JPWO2017010046A1 - 捲回型電池 - Google Patents
捲回型電池 Download PDFInfo
- Publication number
- JPWO2017010046A1 JPWO2017010046A1 JP2017528278A JP2017528278A JPWO2017010046A1 JP WO2017010046 A1 JPWO2017010046 A1 JP WO2017010046A1 JP 2017528278 A JP2017528278 A JP 2017528278A JP 2017528278 A JP2017528278 A JP 2017528278A JP WO2017010046 A1 JPWO2017010046 A1 JP WO2017010046A1
- Authority
- JP
- Japan
- Prior art keywords
- electrode
- current collector
- collector sheet
- active material
- uncoated
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0431—Cells with wound or folded electrodes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M6/00—Primary cells; Manufacture thereof
- H01M6/04—Cells with aqueous electrolyte
- H01M6/06—Dry cells, i.e. cells wherein the electrolyte is rendered non-fluid
- H01M6/10—Dry cells, i.e. cells wherein the electrolyte is rendered non-fluid with wound or folded electrodes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings, jackets or wrappings of a single cell or a single battery
- H01M50/183—Sealing members
- H01M50/186—Sealing members characterised by the disposition of the sealing members
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/058—Construction or manufacture
- H01M10/0587—Construction or manufacture of accumulators having only wound construction elements, i.e. wound positive electrodes, wound negative electrodes and wound separators
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Abstract
Description
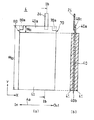
図1に示すように、正極4は、第1集電体シートである正極集電体シート40と、正極集電体シート40の両面に形成された正極活物質層41とを具備する。正極集電体シート40は矩形であり、本実施形態の場合、長辺方向(図1のY方向)が捲回軸方向(第1方向)に一致する。第1方向おける一端部(以下、第1端部)には、正極集電体シート40が露出している第1未塗工部40aが設けられている。第1端部は、電極群の第1端面側に配される。第1未塗工部40aは、第1端部に沿って帯状に設けられる。第1未塗工部40aには、短冊状の正極集電リード24の一端部が溶接により接続されている。
図7に示すように、負極2は、第2集電体シートである負極集電体シート20と、負極集電体シート20の両面に形成された負極活物質層21とを具備する。矢印Abの右側(Out)が電極群の最外周に配される捲き終わり側である。矢印Abの左側(In)は、電極群の中心側(捲き始め側)である。負極集電体シート20は、第2方向の長さが正極集電体シート40よりも大きく設定された矩形である。負極集電体シート20の第2方向(図7のX方向)における一端部(以下、第1端部)には、負極集電体シートが露出している第2未塗工部(A)20aが比較的幅広に設けられている。第2未塗工部(A)20aは、当該第1端部に沿って帯状に設けられる。第2未塗工部(A)20aには、短冊状の負極集電リード22の一端部が溶接により接続されている。
正極4と負極2との間に介在されるセパレータ6としては、絶縁性の微多孔薄膜、織布または不織布が用いられる。リチウムイオン電池のセパレータの材料としては、例えばポリプロピレン、ポリエチレンなどのポリオレフィンを用いることが好ましい。ポリオレフィンは耐久性に優れ、かつシャットダウン機能を有するためである。セパレータ6の厚さは、例えば10μm〜300μmであり、10μm〜40μmが好ましく、10μm〜25μmがより好ましい。微多孔薄膜は、単層膜でもよく、多層膜でもよい。セパレータの空孔率は、30%〜70%が好ましく、35%〜60%が更に好ましい。
非水電解質は、液体、ゲルまたは固体のいずれの状態でもよい。リチウムイオン電池に用いる液体の非水電解質は、通常、リチウム塩と、リチウム塩を溶解させる非水溶媒とで構成される。非水溶媒としては、特に限定されないが、環状炭酸エステル、鎖状炭酸エステル、環状カルボン酸エステルなどが用いられる。環状炭酸エステルとしては、プロピレンカーボネート、エチレンカーボネートなどが挙げられる。鎖状炭酸エステルとしては、ジエチルカーボネート、エチルメチルカーボネート、ジメチルカーボネートなどが挙げられる。環状カルボン酸エステルとしては、γ−ブチ口ラクトン、γ−バレロラクトンなどが挙げられる。リチウム塩としては、例えばLiPF6、LiBF4などが用いられる。
4 正極(第1電極)
5 絶縁層
6 セパレータ
8 金属缶
10 負極端子
12 封口部材
14 正極端子
16 絶縁部材
18 中空部分
20 負極集電体シート
20a 第2未塗工部(A)
20b 第2未塗工部(B)
21 負極活物質層
22 負極集電リード
24 正極集電リード
26 接続位置
28 中間部材
30 リング部材
40 正極集電体シート
41 正極活物質層
40a 第1未塗工部
50 巻芯
54 固定用絶縁テープ
70 捲き終わり部分
70a,70b,70c,70d 切り欠き(第1切り欠き)
80 捲き始め部分
80a 切り欠き(第2切り欠き)
Claims (11)
- 発電要素と、
前記発電要素を収容する電池ケースと、を具備し、
前記発電要素は、第1電極と、前記第1電極とは極性が異なる第2電極と、前記第1電極と前記第2電極との間に介在するセパレータと、電解質と、を具備し、前記第1電極と前記第2電極とが前記セパレータを介して捲回されて、第1端面およびその反対側の第2端面を有する電極群を形成しており、
前記第1電極は、第1集電体シートと、前記第1集電体シートの表面に形成された第1活物質層と、を具備し、前記第1電極には、第1集電リードが接続されており、
前記第2電極は、第2集電体シートと、前記第2集電体シートの表面に形成された第2活物質層と、を具備し、前記第2電極には、第2集電リードが接続されており、
前記第1電極の前記第1端面に配される端部および前記第1電極の前記第2端面に配される端部の少なくとも一方は、前記電極群の最外周に配置される捲き終わり部分が切り欠かれている、捲回型電池。 - 前記電池ケースは、
有底筒状の金属缶と、
前記金属缶の開口を塞ぐ封口部材と、を具備し、
前記第1集電リードは、前記封口部材に電気的に接続されており、
前記第2集電リードは、前記金属ケースの内面に電気的に接続されている、請求項1に記載の捲回型電池。 - 前記端面側から見た前記切り欠きの長さが、前記第1電極の前記最外周に配置される部分の長さの1%以上、100%以下である、請求項1または2に記載の捲回型電池。
- 前記切り欠きの形状が、矩形である、請求項1〜3のいずれか1項に記載の捲回型電池。
- 前記第1端面は、前記開口側に配置されており、
前記第1集電リードは、前記第1端面から前記開口側に向かって延在している、請求項2〜4のいずれか1項に記載の捲回型電池。 - 前記第1集電体シートは、前記電極群の前記第1端面に配される端部に、両方の表面に前記第1活物質層を有さない第1未塗工部を有し、
前記第1集電リードは、前記第1未塗工部に接続されており、
前記第1未塗工部の前記捲き終わり部分が、切り欠かれている、請求項5に記載の捲回型電池。 - 前記第1未塗工部のエッジ面を覆うとともに、前記切り欠きを内包するように、前記第1未塗工部の両側の表面を覆う絶縁層が形成されている、請求項6に記載の捲回型電池。
- 前記絶縁層が、前記第1未塗工部の前記エッジ面から張り出している、請求項7に記載の捲回型電池。
- 前記第1端面において、前記セパレータの端部が、前記切り欠きの前記捲き終わり側の最端部よりも前記端面側に突出している、請求項8に記載の捲回型電池。
- 前記電極群の捲回軸に対して垂直な方向における前記第2集電体シートの一端部に、少なくとも一方の表面に前記第2活物質層を有さない第2未塗工部を有し、
前記第2未塗工部に、前記第2集電リードが接続されており、
前記第2集電リードは、前記第1端面から前記開口側に向かって延在している、請求項5〜9のいずれか1項に記載の捲回型電池。 - 前記電池ケースは、外径10mm以下の円筒型である、請求項1〜10のいずれか1項に記載の捲回型電池。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015138746 | 2015-07-10 | ||
| JP2015138746 | 2015-07-10 | ||
| PCT/JP2016/002942 WO2017010046A1 (ja) | 2015-07-10 | 2016-06-20 | 捲回型電池 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2017010046A1 true JPWO2017010046A1 (ja) | 2018-04-19 |
| JP6857872B2 JP6857872B2 (ja) | 2021-04-14 |
Family
ID=57756888
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017528278A Active JP6857872B2 (ja) | 2015-07-10 | 2016-06-20 | 捲回型電池 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US10615426B2 (ja) |
| JP (1) | JP6857872B2 (ja) |
| CN (1) | CN107735897B (ja) |
| WO (1) | WO2017010046A1 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110199410B (zh) * | 2017-01-24 | 2022-09-27 | 三洋电机株式会社 | 电池用极板的制造方法、电池的制造方法以及电池 |
| CN111164814B (zh) * | 2017-09-29 | 2023-04-04 | 松下知识产权经营株式会社 | 圆筒形二次电池 |
| WO2019098023A1 (ja) * | 2017-11-16 | 2019-05-23 | パナソニックIpマネジメント株式会社 | 円筒形二次電池 |
| KR102582586B1 (ko) * | 2018-05-16 | 2023-09-25 | 삼성전자주식회사 | 무지부의 적어도 일부에 노치가 형성된 배터리를 포함하는 전자 장치 |
| US20210226199A1 (en) * | 2018-05-30 | 2021-07-22 | Panasonic Intellectual Property Management Co., Ltd. | Nonaqueous electrolyte secondary battery |
| EP3813158A4 (en) * | 2018-05-30 | 2021-08-04 | Panasonic Intellectual Property Management Co., Ltd. | NON-AQUEOUS ELECTROLYTE SECONDARY BATTERY |
| US20210280919A1 (en) * | 2018-07-30 | 2021-09-09 | Panasonic Intellectual Property Management Co., Ltd. | Lithium secondary battery |
| JP7463333B2 (ja) | 2021-11-17 | 2024-04-08 | プライムプラネットエナジー&ソリューションズ株式会社 | 電池 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06260172A (ja) * | 1993-03-02 | 1994-09-16 | Japan Storage Battery Co Ltd | 角形リチウム電池 |
| JP2001345115A (ja) * | 2000-06-01 | 2001-12-14 | Mitsubishi Electric Corp | 電 池 |
| JP2004303590A (ja) * | 2003-03-31 | 2004-10-28 | Sanyo Electric Co Ltd | ラミネート電池及びその製造方法 |
| JP2006278142A (ja) * | 2005-03-29 | 2006-10-12 | Sanyo Electric Co Ltd | 渦巻式電極の角型電池 |
| JP2008251256A (ja) * | 2007-03-29 | 2008-10-16 | Toshiba Corp | 非水電解質電池、電池パック及び自動車 |
| JP2012079501A (ja) * | 2010-09-30 | 2012-04-19 | Gs Yuasa Corp | 電池 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6300002B1 (en) | 1999-05-13 | 2001-10-09 | Moltech Power Systems, Inc. | Notched electrode and method of making same |
| JP4649993B2 (ja) * | 2005-01-12 | 2011-03-16 | パナソニック株式会社 | リチウム二次電池およびその製造方法 |
| JP5127271B2 (ja) * | 2007-03-12 | 2013-01-23 | 株式会社東芝 | 捲回型電極電池およびその製造方法 |
| CN101807725A (zh) | 2009-02-18 | 2010-08-18 | 东莞新能源科技有限公司 | 锂离子电池 |
| EP2525434A1 (en) * | 2010-01-13 | 2012-11-21 | Panasonic Corporation | Lithium ion secondary battery and production method for same |
| JP5630859B2 (ja) * | 2010-08-06 | 2014-11-26 | Fdkトワイセル株式会社 | 円筒型蓄電池 |
| WO2012111061A1 (ja) | 2011-02-16 | 2012-08-23 | パナソニック株式会社 | 電池および電池の製造方法 |
| EP2752913B1 (en) | 2012-03-30 | 2016-11-23 | Panasonic Intellectual Property Management Co., Ltd. | Cylindrical battery |
| JP2014071987A (ja) | 2012-09-28 | 2014-04-21 | Panasonic Corp | 円筒形リチウムイオン二次電池 |
| US9666903B2 (en) | 2013-03-01 | 2017-05-30 | Panasonic Intellectual Property Management Co., Ltd. | Lithium ion secondary battery |
| US11476494B2 (en) * | 2013-08-16 | 2022-10-18 | Zenlabs Energy, Inc. | Lithium ion batteries with high capacity anode active material and good cycling for consumer electronics |
-
2016
- 2016-06-20 CN CN201680033832.0A patent/CN107735897B/zh active Active
- 2016-06-20 US US15/573,566 patent/US10615426B2/en active Active
- 2016-06-20 WO PCT/JP2016/002942 patent/WO2017010046A1/ja active Application Filing
- 2016-06-20 JP JP2017528278A patent/JP6857872B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06260172A (ja) * | 1993-03-02 | 1994-09-16 | Japan Storage Battery Co Ltd | 角形リチウム電池 |
| JP2001345115A (ja) * | 2000-06-01 | 2001-12-14 | Mitsubishi Electric Corp | 電 池 |
| JP2004303590A (ja) * | 2003-03-31 | 2004-10-28 | Sanyo Electric Co Ltd | ラミネート電池及びその製造方法 |
| JP2006278142A (ja) * | 2005-03-29 | 2006-10-12 | Sanyo Electric Co Ltd | 渦巻式電極の角型電池 |
| JP2008251256A (ja) * | 2007-03-29 | 2008-10-16 | Toshiba Corp | 非水電解質電池、電池パック及び自動車 |
| JP2012079501A (ja) * | 2010-09-30 | 2012-04-19 | Gs Yuasa Corp | 電池 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6857872B2 (ja) | 2021-04-14 |
| CN107735897B (zh) | 2020-11-03 |
| US10615426B2 (en) | 2020-04-07 |
| US20180131009A1 (en) | 2018-05-10 |
| WO2017010046A1 (ja) | 2017-01-19 |
| CN107735897A (zh) | 2018-02-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11183740B2 (en) | Rolled-type battery | |
| WO2017010046A1 (ja) | 捲回型電池 | |
| JP6505859B2 (ja) | 非水電解液二次電池 | |
| JP2010003692A (ja) | 電極組立体とこれを利用した二次電池及びその製造方法 | |
| JP2017069207A (ja) | リチウムイオン二次電池及びその製造方法 | |
| JP6948628B2 (ja) | 捲回型電池 | |
| JP6775170B2 (ja) | 捲回型電池 | |
| CN107851768B (zh) | 电化学器件的制造方法 | |
| KR100515833B1 (ko) | 젤리-롤형의 전극조립체와 이를 채용한 이차전지 | |
| US20190221824A1 (en) | Non-aqueous electrolyte secondary battery | |
| WO2018168628A1 (ja) | 非水電解質二次電池 | |
| CN109891640B (zh) | 非水电解质二次电池用电极以及非水电解质二次电池 | |
| WO2013047515A1 (ja) | 非水電解質二次電池 | |
| JP2014082055A (ja) | 円筒形蓄電素子 | |
| JP2018055904A (ja) | 電気化学セルおよび電気化学セルの製造方法 | |
| JP2017139085A (ja) | 密閉型電池 | |
| JP2017112055A (ja) | 密閉型電池 | |
| JP2017162761A (ja) | 電気化学セルおよび電気化学セルの製造方法 | |
| JP2018200822A (ja) | ラミネート形電池 | |
| US11552374B2 (en) | Electrode for non-aqueous electrolyte secondary battery and non-aqueous electrolyte secondary battery | |
| JP2018139187A (ja) | 捲回型電池 | |
| JP7022909B2 (ja) | 捲回型電池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20180709 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190218 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200218 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200416 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200915 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201026 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210302 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210309 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6857872 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |