JP7581372B2 - エンドキャップアセンブリ、電池セル、電池及び電池セルの製造方法と機器 - Google Patents
エンドキャップアセンブリ、電池セル、電池及び電池セルの製造方法と機器 Download PDFInfo
- Publication number
- JP7581372B2 JP7581372B2 JP2022563184A JP2022563184A JP7581372B2 JP 7581372 B2 JP7581372 B2 JP 7581372B2 JP 2022563184 A JP2022563184 A JP 2022563184A JP 2022563184 A JP2022563184 A JP 2022563184A JP 7581372 B2 JP7581372 B2 JP 7581372B2
- Authority
- JP
- Japan
- Prior art keywords
- end cap
- stopper
- thickness direction
- battery cell
- hole
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images













Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/147—Lids or covers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/572—Means for preventing undesired use or discharge
- H01M50/584—Means for preventing undesired use or discharge for preventing incorrect connections inside or outside the batteries
- H01M50/59—Means for preventing undesired use or discharge for preventing incorrect connections inside or outside the batteries characterised by the protection means
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/102—Primary casings; Jackets or wrappings characterised by their shape or physical structure
- H01M50/103—Primary casings; Jackets or wrappings characterised by their shape or physical structure prismatic or rectangular
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
- H01M10/0525—Rocking-chair batteries, i.e. batteries with lithium insertion or intercalation in both electrodes; Lithium-ion batteries
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/147—Lids or covers
- H01M50/148—Lids or covers characterised by their shape
- H01M50/15—Lids or covers characterised by their shape for prismatic or rectangular cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/183—Sealing members
- H01M50/186—Sealing members characterised by the disposition of the sealing members
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/572—Means for preventing undesired use or discharge
- H01M50/584—Means for preventing undesired use or discharge for preventing incorrect connections inside or outside the batteries
- H01M50/586—Means for preventing undesired use or discharge for preventing incorrect connections inside or outside the batteries inside the batteries, e.g. incorrect connections of electrodes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/60—Arrangements or processes for filling or topping-up with liquids; Arrangements or processes for draining liquids from casings
- H01M50/609—Arrangements or processes for filling with liquid, e.g. electrolytes
- H01M50/627—Filling ports
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/60—Arrangements or processes for filling or topping-up with liquids; Arrangements or processes for draining liquids from casings
- H01M50/609—Arrangements or processes for filling with liquid, e.g. electrolytes
- H01M50/627—Filling ports
- H01M50/636—Closing or sealing filling ports, e.g. using lids
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M2220/00—Batteries for particular applications
- H01M2220/20—Batteries in motive systems, e.g. vehicle, ship, plane
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M2220/00—Batteries for particular applications
- H01M2220/30—Batteries in portable systems, e.g. mobile phone, laptop
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Connection Of Batteries Or Terminals (AREA)
- Sealing Battery Cases Or Jackets (AREA)
- Filling, Topping-Up Batteries (AREA)
Description
前記ストッパ部材は、前記閉塞部材が前記厚さ方向に沿って前記ストッパ部材に当接する場合に、前記閉塞部材の前記電池セルの内部への移動を制限するように構成される。
開口を有するケース21を提供するS100と、
タブ221を含む電極アセンブリ22を提供するS200と、
エンドキャップアセンブリ23を提供するS300と、
電極アセンブリ22をケース21内に収容するS400と、
エンドキャップアセンブリ23をケース21の開口にキャッピングするS500とを含む。
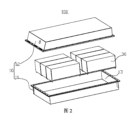
11-第1の部分
12-第2の部分
13-収容空間
20-電池セル
21-ケース
22-電極アセンブリ
221-タブ
221a-正極タブ
221b-負極タブ
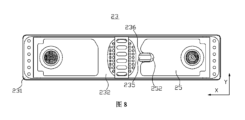
23-エンドキャップアセンブリ
231-エンドキャップ
2311-注入孔
2312-突出部
2312a-第1の端面
2313-第1の内面
2314-第1の外面
2315-第1の表面
232-絶縁部材
2321-貫通孔
2322-第2の内面
2323-第2の外面
233-電極端子
233a-正極電極端子
233b-負極電極端子
234-放圧手段
235-ストッパ部材
2351-排液口
2352-接続部
2353-ストッパ部
2353a-ガイド斜面
2354-第1の側面
2355-ストッパ面
236-仕切り部材
2361-第2の側面
237-閉塞部材
24-密閉空間
25-集電部材
251-接続面
252-回避開口
30-電池モジュール
40-バスバー部材
100-電池
200-コントローラ
300-モータ
1000-車両
1100-第1の提供装置
1200-第2の提供装置
1300-第3の提供装置
1400-組み立て装置
2000-製造機器
X-長手方向
Y-第1の方向
Z-厚さ方向
Claims (22)
- タブを有する電極アセンブリを含む電池セルに用いられるエンドキャップアセンブリであって、
注入孔が設置されるエンドキャップであって、前記注入孔は前記エンドキャップの厚さ方向において前記エンドキャップを貫通するエンドキャップと、
前記エンドキャップの前記厚さ方向における一方側に設けられるように構成される絶縁部材であって、前記絶縁部材には貫通孔が設置されており、前記貫通孔は前記厚さ方向において前記絶縁部材を貫通する絶縁部材と、
排液口が設置されており、前記注入孔と前記貫通孔を経由した流体媒体を、流れ方向を変えた後に前記排液口を通過して前記電池セルの内部に入らせるように構成されるストッパ部材と、
前記タブが前記貫通孔を貫通して前記エンドキャップと接触することを阻止するために、前記タブと前記エンドキャップを仕切るように構成される仕切り部材とを含み、
前記ストッパ部材の第1の方向における少なくとも一方側には前記仕切り部材が設置されており、前記第1の方向は前記厚さ方向に垂直であり、
前記第1の方向に、前記仕切り部材が前記ストッパ部材から離れる方向に沿って、前記貫通孔の壁の一部は、前記仕切り部材よりもはみ出している、ことを特徴とするエンドキャップアセンブリ。 - 前記厚さ方向においては、前記仕切り部材の前記絶縁部材への投影は前記貫通孔の一部を覆う、ことを特徴とする請求項1に記載のエンドキャップアセンブリ。
- 前記厚さ方向においては、前記ストッパ部材の前記絶縁部材への投影は前記貫通孔の一部を覆う、ことを特徴とする請求項1又は2に記載のエンドキャップアセンブリ。
- 前記厚さ方向においては、前記仕切り部材は、前記排液口よりも前記エンドキャップに近い、ことを特徴とする請求項1~3のいずれか一項に記載のエンドキャップアセンブリ。
- 前記ストッパ部材の前記第1の方向における両側には、いずれも前記仕切り部材が設置されている、ことを特徴とする請求項1~4のいずれか一項に記載のエンドキャップアセンブリ。
- 前記第1の方向では、前記ストッパ部材の少なくとも一方側には前記排液口が設置されており、前記タブは、前記ストッパ部材の一方側に配置され、且つ前記排液口と対向するように構成される、ことを特徴とする請求項1~5のいずれか一項に記載のエンドキャップアセンブリ。
- 前記第1の方向は、前記エンドキャップの幅方向と一致する、ことを特徴とする請求項1~6のいずれか一項に記載のエンドキャップアセンブリ。
- 前記仕切り部材が前記ストッパ部材から離れる方向に沿って、前記貫通孔は、前記仕切り部材よりもはみ出しているはみ出し部分を有し、
前記電池セルは集電部材をさらに含み、前記集電部材は、タブと前記エンドキャップに取り付けられる電極端子とを接続するためのものであり、前記集電部材の前記厚さ方向への投影は、前記はみ出し部分を少なくとも部分的に覆う、ことを特徴とする請求項1~7のいずれか一項に記載のエンドキャップアセンブリ。 - 前記ストッパ部材は、第1の側面を含み、前記仕切り部材と前記排液口は、いずれも前記第1の側面に設置されている、ことを特徴とする請求項1~8のいずれか一項に記載のエンドキャップアセンブリ。
- 前記仕切り部材は、前記ストッパ部材と反対側の第2の側面を含み、前記第2の側面は、前記第1の側面と平行して設置される、ことを特徴とする請求項9に記載のエンドキャップアセンブリ。
- 前記ストッパ部材は、前記絶縁部材に接続されるように構成される、ことを特徴とする請求項1~10のいずれか一項に記載のエンドキャップアセンブリ。
- 前記ストッパ部材は、接続部とストッパ部とを含み、前記接続部は、前記ストッパ部と前記絶縁部材を接続するように構成され、前記ストッパ部は、前記厚さ方向において、前記貫通孔と対向して設置され、前記排液口は、前記接続部に設置されている、ことを特徴とする請求項11に記載のエンドキャップアセンブリ。
- 前記仕切り部材は、前記ストッパ部材に接続されるように構成される、ことを特徴とする請求項1~12のいずれか一項に記載のエンドキャップアセンブリ。
- 前記ストッパ部材、前記仕切り部材及び前記絶縁部材は一体成形構造である、ことを特徴とする請求項1~13のいずれか一項に記載のエンドキャップアセンブリ。
- 前記エンドキャップにおいて、前記注入孔に対応する位置には、少なくとも一部が前記貫通孔内に収容される突出部が形成されている、ことを特徴とする請求項1~14のいずれか一項に記載のエンドキャップアセンブリ。
- 前記厚さ方向においては、前記突出部の前記エンドキャップへの投影と前記仕切り部材の前記エンドキャップへの投影は、少なくとも部分的に重なる、ことを特徴とする請求項15に記載のエンドキャップアセンブリ。
- 前記エンドキャップアセンブリは、前記注入孔内に挿設されて前記注入孔を閉塞するための閉塞部材をさらに含み、
前記ストッパ部材は、前記閉塞部材が前記厚さ方向に沿って前記ストッパ部材に当接するときに、前記閉塞部材の前記電池セルの内部への移動を制限するように構成される、ことを特徴とする請求項1~16のいずれか一項に記載のエンドキャップアセンブリ。 - 前記ストッパ部材は、前記厚さ方向において前記注入孔と対向するストッパ面を含み、
前記エンドキャップは、前記厚さ方向において前記ストッパ面と対向する第1の表面を有し、
前記閉塞部材の前記厚さ方向における長さは、前記第1の表面と前記ストッパ面との間の距離より大きい、ことを特徴とする請求項17に記載のエンドキャップアセンブリ。 - 前記電池セルは、集電部材をさらに含み、前記集電部材は、前記タブと前記エンドキャップに取り付けられる電極端子とを接続するためのものであり、前記集電部材は、前記エンドキャップと反対側の接続面を含み、前記接続面は、前記タブに接続されるように構成され、
前記厚さ方向においては、前記接続面は、前記仕切り部材よりも前記エンドキャップから離れている、ことを特徴とする請求項1~18のいずれか一項に記載のエンドキャップアセンブリ。 - 電池セルであって、
開口を有するケースと、
前記ケースに収容され、タブを含む電極アセンブリと、
前記開口にキャッピングするための、請求項1~19のいずれか一項に記載のエンドキャップアセンブリとを含む、ことを特徴とする電池セル。 - 電池であって、
筐体と、
前記筐体内に収容される、請求項20に記載の電池セルとを含む、ことを特徴とする電池。 - 電力消費機器であって、請求項20に記載の電池セルを含む、ことを特徴とする電力消費機器。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/CN2021/085426 WO2022205463A1 (zh) | 2021-04-02 | 2021-04-02 | 端盖组件、电池单体、电池及电池单体的制造方法和设备 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2023527512A JP2023527512A (ja) | 2023-06-29 |
| JP7581372B2 true JP7581372B2 (ja) | 2024-11-12 |
Family
ID=83448381
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022563184A Active JP7581372B2 (ja) | 2021-04-02 | 2021-04-02 | エンドキャップアセンブリ、電池セル、電池及び電池セルの製造方法と機器 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US12261307B2 (ja) |
| EP (1) | EP4089831B1 (ja) |
| JP (1) | JP7581372B2 (ja) |
| KR (1) | KR102869409B1 (ja) |
| CN (1) | CN220731651U (ja) |
| HU (1) | HUE065361T2 (ja) |
| WO (1) | WO2022205463A1 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7675691B2 (ja) * | 2022-08-30 | 2025-05-13 | プライムプラネットエナジー&ソリューションズ株式会社 | 電池セルおよびその製造方法 |
| CN118435451A (zh) * | 2022-09-16 | 2024-08-02 | 宁德时代新能源科技股份有限公司 | 电池单体、电池及用电设备 |
| CN115579597B (zh) * | 2022-11-11 | 2023-03-24 | 深圳海润新能源科技有限公司 | 储能装置及用电设备 |
| WO2024098421A1 (zh) * | 2022-11-11 | 2024-05-16 | 深圳海润新能源科技有限公司 | 储能装置及用电设备 |
| CN115863864B (zh) * | 2023-02-09 | 2023-05-09 | 深圳海润新能源科技有限公司 | 下塑胶组件、储能装置及用电设备 |
| CN116345028B (zh) * | 2023-03-31 | 2025-07-25 | 厦门海辰储能科技股份有限公司 | 端盖组件和电池单体 |
| JP7819306B2 (ja) * | 2023-09-01 | 2026-02-24 | 晶科▲儲▼能科技有限公司 | セルトップカバー |
| KR20250077839A (ko) * | 2023-11-24 | 2025-06-02 | 삼성에스디아이 주식회사 | 이차전지 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013257951A (ja) | 2012-06-11 | 2013-12-26 | Hitachi Vehicle Energy Ltd | 角形二次電池 |
| JP2016207353A (ja) | 2015-04-17 | 2016-12-08 | トヨタ自動車株式会社 | 二次電池 |
| CN207938663U (zh) | 2018-01-31 | 2018-10-02 | 比亚迪股份有限公司 | 盖板组件、电池、电池组和车辆 |
| JP2018198163A (ja) | 2017-05-24 | 2018-12-13 | トヨタ自動車株式会社 | 二次電池 |
| CN208478390U (zh) | 2018-07-26 | 2019-02-05 | 宁德时代新能源科技股份有限公司 | 顶盖组件以及二次电池 |
| JP2019129129A (ja) | 2018-01-26 | 2019-08-01 | 三洋電機株式会社 | 蓄電装置 |
| WO2021024629A1 (ja) | 2019-08-07 | 2021-02-11 | 三洋電機株式会社 | 電池 |
| CN112421155A (zh) | 2019-08-05 | 2021-02-26 | 比亚迪股份有限公司 | 电池及其盖板组件 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101893954B1 (ko) * | 2012-01-16 | 2018-08-31 | 삼성에스디아이 주식회사 | 이차 전지 |
| KR20150017624A (ko) * | 2013-08-07 | 2015-02-17 | 삼성에스디아이 주식회사 | 이차 전지 |
| KR102623625B1 (ko) * | 2016-04-26 | 2024-01-09 | 삼성에스디아이 주식회사 | 보호회로모듈을 갖는 이차 전지 |
| KR102574485B1 (ko) * | 2018-02-27 | 2023-09-01 | 삼성에스디아이 주식회사 | 이차 전지 |
| CN210778796U (zh) * | 2019-08-20 | 2020-06-16 | 比亚迪股份有限公司 | 电池及其盖板组件和极柱端子 |
| HUE068271T2 (hu) * | 2020-05-19 | 2024-12-28 | Contemporary Amperex Technology Hong Kong Ltd | Zárófedél elrendezés, folyadék injektáló eljárás és eszköz |
| CN116979196A (zh) * | 2023-06-30 | 2023-10-31 | 广东省豪鹏新能源科技有限公司 | 一种盖板组件及具有该盖板组件的动力电池 |
| CN117060021B (zh) * | 2023-10-10 | 2024-01-26 | 厦门海辰储能科技股份有限公司 | 绝缘件、端盖组件、电池单体和用电设备 |
-
2021
- 2021-04-02 JP JP2022563184A patent/JP7581372B2/ja active Active
- 2021-04-02 WO PCT/CN2021/085426 patent/WO2022205463A1/zh not_active Ceased
- 2021-04-02 EP EP21827163.3A patent/EP4089831B1/en active Active
- 2021-04-02 KR KR1020227035586A patent/KR102869409B1/ko active Active
- 2021-04-02 HU HUE21827163A patent/HUE065361T2/hu unknown
- 2021-04-02 CN CN202190000783.7U patent/CN220731651U/zh active Active
- 2021-12-22 US US17/558,734 patent/US12261307B2/en active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013257951A (ja) | 2012-06-11 | 2013-12-26 | Hitachi Vehicle Energy Ltd | 角形二次電池 |
| JP2016207353A (ja) | 2015-04-17 | 2016-12-08 | トヨタ自動車株式会社 | 二次電池 |
| JP2018198163A (ja) | 2017-05-24 | 2018-12-13 | トヨタ自動車株式会社 | 二次電池 |
| JP2019129129A (ja) | 2018-01-26 | 2019-08-01 | 三洋電機株式会社 | 蓄電装置 |
| CN207938663U (zh) | 2018-01-31 | 2018-10-02 | 比亚迪股份有限公司 | 盖板组件、电池、电池组和车辆 |
| CN208478390U (zh) | 2018-07-26 | 2019-02-05 | 宁德时代新能源科技股份有限公司 | 顶盖组件以及二次电池 |
| CN112421155A (zh) | 2019-08-05 | 2021-02-26 | 比亚迪股份有限公司 | 电池及其盖板组件 |
| WO2021024629A1 (ja) | 2019-08-07 | 2021-02-11 | 三洋電機株式会社 | 電池 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2023527512A (ja) | 2023-06-29 |
| EP4089831B1 (en) | 2023-11-15 |
| US12261307B2 (en) | 2025-03-25 |
| KR102869409B1 (ko) | 2025-10-14 |
| EP4089831A4 (en) | 2022-11-16 |
| US20220320642A1 (en) | 2022-10-06 |
| CN220731651U (zh) | 2024-04-05 |
| EP4089831A1 (en) | 2022-11-16 |
| HUE065361T2 (hu) | 2024-05-28 |
| EP4089831C0 (en) | 2023-11-15 |
| WO2022205463A1 (zh) | 2022-10-06 |
| KR20220151694A (ko) | 2022-11-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7581372B2 (ja) | エンドキャップアセンブリ、電池セル、電池及び電池セルの製造方法と機器 | |
| US11955658B2 (en) | Battery cell and manufacturing method and manufacturing system thereof, battery and power consumption apparatus | |
| US12009547B2 (en) | Battery cell, battery, electrical device, and battery cell manufacturing method and device | |
| US20250015426A1 (en) | Housing, battery cell, battery, and power consuming device | |
| JP7799034B2 (ja) | 電池セル、電池及び電力消費装置 | |
| US20240297376A1 (en) | Battery cell, battery, and electric device | |
| CN216085074U (zh) | 端盖组件、电池单体、电池及用电设备 | |
| US20240120608A1 (en) | End cap, battery cell, battery and power consuming device | |
| US20220384906A1 (en) | End cover assembly, battery cell, battery, and device and method for manufacturing battery cell | |
| JP7488909B2 (ja) | 電池セル、電池、電気設備および電池セルの製造方法、製造設備 | |
| US20250105474A1 (en) | Battery cell, battery, and electric apparatus | |
| US20230369711A1 (en) | End cap, battery cell, battery and power consuming device | |
| EP4318772A1 (en) | Battery cell, battery, electrical apparatus and manufacturing method and apparatus for battery cell | |
| US20240154219A1 (en) | End cover assembly, battery cell, battery and electrical device | |
| US20240055705A1 (en) | Battery cell, battery, power consuming apparatus, and method and apparatus for manufacturing battery cell | |
| WO2023141983A1 (zh) | 电池单体、电池、用电设备及电池单体的制造方法和设备 | |
| EP4307445A1 (en) | End cap, battery cell, battery and power consuming device | |
| US20240313337A1 (en) | End Cover, Battery Cell, Battery, and Electrical Device | |
| US20240380080A1 (en) | Battery cell, battery, electrical device, and method and device for manufacturing battery cell | |
| JP2023547316A (ja) | 圧力解放装置、電池セル、電池および電気設備 | |
| US20230369712A1 (en) | End cap, battery cell, battery and power consuming device | |
| US20230378574A1 (en) | End cover assembly, battery cell, battery, and electric device | |
| EP4391185A1 (en) | Housing, battery cell, battery, and electrical device | |
| CN116941075A (zh) | 集流构件、电池单体、电池及用电设备 | |
| US20240106039A1 (en) | Battery cell, battery, electrical device, and method and device for manufacturing battery cell |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221018 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20221018 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20230601 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20230707 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20231115 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20231120 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240130 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240422 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240605 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20240815 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20241015 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20241030 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7581372 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |