JP7465980B2 - 回転工具及び切削加工物の製造方法 - Google Patents
回転工具及び切削加工物の製造方法 Download PDFInfo
- Publication number
- JP7465980B2 JP7465980B2 JP2022544011A JP2022544011A JP7465980B2 JP 7465980 B2 JP7465980 B2 JP 7465980B2 JP 2022544011 A JP2022544011 A JP 2022544011A JP 2022544011 A JP2022544011 A JP 2022544011A JP 7465980 B2 JP7465980 B2 JP 7465980B2
- Authority
- JP
- Japan
- Prior art keywords
- groove
- discharge groove
- length
- width
- rotation axis
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title description 14
- 238000004519 manufacturing process Methods 0.000 title description 9
- 230000002093 peripheral effect Effects 0.000 claims description 48
- 238000005520 cutting process Methods 0.000 description 37
- 239000011247 coating layer Substances 0.000 description 6
- 239000000463 material Substances 0.000 description 5
- 229910052751 metal Inorganic materials 0.000 description 5
- 239000002184 metal Substances 0.000 description 5
- NRTOMJZYCJJWKI-UHFFFAOYSA-N Titanium nitride Chemical compound [Ti]#N NRTOMJZYCJJWKI-UHFFFAOYSA-N 0.000 description 3
- 239000000919 ceramic Substances 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 238000003754 machining Methods 0.000 description 3
- 150000002739 metals Chemical class 0.000 description 3
- 229910003468 tantalcarbide Inorganic materials 0.000 description 3
- 239000010936 titanium Substances 0.000 description 3
- 229910052719 titanium Inorganic materials 0.000 description 3
- 229910052581 Si3N4 Inorganic materials 0.000 description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 2
- 239000011195 cermet Substances 0.000 description 2
- 238000005229 chemical vapour deposition Methods 0.000 description 2
- 239000011651 chromium Substances 0.000 description 2
- 229910052593 corundum Inorganic materials 0.000 description 2
- 238000003801 milling Methods 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 238000005240 physical vapour deposition Methods 0.000 description 2
- 238000001308 synthesis method Methods 0.000 description 2
- 229910001845 yogo sapphire Inorganic materials 0.000 description 2
- 229910052582 BN Inorganic materials 0.000 description 1
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- UFGZSIPAQKLCGR-UHFFFAOYSA-N chromium carbide Chemical compound [Cr]#C[Cr]C#[Cr] UFGZSIPAQKLCGR-UHFFFAOYSA-N 0.000 description 1
- 239000010941 cobalt Substances 0.000 description 1
- 229910017052 cobalt Inorganic materials 0.000 description 1
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- NFFIWVVINABMKP-UHFFFAOYSA-N methylidynetantalum Chemical compound [Ta]#C NFFIWVVINABMKP-UHFFFAOYSA-N 0.000 description 1
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 230000000737 periodic effect Effects 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 150000003609 titanium compounds Chemical class 0.000 description 1
- 229910003470 tongbaite Inorganic materials 0.000 description 1
- MTPVUVINMAGMJL-UHFFFAOYSA-N trimethyl(1,1,2,2,2-pentafluoroethyl)silane Chemical compound C[Si](C)(C)C(F)(F)C(F)(F)F MTPVUVINMAGMJL-UHFFFAOYSA-N 0.000 description 1
- UONOETXJSWQNOL-UHFFFAOYSA-N tungsten carbide Chemical compound [W+]#[C-] UONOETXJSWQNOL-UHFFFAOYSA-N 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B51/00—Tools for drilling machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/02—Milling-cutters characterised by the shape of the cutter
- B23C5/10—Shank-type cutters, i.e. with an integral shaft
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D77/00—Reaming tools
Description
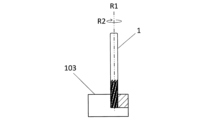
次に、実施形態の切削加工物101の製造方法について、上述の実施形態に係る回転工具を用いる場合を例に挙げて詳細に説明する。以下、図8~図10を参照しつつ説明する。なお、図8~図10においては、切削加工物101の製造方法の一例として、被削材103への肩加工の工程を図示している。また、視覚的な理解を容易にするため、図9及び図10において、回転工具1によって切削された加工面にハッチングを付している。
3・・・本体
3a・・第1端
3b・・第2端
5・・・把持部
7・・・切削部
9・・・第1排出溝
11・・・第1外周面
13・・・第1稜線
15・・・第1分断溝
17・・・第1刃
19・・・第2排出溝
21・・・第2外周面
23・・・第2稜線
25・・・第2刃
27・・・底刃
29・・・第2分断溝
31・・・第3排出溝
33・・・第3外周面
35・・・第3稜線
37・・・第3刃
101・・・切削加工物
103・・・被削材
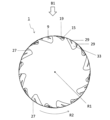
R1・・・回転軸
R2・・・回転方向
L1・・・第1長さ
L2・・・第2長さ
L3・・・第3長さ
θ1・・・第1角度
θ2・・・第2角度
W11・・・第1幅
W12・・・第2幅
W21・・・第1溝幅
W22・・・第2溝幅
D11・・・第1溝深さ
D12・・・第2溝深さ
Claims (7)
- 回転軸に沿って第1端から第2端にかけて延びた円柱形状の本体を有し、
前記本体は、
前記第1端から前記第2端に向かって延びた第1排出溝と、
前記第1排出溝に対して前記回転軸の回転方向の後方に位置する第1外周面と、
前記第1排出溝及び前記第1外周面の交わりに位置する第1稜線と、
前記第1排出溝から前記回転方向の後方に向かって延び、前記第1稜線を分断する分断溝と、
前記第1稜線に位置し、前記分断溝によって分断された2つ以上の第1刃と、
前記第1外周面に対して前記回転方向の後方に位置し、前記第1端から前記第2端に向かって延びた第2排出溝と、
前記第2排出溝に対して前記回転方向の後方に位置する第2外周面と、
前記第2排出溝及び前記第2外周面の交わりに位置する第2稜線と、
前記第2稜線のうち前記分断溝に対して前記回転方向の後方に少なくとも位置する第2刃と、を有し、
前記回転軸に直交する断面において、前記第1外周面及び前記第2外周面は、それぞれ凸曲線形状であって、
前記回転軸から前記第1稜線までの長さが第1長さ、前記回転軸から前記第2稜線までの長さが第2長さであって、
前記第2長さが、前記第1長さよりも短く、
前記回転軸に直交する断面において、前記第1排出溝及び前記第1外周面のなす角度が第1角度、前記第2排出溝及び前記第2外周面のなす角度が第2角度であって、
前記第2角度が、前記第1角度よりも大きい、回転工具。 - 側面視において、前記回転軸に直交する方向での前記第1外周面の幅が第1幅、前記回転軸に直交する方向での前記第2外周面の幅が第2幅であって、
前記第2幅が、前記第1幅よりも大きい、請求項1に記載の回転工具。 - 側面視において、前記回転軸に直交する方向での前記第1排出溝の幅が第1溝幅、前記回転軸に直交する方向での前記第2排出溝の幅が第2溝幅であって、
前記第1溝幅が、前記第2溝幅よりも大きい、請求項1又は2に記載の回転工具。 - 前記回転軸に直交する断面において、前記第1排出溝の深さが第1溝深さ、前記第2排出溝の深さが第2溝深さであって、
前記第1溝深さが、前記第2溝深さよりも深い、請求項1~3のいずれか1つに記載の回転工具。 - 前記第1溝深さが、前記分断溝の溝深さよりも深い、請求項4に記載の回転工具。
- 前記本体は、
前記第2外周面に対して前記回転方向の後方に位置し、前記第1端から前記第2端に向かって延びた第3排出溝と、
前記第3排出溝に対して前記回転方向の後方に位置する第3外周面と、
前記第3排出溝及び前記第3外周面の交わりに位置する第3稜線と、
前記第3稜線に位置する第3刃と、をさらに有し、
前記回転軸から前記第3稜線までの長さが第3長さであって、
前記第2長さが、前記第3長さよりも短い、請求項1~5のいずれか1つに記載の回転工具。 - 請求項1~6のいずれか1つに記載の回転工具を回転させる工程と、
前記回転工具を被削材に接触させる工程と、
前記回転工具を前記被削材から離す工程と、を備えた切削加工物の製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020139440 | 2020-08-20 | ||
| JP2020139440 | 2020-08-20 | ||
| PCT/JP2021/030500 WO2022039248A1 (ja) | 2020-08-20 | 2021-08-20 | 回転工具及び切削加工物の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2022039248A1 JPWO2022039248A1 (ja) | 2022-02-24 |
| JP7465980B2 true JP7465980B2 (ja) | 2024-04-11 |
Family
ID=80323557
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022544011A Active JP7465980B2 (ja) | 2020-08-20 | 2021-08-20 | 回転工具及び切削加工物の製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP7465980B2 (ja) |
| WO (1) | WO2022039248A1 (ja) |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018529541A (ja) | 2015-09-29 | 2018-10-11 | フランケン ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー コマンディートゲゼルシャフト ファブリク フュア プレツィズィオンスヴェルクツォイゲFranken GmbH & Co. KG Fabrik fuer Praezisionswerkzeuge | 仕上げ工具、特に先端フライスカッタ |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0618737Y2 (ja) * | 1988-01-23 | 1994-05-18 | オーエスジー株式会社 | エンドミル |
| JPH084964Y2 (ja) * | 1989-08-31 | 1996-02-14 | 東芝タンガロイ株式会社 | エンドミル |
| US10272504B2 (en) * | 2016-02-02 | 2019-04-30 | Sandvik Intellectual Property | Tool with right-hand and left-hand cutting features extending along the full length of the cutting zone |
| JP7163166B2 (ja) * | 2018-12-14 | 2022-10-31 | 京セラ株式会社 | 回転工具及び切削加工物の製造方法 |
| EP3695928B1 (de) * | 2019-02-14 | 2023-06-21 | CERATIZIT Balzheim GmbH & Co. KG | Fräswerkzeug für die bearbeitung von faserverbundwerkstoffen |
-
2021
- 2021-08-20 WO PCT/JP2021/030500 patent/WO2022039248A1/ja active Application Filing
- 2021-08-20 JP JP2022544011A patent/JP7465980B2/ja active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018529541A (ja) | 2015-09-29 | 2018-10-11 | フランケン ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー コマンディートゲゼルシャフト ファブリク フュア プレツィズィオンスヴェルクツォイゲFranken GmbH & Co. KG Fabrik fuer Praezisionswerkzeuge | 仕上げ工具、特に先端フライスカッタ |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2022039248A1 (ja) | 2022-02-24 |
| JPWO2022039248A1 (ja) | 2022-02-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112672840B (zh) | 切削刀片、旋转工具及切削加工物的制造方法 | |
| CN110573283B (zh) | 旋转刀具以及切削加工物的制造方法 | |
| JP6711830B2 (ja) | ドリル及びそれを用いた切削加工物の製造方法 | |
| JP7103933B2 (ja) | 切削インサート、回転工具及び切削加工物の製造方法 | |
| JPWO2018216764A1 (ja) | 回転工具 | |
| JP6894506B2 (ja) | エンドミル及び切削加工物の製造方法 | |
| JP7465980B2 (ja) | 回転工具及び切削加工物の製造方法 | |
| JP7163166B2 (ja) | 回転工具及び切削加工物の製造方法 | |
| JP7417707B2 (ja) | エンドミル及び切削加工物の製造方法 | |
| JP7023295B2 (ja) | ドリル及び切削加工物の製造方法 | |
| JP6748232B2 (ja) | 回転工具及び切削加工物の製造方法 | |
| JP6839015B2 (ja) | ドリル | |
| JP7279163B2 (ja) | 回転工具及び切削加工物の製造方法 | |
| JP7344321B2 (ja) | 回転工具及び切削加工物の製造方法 | |
| JP7386339B2 (ja) | ドリル及び切削加工物の製造方法 | |
| WO2023228741A1 (ja) | 切削工具及び切削加工物の製造方法 | |
| JP2020069558A (ja) | 回転工具及び切削加工物の製造方法 | |
| CN114786850A (zh) | 钻头以及切削加工物的制造方法 | |
| CN114144274A (zh) | 钻头以及切削加工物的制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230210 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20231205 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240112 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240312 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240401 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7465980 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |