JP7557472B2 - バルーンカテーテルの製造方法 - Google Patents
バルーンカテーテルの製造方法 Download PDFInfo
- Publication number
- JP7557472B2 JP7557472B2 JP2021545185A JP2021545185A JP7557472B2 JP 7557472 B2 JP7557472 B2 JP 7557472B2 JP 2021545185 A JP2021545185 A JP 2021545185A JP 2021545185 A JP2021545185 A JP 2021545185A JP 7557472 B2 JP7557472 B2 JP 7557472B2
- Authority
- JP
- Japan
- Prior art keywords
- balloon
- cylindrical object
- distance
- manufacturing
- gravity
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 41
- 238000000034 method Methods 0.000 title claims description 39
- 239000011248 coating agent Substances 0.000 claims description 24
- 238000000576 coating method Methods 0.000 claims description 24
- 239000000463 material Substances 0.000 claims description 21
- 230000008602 contraction Effects 0.000 claims description 16
- 238000002360 preparation method Methods 0.000 claims description 10
- 238000010586 diagram Methods 0.000 claims 2
- 230000005484 gravity Effects 0.000 description 71
- 229920005989 resin Polymers 0.000 description 15
- 239000011347 resin Substances 0.000 description 15
- 239000012530 fluid Substances 0.000 description 13
- 230000003902 lesion Effects 0.000 description 12
- 208000031481 Pathologic Constriction Diseases 0.000 description 7
- -1 polyethylene Polymers 0.000 description 7
- 230000036262 stenosis Effects 0.000 description 7
- 208000037804 stenosis Diseases 0.000 description 7
- 210000004204 blood vessel Anatomy 0.000 description 6
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 5
- 239000011737 fluorine Substances 0.000 description 5
- 229910052731 fluorine Inorganic materials 0.000 description 5
- 229920002647 polyamide Polymers 0.000 description 5
- 229920005672 polyolefin resin Polymers 0.000 description 5
- 239000004677 Nylon Substances 0.000 description 4
- 238000003780 insertion Methods 0.000 description 4
- 230000037431 insertion Effects 0.000 description 4
- 229920001778 nylon Polymers 0.000 description 4
- 229920006122 polyamide resin Polymers 0.000 description 4
- 238000003466 welding Methods 0.000 description 4
- JHWNWJKBPDFINM-UHFFFAOYSA-N Laurolactam Chemical compound O=C1CCCCCCCCCCCN1 JHWNWJKBPDFINM-UHFFFAOYSA-N 0.000 description 3
- 229920000299 Nylon 12 Polymers 0.000 description 3
- 238000002399 angioplasty Methods 0.000 description 3
- 229920001971 elastomer Polymers 0.000 description 3
- 239000000806 elastomer Substances 0.000 description 3
- 229920001225 polyester resin Polymers 0.000 description 3
- 230000001681 protective effect Effects 0.000 description 3
- 230000003746 surface roughness Effects 0.000 description 3
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- 244000043261 Hevea brasiliensis Species 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 229920002292 Nylon 6 Polymers 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 239000008280 blood Substances 0.000 description 2
- 210000004369 blood Anatomy 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 201000010099 disease Diseases 0.000 description 2
- 208000037265 diseases, disorders, signs and symptoms Diseases 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 229920003052 natural elastomer Polymers 0.000 description 2
- 229920001194 natural rubber Polymers 0.000 description 2
- 239000004645 polyester resin Substances 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 229920000306 polymethylpentene Polymers 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 229920002635 polyurethane Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 230000002966 stenotic effect Effects 0.000 description 2
- 238000001356 surgical procedure Methods 0.000 description 2
- 229920003002 synthetic resin Polymers 0.000 description 2
- 239000000057 synthetic resin Substances 0.000 description 2
- KKJUPNGICOCCDW-UHFFFAOYSA-N 7-N,N-Dimethylamino-1,2,3,4,5-pentathiocyclooctane Chemical compound CN(C)C1CSSSSSC1 KKJUPNGICOCCDW-UHFFFAOYSA-N 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 206010002383 Angina Pectoris Diseases 0.000 description 1
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 1
- 229910000531 Co alloy Inorganic materials 0.000 description 1
- 229910000881 Cu alloy Inorganic materials 0.000 description 1
- 208000034827 Neointima Diseases 0.000 description 1
- 229930182556 Polyacetal Natural products 0.000 description 1
- 239000004734 Polyphenylene sulfide Substances 0.000 description 1
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 1
- 229910001362 Ta alloys Inorganic materials 0.000 description 1
- 229910001069 Ti alloy Inorganic materials 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000017531 blood circulation Effects 0.000 description 1
- QHIWVLPBUQWDMQ-UHFFFAOYSA-N butyl prop-2-enoate;methyl 2-methylprop-2-enoate;prop-2-enoic acid Chemical compound OC(=O)C=C.COC(=O)C(C)=C.CCCCOC(=O)C=C QHIWVLPBUQWDMQ-UHFFFAOYSA-N 0.000 description 1
- 230000002308 calcification Effects 0.000 description 1
- 210000004351 coronary vessel Anatomy 0.000 description 1
- 238000002788 crimping Methods 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 230000012447 hatching Effects 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 229920000126 latex Polymers 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 208000010125 myocardial infarction Diseases 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920005668 polycarbonate resin Polymers 0.000 description 1
- 239000004431 polycarbonate resin Substances 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- 239000011116 polymethylpentene Substances 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920006324 polyoxymethylene Polymers 0.000 description 1
- 229920000069 polyphenylene sulfide Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 229920005990 polystyrene resin Polymers 0.000 description 1
- 229920003225 polyurethane elastomer Polymers 0.000 description 1
- 229920005749 polyurethane resin Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 238000007665 sagging Methods 0.000 description 1
- 229920002050 silicone resin Polymers 0.000 description 1
- 239000011780 sodium chloride Substances 0.000 description 1
- GUVRBAGPIYLISA-UHFFFAOYSA-N tantalum atom Chemical compound [Ta] GUVRBAGPIYLISA-UHFFFAOYSA-N 0.000 description 1
- 238000002560 therapeutic procedure Methods 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images



Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M25/00—Catheters; Hollow probes
- A61M25/10—Balloon catheters
- A61M25/104—Balloon catheters used for angioplasty
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M25/00—Catheters; Hollow probes
- A61M25/10—Balloon catheters
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M25/00—Catheters; Hollow probes
- A61M25/10—Balloon catheters
- A61M25/1027—Making of balloon catheters
- A61M25/1029—Production methods of the balloon members, e.g. blow-moulding, extruding, deposition or by wrapping a plurality of layers of balloon material around a mandril
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M25/00—Catheters; Hollow probes
- A61M25/10—Balloon catheters
- A61M2025/1043—Balloon catheters with special features or adapted for special applications
- A61M2025/1086—Balloon catheters with special features or adapted for special applications having a special balloon surface topography, e.g. pores, protuberances, spikes or grooves
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M25/00—Catheters; Hollow probes
- A61M25/10—Balloon catheters
- A61M2025/1043—Balloon catheters with special features or adapted for special applications
- A61M2025/109—Balloon catheters with special features or adapted for special applications having balloons for removing solid matters, e.g. by grasping or scraping plaque, thrombus or other matters that obstruct the flow
Landscapes
- Health & Medical Sciences (AREA)
- Heart & Thoracic Surgery (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Anesthesiology (AREA)
- Veterinary Medicine (AREA)
- Biophysics (AREA)
- Pulmonology (AREA)
- Child & Adolescent Psychology (AREA)
- Biomedical Technology (AREA)
- Hematology (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Manufacturing & Machinery (AREA)
- Vascular Medicine (AREA)
- Media Introduction/Drainage Providing Device (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
Description
1a:バルーン本体
2:突出部
3:羽根形状部
3a:羽根形状部の先端部
3b:羽根形状部の谷部
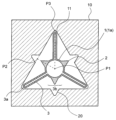
10:筒状物
11:空間部
20:溝部
P1:筒状物の重心
P2:筒状物の重心から筒状物の内側面までの距離が短い部分
P3:筒状物の重心から筒状物の内側面までの距離が長い部分
D1:筒状物の重心から筒状物の内側面までの距離が短い部分の距離
D2:筒状物の重心から筒状物の内側面までの距離が長い部分の距離
W1:溝部の幅
W2:突出部の幅
d1:溝部の深さ
H1:突出部の高さ
Claims (6)
- 遠近方向に延在しているシャフトと、前記シャフトの遠位側に設けられているバルーンと、を有するバルーンカテーテルの製造方法であって、
遠近方向に延在する空間部を内部に有する筒状物を準備する筒状物準備工程と、
前記バルーンを準備するバルーン準備工程と、
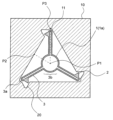
前記筒状物内に前記バルーンを配置し、前記バルーンの内部を加圧して前記バルーンを膨張させるバルーン配置工程と、
前記バルーンの内部を減圧し、前記バルーンを収縮させて羽根形状部を形成するバルーン収縮工程と、を有しており、
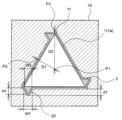
前記バルーン配置工程での、前記筒状物の遠近方向に垂直な断面において、前記筒状物は、前記筒状物の内腔の外形を輪郭とする図の図心から前記筒状物の内側面までの距離が最も短い部分と、前記筒状物の内腔の外形を輪郭とする図の図心から前記筒状物の内側面までの距離が最も長い部分とを有し、
前記筒状物の内腔の外形を輪郭とする図の図心から前記筒状物の内側面までの距離が最も短い部分までの距離は、前記筒状物の内腔の外形を輪郭とする図の図心から前記筒状物の内側面までの距離が最も長い部分までの距離の60%以上95%以下であり、
前記筒状物は、遠近方向に延在する溝部を内部に有しており、
前記溝部は、前記筒状物の内腔の外形を輪郭とする図の図心から前記筒状物の内側面までの距離が最も短い部分にあり、
前記バルーンは、バルーン本体と、該バルーン本体の外側面に形成されている突出部と、を有しており、
前記バルーン収縮工程の前に、前記溝部の内部に前記突出部を配置する突出部配置工程を有していることを特徴とするバルーンカテーテルの製造方法。 - 前記バルーン収縮工程において、前記筒状物の内腔の外形を輪郭とする図の図心から前記筒状物の内側面までの距離が最も長い部分に位置している前記バルーンの部分が前記羽根形状部の先端部となり、
前記筒状物の内腔の外形を輪郭とする図の図心から前記筒状物の内側面までの距離が最も短い部分に位置している前記バルーンの部分が隣接する複数の前記羽根形状部の間の谷部となる請求項1に記載のバルーンカテーテルの製造方法。 - 前記突出部は、前記バルーン本体と同一材料から構成されている請求項1または2に記載のバルーンカテーテルの製造方法。
- 前記突出部の数は、複数であり、
前記溝部の数は、前記突出部の数と等しい請求項1~3のいずれか一項に記載のバルーンカテーテルの製造方法。 - 前記バルーンは、外表面に親水性コーティングが施されており、
前記突出部の頂部の親水性コーティングを除去するコーティング除去工程を有する請求項1~4のいずれか一項に記載のバルーンカテーテルの製造方法。 - 前記コーティング除去工程は、前記バルーン配置工程の後に行っており、
前記コーティング除去工程において、前記バルーンを遠近方向に摺動させ、前記突出部の外表面と前記筒状物の内表面とを接触させている請求項5に記載のバルーンカテーテルの製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019163857 | 2019-09-09 | ||
| JP2019163857 | 2019-09-09 | ||
| PCT/JP2020/031104 WO2021049261A1 (ja) | 2019-09-09 | 2020-08-18 | バルーンカテーテルの製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JPWO2021049261A1 JPWO2021049261A1 (ja) | 2021-03-18 |
| JPWO2021049261A5 JPWO2021049261A5 (ja) | 2022-05-24 |
| JP7557472B2 true JP7557472B2 (ja) | 2024-09-27 |
Family
ID=74867236
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021545185A Active JP7557472B2 (ja) | 2019-09-09 | 2020-08-18 | バルーンカテーテルの製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP7557472B2 (ja) |
| WO (1) | WO2021049261A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7698559B2 (ja) * | 2021-11-08 | 2025-06-25 | 株式会社カネカ | バルーンカテーテル用バルーン |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20010047149A1 (en) | 1998-03-04 | 2001-11-29 | Scimed Life Systems, Inc. | Balloon wrap device and method |
| US20060091585A1 (en) | 2004-10-29 | 2006-05-04 | Kelley Greg S | Medical balloon folding method and tooling |
| JP2014140462A (ja) | 2013-01-23 | 2014-08-07 | Sumitomo Bakelite Co Ltd | バルーン収縮用補助具、カテーテルセットおよびバルーン収縮方法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5209799A (en) * | 1992-04-17 | 1993-05-11 | Inverventional Technologies, Inc. | Method for manufacturing a folding balloon catheter |
-
2020
- 2020-08-18 WO PCT/JP2020/031104 patent/WO2021049261A1/ja not_active Ceased
- 2020-08-18 JP JP2021545185A patent/JP7557472B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20010047149A1 (en) | 1998-03-04 | 2001-11-29 | Scimed Life Systems, Inc. | Balloon wrap device and method |
| US20060091585A1 (en) | 2004-10-29 | 2006-05-04 | Kelley Greg S | Medical balloon folding method and tooling |
| JP2014140462A (ja) | 2013-01-23 | 2014-08-07 | Sumitomo Bakelite Co Ltd | バルーン収縮用補助具、カテーテルセットおよびバルーン収縮方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2021049261A1 (ja) | 2021-03-18 |
| JPWO2021049261A1 (ja) | 2021-03-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7490660B2 (ja) | バルーンカテーテルの製造方法 | |
| EP3795199A1 (en) | Balloon catheter | |
| CN113646030B (zh) | 球囊导管 | |
| WO2018096572A1 (ja) | バルーンカテーテル | |
| JP7715731B2 (ja) | バルーンカテーテル用バルーン | |
| JP7482108B2 (ja) | バルーンカテーテル | |
| JP5015772B2 (ja) | バルーンカテーテル | |
| JP5671859B2 (ja) | バルーンカテーテル | |
| JP7557472B2 (ja) | バルーンカテーテルの製造方法 | |
| JP7747734B2 (ja) | バルーンカテーテル用バルーン | |
| JP7432360B2 (ja) | バルーンカテーテルの製造方法および金型 | |
| WO2015146259A1 (ja) | バルーンカテーテル、およびバルーンの製造方法 | |
| JP7736719B2 (ja) | バルーンカテーテル用バルーン | |
| JP7100666B2 (ja) | バルーンカテーテルおよびその製造方法 | |
| JP2024072607A (ja) | バルーンカテーテル用バルーン及びそれを備えるバルーンカテーテル、並びにバルーンカテーテルの製造方法 | |
| JP2019097798A (ja) | バルーンカテーテルおよびその製造方法 | |
| JP7736718B2 (ja) | バルーンカテーテル用バルーン | |
| US20250269153A1 (en) | Balloon for balloon catheter, balloon catheter including same, and method for producing balloon catheter | |
| US20250360293A1 (en) | Balloon for balloon catheter and balloon catheter | |
| US20250152922A1 (en) | Balloon catheter | |
| JP2024072606A (ja) | バルーンカテーテル用バルーン及びそれを備えるバルーンカテーテル、並びにバルーンカテーテルの製造方法 | |
| WO2025211398A1 (ja) | バルーンカテーテル用バルーン及びバルーンカテーテル用バルーンの製造方法 | |
| JP2024141505A (ja) | バルーンカテーテル | |
| WO2024262527A9 (ja) | バルーンカテーテル | |
| JP2022017978A (ja) | カテーテル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220303 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230628 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240410 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240521 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240827 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240913 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7557472 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |