JP7582829B2 - バスバーアッセンブリ及びその製造方法 - Google Patents
バスバーアッセンブリ及びその製造方法 Download PDFInfo
- Publication number
- JP7582829B2 JP7582829B2 JP2020169140A JP2020169140A JP7582829B2 JP 7582829 B2 JP7582829 B2 JP 7582829B2 JP 2020169140 A JP2020169140 A JP 2020169140A JP 2020169140 A JP2020169140 A JP 2020169140A JP 7582829 B2 JP7582829 B2 JP 7582829B2
- Authority
- JP
- Japan
- Prior art keywords
- busbar
- insulating resin
- frame body
- forming
- resin layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 28
- 239000011347 resin Substances 0.000 claims description 177
- 229920005989 resin Polymers 0.000 claims description 177
- 238000000034 method Methods 0.000 claims description 71
- 230000008569 process Effects 0.000 claims description 67
- 238000005520 cutting process Methods 0.000 claims description 25
- 239000011248 coating agent Substances 0.000 claims description 19
- 238000000576 coating method Methods 0.000 claims description 19
- 238000004080 punching Methods 0.000 claims description 17
- 239000002184 metal Substances 0.000 claims description 14
- 239000003973 paint Substances 0.000 claims description 9
- 230000004308 accommodation Effects 0.000 claims description 8
- 230000015572 biosynthetic process Effects 0.000 claims description 6
- 230000000873 masking effect Effects 0.000 claims description 4
- 238000010030 laminating Methods 0.000 claims description 2
- 230000000379 polymerizing effect Effects 0.000 claims description 2
- 239000004065 semiconductor Substances 0.000 description 39
- 238000007789 sealing Methods 0.000 description 14
- 230000002093 peripheral effect Effects 0.000 description 9
- 239000004020 conductor Substances 0.000 description 8
- 238000003860 storage Methods 0.000 description 7
- 230000009471 action Effects 0.000 description 5
- 230000000712 assembly Effects 0.000 description 5
- 238000000429 assembly Methods 0.000 description 5
- 238000009413 insulation Methods 0.000 description 5
- 230000000694 effects Effects 0.000 description 3
- 238000005530 etching Methods 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 239000004962 Polyamide-imide Substances 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 238000004026 adhesive bonding Methods 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 230000001678 irradiating effect Effects 0.000 description 2
- 229920002312 polyamide-imide Polymers 0.000 description 2
- 239000004593 Epoxy Substances 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 230000008719 thickening Effects 0.000 description 1
Images














Landscapes
- Connection Or Junction Boxes (AREA)
- Structures Or Materials For Encapsulating Or Coating Semiconductor Devices Or Solid State Devices (AREA)
Description
特に、上下方向に関し小型化を図る為に前記一の平板状バスバーと前記他の平板状バスバーとの間の絶縁性樹脂層の厚みを薄くすると、両バスバー間にリーク電流が流れる恐れがある。
図17に示すように、前記平面型バスバーアッセンブリ500は、導電性金属平板の第1バスバー510(1)と、前記第1バスバー510(1)との間に間隙515を存しつつ前記第1バスバー510(1)と同一平面内に配置された導電性金属平板の第2バスバー510(2)と、前記第1及び第2バスバー510(1)、510(2)を電気的には絶縁状態で且つ機械的には連結する絶縁性樹脂層520とを備えている。
他形態においては、前記バスバー側絶縁性樹脂層は、絶縁性樹脂塗膜によって形成される。
また、本発明に係るバスバーアッセンブリの製造方法によれば、前記バスバーアッセンブリを効率良く製造することができる。
以下、本発明に係るバスバーアッセンブリの一実施の形態について、添付図面を参照しつつ説明する。
図1(a)に、本実施の形態に係るバスバーアッセンブリ1の平面図を示す。
また、図1(b)に、図1(a)におけるI(b)-I(b)線に沿った断面図を示す。
前記バスバー10は、例えば、Cu等の導電性金属プレートによって形成される。
前記絶縁性樹脂フィルム25は、絶縁性を有する種々の材質によって形成され、好適には、ポリアミドイミドが用いられる。
好ましくは、前記枠体30は、前記バスバー10と同一の導電性部材によって形成される。
前記枠体30は、未硬化状態の前記樹脂の流出を堰き止めると共に、硬化後の前記封止樹脂体130の脱離を防止する。
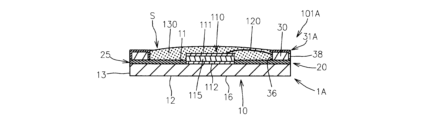
また、図4に、前記第1変形例に係るバスバーアッセンブリ1Aに前記半導体素子110が装着されてなる半導体モジュール101Aの縦断面図を示す。
また、図6に、前記第2変形例に係るバスバーアッセンブリ1Bに前記半導体素子110が装着されてなる半導体モジュール101Bの縦断面図を示す。
図7に、前記製造方法において用いられる導電性金属製のバスバー用平板200の平面図を示す。
図8に、前記バスバー側絶縁性樹脂層形成工程後の前記バスバー用平板200の平面図を示す。
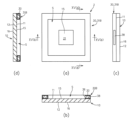
前記枠体形成処理は、前記枠体30の厚みと同一厚みを有し且つ平面視において前記バスバー形成領域210に対応した外形状を有する枠体形成領域310を含む枠体用平板300を用意する工程と、前記枠体30に相当する枠体形成部位が残るように前記枠体形成領域310の中央を打ち抜く打ち抜き工程とを備えている。
図9は、前記打ち抜き工程後の状態を示している。
好ましくは、前記枠体用平板300は、前記バスバー用平板200と同一材料によって形成される。
図10に、前記平板固着工程後の状態の前記バスバー用平板200及び前記枠体用平板300の平面図を示す。
図11に、前記開口形成工程後の状態の前記バスバー用平板200及び前記枠体用平板300の平面図を示す。
この場合、前記バスバー側絶縁性樹脂層形成工程は、前記開口21が形成された状態の前記絶縁性樹脂フィルム25を前記バスバー形成領域210に接着させるように構成される。
この場合、前記バスバー側絶縁性樹脂層20のうち前記開口21を形成すべき領域以外の領域にマスキングを行った状態でエッチングを行うことにより、前記開口21が形成される。
また、図14(b)及び(c)に、図14(a)におけるXIV-XIV線に沿った断面図を示す。
図14(b)及び(c)は、それぞれ、前記枠体側絶縁性樹脂層31Aを設けた構成(前記第1及び第4変形例)及び前記枠体側絶縁性樹脂層31Bを設けた構成(前記第2及び第5変形例)を示している。
以下、本発明に係るバスバーアッセンブリの他の実施の形態について、添付図面を参照しつつ説明する。
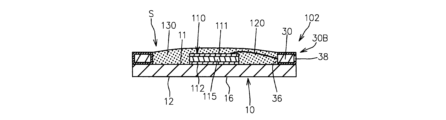
図15(a)~(d)に、それぞれ、本実施の形態に係るバスバーアッセンブリ2の平面図、図15(a)におけるXV(a)-XV(a)線に沿った断面図、前記バスバーアッセンブリ2の側面図、及び、図15(a)におけるXV(d)-XV(d)線に沿った断面図を示す。
また、図16に、前記バスバーアッセンブリ2に前記半導体素子110が装着されてなる半導体モジュール102の縦断面図を示す。
なお、図中、前記実施の形態1におけると同一部材には同一符号を付して、その説明を適宜省略する。
10 バスバー
15 素子搭載領域
16 バスバー側外部接続部
20 バスバー側絶縁性樹脂層
25 絶縁性樹脂フィルム
27 絶縁性樹脂塗膜
30 枠体
31A、31B 枠体側絶縁性樹脂層
36 素子接続部
38 素子側外部接続部
200 バスバー用平板
210 バスバー形成領域
230 連結領域
300 枠体用平板
310 枠体形成領域
330 連結領域
S 収容空間
Claims (6)
- 導電性部材によって形成された平面状のバスバーと、前記バスバーの上面に設けられたバスバー側絶縁性樹脂層と、導電性部材によって形成された枠体であって、前記バスバーの上面の中央に上方へ開く収容空間を画するように前記バスバーの上面に前記バスバー側絶縁性樹脂層を介して電気的に絶縁状態で機械的に固着された枠体とを備え、
前記バスバーは、上面のうち前記収容空間内の少なくとも一部に電気素子が電気的に接続状態で機械的に装着可能な素子搭載領域を有し、且つ、下面の少なくとも一部に外部と電気的に接続可能なバスバー側外部接続部を有しており、
前記枠体は、前記バスバーの上面と対向する下面以外の部分において枠体側絶縁性樹脂層によって覆われており、
前記枠体は、前記素子搭載領域に搭載される電気素子に対して電気的に接続可能な素子接続部及び外部と電気的に接続可能な枠体側外部接続部を有し、
前記バスバー側絶縁性樹脂層には、前記素子搭載領域を露出させる開口が設けられ、
前記枠体側絶縁性樹脂層には、前記素子接続部を形成する開口及び前記枠体側外部接続部を形成する開口が設けられていることを特徴とするバスバーアッセンブリ。 - 前記バスバー側絶縁性樹脂層は、絶縁性樹脂フィルムによって形成されていることを特徴とする請求項1に記載のバスバーアッセンブリ。
- 前記バスバー側絶縁性樹脂層は、絶縁性樹脂塗膜によって形成されていることを特徴とする請求項1に記載のバスバーアッセンブリ。
- 導電性部材によって形成された平面状のバスバーと、前記バスバーの厚み方向一方側の第1面に設けられたバスバー側絶縁性樹脂層と、導電性部材によって形成された枠体であって、前記バスバーの第1面の中央に上方へ開く収容空間を画するように前記バスバー側絶縁性樹脂層を介して前記バスバーの第1面に固着された枠体とを備え、前記バスバーは、第1面のうち前記収容空間内の少なくとも一部に電気素子が電気的に接続状態で装着可能な素子搭載領域を有し、且つ、厚み方向他方側の第2面の少なくとも一部に外部と電気的に接続可能なバスバー側外部接続部を有しており、前記枠体は、前記素子搭載領域に搭載される電気素子に対して電気的に接続可能な素子接続部及び外部と電気的に接続可能な枠体側外部接続部を有しているバスバーアッセンブリの製造方法であって、
前記バスバーを形成するバスバー形成領域を有する導電性金属製のバスバー用平板を用意する工程と、
前記バスバー形成領域の第1面に前記バスバー側絶縁性樹脂層を形成する絶縁性樹脂フィルムを接着するバスバー側絶縁性樹脂層形成工程と、
前記バスバー用平板を用意する工程から前記バスバー側絶縁性樹脂層形成工程までの処理の前又は後、若しくは、並行して行う枠体形成処理であって、平面視において前記バスバー形成領域に対応した外形状を有する枠体形成領域を含む導電性金属製の枠体用平板を用意する工程と、前記枠体形成領域のうちの中央部分を打ち抜いて、枠体を形成する打ち抜き工程と、前記枠体形成領域のうち前記バスバー形成領域の第1面と対向する下面以外の外表面に、前記素子接続部及び前記枠体側外部接続部を形成する領域をマスキングした状態で絶縁性樹脂塗料を塗布して枠体側絶縁性樹脂層を形成する工程とを含む枠体形成処理と、
前記バスバー側絶縁性樹脂層形成工程後の前記バスバー用平板及び前記枠体形成処理後の前記枠体用平板を重合させて、前記枠体形成領域の下面を前記バスバー側絶縁性樹脂層を介して前記バスバー形成領域の第1面に固着させる平板固着工程と、
固着状態の前記バスバー形成領域及び前記枠体形成領域を前記バスバー用平板及び前記枠体用平板から切断する切断工程と、
前記バスバー側絶縁性樹脂層形成工程の前、前記バスバー側絶縁性樹脂層形成工程の後で且つ前記切断工程の前、若しくは、前記切断工程の後に、前記絶縁性樹脂フィルムに前記素子搭載領域を露出させる為の開口を形成する開口形成工程とを含むことを特徴とするバスバーアッセンブリの製造方法。 - 導電性部材によって形成された平面状のバスバーと、前記バスバーの厚み方向一方側の第1面に設けられたバスバー側絶縁性樹脂層と、導電性部材によって形成された枠体であって、前記バスバーの第1面の中央に上方へ開く収容空間を画するように前記バスバー側絶縁性樹脂層を介して前記バスバーの第1面に固着された枠体とを備え、前記バスバーは、第1面のうち前記収容空間内の少なくとも一部に電気素子が電気的に接続状態で装着可能な素子搭載領域を有し、且つ、厚み方向他方側の第2面の少なくとも一部に外部と電気的に接続可能なバスバー側外部接続部を有しており、前記枠体は、前記素子搭載領域に搭載される電気素子に対して電気的に接続可能な素子接続部及び外部と電気的に接続可能な枠体側外部接続部を有しているバスバーアッセンブリの製造方法であって、
前記バスバーを形成するバスバー形成領域を有する導電性金属製のバスバー用平板を用意する工程と、
前記バスバー形成領域の少なくとも第1面に前記バスバー側絶縁性樹脂層を形成する絶縁性樹脂塗膜を設けるバスバー側絶縁性樹脂層形成工程と、
前記バスバー用平板を用意する工程から前記バスバー側絶縁性樹脂層形成工程までの処理の前又は後、若しくは、並行して行う枠体形成処理であって、平面視において前記バスバー形成領域に対応した外形状を有する枠体形成領域を含む導電性金属製の枠体用平板を用意する工程と、前記枠体形成領域のうちの中央部分を打ち抜いて、枠体を形成する打ち抜き工程と、前記枠体形成領域のうち前記バスバー形成領域の第1面と対向する下面以外の外表面に、前記素子接続部及び前記枠体側外部接続部を形成する領域をマスキングした状態で絶縁性樹脂塗料を塗布して枠体側絶縁性樹脂層を形成する工程とを含む枠体形成処理と、
前記バスバー側絶縁性樹脂層形成工程後の前記バスバー用平板及び前記枠体形成処理後の前記枠体用平板を重合させて、前記枠体形成領域の下面を対応する前記バスバー形成領域の第1面に固着させる平板固着工程と、
固着状態の前記バスバー形成領域及び前記枠体形成領域を前記バスバー用平板及び前記枠体用平板から切断する切断工程と、
前記バスバー側絶縁性樹脂層形成工程の後で且つ前記切断工程の前、若しくは、前記切断工程の後に、前記絶縁性樹脂塗膜に前記素子搭載領域を露出させる為の開口を形成する開口形成工程とを含むことを特徴とするバスバーアッセンブリの製造方法。 - 前記平板固着工程は、前記バスバー側絶縁性樹脂層形成工程によって前記バスバー形成領域の第1面に設けられた前記絶縁性樹脂塗膜が半硬化状態で行われることを特徴とする請求項5に記載のバスバーアッセンブリの製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020169140A JP7582829B2 (ja) | 2020-10-06 | 2020-10-06 | バスバーアッセンブリ及びその製造方法 |
| JP2024177020A JP7809181B2 (ja) | 2020-10-06 | 2024-10-09 | 半導体モジュール |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020169140A JP7582829B2 (ja) | 2020-10-06 | 2020-10-06 | バスバーアッセンブリ及びその製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2024177020A Division JP7809181B2 (ja) | 2020-10-06 | 2024-10-09 | 半導体モジュール |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022061249A JP2022061249A (ja) | 2022-04-18 |
| JP7582829B2 true JP7582829B2 (ja) | 2024-11-13 |
Family
ID=81206591
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020169140A Active JP7582829B2 (ja) | 2020-10-06 | 2020-10-06 | バスバーアッセンブリ及びその製造方法 |
| JP2024177020A Active JP7809181B2 (ja) | 2020-10-06 | 2024-10-09 | 半導体モジュール |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2024177020A Active JP7809181B2 (ja) | 2020-10-06 | 2024-10-09 | 半導体モジュール |
Country Status (1)
| Country | Link |
|---|---|
| JP (2) | JP7582829B2 (ja) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011082259A (ja) | 2009-10-05 | 2011-04-21 | Dainippon Printing Co Ltd | Led素子載置部材およびその製造方法、ならびにled素子パッケージおよびその製造方法 |
| JP2016219522A (ja) | 2015-05-18 | 2016-12-22 | スタンレー電気株式会社 | 半導体発光装置の製造方法及び半導体発光装置 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7777235B2 (en) * | 2003-05-05 | 2010-08-17 | Lighting Science Group Corporation | Light emitting diodes with improved light collimation |
| US6911731B2 (en) * | 2003-05-14 | 2005-06-28 | Jiahn-Chang Wu | Solderless connection in LED module |
| US20050225222A1 (en) * | 2004-04-09 | 2005-10-13 | Joseph Mazzochette | Light emitting diode arrays with improved light extraction |
| JP2006012868A (ja) * | 2004-06-22 | 2006-01-12 | Toshiba Corp | 半導体発光素子用パッケージおよびそれを用いた半導体発光装置 |
| TWI287310B (en) * | 2006-02-17 | 2007-09-21 | Jiahn-Chang Wu | Matrix light display |
| JP6637002B2 (ja) * | 2017-09-04 | 2020-01-29 | サンコール株式会社 | バスバーアッセンブリの製造方法 |
-
2020
- 2020-10-06 JP JP2020169140A patent/JP7582829B2/ja active Active
-
2024
- 2024-10-09 JP JP2024177020A patent/JP7809181B2/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011082259A (ja) | 2009-10-05 | 2011-04-21 | Dainippon Printing Co Ltd | Led素子載置部材およびその製造方法、ならびにled素子パッケージおよびその製造方法 |
| JP2016219522A (ja) | 2015-05-18 | 2016-12-22 | スタンレー電気株式会社 | 半導体発光装置の製造方法及び半導体発光装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2022061249A (ja) | 2022-04-18 |
| JP7809181B2 (ja) | 2026-01-30 |
| JP2024177533A (ja) | 2024-12-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3238004B2 (ja) | 半導体装置の製造方法 | |
| KR101544844B1 (ko) | 와이어드 러버 컨택트 및 그 제조방법 | |
| CN112640095B (zh) | 汇流条组件及其制造方法 | |
| KR102742559B1 (ko) | 배선 기판, 배선 기판을 가지는 반도체 패키지, 및 그 제조 방법 | |
| US8193643B2 (en) | Semiconductor device and method for fabricating the same | |
| JP6840269B2 (ja) | 電子構成素子を機械的に接続させる方法及び電子構成素子アセンブリ | |
| JP7582829B2 (ja) | バスバーアッセンブリ及びその製造方法 | |
| US20250007266A1 (en) | Busbar assembly and method for manufacturing the same | |
| CN109983548B (zh) | 母线组件 | |
| WO2020085154A1 (ja) | バスバーアッセンブリ及びその製造方法 | |
| CN116367931B (zh) | 汇流条组件及汇流条组件的制造方法 | |
| WO2025224934A1 (ja) | 多層基板の製造方法 | |
| CN114467234A (zh) | 汇流条组件及其制造方法 | |
| JP7606318B2 (ja) | バスバーアッセンブリの製造方法及びバスバーアッセンブリ用平板積層構造 | |
| US5829127A (en) | Latticework with plurality of overlying lines | |
| JP2024165043A (ja) | バスバーアッセンブリ及びその製造方法 | |
| JP6788767B1 (ja) | バスバーアッセンブリ及びその製造方法 | |
| JP4657840B2 (ja) | 半導体装置、およびその製造方法 | |
| JP7734251B2 (ja) | バスバーアッセンブリ及びその製造方法 | |
| KR20150000174A (ko) | 전자 소자 모듈 및 그 제조 방법 | |
| JP2024165042A (ja) | バスバーアッセンブリ及びその製造方法 | |
| US20250287761A1 (en) | Light-emitting device and manufacutring method of light-emitting device | |
| JP2024172922A (ja) | バスバーアッセンブリ及びその製造方法 | |
| JP6763754B2 (ja) | 半導体素子取付用基板端子板の製造方法 | |
| JP2025011394A (ja) | バスバーアッセンブリ及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230926 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20240716 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240823 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20241009 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20241025 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20241031 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7582829 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |