KR0165532B1 - 광섬유커플러의제조방법 - Google Patents
광섬유커플러의제조방법 Download PDFInfo
- Publication number
- KR0165532B1 KR0165532B1 KR1019890010202A KR890010202A KR0165532B1 KR 0165532 B1 KR0165532 B1 KR 0165532B1 KR 1019890010202 A KR1019890010202 A KR 1019890010202A KR 890010202 A KR890010202 A KR 890010202A KR 0165532 B1 KR0165532 B1 KR 0165532B1
- Authority
- KR
- South Korea
- Prior art keywords
- tube
- fiber
- fibers
- opening
- coating
- Prior art date
Links
Images















Classifications
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/24—Coupling light guides
- G02B6/36—Mechanical coupling means
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/24—Coupling light guides
- G02B6/26—Optical coupling means
- G02B6/28—Optical coupling means having data bus means, i.e. plural waveguides interconnected and providing an inherently bidirectional system by mixing and splitting signals
- G02B6/2804—Optical coupling means having data bus means, i.e. plural waveguides interconnected and providing an inherently bidirectional system by mixing and splitting signals forming multipart couplers without wavelength selective elements, e.g. "T" couplers, star couplers
- G02B6/2821—Optical coupling means having data bus means, i.e. plural waveguides interconnected and providing an inherently bidirectional system by mixing and splitting signals forming multipart couplers without wavelength selective elements, e.g. "T" couplers, star couplers using lateral coupling between contiguous fibres to split or combine optical signals
- G02B6/2835—Optical coupling means having data bus means, i.e. plural waveguides interconnected and providing an inherently bidirectional system by mixing and splitting signals forming multipart couplers without wavelength selective elements, e.g. "T" couplers, star couplers using lateral coupling between contiguous fibres to split or combine optical signals formed or shaped by thermal treatment, e.g. couplers
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/10—Non-chemical treatment
- C03B37/14—Re-forming fibres or filaments, i.e. changing their shape
- C03B37/15—Re-forming fibres or filaments, i.e. changing their shape with heat application, e.g. for making optical fibres
Landscapes
- Physics & Mathematics (AREA)
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Optics & Photonics (AREA)
- General Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Life Sciences & Earth Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Manufacture, Treatment Of Glass Fibers (AREA)
- Mechanical Coupling Of Light Guides (AREA)
- Glass Compositions (AREA)
- Optical Fibers, Optical Fiber Cores, And Optical Fiber Bundles (AREA)
- Optical Integrated Circuits (AREA)
- Optical Couplings Of Light Guides (AREA)
Abstract
내용 없음.
Description
제1도는 본 발명의 목적에 적합한 유리관의 단면도.
제2도는 관속에 섬유를 삽입하는 장치에 대한 개요도.
제3도는 관개구에 접근하는 방법과 관을 배기시키는 방법을 나타낸 개략도.
제4도는 제3도의 4-4선 횡단면도.
제5도는 관을 붕괴시키고, 그 중심부를 인발시키는 디바이스에 대한 개요도.
제6도는 섬유 주위의 유리관을 붕괴시켜 견고한 중심부를 형성하는 종단면도.
제7도는 제6도에서 7-7선을 따라 자른 견고한 중심부에 대한 횡단면도.
제8도는 말단이 인발되고 봉합된 후의 본 발명의 섬유 커플러 단면도.
제9도는 관이 붕괴되는 동안 섬유를 고정시키는 디바이스에 대한 개략도.
제10도는 내지 제15도의 도면들은 제3도의 A-A선 주위에서 모세관의 영역을 취한 단면도로서, 제10도 및 제11도는 관의 붕괴 과정에 있어서, 역효과가 생길 수 있는 개구의 단면도.
제12도및 제15도는 본 발명에 따른 개구의 단면도이다.
* 도면의 주요부분에 대한 부호의 설명
10 : 모세관 12 : 세로개구
22,24 : 광섬유 30,31 : 클램프
35,38 : 홈 36,39 : 블록
47 : 접착제 48,50 : 틈
51 : 커플러예비성형품 52,53 : 척
54 : 링버너 56,61 : 전공 접속부
59,64 : 클램프자
다수의 코어(core)를 갖는 디바이스내에서 가까이 근접한 두 코어들 사이에서 커플링(coupling)이 일어나는 것은 공지되어 왔다. 커플링 효율은 코어들 사이의 간격이 감소할수록, 단일모드(single-mode) 코어의 경우 코어 직경이 작을수록 증가된다. 알맞은 길이로 평행하게 다수의 섬유들을 배역시키고, 섬유를 보호하는 클래딩(cladding)을 용융시키고, 코어들 사이의 간격을 감소시킴으로써 다중모드(multimode) 및 단일모드 커플러는 제조되어 왔다. 미합중국 특허 제4,426,215호에서 Murphy가 언급한 바와 같이 섬유의 용융된 길이를 따라 섬유에 신장 작업(stretching), 비틀림(twisting)작업을 가함으로써 커플링이 증가될 수 있다.
그러나, 섬유의 비틀림 작업은 어떤 특정 목적에서는 단점을 부여할 수 있다. 또한, 미합중국 특허 제4,449,781호에서 Lightstone등이 언급한 바와 같이 코어 사이의 간격을 줄이기 위해 에칭(etching) 또는 연삭(grinding)에 의해 때때로 클래딩의 일부분을 제거시킨다. 커플링 부분은 깨지기 쉽고 대기중에 노출되기 때문에, 상기의 커플러들은 기밀봉합물로 제공되어야 한다.
상기의 공정은 노동 집약적이기 때문에 가격이 비싸진다. 또, 상기 공정들로 인해 항상 커플러들이 미리 결정된 바람직한 커플링 특성과 장기간의 보존을 나타내는 것은 아니다. 커플링 코어 부분이 서로 평행하게 남아서 전파 상수가 정합(match)되는 단일모드 커플러의 제조방법과 분극작업의 유지(polarization retention)와 같은 광특성을 갖는 단일모드 커플러의 제조방법에 있어서, 상기의 단점은 특히 현저하다.
커플러의 제조과정이 본래부터 기밀봉합되어 있고 충분히 섬유의 커플링을 지지할 수 있으면, 이미 제조된 커플러가 즉시 봉합물로 제공될 필요는 없다. 그러나, 상기의 결과를 달성하고자 하는 시도는 바람직하지 못한 광특성을 갖는 커플러의 제조를 결과적으로 초래하게 된다.
일본공보 제60-140208호에서는 한쌍의 섬유를 선비틀림(pre-twisting)하여 석영관(quartz tube)에 삽입시킨 다음, 관의 직경을 줄이기 위해 관의 중심부를 가열시키고 인발시킴으로써 커플러를 제조하였다. 그리고 나서, 관의 말단에 수지를 적용하여 섬유를 밀봉한다. 이 커플러는 다음의 단점을 갖는다. 상기 관을 섬유위에서 붕괴시키는 동안, 섬유들은 팽팽하지도 않고 모세관도 배기되지 않는다. 따라서, 섬유들은 관내에서 꼬불꼬불하게 되어 미리 결정된 길이로 관을 연장시킬때 미리 결정된 커플링이 달성되지 못한다. 또한, 이것은 적은 커플러의 손실을 달성하는 것을 어렵게 한다. 충분한 커플링을 제공하도록 섬유-대-섬유 접촉의 충분한 길이를 제공하기 위해 섬유를 선비틀림하였기 때문에, 제조된 커플러는 입력된 광신호의 분극작업을 유지할 수가 없고, 어떤 응용에서는 부적당하다.
Dyott 등의 미합중국 특허 제3,579,316호에서는 섬유를 말단이 겹쳐져 있는 모세관에 먼저 삽입하는 방법을 개시하였다. 모세관은 섬유의 클래딩 물질의 굴절율보다 작은 굴절율을 갖는 유리로 제조된다. 섬유가 겹쳐진 부분의 모세관에 열을 가하고, 관의 직경이 원래 섬유의 직경과 거의 같을 때까지 모세관을 신장시킨다. 신장된 부분의 원래 코어는 보이지 않을 정도로 작게 되고, 이 신장된 직경은 원래 잭경의 약1/100밖에 안되므로 원래 섬유의 클래딩이 커플딩이 커플링 부분의 코어가 된다.
제2구체예에서, 한 섬유에서 다른 섬유로 힘의 부분적 전이가 있다. 두개의 섬유를 모세관에 삽입하고, 관의 양 말단을 신장시킨다. 모세관의 구멍(bore)은 섬유 중 한가닥이 모세관과 동일한 굴절율을 갖는 슬리브(Sleeve)에 둘러 싸일 수 있도록 충분히 커야한다. 코어가 보이지 않을 정도로 작고, 원래의 클래딩이 커플러 부분의 코어가 되기 때문에 슬리브는 일정한 거리 간격으로 새로운 코어들을 유지시킨다. 이러한 길고 얇은 커플러는 장애가 되고 깨지기 쉽다. 더욱이 원래의 클래딩이 소멸된 코어를 대신하기 때문에 상기 커플러는 손실이 많다. 섬유 코어가 보이지 않을 정도로 작은 크기로부터 전체 크기까지 가늘어지는 커플러의 영역에 있어서는 불충분한 양의 힘이 클래딩으로부터 코어로 다시 전달된다.
상기에서 언급된 문헌중의 많은 단점들은 제204,620호 출원에 관련된 방법에 의해 극복되었다. 상기의 문헌에는 적절하게 준비된 적어도 두개의 각각 코어 및 클래딩을 갖는 유리 광섬유가 개시되어 있고, 상기 유리 광섬유는 섬유의 말단이 유리관의 말단보다 길도록 유리관의 세로 개구(longitydinal aperture)속에 배열되어 있다. 유리섬유가 코팅(coating)된 부분을 가지면, 코팅 중간체의 일부인 그 말단 부분이 제거되고, 유리섬유의 코팅되지 않은 부분은 관의 세로 개구내에 배열된다. 섬유들은 팽팽하게 정렬되고 관의 제1및 제2의 말단 부분에 접착되며, 이 접착물이 경화된 후에 섬유는 팽팽한 상태가 된다. 상기의 방법으로 형성된 구조물의 중심부를 가열하여 섬유 주위를 붕괴시키고 미리 결정된 직경이 될 때까지 인발시킨다. 관의 붕괴는 개구내에 낮은 압력을 가함으로써 촉진되다.
유리관의 중심부가 붕괴되어감에 따라 개구의 크기가 감소하고, 관은 섬유와 접촉하여, 섬유들을 상호 접촉하도록 돌고 힘을 가하게 된다. 이러한 현상은 제조된 커플러가 미리 결정된 커플링 특성을 갖도록 하는 가능성을 증가시킨다. 그러나 붕괴된 관으로부터 나온 유리가 섬유들 사이의 영역으로 유입될 수 있다. 상기 유입이 많아지면, 커플링에 영향을 미치는 섬유들간의 분리를 일으킬 수 있다.
또한, 섬유로부터 코팅을 기계적으로 벗기는 단계는 시간 소모가 크고, 깨지기 쉽고 코팅되지 않은 섬유들을 다루어야 한다. 또한 용매로 코팅을 벗기는 방법은 상당량의 섬유조작을 필요로 한다.
따라서, 본 발명의 목적은 종래 기술의 단점을 극복하는 방법을 제공하는데 있다.
본 발명의 또 다른 목적은 미리 결정된 값과 거의 일치하는 광특성을 가진 광 커플러의 제조방법을 제공하는 것이다.
또 다른 목적은 온도 변화나 기계적 영향과 같은 환경적 요소에 보호되고, 주위의 섬유들 사이에서 신뢰할 만하고 예견할 수 있는 에너지 전달효과를 나타내는 광커플러의 제조방법을 제공하는데 있다.
또 다른 목적은 광섬유의 조작단계를 줄여서 원가절감을 할 수 있는 방법을 제공하는데 있다.
본 발명의 한 실시예는 광섬유 커플러의 제조방법에 관한 것이다. n개의 (n=3 EH는 그이상) 평편한 표면으로 형성된 세로 개구는 제1및 제2의 말단 부분과 중심부를 갖는 유리관을 따라 연장된다. 이 개구는 관의 세로축을 통하는 면에 대해 대칭적이고, 개구의 형태는 다이아몬드형, 정방형 등이다. 팽팽하게 정렬된 최소한 두개의 유리 광섬유는 세로 개구내에 배열되고, 섬유 말단이 관의 말단보다 길게 연장된다. 유리관의 중심부가 가열되어 섬유 주위에서 붕괴되고, 적어도 중심부의 일부가 인발되어 중심부의 직경이 감소되고, 섬유 코어들 사이의 간격도 감소하게 된다.
가열하여 붕괴시키고 신장시키는 단계는 하기 기술된 단계들로 구성된다. 적어도 관의 연화점(softening point)까지 관의 중심부를 가열하여 섬유 주위의 중심부를 붕괴시켜 견고한 중심부를 형성하고, 견고한 중심부의 일부를 유리섬유와 관의 물질의 연화점까지 가열하여 중앙 부분의 적어도 한 부분을 인발시키는 단계:
섬유들을 팽팽하게 유지시키는 단계는 단계는 관의 제1의 말단으로부터 연장되는 각 섬유들의 한쪽 말단을 상기 관으로부터 떨어진 한점에 고착시키는 단계를 포함한다. 그리고 나서, 제2의 관의 말단으로부터 연장된 섬유들의 나머지 말단들을 섬유가 팽팽해지도록 당겨서, 각 섬유의 나머지 말단도 관으로부터 떨어진 한 점에서 고착시킨다.
섬유가 코팅되어 있으면 코팅 중간체의 한 부분인 그 말단을 각 섬유로부터 벗기거나 제거하는 단계를 더욱 포함하며, 이때 코팅이 벗겨진 부분의 섬유길이는 개구의 길이보다 더 짧다. 섬유들의 코팅된 부분들이 개구의 말단에 접촉되어 정밀하게 위치되도록 섬유들의 코팅되지 않은 부분들이 세로 개구내에 배치된다.
코팅을 제거하는 단계는 코팅이 연소(즉, 분해, 산화, 해중합 등)되기에 충분히 높은 온도에서 상기 코팅을 가열하는 단계를 포함한다. 코팅이 제거되는 동안의 조겅이 되는 분위기는 산화, 비활성, 환원 및 진공상태일 수 있으며, 이 분위기는 사용된 코팅 물질의 형태와 두께같은 요인들에 의존한다. 제1의 말단 근처에 있는 관의 측면을 향하여 불꽃(flame) 또는 상응하는 열원을 놓고 제2의 말단쪽으로 열원을 횡단시킴으로써 코팅은 쉽게 가열된다. 또한 코팅을 가열하는 단계는 관을 용광로(furnace)속에 삽입하는 단계를 포함하는데, 여기서 코팅이 제거되어야 하는 적어도 그 부분은 상승된 온도에 놓이게 된다.
섬유를 관속에 삽입하기 전에 코팅의 적어도 한 부분이 섬유로부터 벗겨질 수 있고, 코팅이 벗겨진 섬유의 길이는 개구의 길이보다 짧다. 그리하여 섬유의 코팅된 부분이 개구의 말단 영역에 접촉되고 개구에 의해 정밀하게 위치되도록 섬유의 코팅되지 않은 부분은 세로 개구내에 배치된다. 가열하는 단계에서는 섬유의 코팅이 벗겨진 부분 및 개구의 표면으로부터 코팅 물질의 잔류물도 제거된다.
중심영역이 신장된 후에, 관은개구의 붕괴되지 않은 부분에서 가열될 수 있고, 관이 냉각됨에 따라 접착물(glue)이 개구 및 섬유의 벗겨진 부분으로 유입되도록 관 개구의 말단에 접착물을 적용할 수 있다.
개구가 n개의 평편한 표면을 갖는다면(n은 적어도 3), n+1개의 광섬유는 상기 관에 접촉하는 섬유의 개구에 배치될 수 있고, n개의 섬유는 관에 접촉하며, 상기 섬유의 하나는 n개의 섬유에 접촉하는 개구의 중심에 배치된다.
본 발명에서의 도면에는 원소의 스케일(scale)이나 상대적 비율을 나타내지 않았다.
본 발명은 각각 코어와 클래딩을 갖는 적어도 두개의 적절하게 준비된 유리 광섬유를 유리의 세로 개구내에 배열시킴으로써 광섬유 커플러를 제조하는 개선된 방법에 관한 것이다. 섬유가 코팅되어 있으면 코팅 중간체의 일부인 섬유의 말단이 제거되며, 섬유의 코팅되지 않은 부분은 개구내에 놓이게 된다. 섬유들을 인장시켜 팽팽하게 한다. 이렇게 형성된 구조물의 내부는 그 한쪽 말단에 진공을 부여하고 공기나 액체 세척용액과 같은 적절한 유체를 개구를 통해 흐르게 하여 세척시킨다. 이렇게 형성된 구조물의 중심부는 가열되어 섬유 주위가 붕괴되고, 미리 결정된 직경까지 신장되고 인발된다. 관 벽을 통하는 다른 압력을 가하여 관의 중심부의 붕괴를 촉진시킬 수 있는데, 개구내에 좀더 낮은 압력을 가하면 견고한 중심부의 형성에 도움을 주게 된다.
섬유는 붕괴 단계동안 섬유를 관의 한쪽 말단에 부착시키고, 제2의 관의 말단에서 개구로부터 연장된 섬유들을 잡아당겨 팽팽하게 하고나서, 섬유를 관의 제2의 말단에 부착시킨다. 시멘트, 접착제 등과 같은 결합 물질로 이루어지는 접착물을 섬유에 적용시켜 관의 말단 부분에 섬유를 부착시킨다. 섬유 주위의 전체 원주 영역보다는 적게 접착물을 적용하여 개구와 접착물 사이에 틈(opening)이 남게 하여 그 개구에 관의 말단이 접근할 수 있도록 한다. 관 말단에 접착물을 적용하는 다른 기술적 방법들은 관련 특허 출원 제204,620호에 나타나 있다.
비록 관을 섬유상에 붕괴시키고 단일 가열 작용으로 관의 중심부를 인발 또는 신장시킴으로서 적은 손실을 갖는 커플러를 제조할 수 있다고 하더라도, 이들 단계를 분리해서 수행하는 것이 유리하다. 만일 관이 신장작용을 위해 가열되기 전에 냉각되면, 각 단계마다 좀더 많은 조절이 필요하게 될 수 있다. 견고한 붕괴된 중심부의 가운데 부분은 신장될 수 있고, 따라서 광섬유의 신장된 부분은 완전히 관의 매트릭스(matrix) 유리내에서 밀봉된다. 커플러의 광특성에 나쁜 영향을 미치는 물이나 오염물에 의해서 섬유의 신장된 부분이 나쁜 영향을 받는 것을 억제한다는 점에서 상기의 개선된 기밀성은 유익하다.
세로 개구 12를 가진 관 10(제1도)은 본 발명의 제조방법에서 사용하기에 바람직하다. 관 10은 하기 상세히 기술될 방법 또는 미합중국 특허 제4,822,389호에 명시된 방법으로 제조된 모세관으로 구성된다. 테이퍼 개구(Tapered aperture) 14와 16은 개구 12에 섬유를 삽입하는 것을 용이하게 한다. 또한 테이퍼 개구 14와 16은 개구가 막히지 않도록 섬유에 접착물을 적용하는 것을 용이하게 한다.
관 10의 연화점 온도는 광섬유의 연화점보다 낮아야 한다. 바람직한 관의 조성은 1~25중량% B2O3로 도프(dope)된 이산화규소(SiO2)와 0.1내지 약 2.5중량% 불소로 도프된 이산화규소이다.
미리 결정된 광특성을 갖는 커플러를 계속적으로 제조하기 위한 커플러 제조공정에 있어서, 모세관에 섬유를 삽입하는 단계를 포함하는 모든 공정의 단계는 제조된 각 커플러상에 균등하게 수행되어야 한다. 하기의 특성을 지닌 섬유의 삽입 공정은 유용하게 사용된다. WDM 커플러나 분극작용을 유지하는 커플러와 같은 특정 형태의 커플링 디바이스에 있어서는 섬유들은 반드시 비틀려지지 않고, 서로 평행하게 유지되어야 한다. 섬유가 비틀리지 않고 똑바로 곧게 유지되려면 섬유를 고정시키는 장치들도 일직선으로 정렬되어야 한다. 다른 공정 단계, 특히 모세관을 섬유상에 붕괴시키는 단계 동안, 섬유의 느슨함(slack)이나 휨(sag)현상의 발생을 제거하기 위한 접착 단계시에 접착물을 적용하는 과정에서 팽팽한 상태로 섬유를 고정시키는 수단이 제공되어야 한다. 관을 붕괴시키는 단계시에 섬유중 한가닥 또는 둘다 느슨해지는 현상은 제조된 디바이스가 과다한 손실을 나타내거나 커플링 비율의 변화를 초래하게 된다.
제2도에 도시된 바람직한 섬유 삽입 장치는 일직선상으로 정렬된 블럭(Block) 27, 34, 36, 39, 42 및 43으로 구성된다. 고무 표면으로 된 클램프(clamp) 30과 31은 블럭 27에 대해서 광섬유를 유지시킬 수 있다. 이와 유사한 클램프 44와 45는 블럭 43에 연결되어 있다. 블럭들에 대해 교차탄성을 갖는 클램프들은 클램프에 연결된 손잡이(handle)를 완화시킴으로써 블럭과의 접촉을 차단시킬 수 있다. 블록 34는 서로 떨어져 있는 홈(spaced groove) 32와 33을 포함하는데, 홈 32 및 33은 블록 42의 홈40 및 41과 일렬로 정렬된다. 블록 36의 표면에 있는 단일 홈 35는 블럭 39의 홈 38과 일렬로 정렬되어 있다. 도시된 홈들은 U-자형이고, 홈안에 놓이는 섬유 또는 섬유들을 미끄러지듯이 수용할 수 있는 충분한 폭을 갖는다.
제2도의 섬유 삽입 장치는 다음과 같다. 기준은 제3도 및 제4도에서 도시된 모세관이다. 코팅된 광섬유 22 및 24의 두 길이들은 섬유의 릴(reel)로 절단된다. 섬유 22와 24의 각 말단은 클램프 30과 31로 각각 고정된다. 섬유의 전체 길이를 에틸 알코올과 같은 바람직한 세척용액에 담지시킨 거칠지 않은 천으로 닦는다.
모세관 10의 개구는 광섬유의 코팅된 부분을 수용하기에 충분한 크기가 바람직하며 그 형태는 하기 설명할 바와 같이 비원형(non-circular)이어야 한다. 코팅된 섬유와 개구 사이의 상기의 관계는 관내에서 섬유의 말단이 비틀림을 막는다. 제4도에 도시된 바와 같이, 다이아몬드, 정방형 등과 같은 단면 형태를 갖는 특정 구멍은 관속에서 섬유가 바람직하게 정렬되도록 한다. 개구의 직경은 섬유가 개구를 통과하기 어려울 정도로 작아서는 안된다. 소량의 에틸 알코올을 관속에 주사시켜 임시적으로 섬유를 윤활시키고, 그후 증발시킨다. 모세관을 섬유상에 장착시키고 제2도에서 도시된 블럭 36에 근접한 위치로 이동시킨다 섬유들을 약간 잡아당겨 팽팽한 상태로 하고, 나머지 다른 말단은 클램프 44와 45로 고정시킨다. 기계적으로 벗기는 장치를 사용하여 관 10과 블록 39사이의 위치에서 각 섬유로부터 코팅부분을 제거시킨다. 섬유의 벗겨진 부분의 길이는 모세관 개구의 길이보다 약간 짧아서 개구 12의 양쪽 말단으로 코팅을 연장시킬 수 있으며, 따라서 개구 단면내에 섬유를 적절하게 배치시킨다. 상기의 섬유 코팅의 돌출부를 제3도에 도시하였다. 벗겨진 부분의 길이들은 거의 균일해야 하며, 이 부분들은 서로 인접해 있어야 한다.
담지시킨 거칠지 않은 천을 사용하여 두개의 섬유들을 관 10의 왼쪽 말단에서 붙잡고 견고히 닦는데, 상기 천은 벗겨진 부분을 지나 관으로부터 멀리 이동된다. 상기의 단계는 코팅을 벗기는 단계에서 생긴 물질들을 제거하고, 섬유의 벗겨진 부분을 깨끗하게 한다. 그리고 나서, 섬유를 서로 인접하고 곧게 유지시키는 홈 35와 38에 놓는다. 클램프 44를 풀고 섬유 22도를 다시 팽팽하게 한 다음, 다시 클램프 44를 조이고 이와 동일한 방법으로 섬유 24도 다시 팽팽하게 만든다.
모세관을 블록 39쪽으로 이동시켜 제3도에 도시된 바와 같이 벗겨진 부분이 중심이 되도록 배치시킨다. 소량의 접착물 47을 섬유 22와 24의 한쪽에 적용시킨 후 이를 테이퍼 개구 16의 한쪽에 부착시키면 테이퍼 개구 16의 나머지 부분과 접착물 47사이에 세로 개구 12가 접근할 수 있도록 틈(opening) 48을 남겨진다. 점착물의 일부 49를 섬유와 테이퍼 개구 14사이에 상기의 방법과 유사한 방법으로 적용한 후 접착물 49와 테이퍼 개구 14사이에 개구 틈 50을 남긴다. 모세관 개구의 크기에 따라, 관에 테이퍼 개구 14와 16을 제공하지 않으면 개구가 막히지 않고 관 말단 부분에 섬유를 접착시키는 것이 어렵고 또는 불가능할 수도 있다. 틈 48과 50은 최종 세척시 개구 12를 통해서 유체를 흐르게 할 수 있고, 또한 관 10의 붕괴 과정 동안에 개구 12를 배기시킬 수 있게 한다. 만일 접착물이 UV광 경화 에폭시(UV light curable epoxy)이면 빛은 제1의 적용된 에폭시 부분에 조준되어, 제2의 부분이 나머지 말단에 적용되기 전에 제1의 부분을 경화시킨다. 그리고 나서 제2의 부분에 적용되고 경화시킨다.
모세관 내의 섬유들은 내부의 비틀림이 가시적으로 체크된다. 180°보다 큰 비틀림은 맨눈으로도 관찰될 수 있다. 또한, 레이저 빔(laser beam)은 클램프 44로부터 돌출된 섬유 22의 말단에 발사될 수 있다. 만일 어떤 빈틀림도 존재하지 않으면, 빛은 클램프 30으로부터 돌출된 섬유 22의 말단으로 빛이 발산된다. 방위 마크를 관 10의 상부 표면에 표시하여 섬유들이 각 제조된 커플러를 위한 인발 장치에 대해 같은 방향으로 정렬할 수 있도록 한다. 여기서, 모든 커플러의 예비 성형품은 동일한 공정 조건하에서 수행될 것이다. 본 발명의 실시예에 따르면, 관 10을 가열하여 섬유 22와 24로 붕괴시킨 후 관 10의 중심부를 가열하고 신장시켜 미리 결정된 종류의 커플링을 이룰수 있기에 충분한 거리로 섬유 코어들을 접근시킨다.
관을 붕괴시키고 신장시키는 단계를 수행하기 위한 바람직한 장치를 제5도에 도시하였다. 상기 장치에서 커플러의 예비성형폼(preform)을 고정시키는데 사용되는 척(chuck) 52와 53은 컴퓨터에 의해 바람직하게 조정되는 모터 조정단(motor controlled stage) 65 및 66상에 설치된다. 대칭은 붕괴와 신장단계에서 중요한 필수요건이다. 따라서, 척 52와 53은 디바이스 손실에 나쁜 영향을 미칠 수 있고, 섬유의 어느쪽 말단이 입력구(input port)로 선택되든지 출력되는 커플러는 실질적으로 균일하다는 특성인 커플러의 양쪽 방향성에 악영향을 미칠수 있는 커플러의 상괘(offset) 효과의 발생을 막도록 일렬로 정렬되어야 한다. 또한, 예비성형품을 균일하게 가열할 수 있도록 커플러의 예비성형품을 따라 중심에 버너를 위치시키면 커플러의 양쪽 방향성은 증가된다. 링버너(ring burner) 54와 같이 대칭적으로 설계된 버너는 모세관의 중심부를 균일하게 가열 시키는데 적합하다. 열가리개(Heat Shield) 55는 버너 위쪽에 위치한 장치들을 보호한다.
제3도의 커플러 예버성품 51이 미리 결정된 방향과 같은 방위 방향으로 링버너 54에 삽입된다. 상기 예비성형품이 인발척(draw chuck)에 고정되고, 진공 접속부 56과 61이 그 말단에 부착되었다. 제3도의 단면에 도시된 진공 접속부 56은 방사상으로 연장된 진공라인 57을 갖는 짧고 약간은 견고한 고무관으로 구성된다. 일정 길이의 얇은 고무관의 한쪽 말단 58은 예비성형품 51의 맞은편인 진공 접속부 56에 부착되고 관의 다른 한쪽 말단은 클램프 자(clamp jaw) 59사이로 연장된다. 상부 진공 접속부 61은 진공라인 62, 관 63 및 클램프 자 64에 상기와 같은 방법으로 부착된다. 섬유 22와 24를 관 58과 63으로부터 연장시킨다.
관 58의 클램프 자 59를 통해 개구 12를 세척할 충분한 시간동안 커플러 예비성형품 51의 하부에 진공을 부여한다. 상부라인은 클램프 자 64를 열어 놓음으로써 이 시간동안 공기를 배기시킨다. 이 공기세척으로 섬유를 삽입시키는 동안 발생하는 벗겨진 부스러기를 개구 12로부터 방출시킨다. 그리고 나서 클램프자(jaw) 64를 관 63에 대해 고정시켜 예비성형품 51의 상부부분에 진공을 부여한다.
모세관의 붕괴 단계는 단시간9동안, 통상적으로 25초, 링버너 54의 불꽃으로 커플러의 예비성형품을 가입시켜서 관의 중심부 67의 온도를 그 연화점 온도까지 승온시키는 단계를 수반한다. 관위에 다른 압력을 가하여 매트릭스 유리는 섬유 22와 24로 붕괴되며, 이들 상호간에 접촉을 하게 된다. 관 매트릭스 유리가 섬유를 감싸고, 개구를 채워 제6도 및 제7도에 도시된 고체 구조물을 형성한다. 중심부 67로 도시된 부분은 제조된 커플러의 커플링 영역을 형성하고, 바람직하게 공기나 기포 등이 없는 견고한 영역이 된다. 붕괴는 영역의 세로길이는 불꽃에 견딜 수 있는 온도와 시간, 유리관의 열 전도율, 부여된 진공정도에 의해 결정된다. 붕괴하는 동안 진공을 부여하면 섬유가 연화되기 전에 관이 붕괴되어 섬유의 비틀림을 억제 또는 저하시키고 재현성을 향상시킨다. 또한 섬유의 연화점 온도가 관의 연화점 온도보다 클때 섬유들은 그 단면을 둥글게 시키려는 경향이 있다.
관의 붕괴된 중심부의 가운데 부분은 관을 붕괴시키는 장치로부터 디바이스를 제거하지 않고도 신장될 수 있다. 관이 냉각된 후, 불꽃을 재점화하여 붕괴된 영역의 중심을 그 물질의 연화점까지 재가열한다. 바람직한 커플러의 특성에 의존하는, 신장공정에서의 불꽃은 통상적으로 10초~20초 정도로 지속된다. 신장단계에서 가열하는 시간이 적으면 붕괴되는 영역보다 신장되는 영역이 적은 결과를 초래한다. 만약 전체 중심부가 신장된다면, 섬유의 광커플링 영역의 말단 부분이 개구에 노출되게 된다. 붕괴된 중심영역의 가운데 부분만 신장되면 섬유의 커플링 영역은 모세관의 매트릭스 유리에 삽입되게 된다. 상기의 재가열 단계에서, 섬유들은 또한 모세관의 매트릭스 유리에 완전히 둘러싸여 열을 받게 되어 그들 사이에 열적 접촉을 갖게 된다. 붕괴된 관을 재가열시킨 후에 불꽃을 소화시키고 단 65와 66을 커플러의 길이가 미리 결정된 양만큼 증가될 때까지 반대방향으로 잡아당긴다. 바람직하게 일렬로 정렬된 장치들을 사용하고, 공정 변수들을 주의깊게 조절시키면, 상기 공정으로 제조된 모든 커플러들은 유사한 광특성을 갖게 될 것이다. 중심부 67의 직경은 제8도의 영역 68로 도시된 바와 같이 감소된다. 인발된 영역 68의 직경은 다양한 섬유와 작동 변수들에 의해 좌우된다. 영역 68의 인발된 직경과 중심부 67의 처음 직경(starting diameter)의 비(인발비율, the draw down ratio)은 제조된 특정 디바이스의 광특성에 의해 결정된다. 상기의 인발비율이 섬유들 사이의 신호 분열(signal split)비, 관과 섬유 클래딩 사이의 굴절율 차이, 섬유 클래딩의 외부 직경, 섬유 코어의 직경, 신호 작용 파장, 절단 파장, 과다 손실한계(tolerable excess loss) 등의 함수임은 공지이다. 바람직한 인발비율은 약1/2 내지 1/20의 사이이다. 그러나 커플러들은 이 범위 밖에서의 인발비율을 갖도록 제조될 수 있다.
붕괴된 커플러 예비성형품의 한 입력섬유에 빛 에너지를 주사하고 신장 작업중에 출력되는 섬유의 출력의 세기를 조절함으로써, 주어진 형태의 커플러를 달성해야 하는 모세관의 신장의 정도는 초기에 결정된다. 상기 목적을 달성하기 위해, 섬유 피그테일(pigtail)중 하나는 광원(source)으로 정렬시키고, 디바이스의 다른쪽 말단에 있는 양쪽 피크테일은 광검출기에 연결시킨다. 운동성 출력 세기의 미리 결정된 비율이 차단되어 단 65와 66이 샘플(sample)의 당김을 정지시킨다. 미리 결정된 커플링 특성을 달성하기 위한 적당한 신장거리가 결정된 후에 상기 장치들은 상기 미리 결정된 특성을 지닌 연속적인 커플러의 제조 공정동안 적절한 신장거리로 단을 이동시키도록 프로그램될 수 있다.
미합중국 특허 제4,392,712호와 제4,726,643호, 영국특허출원 공개번호 제2,183,866호와, 국제 공고번호 제84/04822호에서 언급한 바와 같이 광학 디바이스의 제조에 있어서, 공정단계를 조절하고자 출력 신호를 수행하는 피드백(feedback)시스템에 있어서, 종종 컴퓨터가 사용된다. 적절히 프로그램된 PDP 11-73 마이크로컴퓨터는 상기의 기능을 수행하는데 이용될 수 있다. 특정한 형태의 커플러를 제조하는데 사용되는 타이밍 순서(time sequence)를 하나의 분리된 다중 실행 파일(file)에 적용시켜 가동중에 컴퓨터가 리콜(recall)하게 한다. 특정 커플러를 제조하는데 필요한 붕괴 및 신장단계는 재현성 있게 커플러를 제조하기 위해 각 커플러 예비성형품 상의 컴퓨터에 의해 연속적으로 연계되어 수행될 수 있다. 커플러의 재현성을 달성하기 위해 컴퓨터에 의해 조절되는 공정 변수는 가열시간과 온도, 가스의 유속, 단을 잡아당겨 커플러 예비성형품을 신장시키는 속도이다. 또한 재현성은 단 65 및 66의 분석(resolution) 함수이다.
제조된 커플러로부터 진공관을 제거하고 모세관의 말단에 접착물 54와 56을 적용하는데, 여기서 모세관 현상에 의해 세로 개구로 적어도 부분적으로 흐른다. 이렇게 기밀봉합되고, 디바이스들의 인력도 증가된다. 제조된 구조물은 광섬유 22와 광섬유 24 서로간에 신호를 연결시키는 작용을 하는, 제8도에 도시된 광섬유 커플러 52로 구성된다. 그리고 나서 커플러는 인발장치로부터 제거되고 부가적 강도(stiffness)가 요구되면 팩키지(package)될 수도 있다.
커플러에 접착물을 적용하는 바람직한 방법은 제8도에 도시되어 있는데, 여기서의 화살표 H는 개구 12의 열린 부분의 중심부에 인접한 커플러의 상기 부분에 가열하는 위치를 나타내고 있다. 예를 들면 연필모양의 불꽃은 커플러의 상기 영역을 향하게 된다. 열 H를 가하기 전에 접착물 56을 커플러에 적용하는 것이 바람직하다. 개구 내의 공기가 가열되어 감에 따라 공기는 팽창하고 개구로부터 인발되게 된다. 상기 현상은 액체 접착물 내에 하나 또는 그 이상의 기포들의 출현에 의해 명백하게 알 수 있다. 불꽃이 제거되고, 잔류공기가 냉각되어 감에 따라 개구내로 접착물이 유입된다. 그리고 나서 접착물은 경화된다. 접착물이 섬유의 벗겨진 부분까지 확장되기 때문에 섬유 피그테일은 향상된 인장강도를 갖는다. 국부적인 열원 H를 관에 가하고 제거한 후에 접착물이 적용되면 접착기술은 효과적이지 못하다.
상기 설명된 구체예에 따라 관은 각 단계에서 더 나은 조절을 제공하기 위한 신장 작업에 있어서 관을 가열하기 전에 냉각시켜야 한다. 이것은 견고하고, 붕괴된 중심부의 가운데 부분을 신장시킬 수 있으며, 따라서 광섬유의 신장된 부분이 완전히 관의 매트스 유리내에 봉합되도록 할 수 있다.
이 향상된 밀폐성은 섬유의 신장된 부분이 커플러의 광특성에 악영향을 미칠 수 있는 수분이나 다른 오염물에 의해 나쁜 영향을 받는 것을 막기 때문에 유용하다.
또한 본 발명의 또 다른 구체예에 따라, 관을 섬유상에 붕괴시키는 단계와 관의 중심부를 인발 또는 신장하는 단계가 단일 가열 작업으로 수행되는 저손실 커플러가 제조된다. 이 변형된 구체예에 따라, 섬유를 모세관속에 삽입시키고, 개구에 접근할 수 있는 틈이 남도록 관의 말단에 팽팽하게 접착시킨다. 상기 구조체를 유리작업 선반위에 놓고 물질의 연화점에 도달할 때까지 중심부의 작은 부위에 불꽃을 가한 다음 가열된 부분을 신장시킨다. 주어진 양의 커플링에 있어서, 상기 상황에서의 관의 신장된 정도는 관의 붕괴와 중심부의 신장이 분리적으로 행해진 구체예에서보다 크다. 최종적으로 접착물을 디바이스의 말단에 적용하여 개구의 틈을 막는다.
이 구체예의 단점은 밀폐성의 감소와 제조상 재현성의 저하를 초래하는 것으로, 미리 결정된 길이로의 신장이 항상 바람직한 커플링 특성을 나타내는 것이 아니다. 그러나 본 구체예에는 다른 방법들에 비해 몇가지 잇점이 있다. 본 방법은 진공없이도 수행될 수 있으며, 별도의 관 붕괴 단계가 생략되므로 간단하다. 본 방법에 의해 적은 손실의 커플러가 제조되고 측정된 디바이스 손실 1300nm에서 0.05dB정도로 낮다.
모세관을 붕괴시키는 단계 또는 관-섬유 결합을 동시에 신장시키는 단계(붕괴단계가 사용되지 않았을 경우)동안, 섬유를 팽팽하게 하기 위해 모세관에 섬유를 접착시킬 필요는 없다. 상기에서 언급된 바와 같이, 또 다른 구체예에는 제2도의 장치를 사용하는데, 제9도에 도시된 분열 링 버너 71a와 70b가 더 사용된다. 섬유들을 관 10속에 배열시키고, 벗겨서 깨끗이 세척한 다음, 그 벗겨진 부분을 관 중심에 맞춘다.
이러한 초기단계에서, 링 버너의 70a부분은 70b부분으로부터 안으로 들어가 있고, 베이스(Base) 69는 관 10에 대해 다소 떨어져 있다. 제2도에 관련지어 설명한 바와 같이, 섬유를 팽팽하게 한 다음 관 10을 블럭 36과 39사이의 중심에 놓고, 진공 척 71과 72를 관의 말단부분에 부착시킨다. 진공 척 71과 72는 a,b부분으로 나누어지는데 척을 통과하는 섬유를 갖는 말단부분에 적용될 수 있다. 그리고 나서 버너 베이스 69를 버너 부분 70b가 관 중심부의 중심에 인접할 때까지 트랙(track) 74를 이동시킨다. 그후 버너부분 70a를 버너부분 70b에 연결시킨다. 전술한 바와 같이 붕괴되는 관의 중심부를 버너 70로 가열시킨다. 나머지 커플러 제조단계는 제9도에 도시된 장치 또는 상기에서 언급된 다른 장치에서 수행될 수 있다.
관 개구의 구조는 섬유들이 상호접촉을 유지시키고 비틀림을 완전히 배제하는데 있어서 상당히 중요한 요인이다. 비원형 단면을 갖는 개구가 바람직한데 이는 상기 개구가 그 주위의 한점 이상에서 섬유 코팅과 접촉되어 개구벽에 대해 섬유의 위치를 제한할 수 있기 때문이다. 즉, 상기의 개구는 한정된 수 만큼의 섬유 위치를 허용하며, 섬유의 코팅된 영역이 개구 말단에 위치한 후에 섬유들은 초기위치로 되돌아갈 수 없다. 이점을 구체적으로 설명하고자 제10도에 도시하였으며, 여기서 광섬유 76과 77은 각기 코팅 물질 78과 79를 갖고 개구 80내지 배치된다. 개구의 구조와는 별도로, 코팅물질로 개구 표면을 오염시키지 않고, 코팅된 섬유를 겨우 수용할 수 있는 크기보다 개구의 크기가 더 크지 않는 것이 바람직하다. 개구 크기가 너무 크면 섬유의 마크로 밴드 손실(macrobend loss) 및/또는 비틀림을 일으키게 된다. 따라서 개구의 크기는 사용되는 섬유 코팅의 직경과 섬유의 수에 의해서 결정된다. 피트(fit)는 개구의 주변에 위치하는 각 코팅된 섬유가 최대 가능한 수의 점에서 개구의 단면에 접촉되게 한다. 예를 들면 코팅 물질 78과 79는 개구 80의 점 a,b에 각각 접촉한다. 섬유당 하나의 접촉점으로는 섬유의 벗겨진 부분이 극미하게 비틀려져서 화살표 81과 같이 코팅된 섬유가 임의의 방향으로 회전하는 것을 막기에 불충분하다는 것은 공지한다. 제10도에 도시한 바와 같이 섬유 코팅이 개구벽과 접촉할 경우, 예를 들면 유리 섬유들은 관의 붕괴 영역에서 처음부터 자체적으로 분리되어 있다.
다른 개구 단면들이 제11~13도에 도시되어 있으며, 제10도의 것과 유사한 요소들은 프라임(') 표시하고 참고로 숫자로 표시하였다. 제11도의 타원형 형태의 개구 83은 코팅된 섬유의 방향성을 제한시키는 잇점이 있다. 그러나, 타원형 형태의 개구의 사용은 관 붕괴 과정에서 벗겨진 섬유 부분 76', 77' 사이에 유리의 잘못된 방향의 문제를 초래한다. 즉, 관의 개구의 벽이 섬유 76', 77'로 붕괴 되어감에 따라 관 유리의 일부는 상기 섬유들 사이의 최소한의 공간 부분으로 흐를 수 있다(화살표 84). 이러한 경향은 원형 단면의 개구에서보다 타원형의 단면 개구에서 더 큰데, 이는 화살표 84 주위의 타원형 개구 벽이 섬유 사이의 영역에 더 가깝기 때문이다. 섬유 사이의 영역에서의 관 유리의 흐름은 제조된 커플러에 연결된 힘을 감소시킨다.
섬유들 사이의 영역에서 이 유리의 흐름의 함량이 커플러에 따라 변하기 때문에 재현성에 나쁜 영향을 미친다. 즉, 주어진 양 만큼의 커플러 중심부를 신장 시키는 것이 주어진 양의 커플링을 필수적으로 초래하지는 않는다.
평편한 벽과 대칭적 단면을 갖는 개구는 관의 붕괴된 영역내에 바람직한 구멍마개와 바람직한 섬유 대 섬유의 접촉을 제공한다. 상기의 평편한 벽은 고온 공정으로 생기는 휘어짐으로 인해 평편한 형태에서 변형될 수는 있지만, 실질적으로는 평편한 벽을 의미한다. 관의 붕괴 단계 동안, 전술한 바와 같이 평편한 벽표면을 갖는 개구는 섬유들이 상호 접촉될 때까지 서로의 방향으로 향하게 된다. 그리고 나서 유리가 섬유들 주위로 흐르지만, 섬유들 사이로는 흐르지 않는다. 이것은 섬유들이 붕괴 영역의 미리 결정된 길이를 따라 상호 접촉하게 되기 때문이다. 또한, 섬유들은 커플링 영역에서 실질적으로 일직선상으로 유지되며, 섬유에 의해 결합된 광신호의 분극작용을 유지하는데 도움을 주는 요인이 된다.
제12도에서, 섬유 코팅 물질 78'와 79'는 도시된 바와 같이 정방형의 개구내에 위치하거나 상기의 코팅물질들은 점선 90과 91로 표시된 개구내에 직교되게 배치될 수 있다. 섬유가 개구내에서 통과될 때, 양쪽 관의 말단에서 섬유 클래딩이 개구 92에 대해 같은 방향을 향해야 하는 주의를 요한다.
두개의 코팅된 섬유의 바람직한 방향은 제13도의 다이아몬드 형태의 개구 93을 사용하여 얻어지는데 여기서 섬유가 도시된 방향에 대해 직교하게 향하도록 이용되는 공간이 불충분하다. 따라서, 이러한 형태는 두 섬유를 갖는 커플러에 있어서 바람직하다.
두개이상의 섬유를 사용할 때는 개구의 단면이 등각의 다각형인 것이 바람직하다. 또한 예를 들어 제12도의 개구 92는 네개 또는 다섯개의 섬유에 사용될 수 있다. 네개의 섬유가 사용되면 코팅 직경은 제12도에 도시된 것보다 더 작아야 하며, 하나의 코팅된 섬유는 각 코너에 위치되어야 한다. 다섯개의 섬유가 사용되면 네개의 섬유는 하나씩 각 코너에 위치하고 나머지 하나는 중심에 위치해야 한다.
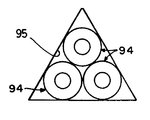
삼각형 모양의 개구는 3개(제14도) 또는 4개(제15도)의 섬유를 갖는 커플러를 제조하는데 사용되는 것이 가장 바람직하다. 제14도에서는 코팅된 섬유 94가 개구 95의 각 정점에 위치된다. 제15도에서는 코팅된 섬유 96은 개구 98의 세 정점에 각각 위치되고 코팅된 섬유 97은 중심에 위치한다.
5각형 모양의 개구는(도시되지 않음) 다섯 또는 여섯개의 섬유에 적합하다.다른 정다각형 같은 형태의 개구는 다른 섬유의 정확한 위치 배정을 할 수 있다.
스타커플러(star coupler)는 코팅된 섬유들이 정점에 위치하고 추가적인 코팅된 섬유는 (제15도와 같이) 중심에 위치하는, 다각형 형태의 개구를 갖는 모세관을 초기에 제공함으로써 제조될 수 있다. 본 구체예에서 개구는 n개의 평편한 표면(n은 적어도 3)을 갖고, n+1개의 광섬유는 개구내에 배열되며, n개의 광섬유가 개구에 접촉하고, 나머지 1개의 섬유는 n개의 섬유와 접촉하면서 개구내의 중심에 배치된다. 상기 커플러의 작용은 중심 섬유와 나머지 섬유 사이에 동일한 크기로 연결시키는 것이다. 상기의 힘의 분포를 얻기 위해서는, 중심 섬유는 나머지 섬유들에 대해 대칭적으로 배치되어야 한다. 제15도에서는 상기 섬유의 대칭적 배열이 얻어짐을 나타내고 있다. 개구 단면이 정다각형 형태이기 때문에, 코팅된 섬유 96들이 코팅된 섬유 97 주위로 등간격으로 배치되어 있다. 관의 중심부가 섬유에 대해 붕괴된 후, 외곽의 섬유들은 붕괴 단계 동안 섬유들이 팽팽하기 때문에 중심 섬유에 대해 실질적으로 등간격으로 유지된다.
섬유 코팅이 비교적 얇고, 개구가 상대적으로 축소된 단면크기를 갖는 모세관을 사용하면 관의 붕괴가 용이하게 된다. 예를 들어, 코팅이 너무 얇아 그 영역내에서 보호하기는 힘들지만 커플러 제조공정 동안에 섬유를 임의로 다루기에는 충분한 두께를 갖는 코팅이 섬유에 제공될 수도 있다. 코팅 물질에 의존하는 이러한 두께는 3㎛정도로 작다. 커플러가 제조된 후에, 디프(dip) 코팅같은 적절한 기술에 의해 섬유로부터 연장된 피그테일에 추가적인 코팅 물질들이 첨가될 수 있다.
전술한 구체예에 따라, 섬유 코팅 물질은 관의 말단에 섬유를 접착시키는 단계전에 벗겨진다. 다른 구체예에서는, 섬유가 개구내에 위치될 동안, 최소한의 코팅의 일부라도 각 섬유 부분으로부터 제거된다. 코팅 물질이 연소되기에는 충분히 높은 온도지만, 관을 연화시키지 않을 정도의 적당한 온도에서 코팅 물질을 가열하여 코팅이 제거될 수 있다. 본 구체예를 실용화하기 위해, 코팅은 제2도의 장치에서 섬유로부터 제거되지 않고, 오히려 완전히 코팅된 섬유가 팽팽하게 관의 말단에 접착된다. 제5도의 장치는 코팅물질을 가열하는데 사용된다. 코팅 물질들이 제거된 섬유의 길이를 정확하게 조절할 수 있도록 충분히 짧은 모세관의 세로 영역으로 불꽃이 방사상으로 발사되면 링 버너 54도 사용될 수 있다. 버너의 불꽃 흐름을 조절하여 바람직한 분해온도를 제공한다.
관 10과 코팅된 섬유로 구성된 구조체는 섬유 삽입 단계에서 제거되고, 진공 접속부 56으로 구성된 배기장치에 수직적으로 설치된다. 실시된 특정 코팅 제거 방법에 따라, 진공 접속부 61은 이때에 관에 꼭 부착될 필요는 없다. 에틸 알코올과 같은 액체 세척용액을 테이퍼 개구 14에 주사시키고, 진공 라인 57을 통해 제거시킨다. 상기 세척은 코팅된 섬유를 주의깊게 조작함으로써 생략될 수도 있다.
버너 54는 진공 접속부 56에서 떨어져 있는 관의 상단 말단부에 버너를 초기에 위치시키는 이동가능한 단(도시되지 않음) 상에 설치된다. 버너 54가 점화된 후, 버너는 하부쪽으로 이동되며 관을 횡단한다. 버너 54로부터 나오는 좁은 불꽃은 처음에는 진공 접속부 56에서 떨어져 있는 관 10의 표면 일부로 향하고 그후 버너는 진공 접속부 쪽으로 이동된다. 따라서, 개구 12의 말단으로부터 안쪽 세로로 위치된 광섬유의 그런 부분들은 코팅 분해 온도보다 높고 관 10의 연화점 온도보다는 낮은 온도에서 가열된다. 불꽃 바로 근처의 코팅 물질들은 연소되거나 분해되는데, 제3도에 도시한 바와 같이 코팅 물질의 바람직한 길이가 제거된다. 만일 산화반응이면, 관 10의 상부 말단에 유입되는 공기에 의해 산소가 공급되고, 반응 생성물은 관의 하부 말단 부분에 있는 진공 접속부에 의해 배기된다. 공기 대신 또는 공기에 더하여 다른 가스들도 관 10의 열린 말단 부분으로 흐를 수 있다. 산소 함량을 줄이기 위해, 공기와 함께 헬륨, 아르곤 등의 비활성 가스가 유입될 수 있다. 바람직하게는 산소 및 비활성 가스와 같은 희석가스만이 사용될 수 있다. 관 10으로 유입되는 분위기의 조성을 조절하여 연소되는 분위기는 산화, 환원 또는 비활성 분위기가 될 수 있다. 관 10의 상부 말단을 차단시키거나 제5도에 있는 추가적 진공수단 61~64를 사용함으로써 연소하는 동안 관을 배기시켜야 한다. 연소 분위기와 온도 등과 같은 상기 공정 변수들을 변화시켜 연소 속도도 조절될 수 있다. 본 발명에서 사용하고 있는 연소와 같은 용어는 분해, 해중합, 산화 등에 의해 섬유 코팅의 일부를 제거하는 공정을 일컫는다.
후에 언급될 구체예를 유용하게 하기 위해서는, 보호 코팅 23과 25는 제조공정중 마모로부터 섬유를 보호하는 성능과 같은 통상적인 특성을 지녀야 하고, 이 보호 코팅들은 (잔재를 남기지 않고) 깨끗이 바람직하게 연소된다. 대부분의 통상적인 광섬유 코팅 물질들은 사용될 수 있다. 분해시 10~40%의 실리카 잔여물을 남기는 실리콘은 가능한한 제외한다. 주어진 충분한 시간과 충분히 높은 온도에서 대부분의 유기물은 깨끗하게 연소될 것이다. 그러나 광학 결점을 초래하는 시드(seed)를 발생시키는 탄소 잔여물을 형성하지 않고 일산화탄소, 이산화탄소 및 물을 형성하도록 저온에서 코팅물질을 반응시키는 것이 바람직하다. 탄소가 생성된다하더라도 개구내의 분위기를 계속적으로 변화시켜 탄소입자가 개구밖으로 배기되도록 하여 생성된 탄소를 제거할 수 있다. 그러나 탄소 잔여물을 남기지 않는 코팅 물질을 선택하여 제조공정시의 발생가능한 문제를 제거시키는 것이 바람직하다. 또한, 유독성 부산물을 생산하는 코팅 물질들도 피해야 한다. 게다가 코팅 물질들은 (물질 합성시 사용되고 있는) 미량 금속(trace metal)을 남기지 않아야 한다. 예를 들면 우레탄 아크릴레이트 합성에서, 디부틸 틴디라우레이트(dibutyl tindilaurate)가 촉매로서 사용된다. 적은 양이 사용되더라도, 잔여 중금속 원자들이 관붕괴 공정동안 시드가 형성될 수 있다.
바람직한 화합물의 종류는 상당한 고온, 긴 연소시간 또는 순수 산소 분위기의 조건을 갖지 않아도 깨끗이 분해될 수 있는 화합물이다. 바람직한 물질들의 예는 폴리아미드 이미드(polyammide imide)인 톨론(Torlon, TM), 폴리 알킬렌 카보네이트인 QPAC-40(TM), 폴리메틸메타크릴레이트 (polaymethymethacrylate)와 같은 폴리메타크릴레이트(polymethacrylates) 및 폴리비닐 뷰티랄(polyvinyl butyral)등이다.
코팅된 섬유를 가열해야 하는 온도는 사용된 특정 코팅 물질에 의존한다. 예를 들면α-메틸스티렌의 급속한 분해는 60℃에서 일어나는 반면, 폴리이미드들은 450~650℃의 높은 온도 영역에서 분해된다. 통상적으로, 600℃근처에서 연소되기 시작하는 톨론(TM)을 제외한 상기 언급된 바람직한 코팅 물질들은 240℃~500℃ 사이의 온도에서 급속히 분해된다. 코팅된 섬유는 관을 통하는 가스의 흐름에 의해 냉각된다. 따라서 불꽃의 온도는 코팅물질의 분해 온도보다 약간 더 높아야 한다.
해중합 메카니즘(depolymerization mechanism)에 의해 분해되는 폴리메틸메타크릴레이트 또는 QPAC-40(TM)과 같은 코팅 물질들의 연소는 진공분위기에서 가속화된다.
QPAC-40(TM)과 같은 두꺼운 필름의 물질은 환원 분위기가 적절하다. 공기 중에서 상기 물질들은 너무 빨리 분해되어 연소된 부분에 인접된 코팅 부분에 기포나 핀 구멍 같은 손상을 입힐 수 있다. 비활성 또는 환원성 분위기가 사용되면 배기 공정은 좀더 마일드(mild)하게, 좀더 바람직하게 조절될 수 있다. 코팅이 관 10에서 제거되는 본 발명의 구체예는 커플러가 많은 섬유들로 구성될 때 특히 유용하다. 다른 방법들으로는 코팅이 개별적으로 벗겨져야 하며, 벗겨진 부분들이 관 개구내에 일렬로 정렬되어야 하는 단계를 필요로 한다. 본 발명의 구체예에 따라, 코팅들은 모든 섬유로부터 동시에 제거되며, 모든 섬유의 벗겨진 부분은 기본적으로 일렬로 정렬된다.
상기 언급된 구체예에서는 코팅의 연소 단계가 붕괴상태 및 신장상태에서 일어난다고 기술되었지만, 연소 단계는 붕괴상태로부터 별도로 수행될 수도 있다.
코팅이 연소된 후, 섬유의 벗겨진 부분의 길이는 모세관 개구의 길이보다 약간 짧아서 코팅이 관 양쪽으로 말단으로 연장할 수 있게 하여, 따라서 개구 단면내에 섬유를 적절하게 배치시킨다. 따라서, 상기 구체예는 제4도에 도시된 것과 유사한 중간체를 형성하게 된다. 그 다음 전술한 바와 같은 관의 붕괴 및 신장 단계가 수행된다.
다음 기술된 사항은 상기 언급된 관 붕괴 및 인발 단계에서의 변형한 방법에 관한 것이다. 중심부 67은 통상적으로 단일-불꽃 버너에 의해 가열될 수 있으며, 이 경우 균일하게 가열하기 위해 불꽃에 대하여 관을 회전시켜야 한다. 붕괴 및 신장 작용이 동일한 장치에서 수행된다면, 관 10을 신장단계에서 재가열하기 전에 냉각시키는 것이 바람직하다. 상기 두 단계의 임시분리는 좀더 나은 공정 조정을 초래하며, 따라서 좀더 나은 재현성을 갖게 된다. 관의 붕괴 단계 및/또는 신장 단계동안 버너는 중심부 67을 이동할 수 있지만 상기 공정 동안 관에 대해 정지해 있는 것이 더 바람직하다. 관의 붕괴 단계동안, 진공원(source)은 관의 한쪽 말단에만 부착될 수 있으며, 이 경우 이동하는 버너는 관의 배기 말단을 향해 이동되어야 한다. 예비성형품 중심부를 인발하는 단계에서, 단 65를 단 66과 같은 방향으로, 그러나 다른 속도로 이동시켜야 한다. 더욱이, 관의 붕괴 및/또는 인발 작동중에 관 10은 수직 및 수평을 포함한 어떤 방향에도 배치될 수 있다.
다음 실시예에서는 유리 모세관들은 특정 유리물질을 맨드릴(mandrel)위에 배치되어 다공성 원통형-모양의 예비성형품을 제조될 수 있다. 바람직한 특정 물질 조성물은 8중량% B2O2로 도프된 이산화규소(SiO2)이다. 맨드릴이 제거되고 난 후 다공성 예비성형품은 고형화되고 건조되어 직경이 감소되도록 가열되고 재인발시킨 관형태의 유리체를 제조한다. 제조된 관은 적절한-형태의 단면을 갖는 탄소 맨드릴을 가열하여 끼우고, 상기 맨드릴은 미합중국 특허 제4,750,926호의 기술에 따라 연소된다. 이렇게 제조된 관은 개구의 단면 크기를 줄이기 위해 인발된다. 제조된 모세관의 한쪽 말단을 공기 압력원에 부착시키고, 관이 회전되는 동안 불꽃은 간격을 두고 관을 향하게 된다. 관내의 공기 압력은 기포가 불꽃에 의해 연화되는 관의 각 부분에서 형성되도록 한다. 각 기포의 중심에 있는 관에 표시를 하여 표시선에서 관을 절단하여 각 말단에서 테이퍼 개구를 갖는 모세관을 제조한다. 바직한 모세관 외부 직경은 2.8 내지 3mm이고 바람직한 길이는 약 4.1cm이다.
[실시예 1]
다음 방법에 따라 단일모드 3dB 커플러가 제조되었으며, 제2도 및 제5도의 장치 및 제3도 및 제4도의 커플러 예비성형품을 참고로 한다. 두개의 2m 길이의 코팅된 단일모드 광섬유 22와 24는 160㎛의 코팅직경을 갖는 125㎛ 직경의 섬유의 릴로부터 절단된다. 섬유의 말단은 클램프 30및 31에 의해 고정되고, 이 섬유들은 에틸 알코올에 담지시킨 거칠지 않은 천으로 닦는다.
본 실시예에서 다이아몬드-형태의 세로 개구를 갖는 모세과 10이 사용되고, 상기 다이아몬드의 각측면은 약 310㎛의 길이를 갖는다. 다이아몬드-형태의 개구의 최소 단면 크기는 제4도에 도시된 방법으로 광섬유의 코팅된 부분을 수용할 정도이다. 소량의 에틸알코올을 모세관에 주사시키는데 이 모세관은 섬유를 통과시키고 나서 제2도에 도시된 대략적인 위치로 이동시킨다. 섬유들을 약간 잡아당겨 나머지 말단을 고정시킨다. 관 10과 블록 39사이의 위치에 있는 각 섬유로 부터 약 3.2cm (1.25inch)길이의 코팅 영역을 제거한다. 섬유의 벗겨진 부분의 길이가 모세관 개구의 길이보다 약간 짧다. 섬유들을 다시 에틸 알코올에 침지시킨 거칠지 않은 천으로 닦아서 코팅을 벗기는 단계에서 생기는 찌꺼기 물질들을 제거시킨다. 섬유들을 홈 35 및 38에 놓고 나서 다시 팽팽하게 하여 클램프 44 및 45로 고정시킨다.
제3도에 도시한 바와 같이 10을 벗겨진 부분의 중심에 놓고 Dymax304 UV 경화용 접착제를 사용하여 전술한 바와 같이 관의 말단에 섬유를 고정시킨다. 소량의 접착제 47을 관의 각 말단에 있는 섬유 22와 24의 한쪽면에 조심스럽게 적용하여 틈 48과 50이 생기게 한다. 관의 각 말단에서 접착제를 UV광에 30초동안 노출시킨다. 커플러 예비성형품으로부터 연장된 섬유 피그테일에 색깔 코드화(color coded)된다. 이때 모세관 속의 섬유들의 비틀림을 가시적으로 체크된다. 또한, 클램프 44로부터 섬유 22의 말단에 HeNe 레이저 빔을 발사한다. 그 섬유의 나머지 말단 부분으로의 빛이 발사는 전혀 부분적 비틀림이 존재하지 않음을 의미한다. 방위 마크를 관 10의 상부 표면에 표시한다.
커플러 예비성형품 51은 링버너 54를 통해 삽입된다. 작동자에 접하는 방위 마크를 갖고 예비성형품의 말단을 척 52및 53에 고정시킨다. 제5도에 도시된 바와 같이 진공 접속부 56과 61을 예비성형품 말단에 부착시킨다. 자(jaw) 59를 관 58에 고정시켜 예비성형폼의 상부 말단이 벤트(vent)되는 동안 커플러 예비성형폼 51의 하부에 진공을 부여한다. 이 공기세척을 약 30초동안 계속한다. 그 다음 자 64를 관 63에 대해 고정시키고 약 53cm(12inch)의 수은(Hg)압력인 상태로 예비성형품 51의 상부에 진공을 부여한다.
링 버너를 약 25초동안 점화시켜 보로실리케이트(borosilicate) 유리의 연화 온도까지 관의 중심부의 온도를 승온시킨다. 이에 관은 약 0.6cm길이의 관 부분을 따라 섬유로 붕괴된다. 커플러 예비성형품을 약 30초동안 냉각시킨 후, 불꽃을 재점화하고, 붕괴된 부분을 약 16초동안 재가열시킨다. 단 65와 66을 반대방향으로 이동시켜 커플러의 길이를 약 1.1cm로 연장시킨다. PDP 11-73과 같은 마이크로 컴퓨터의 조절하에서의 관의 붕괴 및 신장 단계를 수행하는 것은 바람직하다.
커플러를 냉각시킨 후, 진공라인을 커플러로부터 제거하고, 접착제를 모세관의 각 말단에 적용시킨다. 개구의 밀폐되지 않은 부분으로부터 연장된 관의 말단 영역은 가열되어 공기를 배출시키고, 관이 냉각될 때 개구의 말단으로 접착제를 인발시킨다. 접착제를 UV과에 30초동안 노출시킨 후 커플러를 인발장치로부터 제거시킨다.
상기 공정은 전형적으로 1300nm와 같은 미리 결정된 파장에서 작동되는 3dB의 커플러를 제조한다. 메디안 익세스 디바이스(Median Excesse Device) 손실은 약0.3dB이다. 가장 적게 측정된 손실은 0.01dB이었다.
[실시예 2]
실시예 1에서 언급된 구체사항들은 본 실시예에서 생략한다. 본 실시예를 위한 유리 모세관을 정방형 형태의 단면을 갖는 탄소 맨드릴상에 유리관을 가열하여 끼워서 제조시킨다. 그다음 맨드릴을 연소시키고, 제조된 관을 정방형 형태의 개구 단면의 크기가 면상에서 약 310㎛까지 축소되도록 인발시켰다. 전술한 바와 같이, 관의 각 말단에서 테이퍼 개구를 제조한다.
두개의 2m길이의 코팅된 단일모드 광섬유는 약 175㎛의 코팅 직경을 갖는 125㎛의 직경의 섬유의 릴로부터 절단된다. 섬유의 말단을 클램프 30 및 31로 고정시키고 섬유들을 닦는다. 섬유의 나머지 말단을 관속에 삽입시켰다. 다이아몬드 형태의 개구의 최소의 단면 크기는 광섬유의 코팅된 부분을 수용할 수 있을 정도의 크기이다. 섬유들을 약간 잡아당겨 그 나머지 말단을 관속에 삽입시켰다. 섬유들을 홈 35 및 38에 놓은 후 팽팽하게 하여 클램프 44와 45로 고정시킨다.
관 10을 블럭 39와 36사이의 중간에 놓고 UV경과용 접착제를 사용하여 전술한 바와 같이 관의 말단에 코팅된 섬유를 고정시키고, 틈이 남아 있도록 세심한 주의를 기울인다. 접착제가 경과된 후 모세관 내이 섬유 비틀림은 실시예 1에서 언급된 바와 같이 체크된다. 방위 마크를 관 10의 상부 표면에 표시한다.
제조된 구조물을 V-자형 홈의 브라켓(bracket)에 놓아 수직방향으로 관을 고정시킨다. 상부 말단이 대기로 벤트되는 동안, 30.5cm(12inch)의 수은 압력 진공을 모세관의 하부에 적용시킨다. 관의 열린 말단으로부터 약 9.5mm(3/8inch)되는 점에서 관을 향해 초점을 잡는다. 불꽃은 섬유 코팅이 연소될 만큼 충분히 뜨겁지만,관 10이 연화되거나, 불투명화될 정도로 뜨겁지 않게 조정된다. 불꽃을 관을 따라 이동시켜 코팅이 고온점(불꽃이 촛접을 맞춘 관위의 점)에서 연소되게 한다. 상기 고온점은 연소 코팅 물질이 겹쳐지는 영역 위를 향하지 않도록 충분히 느린 속도로 관을 따라 이동된다. 오히려, 고온점은 연소된 코팅을 완전히 연소시켰다는 것을 나타낸다. 관의 하부 말단 20으로부터 약 9.5mm(3/8inch)의 점까지 섬유로부터 코팅을 연소시킨 후 불꽃을 관으로부터 제거한다.
제조된 커플러 예비성형폼을 전술한 공기세척, 관 붕괴 및 신장단계의 조건하에서 제5도의 장치에 삽입시키고, 추가적 접착제를 관의 말단에 첨가시킨다.
실시예 2에 따라 제조된 커플러는 다음 특성을 갖는다. 파장 1300nm인 빛을 제조된 장치의 한쪽 말단에 있는 제1의 광섬유 피그테일에 입력시켰을 때, 입력광의 일부는 제1섬유의 제2말단에서 검출되었다. 입력광의 일부가 제2섬유 피그테일의 제2말단에서 검츌되었다는 사실은 디바이스가 커플러로 작용한다는 사실을 나타낸다. 디바이스의 과다 손실은 1dB였다.
Claims (25)
- 하기 (a), (b), (c), (d), 및 (e)단계로 구성된 것을 특징으로 하는 광섬유 커플러의 제조방법. (a) 제1및 제2의 반대 말단부 및 중심부를 갖는 유리과, 및 상기 관의 제1의 말단에서 제2의 말단까지 연장되고, n개의 평편한 표면으로 형성되고, 여기서 n은 적어도 3이며, 단면의 구조가 상기 관의 세로 축을 통하는 면에 대해 대칭인 세로의 개구를 제공하는 단계; (b) 각각 코어 및 클래딩을 갖고, 상기 간의 상기 각각의 말단들보다 길게 연장된 적어도 두 개의 유리 광섬유를 상기 세로 개구내에 배치시키는 단계; (c) 상기 섬유들을 개구속에서 팽팽해지도록 고정시키는 단계; d) 상기 섬유의 주위로 상기 관의 가운데 부분을 붕괴시키기 위해 상기 관의 중심부를 가열시키는 단계; (e) 상기 중심부의 적어도 한 부분을 인발시키는 단계.
- 제1항에 있어서, 상기 가열 단계가 상기 관의 중심부를 적어도 관 물질의 연화점까지 가열시켜, 상기 섬유의 주위에 상기 관의 중심부를 붕괴시켜서 견고한 중심 영역을 형성시키는 단계; 및 그 후, 상기 견고한 중심 부분의 적어도 한 부분을 적어도 상기 유리 섬유 및 상기 관의 물질의 연화점까지 가열하고 상기 중심 부분의 적어도 한 부분을 인발시키는 단계를 포함하는 것을 특징으로 하는 광섬유 커플러의 제조방법.
- 제1항에 있어서, 상기 섬유를 팽팽하게 고정시키는 단계는 상기 관의 제1의 말단으로부터 연장된 상기 각각의 섬유들의 하나의 말단을 고정시키는 단계, 상기 섬유들을 상기 관의 제2의 말단으로부터 연장된 상기 섬유의 나머지 말단을 당겨서 팽팽하게 하는 단계, 및 상기 섬유의 상기 나머지 말단을 고정시키는 단계를 포함하는 것을 특징으로 하는 광섬유 커플러의 제조방법.
- 제1항에 있어서, 상기 유리 섬유가 코팅물질을 가지며, 상기 방법은 각섬유로부터 코팅 중간체 말단의 일부를 상기 개구 길이보다 짧게 벗기는 단계, 및 상기 섬유의 코팅된 부분이 상기 개구의 말단 영역과 접촉되고 정확하게 위치하도록 상기 세로 개구내에 상기 섬유의 미코팅된 부분을 배치시키는 단계를 더욱 포함하는 것을 특징으로 하는 광섬유 커플러의 제조방법.
- 제4항에 있어서, 상기 유리관을 제공하는 단계는 상기 관의 말단으로부터 상기 세로 개구로 접근하게 하기 위해 상기 말단 부분내에 확장된 테이퍼 개구를 갖는 관을 제공하는 단계를 포함하고, 상기 섬유를 팽팽하게 고정시키는 단계는 상기 관의 상기 제1의 말단 부분에 상기 섬유를 고정시키기 위해 상기 섬유에 접착물을 적용하는 단계; 상기 광섬유를 상기 세로 개구내에서 팽팽하게 하는 단계, 및 상기 관의 상기 제2의 말단 부분에 상기 섬유를 고정하기 위해 상기 섬유에 접착물을 적용하는 단계를 포함하며, 여기서, 상기 접착물은 상기 개구가 접착물에 의해 막히지 않도록 상기 섬유의 한 면에만 적용되며, 상기 테이퍼 개구는 상기 세로 개구로의 접근을 차단하지 않고 상기 말단 부분에 상기 섬유의 접착을 촉진시키는 것을 특징으로 한느 광섬유 커플러의 제조방법.
- 제5항에 있어서, 상기 방법이 상기 개구의 붕괴되지 않은 부분에서 상기 관을 가열시키는 단계; 상기 접착물이 상기 관이 냉각됨에 따라 상기 섬유의 벗겨진 부분 및 상기 개구로 유입되도록 상기 관 개구 말단에 접착물을 적용시키는 단계를 더욱 포함하는 것을 특징으로 하는 광섬유 커플러의 제조방법.
- 제1항에 있어서, 상기 적어도 두 유리 광섬유를 배치시키는 단계가 상기 개구내에 n+1개의 광섬유, 상기 개구에 접촉하는 n개의 상기 섬유, 및 상기 n개의 섬유에 접촉하고 상기 개구내의 중심에 배치되는 상기 섬유의 하나를 배치시키는 것을 포함하는 것을 특징으로 하는 광섬유 커플러의 제조방법.
- 제1항에 있어서, 상기 관을 제공하는 단계는 상기 개구가 다이아몬드 형태의 단면을 갖는 관을 제공하는 단계를 포함하는 것을 특징으로 하는 광섬유 커플러의 제조방법.
- 제1항에 있어서, 상기 관을 제공하는 단계는 상기 개구의 단면 구조가 정다각형인 관을 제공하는 단계를 포함하는 것을 특징으로 하는 광섬유 커플러의 제조방법.
- 제9항에 있어서, 상기 관을 제공하는 단계는 상기 개구가 정방형의 잔면을 갖는 관을 제공하는 단계를 포함하는 것을 특징으로 하는 광섬유 커플러의 제조방법.
- 제1항에 있어서, 상기 유리 섬유가 코팅 물질을 갖고, 상기 개구내에 섬유를 배치하는 상기 개구내에 전체적으로 코팅된 섬유를 배열하는 단계를 포함하고, 상기 방법이 중심부를 가열하기 전에 배열된 코팅의 적어도 한 부분내에 위치된 상기 섬유의 나머지 부분으로부터 제거되는 단계를 포함하는 것을 특징으로 하는 커플러의 제조방법.
- 하기의 (a), (b), (c), (d), (e), (f), 및 (g)의 단계로 구성되는 것을 특징으로 하는 광섬유 커플러의 제조방법. (a) 제1 및 제2의 말단 부분과 중심부를 가지며, 상기 관의 제1말단 부분에서 제2의 말단 부분으로 연장된 세로 개구를 갖는 유리관을 제공하는 단계; (b) 상기 세로 개구내에 각각 코어와 클래딩을 갖고, 상기 관의 각각의 말단이상으로 연장되는 적어도 두 개의 유리 광섬유를 배열하는 단계; (c) 상기 섬유들을 개구 속에서 팽팽지도록 고정시키는 단계; (d) 상기 섬유의 주위로 상기 관의 가운데 부분을 붕괴시키기 위해 상기 관의 중심부를 가열시키는 단계; (e) 상기 개구의 말단 부분에 틈이 남도록 상기 중심부의 적어도 한 부분을 인발시키는 단계; (f) 상기 개구의 붕괴되지 않은 부분에서 상기 관을 가열하는 단계; 및 (g) 상기 관 개구의 말단에 접착물을 적용하여 상기 관이 냉각됨에 따라 상기 접착물이 상기 개구와 상기 섬유로 유입되는 단계.
- 하기 (a), (b), (c), (d), (e), (f), (g), 및 (h)단계로 구성된 것을 특징으로 하는 광섬유 커플러의 제조방법. (a)제1및 제2의 반대 말단부 및 중심부를 갖는 유리관, 및 상기 관의 제1의 말단에서 제2의 말단까지 연장되는 세로 개구를 갖는 유리관을 제공하는 단계; (b)각각 코어 및 클래딩을 갖는 적어도 두 개의 유리 광섬유를 제공하는 단계; (c) 상기 관의 상기 말단이상까지 연장되도록 상기 섬유가 상기 관 개구를 통해 삽입되는 단계; (d) 상기 관의 제1의 말단으로부터 연장된 각각의 상기 섬유의 한 말단을 고정시키는 단계; (e) 상기 관으 l제2의 말단으로부터 연장된 상기 섬유의 나머지 말단을 잡아당겨서 상기 섬유들을 팽팽하게 하는 단계; (f) 상기 섬유의 상기 나머지 말단을 고정시키는 단계; (g) 상기 관의 주위로 상기 관의 상기 중심부를 붕괴시키기 위해 상기관의 중심부를 가열시키는 단계; 및 (h) 상기 중심부의 적어도 한 부분을 인발시키는 단계.
- 하기 (a), (b), (c), (d), 및 (e)단계로 구성된 것을 특징으로 하는 광섬유 커플러의 제조방법. (a) 제1 및 제2의 반대 발단부 및 중심부를 갖는 유리관, 및 상기 관의 제1의 말단에서 제2의 말단까지 연장되는 세로 개구를 갖는 유리관을 제공하는 단계; (b) 각각 코어, 클래딩, 및 보호 코팅을 갖는 적어도 두개의 유리 광섬유를 상기 세로 개구내에 배치시키고, 상기 각 섬유의 적어도 하나의 말단이 상기 관의 각각의 말단 이상으로 연장되는 단계; (c) 상기 개구내에 배치된 코팅 물질의 적어도 한 부분을 위치시킨 상기 섬유의 나머지 부분을 제거시키는 단계; (d) 상기 섬유상으로 상기 관의 중심부를 붕괴시키는 단계 ; 및 (e) 상기 중심부의 한 부분을 적어도 인발시키는 단계.
- 제14항에 있어서, 상기 제거 단계가 상기 개구의 말단 인접한 상기 코팅의 나머지 부분을 제외하고, 상기 개구내에 위치한 각 상기 섬유의 부분으로부터 코팅을 제거하는 단계를 포함하는 것을 특징으로 하는 광섬유의 커플러의 제조방법.
- 제15항에 있어서, 상기 제거 단계가 코팅이 분해될 수 있을 정도로 충분히 높은 온도까지 상기 코팅을 가열하는 단계를 포함하는 것을 특징으로 하는 광섬유 커플러의 제조방법.
- 제16항에 있어서, 상기 가열 단계가 열원이 상기 제1의 말단 근처의 상기 관의 측면을 향하고, 상기 제2의 말단을 향해 상기 열원을 이동시키는 것을 특징으로 하는 광섬유 커플러의 제조방법.
- 제16항에 있어서, 상기 가열 단계가 제거하고자 하는 상기 코팅이 상기 충분히 고온에 놓일 수 있도록 관의 적어도 상기 부분을 용광로에 삽입시키는 것을 특징으로 하는 광섬유 커플러의 제조방법.
- 제16항에 있어서, 상기 제거 단계가 상기 관에 코팅의 잔여물이 남지 않도록 상기 개구로부터 제거되는 기체 성분만을 얻는 것을 특징으로 하는 광섬유 커플러의 제조방법.
- 제16항에 있어서, 상기 제거 단계가 환원 분위기, 전공, 또는 산소를 함유하는 분위기에 수행되는 것을 특징으로 하는 광섬유 커플러의 제조방법.
- 제15항에 있어서, 상기 제거 단계가 코팅을 해중합시킬 때까지 충분히 높은 온도로 상기 코팅을 가열하는 단계를 포함하는 것을 특징으로 하는 광섬유 커플러의 제조방법.
- 제14항에 있어서, 상기 인발 단계가 상기 관의 중심부를 적어도 그 관 물질의 연화점까지 가열하여 상기 섬유 주위의 상기 관의 중심부를 붕괴시켜서 견고한 중심부를 생성하는 단계; 그 다음 상기 견고한 중심부를 적어도 상기 유리 섬유와 관 불질들의 연화점까지 가열하여 상기 중심부의 일부를 인발시키는 단계를 포함하는 것을 특징으로 하는 광섬유 커플러의 제조방법.
- 하기 (a), (b), (c), (d) 및 (e)단계로 구성된 것을 특징으로 하는 광섬유 커플러의 제조방법. (a) 제1및 제2 말단 및 중심부를 갖고, 관의 제1의 말단에서 제2의 말단으로 연장된 세로 개구를 갖는 유리관을 제공하는 단계; (b) 각각 코어, 클래딩, 및 보호 코팅을 각각 포함하고, 상기 관의 상기 각각의 말단 이상으로 연장된 적어도 두 개의 유리 광섬유를 상기 세로 개구내에 배치시키는 단계; (c) 상기 개구의 말단에 인접한 상기 섬유의 나머지 부분들을 제외하고, 상기 개구내에 위치한 상기 섬유의 각각의 부분으로부터 코팅 물질의 일부를 제거하기 위해 적어도 상기 관의 중심부를 가열하는 단계; (d) 상기 섬유 주위의 상기 관의 중심부를 붕괴시키기 위해 상기 관의 상기 중심부를 가열하는 단계; 및 (e) 상기 중심부의 적어도 한 부분을 인발시키는 단계.
- 제23항에 있어서, 상기 섬유를 배열하는 단계전에 상기 방법이 각 섬유로부터 코팅 중간체의 말단의 한 부분을 벗기는 단계를 포함하고, 코팅이 벗겨진 상기 섬유의 길이가 상기 개구의 길이보다 짧으며, 상기 개구내에 코팅되지 않은 부분을 배치시켜 상기 섬유의 코팅된 부분이 상기 개구의 말단 영역에 접하여 정밀하게 위치되고, 상기 섬유의 벗겨진 영역 및 상기 개구의 영역으로부터 상기 코팅 물질의 잔류물을 제거하기 위해 가열시키는 단계를 포함하는 것을 특징으로 하는 광섬유 커플러의 제조방법.
- 제23항에 있어서, 상기 섬유를 배열하는 단계전에 상기 코팅 물질들이 상기 섬유의 전체 길이로 연장되는 것을 특징으로 하는 광섬유 커플러의 제조방법.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US07/223,423 US4902324A (en) | 1988-07-25 | 1988-07-25 | Method of reproducibly making fiber optic coupler |
| US223423 | 1988-10-24 | ||
| US07/261,693 US4902323A (en) | 1988-10-24 | 1988-10-24 | Method of making fiber optic coupler |
| US261,693 | 1988-10-24 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR900002095A KR900002095A (ko) | 1990-02-28 |
| KR0165532B1 true KR0165532B1 (ko) | 1999-04-15 |
Family
ID=26917749
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1019890010202A KR0165532B1 (ko) | 1988-07-25 | 1989-07-19 | 광섬유커플러의제조방법 |
Country Status (9)
| Country | Link |
|---|---|
| EP (1) | EP0352957B1 (ko) |
| JP (1) | JP2883106B2 (ko) |
| KR (1) | KR0165532B1 (ko) |
| AT (1) | ATE130441T1 (ko) |
| AU (1) | AU618108B2 (ko) |
| CA (1) | CA1323195C (ko) |
| DE (1) | DE68924807T2 (ko) |
| ES (1) | ES2080072T3 (ko) |
| HK (1) | HK24396A (ko) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4915467A (en) * | 1988-09-12 | 1990-04-10 | Corning Incorporated | Method of making fiber coupler having integral precision connection wells |
| DE4111624C1 (ko) * | 1991-04-10 | 1992-07-30 | Messerschmitt-Boelkow-Blohm Gmbh, 8012 Ottobrunn, De | |
| US5268979A (en) * | 1992-07-15 | 1993-12-07 | Corning Incorporated | Achromatic overclad fiber optic coupler |
| US5251276A (en) * | 1992-07-16 | 1993-10-05 | Corning Incorporated | Environmentally robust fiber optic coupler and method |
| US5268014A (en) * | 1992-11-05 | 1993-12-07 | Corning Incorporated | Method of making robust fiber optic coupler |
| US5295210A (en) * | 1992-12-31 | 1994-03-15 | Corning Incorporated | Optical waveguide fiber achromatic coupler |
| JPH07253518A (ja) * | 1994-03-15 | 1995-10-03 | Fujitsu Ltd | スターカプラの製造方法とスターカプラ |
| JP5684336B2 (ja) | 2013-07-03 | 2015-03-11 | ファナック株式会社 | 射出成形機用パージカバー |
| CN110823879B (zh) * | 2019-11-16 | 2022-08-09 | 中北大学 | 基于聚吡咯薄膜修饰的粗糙化的锥形宏弯光纤乙醇气体传感器 |
| CN116217066A (zh) * | 2023-03-06 | 2023-06-06 | 浙江富新太阳能有限公司 | 一种光纤玻璃母棒及其制备方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1252126A (ko) * | 1967-11-08 | 1971-11-03 | ||
| US4291940A (en) * | 1977-06-13 | 1981-09-29 | Canadian Patents & Development Ltd. | Low loss access coupler for multimode optical fiber distribution systems |
| CA1118621A (en) * | 1979-11-01 | 1982-02-23 | Lawrence C. Smyth | Method and jig for making optical fiber couplers |
| US4377403A (en) * | 1980-09-29 | 1983-03-22 | The United States Of America As Represented By The Secretary Of The Navy | Method of fabricating a fused single-mode fiber bidirectional coupler |
| AU569803B2 (en) * | 1984-09-06 | 1988-02-18 | Hitachi Limited | Optical fibre star coupler |
| US4793674A (en) * | 1987-01-16 | 1988-12-27 | Allied-Signal Inc. | Fiber optic coupler using frit |
| US4931076A (en) * | 1987-08-07 | 1990-06-05 | Corning Incorporated | Method of making fiber optic coupler |
-
1989
- 1989-06-15 CA CA000602840A patent/CA1323195C/en not_active Expired - Fee Related
- 1989-07-11 JP JP1177275A patent/JP2883106B2/ja not_active Expired - Lifetime
- 1989-07-13 AU AU38113/89A patent/AU618108B2/en not_active Ceased
- 1989-07-19 DE DE68924807T patent/DE68924807T2/de not_active Expired - Fee Related
- 1989-07-19 KR KR1019890010202A patent/KR0165532B1/ko not_active IP Right Cessation
- 1989-07-19 AT AT89307314T patent/ATE130441T1/de not_active IP Right Cessation
- 1989-07-19 EP EP89307314A patent/EP0352957B1/en not_active Expired - Lifetime
- 1989-07-19 ES ES89307314T patent/ES2080072T3/es not_active Expired - Lifetime
-
1996
- 1996-02-08 HK HK24396A patent/HK24396A/xx not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| JPH0273312A (ja) | 1990-03-13 |
| HK24396A (en) | 1996-02-16 |
| AU3811389A (en) | 1990-01-25 |
| DE68924807T2 (de) | 1996-05-02 |
| AU618108B2 (en) | 1991-12-12 |
| DE68924807D1 (de) | 1995-12-21 |
| EP0352957A3 (en) | 1990-09-26 |
| EP0352957A2 (en) | 1990-01-31 |
| ES2080072T3 (es) | 1996-02-01 |
| KR900002095A (ko) | 1990-02-28 |
| CA1323195C (en) | 1993-10-19 |
| ATE130441T1 (de) | 1995-12-15 |
| EP0352957B1 (en) | 1995-11-15 |
| JP2883106B2 (ja) | 1999-04-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4931076A (en) | Method of making fiber optic coupler | |
| US4902324A (en) | Method of reproducibly making fiber optic coupler | |
| EP0730171B1 (en) | Method and apparatus for making low reflectance optical fiber end termination | |
| JP2903185B2 (ja) | アクロマチックファイバオプティックカプラおよびその製造方法 | |
| US4902323A (en) | Method of making fiber optic coupler | |
| US5009692A (en) | Method of making fiber optic coupler | |
| US5948202A (en) | Method for removing a protective coating from optical fibers and making a photonic device | |
| CA2026715C (en) | Chlorine-doped optical component | |
| KR0165532B1 (ko) | 광섬유커플러의제조방법 | |
| JPH06214135A (ja) | ファイバ・オプティック・カプラおよびそれの作成方法 | |
| JPH08114721A (ja) | ファイバオプティックカプラおよびその製造方法 | |
| US6436198B1 (en) | Method and apparatus for removing polymeric coatings from optical fiber | |
| US4983195A (en) | Method of making fiber optic coupler with longitudinal protrusions | |
| JPH06194540A (ja) | ファイバ・オプティック・カプラおよびその作成方法 | |
| KR100730639B1 (ko) | 광섬유 제조를 위한 막대모양 모재와 이의 제조방법 | |
| JP3745895B2 (ja) | 定偏波光ファイバ用母材の製造方法 | |
| US5104434A (en) | Method of making fiber optic couplers | |
| EP0592822B1 (en) | Method of affixing optical fiber to coupler | |
| JP7553692B2 (ja) | マルチコア光ファイバ母材、マルチコア光ファイバ母材の製造方法およびマルチコア光ファイバの製造方法 | |
| JP2866090B2 (ja) | シングルモード・ファイバオプティックカプラの製造方法 | |
| CA1335870C (en) | Method of making an economical fiber coupler | |
| JPH04347805A (ja) | カーボンコート光ファイバの融着接続方法 | |
| JPH05246740A (ja) | カーボンコート光ファイバの石英ファイバ露出部へのカーボン膜再被覆方法 | |
| JPH0667058A (ja) | 光ファイバカプラの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| LAPS | Lapse due to unpaid annual fee |