 전사 롤로부터 분리하는 동안에도 함몰부 내 용융 중합체의 일부분은 함몰부 내에 잔류하였다. 그 결과 용융 중합체는 전사 롤과 기재 사이의 함몰부 사이에서 연신 또는 신장하는 경향이 있었다. 기재가 전사 롤로부터 분리됨에 따라 형성된 용융 중합체의 임의의 가닥을 열선(44)를 사용하여 절단하였다. 각각의 전사된 용융 중합체 영역의 기본 중량은 347 g/m2였다. 부직포 기재 상의 전사된 중합체 영역의 누적 기본 중량은 47 g/m2였다.
실시예 2
웹은 실시예 1에서와 같은 방식으로 제조하되, 단, SEBS 블록 공중합체 엘라스토머(KRATON G-1657, 쉘 케미칼)를 용융 중합체로서 사용하였다. 용융 중합체의 온도는 약 249℃였고, 전사 롤은 약 246℃였다. 53 N/직선 cm의 닙 압력을 이용하였다. 각각의 전사된 용융 중합체 영역의 기본 중량은 529 g/m2였다. 부직포 기재 상의 전사된 중합체 영역의 누적 기본 중량은 72 g/m2였다.
실시예 3
웹은 실시예 1에서와 같은 방식으로 제조하되, 단, 용융 중합체의 온도는 약 223℃였고, 전사 롤의 온도는 약 218℃였다. 지지 롤의 온도는 약 38℃였다. 88 N/직선 cm의 닙 압력을 이용하였다. 각각의 전사된 용융 중합체 영역의 기본 중량은 449 g/m2였다. 부직포 기재 상의 전사된 중합체 영역의 누적 기본 중량은 61 g/m2였다.
실시예 4
웹은 실시예 1에서와 같은 방식으로 제조하되, 단, ENGAGE 8400 폴리에틸렌 - 50% 및 ENGAGE 8100 폴리에틸렌 - 50%의 블렌드를 용융 중합체로서 사용하였다. 용융 중합체의 온도는 약 218℃였고, 전사 롤은 약 218℃였다. 지지 롤의 온도는 약 38℃였다. 88 N/직선 cm의 닙 압력을 이용하였다. 각각의 전사된 용융 중합체 영역의 기본 중량은 321 g/m2였다. 부직포 기재 상의 전사된 중합체 영역의 누적 기본 중량은 44 g/m2였다.
실시예 5
웹은 실시예 1에서와 같은 방식으로 제조하되, 단, ENGAGE 8400 폴리에틸렌 - 75% 및 ENGAGE 8100 폴리에틸렌 - 25%의 블렌드를 용융 중합체로서 사용하였다. 용융 중합체의 온도는 약 223℃였고, 전사 롤은 약 218℃였다. 지지 롤의 온도는 약 38℃였다. 88 N/직선 cm의 닙 압력을 이용하였다. 각각의 전사된 용융 중합체 영역의 기본 중량은 491 g/m2였다. 부직포 기재 상의 전사된 중합체 영역의 누적 기본 중량은 67 g/m2였다.
실시예 6
웹은 실시예 2에서와 같은 방식으로 제조하되, 단, 용융 중합체의 온도는 약 251℃였고, 전사 롤의 온도는 246℃였다. 지지 롤의 온도는 약 38℃였다. 88 N/직선 cm의 닙 압력을 이용하였다. 각각의 전사된 용융 중합체 영역의 기본 중량은 656 g/m2였다. 부직포 기재 상의 전사된 중합체 영역의 누적 기본 중량은 90 g/m2였다.
실시예 7
웹은 실시예 1에서와 같은 방식으로 제조하되, 단, ENGAGE 8200 폴리에틸렌을 용융 중합체로서 사용하였다. 용융 중합체의 온도는 약 204℃였고, 전사 롤의 온도는 204℃였다. 지지 롤의 온도는 약 38℃였다. 175 N/직선 cm의 닙 압력을 이용하였다. 각각의 전사된 용융 중합체 영역의 기본 중량은 767 g/m2였다. 부직포 기재 상의 전사된 중합체 영역의 누적 기본 중량은 104 g/m2였다.
실시예 8
웹은 실시예 1과 같은 방식으로 제조하되, 단, 탄성 폴리우레탄(58-680, 노베온)을 용융 중합체로서 사용하였다. 용융 중합체의 온도는 약 210℃였고, 전사 롤의 온도는 210℃였다. 지지 롤의 온도는 약 38℃였다. 175 N/직선 cm의 닙 압력을 이용하였다. 각각의 전사된 용융 중합체 영역의 기본 중량은 495 g/m2였다. 부직포 기재 상의 전사된 중합체 영역의 누적 기본 중량은 68 g/m2였다.
실시예 9
웹은 실시예 1에서와 같은 방식으로 제조하되, 단, 탄성 폴리우레탄(ESTANE 58-238, 노베온)을 용융 중합체로서 사용하였다. 용융 중합체의 온도는 약 207℃였고, 전사 롤의 온도는 210℃였다. 지지 롤의 온도는 약 38℃였다. 175 N/직선 cm의 닙 압력을 이용하였다. 각각의 전사된 용융 중합체 영역의 기본 중량은 110 g/m2였다. 부직포 기재 상의 전사된 중합체 영역의 누적 기본 중량은 151 g/m2였다.
실시예 10
웹은 실시예 1에서와 같은 방식으로 제조하되, 단, 탄성 폴리우레탄(2103-80AE, 다우 케미칼)을 용융 중합체로서 사용하였다. 용융 중합체의 온도는 약 210℃였고, 전사 롤의 온도는 210℃였다. 지지 롤의 온도는 약 38℃였다. 175 N/직선 cm의 닙 압력을 이용하였다. 각각의 전사된 용융 중합체 영역의 기본 중량은 706 g/m2였다. 부직포 기재 상의 전사된 중합체 영역의 누적 기본 중량은 96 g/m2였다.
실시예 11
웹은 실시예 1에서와 같은 방식으로 제조하되, 단, 탄성 폴리우레탄(455-203, 헌츠맨 케미칼)을 용융 중합체로서 사용하였다. 용융 중합체의 온도는 약 210℃였고, 전사 롤의 온도는 210℃였다. 지지 롤의 온도는 약 38℃였다. 175 N/직선 cm의 닙 압력을 이용하였다. 각각의 전사된 용융 중합체 영역의 기본 중량은 1265 g/m2였다. 부직포 기재 상의 전사된 중합체 영역의 누적 기본 중량은 172 g/m2였다.
실시예 12
웹은 실시예 1에서와 같은 방식으로 제조하되, 단, 탄성 폴리우레탄(ESTANE 58-271, 노베온)을 용융 중합체로서 사용하였다. 용융 중합체의 온도는 약 210℃였고, 전사 롤의 온도는 210℃였다. 지지 롤의 온도는 약 38℃였다. 175 N/직선 cm의 닙 압력을 이용하였다. 각각의 전사된 용융 중합체 영역의 기본 중량은 373 g/m2였다. 부직포 기재 상의 전사된 중합체 영역의 누적 기본 중량은 51 g/m2였다.
실시예 13
웹은 실시예 1에서와 같은 방식으로 제조하되, 단, 에틸렌-비닐아세테이트 공중합체(ELVAX 150, 듀폰)를 용융 중합체로 사용하였고, 폴리에스테르 스펀레이스 부직포(SONTARA 8005, 40 g/m2, 듀폰)를 기재로 사용하였다. 용융 중합체의 온도는 약 189℃였고, 전사 롤의 온도는 191℃였다. 지지 롤의 온도는 약 38℃였다. 88 N/직선 cm의 닙 압력을 이용하였다. 전사된 중합체의 기본 중량은 측정하지 않았다.
실시예 14
웹은 실시예 15에서와 같은 방식으로 제조하되, 단, 폴리프로필렌 스펀본드 부직포(MIRATEC, 68 g/m2, PGI 부직포)를 기재로 사용하였다. 용융 중합체의 온도는 약 193℃였고, 전사 롤의 온도는 약 191℃였다. 지지 롤의 온도는 약 38℃였다. 88 N/직선 cm의 닙 압력을 이용하였다. 전사된 중합체의 기본 중량은 측정하지 않았다.
실시예 15
웹은 실시예 1에서와 동일한 방식으로 제조하되, 단, 두 개의 상이한 중합체를 사용하여 전사 롤 상의 3개의 개별 영역으로 전달하였다. 실시예 1에서 설명한 트로프는 3개의 개별 용융 중합체 스트림을 수용할 수 있는, 전사 롤을 가로지르는 A-B-A 구조로 배열된 보다 작은 3개의 개별 트로프를 보유하도록 측벽 사이에 두 개의 분리기를 사용하여 구성하였다. KRATON 1657 SEBS 블록 공중합체는 용융 온도 약 237℃에서 실시예 1에서 기재한 압출기를 사용하여 'A' 트로프로 전달하였다. 폴리에틸렌(ASPUN 6806, 다우 케미칼)은 J&M 그리드 멜터를 사용하여 전달하고 용융 온도 약 218℃에서 'B' 트로프로의 파이프를 가열하였다. 전사 롤의 외면은 컴퓨터 제어 밀링기를 사용하여 기계 가공하여, 함몰부가 직경 2.3 mm, 깊이 1.2 mm의 반구 형태가 되도록 하고, cm2당 3.9개의 함몰부를 형성하였다. 폴리에스테르 스펀레이스 부직포(SONTARA 8005, 68 g/m2, 듀폰)를 기재로서 사용하였다. 전사 롤은 약 246℃였다. 지지 롤의 온도는 약 38℃였다. 263 N/직선 cm의 닙 압력을 이용하였다. 각각의 전사된 용융 중합체 영역의 기본 중량은 측정하지 않았다. 부직포 기재 상의 전사된 중합체 영역의 누적 기본 중량은 측정하지 않았다.
실시예 16
상이한 함몰부 기하구조의 용도를 입증하기 위해, 7개의 상이한 영역이 롤의 둘레와 롤을 가로질러 배열되도록 기계 가공하였으며, 이때 각 영역은 특정한 함몰부 기하구조와 간격을 지녔다. 영역 1은 컴퓨터 제어 밀링기(볼 직경 2 mm)를 사용하여 기계 가공하여, 함몰부를 롤 축에 평행한 그루브의 형상으로 만들었으며, 이 그루브는 길이 25 mm, 깊이 0.75 mm, 롤 축에 수직으로 측정한 말단에서 말단까지의 거리가 13 mm, 롤 축에 수직으로 측정한 그루브 사이의 중심간 간격이 7.5 mm이며, 이때 파상 배치의 그루브 12열을 만들었다. 각 그루브 열은 바로 앞 열로부터 6.4 mm 이동하기 시작하여 파상 패턴을 형성하였다. 영역 2는 컴퓨터 제어 밀링기(볼 직경 2 mm)를 사용하여 기계 가공하여, 롤 축에 평행한, 길이 114 mm, 깊이 0.375 mm의 15열의 그루브를 갖도록 하였으며, 이때 롤 축에 수직으로 측정한 그루브 사이의 중심간 간격은 6.0 mm였다. 영역 3은 컴퓨터 제어 밀링기(볼 직경 2 mm)를 사용하여 기계 가공하여, 길이 114 mm, 깊이 0.5 mm, 및 롤 축에서 수직으로 측정한 그루브 사이의 중심간 간격이 6.0 mm인, 롤 축에 평행한 15열의 그루브를 갖도록 하였다. 영역 4는 컴퓨터 제어 밀링기(볼 직경 2 mm)를 사용하여 기계 가공하여, 길이 114 mm, 깊이 0.5 mm, 및 롤 축에서 수직으로 측정한 그루브 사이의 중심간 간격이 7.5 mm인, 롤 축에 평행한 12열의 그루브를 갖도록 하였다. 영역 5는 컴퓨터 제어 밀링기(볼 직경 2 mm)를 사용하여 기계 가공하여, 길이 114 mm, 깊이 0.875 mm, 및 롤 축에서 수직으로 측정한 그루브 사이의 중심간 간격이 7.5 mm인, 롤 축에 평행한 12열의 그루브를 갖도록 하였다. 영역 6은 컴퓨터 제어 밀링기(볼 직경 2 mm)를 사용하여 기계 가공하여, 길이 114 mm, 깊이 1.0 mm, 및 롤 축에서 수직으로 측정한 그루브 사이의 중심간 간격이 10.0 mm인, 롤 축에 평행한 9열의 그루브를 갖도록 하였다. 영역 7은 컴퓨터 제어 밀링기(볼 직경 3 mm)를 사용하여 기계 가공하여, 길이 114 mm, 깊이 0.75 mm, 및 롤 축에서 수직으로 측정한 그루브 사이의 중심간 간격이 10.0 mm인, 롤 축에 평행한 9열의 그루브를 갖도록 하였다. 웹은 실시예 1에서와 같이 제조하되, 단, 기어 펌프가 장착된 직경 40 mm의 양축 압출기를 사용하여 용융 중합체를 전달하였다. 초저밀도 폴리에틸렌(ENGAGE 8200, 듀폰다우 엘라스토머)를 용융 중합체로서 사용하였으며, 폴리에스테르 스펀레이스 부직포(SONTARA 8001, 40 g/m2, 듀폰)를 기재로서 사용하였다. 용융 중합체의 온도는 약 232℃였고, 전사 롤은 약 232℃였다. 지지 롤의 온도는 약 20℃였다. 12 N/직선 cm의 닙 압력을 이용하였다. 모든 함몰부가 충전되었고 양호하게 전사되었다. 개별 영역 내의 전사된 중합체의 기본 중량은 측정하지 않았다.
실시예 17
어떤 경우에는 효과적 전사를 제공하는 데 열선이 반드시 필요한 것은 아님을 입증하기 위해, 웹을 실시예 16에서와 같이 제조하되, 단, 열선을 장치로부터 제거하였다. 용융 중합체의 온도는 약 232℃였고, 전사 롤의 온도는 약 232℃였다. 모든 함몰부가 충전되었고 양호하게 전사었다. 개별 영역 내의 전사된 중합체의 기본 중량은 측정하지 않았다.
실시예 18
다층 적층체를 보여주기 위하여, 웹은 실시예 16에서와 동일하게 제조하고, 단, 제2 부직포 기재(SONTARA 8001)를 전사된 중합체를 함유하는 제1 부직포 기재 상에 6 N/직선 cm의 압력으로 제2 닙을 사용하여 적층하였다. 용융 중합체의 온도는 약 232℃였고, 전사 롤의 온도는 약 232℃였다. 모든 함몰부가 충전되고 양호하게 전사되었다. 개별 영역 내의 전사된 중합체의 기본 중량은 측정하지 않았다.
실시예 19
웹은 실시예 16에서와 같이 제조하되, 단, SEBS 블록 공중합체(KRATON G1657, 쉘 케미칼)를 용융 중합체로 사용하였다. 용융 중합체의 온도는 약 246℃였고, 전사 롤의 온도는 약 232℃였다. 12 N/직선 cm의 닙 압력을 이용하였다. 모든 함몰부가 충전되었고 양호하게 전사되었다. 개별 영역 내의 전사된 중합체의 기본 중량은 측정하지 않았다.
실시예 20
다층 적층체를 보여주기 위하여, 웹은 실시예 18에서와 같이 제조하되, 단, KRATON G1657을 용융 중합체로 사용하였다. 용융 중합체의 온도는 약 246℃였고, 전사 롤의 온도는 약 232℃였다. 모든 함몰부가 충전되었고 양호하게 전사되었다. 개별 영역 내의 전사된 중합체의 기본 중량은 측정하지 않았다.
실시예 21
웹은 실시예 16에서와 같이 제조하되, 단, 탄성 폴리우레탄(EASTANE 58-680, 노베온 인코포레이티드)를 용융 중합체로 사용하였다. 용융 중합체의 온도는 약 210℃였고, 전사 롤의 온도는 약 210℃였다. 12 N/직선 cm의 닙 압력을 이용하였다. 모든 함몰부가 충전되었고 양호하게 전사되었다. 개별 영역 내의 전사된 중합체의 기본 중량은 측정하지 않았다.
실시예 22
다층 적층체를 보여주기 위하여, 웹은 실시예 18에서와 같이 제조하되, 단, ESTANE 58-680 폴리우레탄을 용융 중합체로 사용하였다. 용융 중합체의 온도는 약 210℃였고, 전사 롤의 온도는 약 210℃였다. 모든 함몰부가 충전되었고 양호하게 전사되었다. 개별 영역 내의 전사된 중합체의 기본 중량은 측정하지 않았다.
비교예 C1
일부 부직포는 우수한 기재를 제공하기에 충분한 내부 강도를 갖고 있지 못함을 입증하기 위해, 실시예 19에서와 같이 웹을 제조하되, 단, 수지 결합형 폴리에스테르 부직포(STYLE 1545, 30 g/m2, HDK 인더스트리즈)를 기재로서 사용하였다. 용융 중합체의 온도는 약 246℃였고, 전사 롤의 온도는 약 232℃였다. 12 N/직선 cm의 닙 압력을 이용하였다. 닙 내에서 용융 중합체를 부직포 기재에 접촉시킨 후, 부직포를 분리하고 전사 롤로 전사하였다. 전사 롤의 금속에 대한 함몰부 내 용융 중합체의 접착력은 부직포의 내부 강도보다 더 컸다.
전술한 구체적인 실시형태는, 본 발명의 실시를 예시한 것이다. 본 발명은 본명세서에서 구체적으로 개시하지 않은 임의의 구성요소 또는 아이템 없이도 적절히 실시할 수 있다. 모든 특허, 특허 출원 및 공보의 전체 개시내용은 이들이 개별적으로 포함되는 것처럼 본원에서 참고문헌으로 포함한다. 본 발명의 다양한 변형예 및 변경예는 본 발명의 범위로부터 벗어나지 않는 범위에서 당업자에게 명백할 것이다. 본 발명은 본원에 예시된 구체예에만 부당하게 국한되는 것이 아님을 이해 해야 한다.
Claims (63)
- 삭제
- 삭제
- 내부에 하나 이상의 함몰부가 형성된 외면을 포함하는 전사 롤을 제공하는 단계;용융된 열가소성 중합체 조성물을 전사 롤의 외면 위로 전달하는 단계;전사 롤의 외면으로부터 용융된 열가소성 중합체 조성물을 닦아내는 단계로서, 이때 용융된 열가소성 중합체 조성물의 일부분이 하나 이상의 함몰부로 유입되며, 또한 하나 이상의 함몰부 내의 용융된 열가소성 중합체 조성물의 일부분은 전사 롤의 외면으로부터 용융된 열가소성 중합체 조성물을 닦아낸 후에도 하나 이상의 함몰부 내에 잔류하는 것인 단계;기재의 제1 주 표면의 일부분을 하나 이상의 함몰부로 가압하는 단계로서, 이때 제1 주 표면은 섬유를 포함하는 다공성 표면을 포함하고, 하나 이상의 함몰부 내의 열가소성 중합체 조성물의 일부분은 다공성 표면으로 침윤하며, 용융된 열가소성 중합체 조성물은 적어도 일부 섬유의 적어도 일부분을 캡슐화하는 것인 단계; 및전사 롤로부터 기재를 분리하는 단계로서, 전사 롤로부터 기재를 분리한 후 열가소성 중합체 조성물을 포함하는 하나 이상의 불연속 중합체 영역이 기재의 제1 주 표면 상에 위치하는 것인 단계를 포함하는 복합 웹의 제조 방법으로서, 제1 주 표면 상에 형성된 불연속 중합체 영역 중 1 이상은 열가소성 탄성중합체 조성물을 포함하고 있는 것을 특징으로 하는 복합 웹의 제조 방법.
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/013,304 US20030087059A1 (en) | 2001-11-05 | 2001-11-05 | Composite webs with discrete elastic polymeric regions |
| US10/013,304 | 2001-11-05 | ||
| PCT/US2002/029269 WO2003039868A1 (en) | 2001-11-05 | 2002-09-16 | Composite webs with discrete elastic polymeric regions |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20050027979A KR20050027979A (ko) | 2005-03-21 |
| KR100887261B1 true KR100887261B1 (ko) | 2009-03-06 |
Family
ID=21759267
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020047006810A KR100887261B1 (ko) | 2001-11-05 | 2002-09-16 | 불연속 탄성 중합체 영역이 구비된 복합 웹 |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US20030087059A1 (ko) |
| EP (2) | EP1604817A3 (ko) |
| JP (1) | JP4520149B2 (ko) |
| KR (1) | KR100887261B1 (ko) |
| CN (1) | CN1331666C (ko) |
| AR (1) | AR037196A1 (ko) |
| AT (1) | ATE302686T1 (ko) |
| BR (1) | BR0213528A (ko) |
| DE (1) | DE60205772T2 (ko) |
| ES (1) | ES2244836T3 (ko) |
| MX (1) | MXPA04003728A (ko) |
| RU (1) | RU2303531C2 (ko) |
| WO (1) | WO2003039868A1 (ko) |
Families Citing this family (60)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20010018579A1 (en) | 1998-12-18 | 2001-08-30 | Walter Klemp | Disposable absorbent garment having stretchable side waist regions |
| US7037457B2 (en) * | 2001-11-05 | 2006-05-02 | 3M Innovative Properties Company | Systems and methods for composite webs with structured discrete polymeric regions |
| US6875710B2 (en) | 2001-11-05 | 2005-04-05 | 3M Innovative Properties Company | Composite webs with reinforcing polymeric regions and elastic polymeric regions |
| JP2005508222A (ja) * | 2001-11-05 | 2005-03-31 | ザ プロクター アンド ギャンブル カンパニー | 伸縮性複合体とその製造方法 |
| US6942894B2 (en) * | 2001-11-05 | 2005-09-13 | 3M Innovative Properties Company | Methods for producing composite webs with reinforcing discrete polymeric regions |
| MXPA05009663A (es) * | 2003-03-13 | 2005-10-20 | 3M Innovative Properties Co | Telas compuestas y sistemas de cierre. |
| US7238314B2 (en) | 2003-03-13 | 2007-07-03 | 3M Innovative Properties Company | Polymer transfer apparatus, methods, and composite webs |
| US20040261233A1 (en) * | 2003-06-26 | 2004-12-30 | Kingsford Howard A. | Touch fastener configurations |
| US20040261230A1 (en) * | 2003-06-30 | 2004-12-30 | Neeb Alexander J. | Elastic fastening system |
| US8079995B2 (en) | 2003-11-06 | 2011-12-20 | Velcro Industries B.V. | Composite fastener products |
| US7438847B2 (en) * | 2004-03-18 | 2008-10-21 | Velcro Industries B.V. | Delivering resin for forming fastener products |
| US20050215972A1 (en) | 2004-03-29 | 2005-09-29 | Roe Donald C | Disposable absorbent articles with zones comprising elastomeric components |
| US7820875B2 (en) | 2004-03-29 | 2010-10-26 | The Procter & Gamble Company | Disposable absorbent articles being adaptable to wearer's anatomy |
| US7658811B2 (en) * | 2004-03-29 | 2010-02-09 | The Procter & Gamble Company | Letterpress application of elastomeric compositions |
| US8182456B2 (en) * | 2004-03-29 | 2012-05-22 | The Procter & Gamble Company | Disposable absorbent articles with components having both plastic and elastic properties |
| US8568382B2 (en) | 2004-03-29 | 2013-10-29 | The Procter & Gamble Company | Disposable absorbent articles having co-elongation |
| US8551574B2 (en) * | 2004-03-29 | 2013-10-08 | The Procter & Gamble Company | Method of gravure printing elastomeric compositions |
| US7799162B2 (en) * | 2004-05-10 | 2010-09-21 | 3M Innovative Properties Company | Composite webs with elastic composite structures |
| US7244382B2 (en) * | 2004-06-16 | 2007-07-17 | Velcro Industries B.V. | Forming discrete regions of molten resin |
| JP2006158632A (ja) * | 2004-12-07 | 2006-06-22 | Three M Innovative Properties Co | 使い捨ておむつ用ファスニングタブ、使い捨ておむつ用サイドパネル及び使い捨ておむつ |
| EP1674063A1 (en) * | 2004-12-23 | 2006-06-28 | 3M Innovative Properties Company | Extensible side panel |
| EP1860970B1 (en) | 2005-03-11 | 2010-11-24 | 3M Innovative Properties Company | Methods for making fasteners |
| US7887522B2 (en) * | 2005-03-18 | 2011-02-15 | The Procter And Gamble Company | Pull-on wearable article with informational image |
| US7806880B2 (en) * | 2005-03-18 | 2010-10-05 | The Procter & Gamble Company | Pull-on wearable article with informational image |
| EP1702599A1 (en) * | 2005-03-18 | 2006-09-20 | 3M Innovative Properties Company | Absorbent article |
| US7601284B2 (en) * | 2005-04-06 | 2009-10-13 | Velcro Industries B.V. | Molding fastener elements on folded substrate |
| WO2006121695A1 (en) * | 2005-05-05 | 2006-11-16 | Velcro Industries B.V. | Molding fastener stems onto substrate |
| US8663184B2 (en) | 2005-08-05 | 2014-03-04 | The Procter & Gamble Company | Absorbent article with a multifunctional side panel |
| US7432413B2 (en) | 2005-12-16 | 2008-10-07 | The Procter And Gamble Company | Disposable absorbent article having side panels with structurally, functionally and visually different regions |
| US8034431B2 (en) * | 2006-01-25 | 2011-10-11 | 3M Innovative Properties Company | Intermittently bonded fibrous web laminate |
| US8057450B2 (en) * | 2006-03-31 | 2011-11-15 | The Procter & Gamble Company | Absorbent article with sensation member |
| US8664467B2 (en) | 2006-03-31 | 2014-03-04 | The Procter & Gamble Company | Absorbent articles with feedback signal upon urination |
| US8491558B2 (en) | 2006-03-31 | 2013-07-23 | The Procter & Gamble Company | Absorbent article with impregnated sensation material for toilet training |
| US20070287983A1 (en) * | 2006-06-07 | 2007-12-13 | Richard Worthington Lodge | Absorbent article having an anchored core assembly |
| US8235963B2 (en) | 2006-06-07 | 2012-08-07 | The Procter & Gamble Company | Disposable wearable absorbent articles with anchoring systems |
| US7534481B2 (en) * | 2006-08-08 | 2009-05-19 | 3M Innovative Properties Company | Shaped elastic tab laminates |
| US20080070464A1 (en) * | 2006-09-14 | 2008-03-20 | 3M Innovative Properties Company | Composite webs and methods of manufacturing same |
| DE102006046420A1 (de) * | 2006-09-22 | 2008-04-03 | Paul Hartmann Ag | Hygieneartikel oder OP-Abdeckungsartikel oder OP-Bekleidungsartikel zum einmaligen Gebrauch |
| WO2008056329A1 (en) * | 2006-11-10 | 2008-05-15 | The Procter & Gamble Company | Method for rotary press forming |
| JP5420418B2 (ja) | 2006-12-04 | 2014-02-19 | ザ プロクター アンド ギャンブル カンパニー | 図形を含む吸収性物品 |
| US9060900B2 (en) | 2007-09-07 | 2015-06-23 | The Proctor & Gamble Company | Disposable wearable absorbent articles with anchoring subsystems |
| US9056031B2 (en) | 2007-09-07 | 2015-06-16 | The Procter & Gamble Company | Disposable wearable absorbent articles with anchoring subsystems |
| US8858523B2 (en) | 2007-09-07 | 2014-10-14 | The Procter & Gamble Company | Disposable wearable absorbent articles with anchoring subsystems |
| US8668679B2 (en) | 2007-09-07 | 2014-03-11 | The Procter & Gamble Company | Disposable wearable absorbent articles with anchoring subsystems |
| US8790325B2 (en) | 2007-09-07 | 2014-07-29 | The Procter & Gamble Company | Disposable wearable absorbent articles with anchoring subsystems |
| US8597268B2 (en) | 2007-09-07 | 2013-12-03 | The Procter & Gamble Company | Disposable wearable absorbent articles with anchoring subsystems |
| US8945079B2 (en) | 2007-09-07 | 2015-02-03 | The Procter & Gamble Company | Disposable wearable absorbent articles with anchoring subsystems |
| KR20110004375A (ko) * | 2008-03-31 | 2011-01-13 | 후지필름 가부시키가이샤 | 편육 수지 시트의 제조 방법 |
| US8529536B2 (en) * | 2008-04-18 | 2013-09-10 | Dsg Technology Holdings Ltd. | Elastic composite having cross-directional elasticity and a system and method for making the elastic composite |
| TWI616195B (zh) * | 2011-02-16 | 2018-03-01 | 3M新設資產公司 | 製造一機械式緊固件之方法、網狀機械式緊固件、及網狀機械式緊固層壓物 |
| US9138031B2 (en) | 2011-02-16 | 2015-09-22 | 3M Innovative Properties Company | Method of making a mechanical fastening strip and reticulated mechanical fastening strip therefrom |
| CN102806749A (zh) * | 2011-06-03 | 2012-12-05 | 浙江联丰股份有限公司 | 填料粘结机 |
| US8685194B2 (en) * | 2011-09-19 | 2014-04-01 | Velcro Industries B.V. | Laminated touch fasteners |
| DE202012004594U1 (de) * | 2012-05-09 | 2013-08-12 | Hp Pelzer Holding Gmbh | Kraftfahrzeugteile |
| WO2013170433A1 (en) | 2012-05-15 | 2013-11-21 | The Procter & Gamble Company | Absorbent article having characteristic waist end |
| US8889243B2 (en) | 2012-08-16 | 2014-11-18 | 3M Innovative Properties Company | Mechanical fastening nets and methods of making the same |
| RU2663750C2 (ru) * | 2013-05-07 | 2018-08-09 | Неувокас Корпорейшн | Способ изготовления композитного материала |
| US11154433B2 (en) | 2014-10-31 | 2021-10-26 | Kimberly-Clark Worldwide, Inc. | Disposable article with reinforced handle |
| MX2018007149A (es) | 2015-12-30 | 2018-08-15 | Kimberly Clark Co | Metodo de sujecion del panel lateral de un articulo absorbente. |
| AU2018333869B2 (en) * | 2017-09-12 | 2023-10-19 | Solmax International Inc. | Perforated polymeric sheet with underlying spacers |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4732800A (en) * | 1985-01-23 | 1988-03-22 | Lainiere De Picardie | Product adapted to be stuck hot by pressure to flat articles and a process for its production |
| KR960030447U (ko) * | 1996-05-27 | 1996-10-22 | 세인전자주식회사 | 혈압계용 손목 압박대 |
| KR970706122A (ko) * | 1994-09-30 | 1997-11-03 | 토마스 제이. 밀케 | 슬릿 탄성의 섬유성 부직 적층체(Slit Elastic Fibrous Nonwoven Laminates) |
| KR19990067547A (ko) * | 1995-11-13 | 1999-08-25 | 로날드 디. 맥크레이 | 이력 현상이 조절된 부직포 적층물 |
Family Cites Families (75)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2170560A (en) * | 1937-03-25 | 1939-08-22 | James River Paper Products Inc | Intaglio roll |
| US2787244A (en) * | 1954-08-05 | 1957-04-02 | Ohio Boxboard Co | Intaglio glue mechanism |
| US3338992A (en) * | 1959-12-15 | 1967-08-29 | Du Pont | Process for forming non-woven filamentary structures from fiber-forming synthetic organic polymers |
| US3502763A (en) * | 1962-02-03 | 1970-03-24 | Freudenberg Carl Kg | Process of producing non-woven fabric fleece |
| NL297313A (ko) * | 1962-08-30 | 1900-01-01 | ||
| US3502538A (en) * | 1964-08-17 | 1970-03-24 | Du Pont | Bonded nonwoven sheets with a defined distribution of bond strengths |
| US3341394A (en) * | 1966-12-21 | 1967-09-12 | Du Pont | Sheets of randomly distributed continuous filaments |
| US3542615A (en) * | 1967-06-16 | 1970-11-24 | Monsanto Co | Process for producing a nylon non-woven fabric |
| DE1950669C3 (de) * | 1969-10-08 | 1982-05-13 | Metallgesellschaft Ag, 6000 Frankfurt | Verfahren zur Vliesherstellung |
| US3694867A (en) * | 1970-08-05 | 1972-10-03 | Kimberly Clark Co | Separable clasp containing high-loft, non woven fabric |
| CH537815A (de) * | 1971-05-10 | 1973-06-15 | Caratsch Hans Peter | Einrichtung zum Aufbringen eines thermoplastischen Kunststoffes auf ein Flächengebilde in Form von voneinander im Abstand vorgesehenen Ablagerungen |
| US3951150A (en) * | 1974-10-31 | 1976-04-20 | Colgate-Palmolive Company | Diaper with elastic waist means |
| US4223059A (en) * | 1975-03-31 | 1980-09-16 | Biax Fiberfilm Corporation | Process and product thereof for stretching a non-woven web of an orientable polymeric fiber |
| JPS5746049Y2 (ko) * | 1979-12-04 | 1982-10-09 | ||
| US4340563A (en) * | 1980-05-05 | 1982-07-20 | Kimberly-Clark Corporation | Method for forming nonwoven webs |
| GB8303174D0 (en) * | 1983-02-04 | 1983-03-09 | Chambon Ltd | Gravure printing machine |
| FR2586717B1 (fr) * | 1985-09-04 | 1988-03-18 | Picardie Lainiere | Produit thermocollant ameliore et son procede de fabrication |
| IN171720B (ko) * | 1987-08-31 | 1992-12-19 | Minnesota Mining & Mfg | |
| US4965122A (en) * | 1988-09-23 | 1990-10-23 | Kimberly-Clark Corporation | Reversibly necked material |
| US4981747A (en) * | 1988-09-23 | 1991-01-01 | Kimberly-Clark Corporation | Composite elastic material including a reversibly necked material |
| US5226992A (en) * | 1988-09-23 | 1993-07-13 | Kimberly-Clark Corporation | Process for forming a composite elastic necked-bonded material |
| US4984339A (en) * | 1988-10-20 | 1991-01-15 | Velcro Industries B.V. | Hook for hook and loop fasteners |
| US5501679A (en) * | 1989-11-17 | 1996-03-26 | Minnesota Mining And Manufacturing Company | Elastomeric laminates with microtextured skin layers |
| US5019071A (en) * | 1989-12-12 | 1991-05-28 | Minnesota Mining And Manufacturing Company | Adhesive fastening tab |
| US5114781A (en) * | 1989-12-15 | 1992-05-19 | Kimberly-Clark Corporation | Multi-direction stretch composite elastic material including a reversibly necked material |
| US5116662A (en) * | 1989-12-15 | 1992-05-26 | Kimberly-Clark Corporation | Multi-direction stretch composite elastic material |
| CA2032125A1 (en) * | 1990-02-22 | 1991-08-23 | John A. Miller | Repositionable adhesive tape |
| US5116563A (en) * | 1990-06-28 | 1992-05-26 | The Procter & Gamble Company | Process for producing a mechanical fastener |
| US5679302A (en) * | 1990-09-21 | 1997-10-21 | Minnesota Mining And Manufacturing Company | Method for making a mushroom-type hook strip for a mechanical fastener |
| US5077870A (en) * | 1990-09-21 | 1992-01-07 | Minnesota Mining And Manufacturing Company | Mushroom-type hook strip for a mechanical fastener |
| US5300057A (en) * | 1990-11-20 | 1994-04-05 | Minnesota Mining And Manufacturing Company | Frontal tape-based diaper closure system |
| US5167897A (en) * | 1991-02-28 | 1992-12-01 | The Procter & Gamble Company | Method for incrementally stretching a zero strain stretch laminate web to impart elasticity thereto |
| ES2099829T3 (es) * | 1991-06-21 | 1997-06-01 | Procter & Gamble | Metodo serigrafico para fabricar un sistema de sujecion mecanica resujetable, y sistema de sujecion producido por el mismo. |
| US5260015A (en) * | 1991-08-16 | 1993-11-09 | Velcro Industries, B.V. | Method for making a laminated hook fastener |
| CA2057739A1 (en) * | 1991-09-11 | 1993-03-12 | Kimberly-Clark Worldwide, Inc. | Disposable diaper having differentially stretchable ears with childproof fastening |
| CA2065121C (en) * | 1992-04-03 | 1997-06-24 | Roger Boulanger | Method and apparatus for printing a fibrous web |
| JP2744384B2 (ja) * | 1992-07-22 | 1998-04-28 | ワイケイケイ株式会社 | 裏面に裏部材を有する係合部材の製造方法及びその装置 |
| US5454801A (en) * | 1992-10-09 | 1995-10-03 | Mcneil-Ppc, Inc. | Printed polymer coatings and method for making same |
| US5385706A (en) * | 1993-04-07 | 1995-01-31 | The Proctor & Gamble Company | Process of making a refastenable mechanical fastening system with substrate having protrusions |
| BR9406750A (pt) * | 1993-06-11 | 1996-02-27 | Minnesota Mining & Mfg | Processo para a fabricaçao de artigo ferramental mestre para replicaçao e artigo obtido |
| US5389168A (en) * | 1993-06-30 | 1995-02-14 | The Procter & Gamble Company | Method of making an elastomeric adhesive foam and of elasticizing garments |
| WO1995003723A1 (en) * | 1993-07-27 | 1995-02-09 | Minnesota Mining And Manufacturing Company | Fastener member with a dual purpose cover sheet |
| JPH07102462A (ja) * | 1993-09-29 | 1995-04-18 | Japan Vilene Co Ltd | 不織布及びその製造方法 |
| US6093665A (en) * | 1993-09-30 | 2000-07-25 | Kimberly-Clark Worldwide, Inc. | Pattern bonded nonwoven fabrics |
| US5470424A (en) * | 1993-11-30 | 1995-11-28 | Kimberly-Clark Corporation | Process for forming liquid impermeable sheet material having a fibrous surface and products formed thereby |
| US5399219A (en) * | 1994-02-23 | 1995-03-21 | Kimberly-Clark Corporation | Method for making a fastening system for a dynamic fitting diaper |
| JPH08105480A (ja) * | 1994-10-06 | 1996-04-23 | Fukugou Plast Kogyokai:Kk | 衝撃吸収板 |
| US5705013A (en) * | 1995-02-10 | 1998-01-06 | The Procter & Gamble Company | Method for manufacturing extensible side panels for absorbent articles |
| US6551430B1 (en) * | 1995-05-31 | 2003-04-22 | Kimberly-Clark Worldwide, Inc. | Process for making a training pant having a unitary waist elastic system |
| JP3422609B2 (ja) * | 1995-11-14 | 2003-06-30 | 花王株式会社 | 使い捨ておむつ |
| US5578344A (en) * | 1995-11-22 | 1996-11-26 | The Procter & Gable Company | Process for producing a liquid impermeable and flushable web |
| US5685758A (en) * | 1996-04-12 | 1997-11-11 | National Starch And Chemical Investment Holding Corporation | Hot melt adhesive compositions with improved wicking properties |
| JP3461662B2 (ja) * | 1996-06-06 | 2003-10-27 | Ykk株式会社 | 一体成形面ファスナー |
| US6054091A (en) * | 1996-10-03 | 2000-04-25 | Minnesota Mining And Manufacturing Co. | J hook-type hook strip for a mechanical fastener |
| DE19646318A1 (de) * | 1996-11-09 | 1998-05-14 | Binder Gottlieb Gmbh & Co | Rationelles Verfahren zur Herstellung eines Haftverschlußteils aus thermoplatischem Kunststoff |
| US6039911A (en) * | 1997-01-09 | 2000-03-21 | 3M Innovative Properties Company | Method for capping stem fasteners |
| US6132411A (en) * | 1997-06-04 | 2000-10-17 | The Procter & Gamble Company | Absorbent article with multiple zone side panels |
| US6132660A (en) * | 1997-06-19 | 2000-10-17 | 3M Innovative Properties Company | Method for forming headed stem mechanical fasteners |
| US5868987A (en) * | 1997-06-19 | 1999-02-09 | Minnesotamining And Manufacturing | Superimposed embossing of capped stem mechanical fastener structures |
| US6583220B1 (en) * | 1997-08-29 | 2003-06-24 | Avery Dennison Corporation | Biological fluid absorbing pressure sensitive adhesives |
| US6261278B1 (en) * | 1997-12-31 | 2001-07-17 | Kimberly-Clark Worldwide, Inc. | Film with improved self-adhesive properties |
| US5948707A (en) * | 1998-03-09 | 1999-09-07 | Gore Enterprise Holdings, Inc. | Non-slip, waterproof, water vapor permeable fabric |
| EP0978263A1 (en) * | 1998-08-03 | 2000-02-09 | The Procter & Gamble Company | Improved adhesive printing process for disposable absorbent articles |
| US6531027B1 (en) * | 1998-08-03 | 2003-03-11 | The Procter & Gamble Company | Adhesive printing process for disposable absorbent articles |
| US6127476A (en) * | 1999-01-25 | 2000-10-03 | Omnova Solutions Inc. | Aqueous rubber composition |
| JP2002537083A (ja) * | 1999-02-25 | 2002-11-05 | スリーエム イノベイティブ プロパティズ カンパニー | 不連続ステム領域を有するウェブ |
| US6190594B1 (en) * | 1999-03-01 | 2001-02-20 | 3M Innovative Properties Company | Tooling for articles with structured surfaces |
| US6143818A (en) * | 1999-08-04 | 2000-11-07 | Ato Findley, Inc. | Hot melt adhesive based on ethylene-propylene rubber (EPR) and semicrystalline olefinic polymers |
| US6523595B1 (en) * | 1999-09-03 | 2003-02-25 | Kimberly-Clark Worldwide, Inc. | Method of and apparatus for separating discrete elements from pre-perforated web for placement on product web moving at different speed |
| US6638605B1 (en) * | 1999-11-16 | 2003-10-28 | Allegiance Corporation | Intermittently bonded nonwoven disposable surgical laminates |
| US6255236B1 (en) * | 2000-01-24 | 2001-07-03 | Tredegar Film Products Corporation | Stiffened lane elastic laminate and method of forming |
| US6942894B2 (en) * | 2001-11-05 | 2005-09-13 | 3M Innovative Properties Company | Methods for producing composite webs with reinforcing discrete polymeric regions |
| US7037457B2 (en) * | 2001-11-05 | 2006-05-02 | 3M Innovative Properties Company | Systems and methods for composite webs with structured discrete polymeric regions |
| US7238314B2 (en) * | 2003-03-13 | 2007-07-03 | 3M Innovative Properties Company | Polymer transfer apparatus, methods, and composite webs |
| US7799162B2 (en) * | 2004-05-10 | 2010-09-21 | 3M Innovative Properties Company | Composite webs with elastic composite structures |
-
2001
- 2001-11-05 US US10/013,304 patent/US20030087059A1/en not_active Abandoned
-
2002
- 2002-09-16 KR KR1020047006810A patent/KR100887261B1/ko not_active IP Right Cessation
- 2002-09-16 BR BR0213528-0A patent/BR0213528A/pt not_active Application Discontinuation
- 2002-09-16 RU RU2004113951/12A patent/RU2303531C2/ru not_active IP Right Cessation
- 2002-09-16 AT AT02802766T patent/ATE302686T1/de not_active IP Right Cessation
- 2002-09-16 JP JP2003541936A patent/JP4520149B2/ja not_active Expired - Fee Related
- 2002-09-16 EP EP05018298A patent/EP1604817A3/en not_active Withdrawn
- 2002-09-16 ES ES02802766T patent/ES2244836T3/es not_active Expired - Lifetime
- 2002-09-16 WO PCT/US2002/029269 patent/WO2003039868A1/en active IP Right Grant
- 2002-09-16 MX MXPA04003728A patent/MXPA04003728A/es active IP Right Grant
- 2002-09-16 DE DE60205772T patent/DE60205772T2/de not_active Expired - Fee Related
- 2002-09-16 EP EP02802766A patent/EP1451013B1/en not_active Expired - Lifetime
- 2002-09-16 CN CNB028220560A patent/CN1331666C/zh not_active Expired - Fee Related
- 2002-11-04 AR ARP020104196A patent/AR037196A1/es active IP Right Grant
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4732800A (en) * | 1985-01-23 | 1988-03-22 | Lainiere De Picardie | Product adapted to be stuck hot by pressure to flat articles and a process for its production |
| KR970706122A (ko) * | 1994-09-30 | 1997-11-03 | 토마스 제이. 밀케 | 슬릿 탄성의 섬유성 부직 적층체(Slit Elastic Fibrous Nonwoven Laminates) |
| KR19990067547A (ko) * | 1995-11-13 | 1999-08-25 | 로날드 디. 맥크레이 | 이력 현상이 조절된 부직포 적층물 |
| KR960030447U (ko) * | 1996-05-27 | 1996-10-22 | 세인전자주식회사 | 혈압계용 손목 압박대 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20030087059A1 (en) | 2003-05-08 |
| BR0213528A (pt) | 2004-10-19 |
| DE60205772T2 (de) | 2006-09-14 |
| JP2005508267A (ja) | 2005-03-31 |
| DE60205772D1 (de) | 2005-09-29 |
| MXPA04003728A (es) | 2004-07-30 |
| EP1604817A3 (en) | 2009-05-06 |
| ES2244836T3 (es) | 2005-12-16 |
| KR20050027979A (ko) | 2005-03-21 |
| EP1451013B1 (en) | 2005-08-24 |
| CN1331666C (zh) | 2007-08-15 |
| RU2004113951A (ru) | 2005-03-10 |
| JP4520149B2 (ja) | 2010-08-04 |
| AR037196A1 (es) | 2004-10-27 |
| WO2003039868A1 (en) | 2003-05-15 |
| EP1451013A1 (en) | 2004-09-01 |
| CN1582231A (zh) | 2005-02-16 |
| EP1604817A2 (en) | 2005-12-14 |
| ATE302686T1 (de) | 2005-09-15 |
| RU2303531C2 (ru) | 2007-07-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100887261B1 (ko) | 불연속 탄성 중합체 영역이 구비된 복합 웹 | |
| EP1444093B1 (en) | Composite webs with reinforcing polymeric regions and elastic polymeric regions | |
| US7238314B2 (en) | Polymer transfer apparatus, methods, and composite webs | |
| JP5032305B2 (ja) | 弾性複合構造を有する複合ウェブ | |
| US6942894B2 (en) | Methods for producing composite webs with reinforcing discrete polymeric regions | |
| KR100885984B1 (ko) | 구조화된 불연속 중합체 영역을 갖춘 복합 웹을 위한시스템 및 방법 | |
| US7669297B2 (en) | Composite webs and closure systems | |
| KR20050023220A (ko) | 강화성 중합체 영역과 탄성 중합체 영역을 구비한 복합 웹 | |
| KR20070016164A (ko) | 탄성 복합 구조체를 갖는 복합 웹 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| LAPS | Lapse due to unpaid annual fee |