JP7464338B2 - Systems and methods for treating artificial turf - Google Patents
Systems and methods for treating artificial turf Download PDFInfo
- Publication number
- JP7464338B2 JP7464338B2 JP2022569569A JP2022569569A JP7464338B2 JP 7464338 B2 JP7464338 B2 JP 7464338B2 JP 2022569569 A JP2022569569 A JP 2022569569A JP 2022569569 A JP2022569569 A JP 2022569569A JP 7464338 B2 JP7464338 B2 JP 7464338B2
- Authority
- JP
- Japan
- Prior art keywords
- artificial turf
- infill
- pieces
- chamber
- melt
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 80
- 239000000463 material Substances 0.000 claims description 78
- 229910052500 inorganic mineral Inorganic materials 0.000 claims description 70
- 239000011707 mineral Substances 0.000 claims description 70
- 238000002156 mixing Methods 0.000 claims description 51
- 239000000155 melt Substances 0.000 claims description 47
- 238000002844 melting Methods 0.000 claims description 38
- 230000008018 melting Effects 0.000 claims description 38
- 229920000642 polymer Polymers 0.000 claims description 19
- 238000005266 casting Methods 0.000 claims description 15
- 239000000654 additive Substances 0.000 claims description 14
- 239000003063 flame retardant Substances 0.000 claims description 8
- 239000000049 pigment Substances 0.000 claims description 8
- 229920001169 thermoplastic Polymers 0.000 claims description 8
- 230000000996 additive effect Effects 0.000 claims description 7
- 239000004416 thermosoftening plastic Substances 0.000 claims description 7
- 239000002245 particle Substances 0.000 claims description 4
- 238000004519 manufacturing process Methods 0.000 claims description 3
- 239000000203 mixture Substances 0.000 description 80
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 63
- 239000004576 sand Substances 0.000 description 47
- 238000012545 processing Methods 0.000 description 42
- 239000000835 fiber Substances 0.000 description 39
- 238000010438 heat treatment Methods 0.000 description 27
- 230000008569 process Effects 0.000 description 24
- 239000000047 product Substances 0.000 description 24
- 244000025254 Cannabis sativa Species 0.000 description 20
- 239000012634 fragment Substances 0.000 description 19
- 230000015654 memory Effects 0.000 description 19
- -1 polyethylene Polymers 0.000 description 18
- 238000010586 diagram Methods 0.000 description 16
- 238000000926 separation method Methods 0.000 description 16
- 230000008901 benefit Effects 0.000 description 13
- 238000003860 storage Methods 0.000 description 13
- 239000008187 granular material Substances 0.000 description 10
- 239000004698 Polyethylene Substances 0.000 description 9
- 229920000573 polyethylene Polymers 0.000 description 9
- 239000004743 Polypropylene Substances 0.000 description 8
- 229920001155 polypropylene Polymers 0.000 description 8
- 239000000377 silicon dioxide Substances 0.000 description 8
- 239000000853 adhesive Substances 0.000 description 7
- 230000001070 adhesive effect Effects 0.000 description 7
- 238000005520 cutting process Methods 0.000 description 7
- 238000001125 extrusion Methods 0.000 description 7
- 229920002313 fluoropolymer Polymers 0.000 description 7
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 7
- 239000004810 polytetrafluoroethylene Substances 0.000 description 7
- 230000035939 shock Effects 0.000 description 7
- 230000000694 effects Effects 0.000 description 6
- 239000004952 Polyamide Substances 0.000 description 5
- 229920001971 elastomer Polymers 0.000 description 5
- 238000009434 installation Methods 0.000 description 5
- 230000000704 physical effect Effects 0.000 description 5
- 229920002647 polyamide Polymers 0.000 description 5
- 238000004064 recycling Methods 0.000 description 5
- 239000005060 rubber Substances 0.000 description 5
- 230000000295 complement effect Effects 0.000 description 4
- 239000012467 final product Substances 0.000 description 4
- 230000000116 mitigating effect Effects 0.000 description 4
- 238000000465 moulding Methods 0.000 description 4
- 230000037361 pathway Effects 0.000 description 4
- 229920003023 plastic Polymers 0.000 description 4
- 239000004033 plastic Substances 0.000 description 4
- 239000004814 polyurethane Substances 0.000 description 4
- 239000002699 waste material Substances 0.000 description 4
- 239000003795 chemical substances by application Substances 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 238000004590 computer program Methods 0.000 description 3
- 230000006378 damage Effects 0.000 description 3
- 238000009826 distribution Methods 0.000 description 3
- 239000000428 dust Substances 0.000 description 3
- 238000005188 flotation Methods 0.000 description 3
- 239000012535 impurity Substances 0.000 description 3
- 229920002635 polyurethane Polymers 0.000 description 3
- 230000003068 static effect Effects 0.000 description 3
- 229920003048 styrene butadiene rubber Polymers 0.000 description 3
- 239000000758 substrate Substances 0.000 description 3
- 229920001187 thermosetting polymer Polymers 0.000 description 3
- 230000032258 transport Effects 0.000 description 3
- 244000198134 Agave sisalana Species 0.000 description 2
- 235000012766 Cannabis sativa ssp. sativa var. sativa Nutrition 0.000 description 2
- 235000012765 Cannabis sativa ssp. sativa var. spontanea Nutrition 0.000 description 2
- 244000060011 Cocos nucifera Species 0.000 description 2
- 235000013162 Cocos nucifera Nutrition 0.000 description 2
- 240000000491 Corchorus aestuans Species 0.000 description 2
- 235000011777 Corchorus aestuans Nutrition 0.000 description 2
- 235000010862 Corchorus capsularis Nutrition 0.000 description 2
- 229920000742 Cotton Polymers 0.000 description 2
- 240000000797 Hibiscus cannabinus Species 0.000 description 2
- 240000007049 Juglans regia Species 0.000 description 2
- 235000009496 Juglans regia Nutrition 0.000 description 2
- 240000006240 Linum usitatissimum Species 0.000 description 2
- 235000004431 Linum usitatissimum Nutrition 0.000 description 2
- TWRXJAOTZQYOKJ-UHFFFAOYSA-L Magnesium chloride Chemical compound [Mg+2].[Cl-].[Cl-] TWRXJAOTZQYOKJ-UHFFFAOYSA-L 0.000 description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- MXRIRQGCELJRSN-UHFFFAOYSA-N O.O.O.[Al] Chemical compound O.O.O.[Al] MXRIRQGCELJRSN-UHFFFAOYSA-N 0.000 description 2
- 239000002174 Styrene-butadiene Substances 0.000 description 2
- 244000274883 Urtica dioica Species 0.000 description 2
- 235000009108 Urtica dioica Nutrition 0.000 description 2
- 208000027418 Wounds and injury Diseases 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 2
- 238000005054 agglomeration Methods 0.000 description 2
- 230000002776 aggregation Effects 0.000 description 2
- 230000000386 athletic effect Effects 0.000 description 2
- MTAZNLWOLGHBHU-UHFFFAOYSA-N butadiene-styrene rubber Chemical compound C=CC=C.C=CC1=CC=CC=C1 MTAZNLWOLGHBHU-UHFFFAOYSA-N 0.000 description 2
- 235000009120 camo Nutrition 0.000 description 2
- 235000005607 chanvre indien Nutrition 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- QDOXWKRWXJOMAK-UHFFFAOYSA-N dichromium trioxide Chemical compound O=[Cr]O[Cr]=O QDOXWKRWXJOMAK-UHFFFAOYSA-N 0.000 description 2
- 239000000975 dye Substances 0.000 description 2
- 230000007613 environmental effect Effects 0.000 description 2
- 238000011049 filling Methods 0.000 description 2
- 239000004811 fluoropolymer Substances 0.000 description 2
- 230000006870 function Effects 0.000 description 2
- 230000003179 granulation Effects 0.000 description 2
- 238000005469 granulation Methods 0.000 description 2
- 239000011487 hemp Substances 0.000 description 2
- WQYVRQLZKVEZGA-UHFFFAOYSA-N hypochlorite Chemical class Cl[O-] WQYVRQLZKVEZGA-UHFFFAOYSA-N 0.000 description 2
- 208000014674 injury Diseases 0.000 description 2
- 239000004816 latex Substances 0.000 description 2
- 229920000126 latex Polymers 0.000 description 2
- 238000010309 melting process Methods 0.000 description 2
- 239000002861 polymer material Substances 0.000 description 2
- 230000001902 propagating effect Effects 0.000 description 2
- 230000005855 radiation Effects 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 238000012216 screening Methods 0.000 description 2
- 238000003797 solvolysis reaction Methods 0.000 description 2
- 239000011115 styrene butadiene Substances 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 229920002994 synthetic fiber Polymers 0.000 description 2
- 239000004758 synthetic textile Substances 0.000 description 2
- 238000013519 translation Methods 0.000 description 2
- 235000020234 walnut Nutrition 0.000 description 2
- 210000002268 wool Anatomy 0.000 description 2
- 239000004114 Ammonium polyphosphate Substances 0.000 description 1
- BTBUEUYNUDRHOZ-UHFFFAOYSA-N Borate Chemical compound [O-]B([O-])[O-] BTBUEUYNUDRHOZ-UHFFFAOYSA-N 0.000 description 1
- 229920002943 EPDM rubber Polymers 0.000 description 1
- 206010060820 Joint injury Diseases 0.000 description 1
- 206010061223 Ligament injury Diseases 0.000 description 1
- 229940123973 Oxygen scavenger Drugs 0.000 description 1
- CBENFWSGALASAD-UHFFFAOYSA-N Ozone Chemical compound [O-][O+]=O CBENFWSGALASAD-UHFFFAOYSA-N 0.000 description 1
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 1
- 239000005062 Polybutadiene Substances 0.000 description 1
- 208000028990 Skin injury Diseases 0.000 description 1
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 1
- 208000021945 Tendon injury Diseases 0.000 description 1
- 239000012963 UV stabilizer Substances 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 239000003082 abrasive agent Substances 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- 235000019826 ammonium polyphosphate Nutrition 0.000 description 1
- 229920001276 ammonium polyphosphate Polymers 0.000 description 1
- 239000004599 antimicrobial Substances 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 239000012298 atmosphere Substances 0.000 description 1
- 238000010009 beating Methods 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 229920001400 block copolymer Polymers 0.000 description 1
- 239000004568 cement Substances 0.000 description 1
- 239000004595 color masterbatch Substances 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000005056 compaction Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- FPAFDBFIGPHWGO-UHFFFAOYSA-N dioxosilane;oxomagnesium;hydrate Chemical compound O.[Mg]=O.[Mg]=O.[Mg]=O.O=[Si]=O.O=[Si]=O.O=[Si]=O.O=[Si]=O FPAFDBFIGPHWGO-UHFFFAOYSA-N 0.000 description 1
- 238000005265 energy consumption Methods 0.000 description 1
- 235000012438 extruded product Nutrition 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 238000007667 floating Methods 0.000 description 1
- 230000008014 freezing Effects 0.000 description 1
- 238000007710 freezing Methods 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 230000020169 heat generation Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000011065 in-situ storage Methods 0.000 description 1
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 1
- 231100001231 less toxic Toxicity 0.000 description 1
- 239000004611 light stabiliser Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 229910001629 magnesium chloride Inorganic materials 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 230000005226 mechanical processes and functions Effects 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N phenol group Chemical group C1(=CC=CC=C1)O ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 239000011574 phosphorus Substances 0.000 description 1
- 229920002857 polybutadiene Polymers 0.000 description 1
- 229920001223 polyethylene glycol Polymers 0.000 description 1
- 238000000710 polymer precipitation Methods 0.000 description 1
- 229920005862 polyol Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 150000003077 polyols Chemical class 0.000 description 1
- 229920003225 polyurethane elastomer Polymers 0.000 description 1
- 238000001556 precipitation Methods 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 150000003242 quaternary ammonium salts Chemical class 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 231100000152 severe skin burn Toxicity 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 238000007873 sieving Methods 0.000 description 1
- 150000004819 silanols Chemical class 0.000 description 1
- 229920005573 silicon-containing polymer Polymers 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000004659 sterilization and disinfection Methods 0.000 description 1
- 229920001935 styrene-ethylene-butadiene-styrene Polymers 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 239000011593 sulfur Substances 0.000 description 1
- 210000002435 tendon Anatomy 0.000 description 1
- 239000010891 toxic waste Substances 0.000 description 1
- ITRNXVSDJBHYNJ-UHFFFAOYSA-N tungsten disulfide Chemical compound S=[W]=S ITRNXVSDJBHYNJ-UHFFFAOYSA-N 0.000 description 1
- 230000035899 viability Effects 0.000 description 1
- 239000003190 viscoelastic substance Substances 0.000 description 1
- 238000011179 visual inspection Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 239000010457 zeolite Substances 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B17/00—Recovery of plastics or other constituents of waste material containing plastics
- B29B17/0026—Recovery of plastics or other constituents of waste material containing plastics by agglomeration or compacting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B17/00—Recovery of plastics or other constituents of waste material containing plastics
- B29B17/02—Separating plastics from other materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01F—MIXING, e.g. DISSOLVING, EMULSIFYING OR DISPERSING
- B01F27/00—Mixers with rotary stirring devices in fixed receptacles; Kneaders
- B01F27/60—Mixers with rotary stirring devices in fixed receptacles; Kneaders with stirrers rotating about a horizontal or inclined axis
- B01F27/70—Mixers with rotary stirring devices in fixed receptacles; Kneaders with stirrers rotating about a horizontal or inclined axis with paddles, blades or arms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01F—MIXING, e.g. DISSOLVING, EMULSIFYING OR DISPERSING
- B01F35/00—Accessories for mixers; Auxiliary operations or auxiliary devices; Parts or details of general application
- B01F35/90—Heating or cooling systems
- B01F35/92—Heating or cooling systems for heating the outside of the receptacle, e.g. heated jackets or burners
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C19/00—Other disintegrating devices or methods
- B02C19/0056—Other disintegrating devices or methods specially adapted for specific materials not otherwise provided for
- B02C19/0081—Other disintegrating devices or methods specially adapted for specific materials not otherwise provided for specially adapted for breaking-up bottles
- B02C19/0093—Other disintegrating devices or methods specially adapted for specific materials not otherwise provided for specially adapted for breaking-up bottles for plastic bottles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C19/00—Other disintegrating devices or methods
- B02C19/18—Use of auxiliary physical effects, e.g. ultrasonics, irradiation, for disintegrating
- B02C19/186—Use of cold or heat for disintegrating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C23/00—Auxiliary methods or auxiliary devices or accessories specially adapted for crushing or disintegrating not provided for in preceding groups or not specially adapted to apparatus covered by a single preceding group
- B02C23/08—Separating or sorting of material, associated with crushing or disintegrating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B17/00—Recovery of plastics or other constituents of waste material containing plastics
- B29B17/04—Disintegrating plastics, e.g. by milling
- B29B17/0412—Disintegrating plastics, e.g. by milling to large particles, e.g. beads, granules, flakes, slices
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F15/00—Flooring
- E04F15/02—Flooring or floor layers composed of a number of similar elements
- E04F15/02005—Construction of joints, e.g. dividing strips
- E04F15/02022—Construction of joints, e.g. dividing strips with means for aligning the outer surfaces of the flooring elements
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F15/00—Flooring
- E04F15/02—Flooring or floor layers composed of a number of similar elements
- E04F15/02038—Flooring or floor layers composed of a number of similar elements characterised by tongue and groove connections between neighbouring flooring elements
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F15/00—Flooring
- E04F15/02—Flooring or floor layers composed of a number of similar elements
- E04F15/10—Flooring or floor layers composed of a number of similar elements of other materials, e.g. fibrous or chipped materials, organic plastics, magnesite tiles, hardboard, or with a top layer of other materials
- E04F15/102—Flooring or floor layers composed of a number of similar elements of other materials, e.g. fibrous or chipped materials, organic plastics, magnesite tiles, hardboard, or with a top layer of other materials of fibrous or chipped materials, e.g. bonded with synthetic resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01F—MIXING, e.g. DISSOLVING, EMULSIFYING OR DISPERSING
- B01F35/00—Accessories for mixers; Auxiliary operations or auxiliary devices; Parts or details of general application
- B01F35/90—Heating or cooling systems
- B01F2035/99—Heating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B17/00—Recovery of plastics or other constituents of waste material containing plastics
- B29B17/02—Separating plastics from other materials
- B29B2017/0213—Specific separating techniques
- B29B2017/0217—Mechanical separating techniques; devices therefor
- B29B2017/0237—Mechanical separating techniques; devices therefor using density difference
-
- E—FIXED CONSTRUCTIONS
- E01—CONSTRUCTION OF ROADS, RAILWAYS, OR BRIDGES
- E01C—CONSTRUCTION OF, OR SURFACES FOR, ROADS, SPORTS GROUNDS, OR THE LIKE; MACHINES OR AUXILIARY TOOLS FOR CONSTRUCTION OR REPAIR
- E01C13/00—Pavings or foundations specially adapted for playgrounds or sports grounds; Drainage, irrigation or heating of sports grounds
- E01C13/08—Surfaces simulating grass ; Grass-grown sports grounds
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/52—Mechanical processing of waste for the recovery of materials, e.g. crushing, shredding, separation or disassembly
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/62—Plastics recycling; Rubber recycling
Description
優先権の主張
本特許出願は、参照によって明示的に本明細書に組み込まれる、2020年7月10日に出願された、譲受人に譲渡された、「人工芝を処理するためのシステムおよび方法」と題する欧州特許出願第EP20185342.1号の優先権を主張する。
CLAIM OF PRIORITY This patent application claims priority to commonly assigned European Patent Application No. EP20185342.1, entitled "SYSTEM AND METHOD FOR TREATING ARTIFICIAL TURF," filed on July 10, 2020, which is expressly incorporated herein by reference.
本発明の特定の実施形態は人工芝の分野に関する。より具体的には、本発明の特定の実施形態は、人工芝をリサイクルするためのシステムおよび方法に関する。 Certain embodiments of the present invention relate to the field of artificial turf. More specifically, certain embodiments of the present invention relate to systems and methods for recycling artificial turf.
人工芝カーペット、特に、サッカー、ラグビー、およびアメリカンフットボールなどの球技のための第三世代人工芝カーペットは典型的には、砂または代替的な鉱物インフィル材料およびゴムの弾性インフィル粒状体で充填される。砂または他の鉱物成分(非合成インフィルとも呼ばれる)は典型的には、設置された芝カーペットを浮遊方式で押し下げ、弾性インフィル材料(合成インフィルとも呼ばれる)と組み合わせて、寸法的に安定する芝構造および衝撃緩和効果を提供するために使用される。インフィルは典型的には、天然芝の衝撃緩和特性を模倣し、また、選手に対して天然芝と同様の安定した足場を提供する。特に、ゴムインフィル材料は、人工芝表面上の選手の足の動きに対して良好なトラクションを提供するので、選手が関節、腱、および靭帯の怪我をする可能性を軽減する。また、ゴムインフィルは、重度の皮膚の火傷から選手を保護し得る。 Artificial turf carpets, especially third generation artificial turf carpets for ball games such as soccer, rugby, and American football, are typically filled with sand or alternative mineral infill materials and rubber elastic infill granules. The sand or other mineral components (also called non-synthetic infill) are typically used to hold down the installed turf carpet in a floating manner and in combination with the elastic infill material (also called synthetic infill) to provide a dimensionally stable turf structure and shock mitigation effect. The infill typically mimics the shock mitigation properties of natural grass and also provides a stable footing for the player similar to natural grass. In particular, the rubber infill material provides good traction for the player's foot movement on the artificial turf surface, thus reducing the possibility of the player suffering joint, tendon, and ligament injuries. The rubber infill may also protect the player from severe skin burns.
人工芝カーペットは、使用および自然の風雨に晒されること、例えば、紫外線および温度変動(例えば、夏における非常に高い表面温度および冬における凍結条件)に晒されることなどに起因して、限られた寿命を有する。その寿命の間に、人工芝カーペットは、機械的ストレス、気候の変化、風化に晒されること(例えば、紫外線、および、オゾンなど大気中の反応性成分に晒されること)、および、芝表面の消毒処理のための抗微生物剤として使用される第四級アンモニウム塩または次亜塩素酸の塩などの化学物質との接触に起因して、その表面において、十分な衝撃緩和および/または十分なボールの転がりを提供する能力を失う。人工芝カーペットの予想寿命は約10~15年であり、その後、芝カーペットおよびインフィル材料は、定常的な機械的ストレスおよび化学的/環境的影響に起因する材料疲労の兆候を示す。さらに、繊維およびインフィルは、色を失うことがあり得、脱色することがあり得る。 Artificial turf carpets have a limited life span due to use and exposure to the elements, such as exposure to UV radiation and temperature fluctuations (e.g., very high surface temperatures in summer and freezing conditions in winter). During that life span, the artificial turf carpet loses its ability to provide sufficient shock cushioning and/or sufficient ball roll at its surface due to exposure to mechanical stress, climate changes, weathering (e.g., exposure to UV radiation and reactive components in the atmosphere such as ozone), and contact with chemicals such as quaternary ammonium salts or salts of hypochlorite used as antimicrobial agents for disinfection treatment of turf surfaces. The expected life span of an artificial turf carpet is approximately 10-15 years, after which the turf carpet and infill materials show signs of material fatigue due to constant mechanical stress and chemical/environmental influences. Additionally, the fibers and infill may lose color and may become discolored.
加えて、ポリエチレン、ポリプロピレン、ポリアミド、スチレンブタジエン共重合体またはスチレン‐エチレン‐ブタジエン‐スチレンブロック共重合体など、人工芝カーペットを形成するポリマーは、部分的に分解し、引張強度および復元力など、その機械的機能を失い得るので、スポーツのための使用を継続するために期限切れの人工芝カーペットを一新することは、費用が大きく、時間がかかる。 In addition, the polymers forming the artificial turf carpet, such as polyethylene, polypropylene, polyamide, styrene-butadiene copolymer or styrene-ethylene-butadiene-styrene block copolymer, may partially degrade and lose their mechanical functions, such as tensile strength and resilience, so refurbishing an expired artificial turf carpet for continued use for sports is costly and time-consuming.
特許出願第EP20180186327号(SportGroup-Polytexに譲渡された「ポリマー廃棄物および補償ポリマーを含む人工芝繊維」)は、補償ポリマーおよび紫外線安定パッケージの適用を使用することによって第1製品寿命の後に人工芝カーペットの物理的特性の喪失をどのように補償するかの方法を説明する。特許出願第MX2019004153号(Fraunhofer Ges. Forschungに譲渡された「廃棄物を含むポリオレフェンをリサイクルするための方法」)は、加溶媒分解プロセス、それに続く部分的沈殿および液体濾過を介してポリマーを回復させるための方法を開示する。しかしながら、両方の方法は、リサイクルプロセスを開始する前に、フィールドにおける芝構造のコンポーネントの高度な分離を必要とする。すなわち、両方の方法は、繊維からのポリマー材料は基本的に、砂のような鉱物成分などのインフィルを含まないこと、ならびに、一次および二次裏地からの他のポリマー、水分および破片を含まないことを必要とする。 Patent application EP20180186327 ("Artificial turf fibres comprising polymer waste and compensating polymers", assigned to SportGroup-Polytex) describes a method of how to compensate for the loss of physical properties of artificial turf carpets after the first product life by using a compensating polymer and the application of a UV-stabilizing package. Patent application MX2019004153 ("Method for recycling waste-containing polyolefins", assigned to Fraunhofer Ges. Forschung) discloses a method for recovering the polymer via a solvolysis process, followed by partial precipitation and liquid filtration. However, both methods require a high degree of separation of the components of the turf structure in the field before starting the recycling process. That is, both methods require that the polymer material from the fibres is essentially free of infills such as mineral components like sand, as well as other polymers, moisture and debris from the primary and secondary backings.
特許公開第PT3138677号(Re-Match (UK) Ltdに譲渡された「合成芝製品を分離するためのプロセス」)は、小型化、空気分級、およびふるい分けという3つの定義された連続的段階の乾式合成芝分離を組み合わせるプロセスを開示する。しかしながら、例えば、PE繊維断片およびPP織裏地断片が同様の材料密度を有するので、複数セットのふるいおよび空気分級機を用いても分離が困難であることを考慮すると、リサイクルされた人工芝成分としての分離画分の更なる使用のための十分な分離品質を達成することは困難である。一般に、達成された繊維の切断、または、加溶媒分解の場合、達成されたポリマー沈殿は、凝集および/または造粒され、ポリマーのまとまりを繊維押出プロセスに追加することを可能にする。しかしながら、必要とされる高いレベルの分離、ならびに、高いエネルギー消費を必要とする付随的な凝集および/または造粒のプロセスは、同様の使用のために期限切れの人工芝カーペットをリサイクルする可能性を制限する。 Patent Publication No. PT3138677 ("Process for Separating Synthetic Grass Products" assigned to Re-Match (UK) Ltd) discloses a process combining three defined successive stages of dry synthetic grass separation: compaction, air classification, and sieving. However, it is difficult to achieve sufficient separation quality for further use of the separated fraction as a recycled artificial grass component, considering that for example PE fiber fragments and PP woven backing fragments have similar material densities and are therefore difficult to separate even with multiple sets of sieves and air classifiers. In general, the achieved fiber cutting or, in the case of solvolysis, the achieved polymer precipitation is agglomerated and/or granulated, allowing the polymer mass to be added to the fiber extrusion process. However, the required high level of separation, as well as the accompanying agglomeration and/or granulation processes requiring high energy consumption, limit the possibility of recycling expired artificial grass carpets for similar uses.
業界はまた、新しい人工芝カーペットのコンポーネントとしての主な使用を超える、第1寿命後の人工芝カーペットの繊維ポリマー材料を再利用する他の可能性を見ている。特許出願第WO 2012138216A1号(Ten Cate Thiolon B.V.に譲渡された、「スポーツピッチのためのスポーツ表面のための基材を形成する方法、当該基材、および、当該基材が設けられたスポーツピッチ」)は、繊維材料を使用して、繊維ビートから凝集物を生成し、凝集物を造粒して、in-situ構築弾力層のような弾性下部構造において使用される顆粒を形成することを開示する。これらの弾力層は、水が浸透可能な衝撃緩和層の機能を有し、フィールドの排水を可能にする。しかしながら、顆粒は典型的には、弾性でないポリエチレン、ポリプロピレン、および/またはポリアミドを含むので、下部構造の衝撃吸収に貢献しない。衝撃緩和を達成するべく、これらの顆粒と、例えば、乗用車および/またはトラックのタイヤからのスチレン-ブタジエンまたは天然ブタジエンゴムリサイクル顆粒との混合物が使用され得る。非弾性ポリマー顆粒の使用は、ポリウレタンゴム混合物における砂利の使用と同様である。しかしながら、凝集および造粒プロセスにおけるこれらの顆粒の製造は、高価かつエネルギー集約的なプロセスであり、また、(精巧な二段スクリュー)押出ラインの使用は、PE、PPおよびPUおよび/またはスチレン-ブタジエンラテックス裏地の高度な分離を必要とする。特に、分離された画分は基本的に、ケイ砂を含まない必要があり、さもなければ高価な押出ツールが摩耗する。結果として、非弾性粒状体の処理費用は、広く利用可能な砂利の費用と同等であり、したがって、経済的な実現性に欠ける。 The industry is also looking at other possibilities for reusing the fibrous polymer material of artificial grass carpets after their first life beyond their primary use as components of new artificial grass carpets. Patent application WO 2012138216 A1 (assigned to Ten Cate Thiolon B.V., entitled "Method for forming a substrate for a sports surface for a sports pitch, said substrate and a sports pitch provided with said substrate") discloses using a fibrous material to produce aggregates from fiber beats and granulate the aggregates to form granules to be used in elastic substructures such as in-situ built elastic layers. These elastic layers have the function of a water-permeable shock-absorbing layer, allowing the drainage of the field. However, the granules typically contain polyethylene, polypropylene and/or polyamide, which are not elastic, and therefore do not contribute to the shock absorption of the substructure. To achieve shock absorption, a mixture of these granules with styrene-butadiene or natural butadiene rubber recycled granules, for example from passenger car and/or truck tires, may be used. The use of non-elastic polymer granules is similar to the use of gravel in polyurethane rubber mixtures. However, the production of these granules in an agglomeration and granulation process is an expensive and energy-intensive process, and the use of (sophisticated twin-screw) extrusion lines requires a high degree of separation of the PE, PP and PU and/or styrene-butadiene latex backings. In particular, the separated fraction must be essentially free of silica sand, otherwise expensive extrusion tools will wear out. As a result, the processing costs of non-elastic granules are comparable to the costs of widely available gravel, and therefore lack economic viability.
必要とされているのは、(異なる融点を有する)PE、PPおよびPAなどの様々な熱可塑性ポリマー成分、および、硫黄架橋EPDMなどの様々な熱硬化性ポリマー成分を有する芝複合体の高度な分離を必要としない、特に、さもなければ処理装置を摩耗させる硬い鉱物成分(例えば、ケイ砂など、7以上のモース硬度を有する成分)の高度な分離を必要としない人工芝を処理するためのシステムおよび方法である。 What is needed is a system and method for processing artificial turf that does not require extensive separation of turf composites having various thermoplastic polymer components such as PE, PP and PA (which have different melting points) and various thermoset polymer components such as sulfur crosslinked EPDM, and especially does not require extensive separation of hard mineral components (e.g., components having a Mohs hardness of 7 or greater, such as silica sand) that would otherwise wear down processing equipment.
様々な実施形態は、独立請求項の主題によって説明されるような人工芝処理ためのシステムおよび方法を提供する。従属請求項において、有利な実施形態が説明される。本発明の実施形態は、相互に排他的でない場合、互いに自由に組み合わせることができる。 Various embodiments provide systems and methods for treating artificial turf as described by the subject matter of the independent claims. Advantageous embodiments are described in the dependent claims. The embodiments of the invention may be freely combined with one another if they are not mutually exclusive.
一態様において、発明は、人工芝インフィルを有する人工芝を提供する段階と、人工芝からインフィルの少なくとも一部を分離する段階と、人工芝を人工芝断片に小型化する段階と、予め定められた最大圧力未満の圧力で人工芝断片を回転混合および輸送して融解物を形成する段階とを備える、人工芝を処理するための方法に関する。一実施形態において、予め定められた最大圧力は、約0.08bar(8kPa)と約20bar(2000kPa)との間である。人工芝インフィルは、砂などの鉱物インフィル、および/または、エラストマーインフィルなどのパフォーマンスインフィル、および/または、天然繊維インフィルを含み得る。別の態様において、人工芝は、任意のインフィルを含まないことがあり得る。 In one aspect, the invention relates to a method for treating artificial turf comprising providing an artificial turf having an artificial turf infill, separating at least a portion of the infill from the artificial turf, compacting the artificial turf into artificial turf pieces, and tumbling and transporting the artificial turf pieces at a pressure less than a predetermined maximum pressure to form a melt. In one embodiment, the predetermined maximum pressure is between about 0.08 bar (8 kPa) and about 20 bar (2000 kPa). The artificial turf infill may include a mineral infill, such as sand, and/or a performance infill, such as an elastomeric infill, and/or a natural fiber infill. In another aspect, the artificial turf may be free of any infill.
別の態様において、本発明は、人工芝生を処理するための融解システムに関する。融解システムは、チャンバ壁、近位端および遠位端を有するチャンバを含み、チャンバは、予め定められた温度まで加熱するよう構成され、近位端は、人工芝の断片を受けるよう構成される少なくとも1つの入力ポートを有する。チャンバにおいて処理される人工芝断片は、最大85wt%のインフィルを含み、遠位端は少なくとも1つの出力ポートを有する。融解システムは更に、人工芝断片を近位端から遠位端へ向かって回転混合および並進移動させて、チャンバ内の圧力が予め定められた最大圧力未満である状態でチャンバにおいて融解物を形成するよう構成される混合ユニットを含み得る。予め定められた最大圧力は、約0.08bar(8kPa)と約20bar(約2000kPa)との間である。一態様において、人工芝断片、または、下で更に説明されるように、予混合されてから、1または複数の入力ポートを通じてチャンバによって予混合材料(混合材料とも呼ばれる)として受けられる人工芝断片は、加熱されてチャンバを通じて移動し、遠位端における1または複数の出力ポートに到達する前に融解物を形成する。別の態様において、少なくとも1つの出力ポートは、融解物を通すよう構成され、または、換言すると、融解物は出力ポートを流れる。 In another aspect, the present invention relates to a melting system for treating artificial turf. The melting system includes a chamber having a chamber wall, a proximal end and a distal end, the chamber configured to heat to a predetermined temperature, the proximal end having at least one input port configured to receive the pieces of artificial turf. The pieces of artificial turf treated in the chamber include up to 85 wt% infill, and the distal end has at least one output port. The melting system may further include a mixing unit configured to tumble mix and translate the pieces of artificial turf from the proximal end to the distal end to form a melt in the chamber with the pressure in the chamber being less than a predetermined maximum pressure. The predetermined maximum pressure is between about 0.08 bar (8 kPa) and about 20 bar (about 2000 kPa). In one aspect, the artificial turf pieces, or artificial turf pieces that have been premixed and then received by the chamber as a premixed material (also referred to as a mixed material) through one or more input ports, as described further below, are heated and move through the chamber to form a melt before reaching one or more output ports at the distal end. In another aspect, at least one output port is configured to pass the melt, or in other words, the melt flows through the output port.
別の態様において、発明は、本明細書において開示される、人工芝を処理するための方法によって形成される鋳型鋳造品に関し、方法は、人工芝インフィルを有する人工芝を提供する段階と、人工芝からインフィルの少なくとも一部を分離する段階と、人工芝を人工芝断片に小型化する段階と、予め定められた最大圧力未満の圧力で人工芝断片を回転混合および輸送して融解物を形成する段階であって、予め定められた最大圧力は約0.08bar(約8kPa)と約20bar(約2000kPa)との間である、段階とを備える。融解物は次に、1または複数の鋳型鋳造品を提供するために、1または複数の鋳型を充填するように誘導され得る。人工芝インフィルは、砂などの鉱物インフィル、および/または、エラストマーインフィルなどのパフォーマンスインフィル、および/または、天然繊維インフィルを含み得る。別の態様において、人工芝は、任意のインフィルを含まないことがあり得る。 In another aspect, the invention relates to a mold casting formed by a method for processing artificial turf disclosed herein, the method comprising the steps of providing an artificial turf having an artificial turf infill, separating at least a portion of the infill from the artificial turf, compacting the artificial turf into artificial turf pieces, and tumbling and transporting the artificial turf pieces at a pressure less than a predetermined maximum pressure to form a melt, the predetermined maximum pressure being between about 0.08 bar (about 8 kPa) and about 20 bar (about 2000 kPa). The melt can then be induced to fill one or more molds to provide one or more mold castings. The artificial turf infill can include a mineral infill, such as sand, and/or a performance infill, such as an elastomeric infill, and/or a natural fiber infill. In another aspect, the artificial turf can be free of any infill.
以下において、本発明の複数の実施形態が、例としてのみ、図面を参照して、より詳細に説明される。 In the following, several embodiments of the invention will be described in more detail, by way of example only, and with reference to the drawings.
本発明の様々な実施形態の説明は、例示目的で提示され、網羅的であること、または、開示される実施形態に限定することを意図するものではない。説明された実施形態の範囲および趣旨から逸脱することなく、多くの修正および変形が、当業者には明らかであろう。本明細書で使用される用語は、実施形態の原理、実際の適用例、もしくは市場で見られる技術を超える技術的な改良を最もよく説明するように、または本明細書で開示される実施形態を当業者が理解することが可能になるように選択されたものである。 The description of various embodiments of the present invention is presented for illustrative purposes and is not intended to be exhaustive or limited to the disclosed embodiments. Many modifications and variations will be apparent to those skilled in the art without departing from the scope and spirit of the described embodiments. The terms used in this specification are selected to best explain the principles of the embodiments, practical applications, or technical improvements over the art found in the market, or to enable those skilled in the art to understand the embodiments disclosed herein.
本開示の実施形態によれば、人工芝を処理するための方法は、人工芝インフィルを有する人工芝を提供する段階と、人工芝からインフィルの少なくとも一部を分離する段階と、人工芝を人工芝断片に小型化する段階と、予め定められた最大圧力未満の圧力で人工芝断片を回転混合および輸送して融解物を形成する段階とを備える。一実施形態において、予め定められた最大圧力は約0.08bar(8kPa)と20bar(2000kPa)の間である。これらの特徴は、断片を混合するシステムのコンポーネントの摩耗の増加を防止し、非常に少ない鉱物インフィルを有する人工芝断片を調製することに関連する処理時間および/または費用を低減しながら、鉱物およびエラストマーインフィルなどの大きい割合のインフィル、特に、砂(例えばケイ砂)などの大きい重量パーセントの鉱物インフィル、エラストマーインフィルなどの大きい重量パーセントのパフォーマンスインフィル、大きい重量パーセントの鉱物インフィルおよびパフォーマンスインフィルの組み合わせ、または、大きい重量パーセントの鉱物インフィル、パフォーマンスインフィルおよび天然繊維インフィル(黄麻布繊維、ジュート繊維、綿繊維、ウール繊維、麻繊維、亜麻繊維、ケナフ繊維、ネトル繊維、サイザル繊維、ココナッツ繊維、クルミ繊維およびそれらの組み合わせなど)の組み合わせを有する人工芝断片を処理することによって人工芝断片の融解物を形成するという利点を有し得る。例えば、一実施形態によれば、人工芝断片は、最大約85wt%のインフィル、例えば、最大85wt%の鉱物インフィル、最大85wt%のパフォーマンスインフィル(エラストマーインフィルなど)、最大85wt%の鉱物およびパフォーマンスインフィル、または、最大85wt%の鉱物インフィル、パフォーマンスインフィル、および天然繊維インフィルなどを含む。 According to an embodiment of the present disclosure, a method for treating artificial turf includes providing an artificial turf having an artificial turf infill, separating at least a portion of the infill from the artificial turf, compacting the artificial turf into artificial turf pieces, and tumble mixing and transporting the artificial turf pieces at a pressure less than a predetermined maximum pressure to form a melt. In one embodiment, the predetermined maximum pressure is between about 0.08 bar (8 kPa) and 20 bar (2000 kPa). These features may have the advantage of preventing increased wear on the components of the shred mixing system and reducing the processing time and/or costs associated with preparing artificial turf shreds having very little mineral infill, while processing artificial turf shreds having a large percentage of infill, such as mineral and elastomeric infills, particularly a large weight percentage of mineral infill, such as sand (e.g., silica sand), a large weight percentage of performance infill, such as elastomeric infill, a combination of a large weight percentage of mineral infill and performance infill, or a combination of a large weight percentage of mineral infill, performance infill and natural fiber infill (such as burlap fibers, jute fibers, cotton fibers, wool fibers, hemp fibers, flax fibers, kenaf fibers, nettle fibers, sisal fibers, coconut fibers, walnut fibers, and combinations thereof) to form a melt of artificial turf shreds. For example, according to one embodiment, the artificial turf section includes up to about 85 wt% infill, such as up to 85 wt% mineral infill, up to 85 wt% performance infill (e.g., elastomeric infill), up to 85 wt% mineral and performance infill, or up to 85 wt% mineral infill, performance infill, and natural fiber infill.
しかしながら、別の実施形態において、人工芝は任意のインフィルを含まないことがあり得る。 However, in other embodiments, the artificial turf may not include any infill.
一実施形態において、人工芝断片は、分離されたインフィルと予混合され、最大85wt%のインフィルを含む混合材料を形成する。別の実施形態において、人工芝断片は、人工芝から分離されたインフィルの鉱物および/またはエラストマー成分と、または、他のソースから提供されたインフィルもしくはインフィル成分と予混合される。一実施形態において、人工芝断片を回転混合および輸送することは、混合材料を回転混合および輸送することを含む。 In one embodiment, the artificial turf pieces are premixed with the separated infill to form a mixed material including up to 85 wt % infill. In another embodiment, the artificial turf pieces are premixed with mineral and/or elastomeric components of the infill separated from the artificial turf, or with infill or infill components provided from another source. In one embodiment, tumble mixing and transporting the artificial turf pieces includes tumble mixing and transporting the mixed material.
一実施形態において、鉱物インフィルはエラストマーインフィルから分離される。この特徴は、融解システムの表面から回転混合および輸送される断片から構成される材料混合物の付着を低減するために鉱物インフィルおよび/またはエラストマーインフィルを芝断片または材料混合物に追加することによって鉱物インフィルおよび/またはエラストマーインフィルを再利用し、材料が融解システムを流れることを補助し、難燃材特性を提供し、および/または、特定の物理的特性(外観、特定のハプティクスの特徴、生成物の厚さ寸法、静的/動的摩擦特性、強度、引張、伸縮など)を、融解物から製造された鋳造成形品に提供するという利点を有し得る。 In one embodiment, the mineral infill is separated from the elastomeric infill. This feature may have the advantage of recycling the mineral infill and/or elastomeric infill by adding it to the grass fragments or material mixture to reduce adhesion of the material mixture composed of fragments tumbling and transported from the surface of the melt system, aiding the material flow through the melt system, providing fire retardant properties, and/or providing certain physical properties (appearance, certain haptic features, product thickness dimensions, static/dynamic friction properties, strength, tensile, stretch, etc.) to the cast product produced from the melt.
一実施形態において、最低60wt%のインフィルが人工芝から分離される。この特徴は、処理時間を低減し、分離プロセス中の過剰な粉塵および他の不純物の発生を低減し、従来の分離機械の摩耗を低減し、費用を低減するという利点を有し得る。 In one embodiment, a minimum of 60 wt% of the infill is separated from the artificial turf. This feature can have the advantages of reducing processing time, reducing the generation of excess dust and other impurities during the separation process, reducing wear on conventional separation machinery, and reducing costs.
一実施形態において、人工芝断片の平均サイズは約0.1cm~25cm、好ましくは約0.5cm~5cmである。これらの特徴は、従来の押出プロセスにおいて使用される圧力と比較して、融解プロセスにおいて低い圧力を使用することに起因して、異例に大きい芝断片を使用するという利点を有し得る。 In one embodiment, the average size of the artificial grass pieces is about 0.1 cm to 25 cm, preferably about 0.5 cm to 5 cm. These characteristics may have the advantage of using unusually large grass pieces due to the use of lower pressures in the melting process compared to the pressures used in conventional extrusion processes.
一実施形態において、人工芝断片は、予め定められた温度で回転混合および輸送される。有利なことに、予め定められた温度は、人工芝の視認検査によって、または、組成に基づいて予め定められた温度(または温度範囲)を含む人工芝組成データベースにアクセスすることによって決定され得る人工芝断片の1または複数熱可塑性成分の1または複数の融解温度に基づき得、それにより、混合/融解プロセスを効率化し、すべての熱可塑性成分が融解されることを確実にする。 In one embodiment, the artificial turf pieces are tumble mixed and transported at a predetermined temperature. Advantageously, the predetermined temperature may be based on one or more melting temperatures of one or more thermoplastic components of the artificial turf pieces, which may be determined by visual inspection of the artificial turf or by accessing an artificial turf composition database that includes predetermined temperatures (or temperature ranges) based on composition, thereby streamlining the mixing/melting process and ensuring that all thermoplastic components are melted.
一実施形態において、人工芝断片を回転混合および輸送することは、チャンバにおいて人工芝断片を回転混合および輸送することを含む。チャンバは、近位端と、遠位端と、人工芝断片を受けるために近位端に位置する少なくとも1つの入力ポートと、融解物が流れる、遠位端に位置する少なくとも1つの出力ポートとを有する。輸送は更に、チャンバの遠位端に向かって人工芝断片を並進輸送することを含む。予混合された人工芝材料(すなわち、インフィルと予混合された芝断片)が入力ポートを介してチャンバに導入される別の実施形態において、回転混合および並進輸送は更に、混合材料(材料混合物とも呼ばれる)を回転混合してチャンバの遠位端に向かって並進輸送することを含む。これらの特徴は、回転的な意味で混合されながら、近位端から遠位端に向かって断片または材料混合物を輸送し(すなわち、並進移動を提供し)、それにより、混合プロセスを使用して、混合物を回転混合し、かつ、出力に向かって並進移動させ、その間、断片または材料混合物から融解物が形成されるという利点を有し得る。 In one embodiment, tumble mixing and transporting the artificial turf pieces includes tumble mixing and transporting the artificial turf pieces in a chamber. The chamber has a proximal end, a distal end, at least one input port located at the proximal end for receiving the artificial turf pieces, and at least one output port located at the distal end through which the melt flows. The transport further includes translating the artificial turf pieces toward the distal end of the chamber. In another embodiment in which premixed artificial turf material (i.e., infill and premixed turf pieces) is introduced into the chamber via the input port, the tumble mixing and translational transport further includes tumble mixing and translating the mixed material (also referred to as a material mix) toward the distal end of the chamber. These features may have the advantage of transporting the pieces or material mix from the proximal end toward the distal end while being mixed in a rotational sense (i.e., providing translational movement), thereby using a mixing process to tumble mix the mixture and translate toward the output while a melt is formed from the pieces or material mix.
一実施形態において、チャンバにおける圧力は、予め定められた最大圧力以下であり、チャンバにおける圧力は、チャンバにおける断片または材料混合物の前方への並進移動によって生じる。チャンバにおける圧力はまた、チャンバ出力ポートの寸法、および、パドルの数、パドル形状、チャンバにおけるパドルの向き、パドルとチャンバ壁との間の距離などを含むチャンバの混合/並進ユニット(混合ユニットとも呼ばれる)の構成などのチャンバの他の特徴に依存し得る。混合ユニットの要素は、融解システムと併せて下で更に説明される。別の実施形態において、予め定められた最大圧力は、20bar(2000kPa)未満、好ましくは0.02~20bar(2kPa~2000kPa)、より好ましくは10bar(1000kPa)未満であり、更により好ましくは、8bar(800kPa)未満である。これらの特徴は、断片または材料混合物を回転混合および並進するシステムのコンポーネントの摩耗の増加を防止し、かつ、非常に少ない鉱物インフィルを有する人工芝断片の調製に関連する処理時間および/または費用を低減しながら、鉱物およびエラストマーインフィルなど、増加するより大きい割合のインフィルを有する人工芝断片、特に、増加するより大きい重量パーセントの、砂(例えばケイ砂)などの鉱物インフィル、および/または、パフォーマンスインフィル、および/または、天然繊維インフィルを処理することによって人工芝断片の融解物を形成するという利点を有し得る。さらに、この特徴は、従来の押出プロセスに必要な大きい圧力を不要にすることによって、融解システムの費用、複雑性、メンテナンスを低減するという利点を有し得る。 In one embodiment, the pressure in the chamber is equal to or less than a predetermined maximum pressure, which is caused by the forward translation of the fragments or material mixture in the chamber. The pressure in the chamber may also depend on other features of the chamber, such as the dimensions of the chamber output port and the configuration of the mixing/translation unit (also called the mixing unit) of the chamber, including the number of paddles, the paddle shape, the orientation of the paddles in the chamber, the distance between the paddles and the chamber wall, etc. Elements of the mixing unit are further described below in conjunction with the melting system. In another embodiment, the predetermined maximum pressure is less than 20 bar (2000 kPa), preferably 0.02-20 bar (2 kPa-2000 kPa), more preferably less than 10 bar (1000 kPa), and even more preferably less than 8 bar (800 kPa). These features may have the advantage of forming a melt of artificial turf pieces by processing artificial turf pieces having an increasing proportion of infill, such as mineral and elastomeric infill, particularly increasing weight percent of mineral infill, such as sand (e.g., silica sand), and/or performance infill, and/or natural fiber infill, while preventing increased wear on the components of the system that tumbles and translates the pieces or material mixture, and reducing processing time and/or costs associated with preparing artificial turf pieces with very little mineral infill. Additionally, this feature may have the advantage of reducing the cost, complexity, and maintenance of the melt system by eliminating the need for high pressures required in conventional extrusion processes.
一実施形態において、少なくとも1つの添加剤が人工芝断片に追加される。別の実施形態において、少なくとも1つの添加剤が材料混合物に追加される。別の実施形態において、添加剤は、1または複数の色素、1または複数の追加ポリマー、1または複数の難燃材、および測定された量の鉱物のうちの少なくとも1つを含む。これらの特徴は、断片または混合物に接触する処理システムの表面に対する断片または材料混合物の付着を低減または除去することによって、および/または、断片もしくは材料混合物が入力から出力へ融解システムを通って流れることを容易にすることによって、および/または、数ある中でも特に、色および摩耗性の程度、紫外線安定性など、具体的に設計された物理的特性または特徴を有する融解物(例えば、鋳造成形品)から製造される製品を提供することによって、融解処理を補助するという利点を有し得る。 In one embodiment, at least one additive is added to the artificial turf pieces. In another embodiment, at least one additive is added to the material mixture. In another embodiment, the additive includes at least one of one or more pigments, one or more additional polymers, one or more flame retardants, and a measured amount of minerals. These features may have the advantage of aiding the melt process by reducing or eliminating adhesion of the pieces or material mixture to surfaces of the processing system that contact the pieces or mixture, and/or by facilitating the flow of the pieces or material mixture through the melt system from input to output, and/or by providing products made from the melt (e.g., cast moldings) with specifically designed physical properties or characteristics, such as color and degree of abrasion, UV stability, among others.
一実施形態において、融解物は、鋳型鋳造品を提供するために、1または複数の鋳型に誘導または配置される。これらの特徴は、より費用効果の高いプロセスを介して、非押出成形品を提供するという利点、および、特定の使用に好適な具体的に設計された物理的特性および特徴を有する製品を生成するために研磨鉱物添加剤を用いて人工芝断片または材料混合物を具体的に処理するという利点を有し得る。 In one embodiment, the melt is directed or placed into one or more molds to provide a molded casting. These features may have the advantage of providing a non-extruded product via a more cost-effective process, and of specifically processing the artificial turf pieces or material mixture with abrasive mineral additives to produce a product with specifically designed physical properties and characteristics suitable for a particular use.
本開示の実施形態によれば、人工芝を処理するための融解システムが提供される。融解システムは、近位端および遠位端を有するチャンバを含み、チャンバは、予め定められた温度に加熱されるよう構成され、近位端は、人工芝の断片を受けるよう構成される少なくとも1つの入力ポートを有し、チャンバにおいて処理される人工芝断片は、鉱物および/またはパフォーマンスインフィルなど、最大約85wt%のインフィルを含み、遠位端は少なくとも1つの出力ポートを有する。融解システムは更に、人工芝断片を近位端から遠位端へ向かって回転混合および並進輸送して、チャンバ内の圧力が予め定められた最大圧力未満である状態でチャンバにおいて融解物を形成するよう構成される混合ユニットを含む。予め定められた最大圧力は、約0.08bar(8kPa)と20bar(2000kPa)との間である。出力ポートは、融解物を通すように構成される。これらの特徴は、融解システムのコンポーネントの摩耗の増加を防止し、かつ、非常に少ない鉱物インフィルを有する人工芝断片を調製することに関連する処理時間および/または費用を低減しながら、鉱物およびエラストマーインフィルなどの大きい割合のインフィル、特に、大きい重量パーセントの、砂(例えば、ケイ砂)などの鉱物インフィル、および/または、パフォーマンスインフィル、および/または、天然繊維インフィルを有する人工芝断片を処理することによって、人工芝断片の融解物を形成するという利点を有し得る。例えば、一実施形態によれば、チャンバにおいて処理される人工芝断片は、鉱物および/またはパフォーマンスおよび/または天然繊維インフィルなど、最大約85wt%のインフィルを含む。 According to an embodiment of the present disclosure, a melting system for treating artificial turf is provided. The melting system includes a chamber having a proximal end and a distal end, the chamber configured to be heated to a predetermined temperature, the proximal end having at least one input port configured to receive pieces of artificial turf, the artificial turf pieces treated in the chamber including up to about 85 wt % infill, such as mineral and/or performance infill, and the distal end having at least one output port. The melting system further includes a mixing unit configured to tumble mix and translate the artificial turf pieces from the proximal end toward the distal end to form a melt in the chamber with the pressure in the chamber being less than a predetermined maximum pressure. The predetermined maximum pressure is between about 0.08 bar (8 kPa) and 20 bar (2000 kPa). The output port is configured to pass the melt. These features may have the advantage of forming a melt of artificial turf pieces by processing artificial turf pieces having a large percentage of infill, such as mineral and elastomeric infill, particularly a large weight percent of mineral infill, such as sand (e.g., silica sand), and/or performance infill, and/or natural fiber infill, while preventing increased wear on melt system components and reducing processing time and/or costs associated with preparing artificial turf pieces having very little mineral infill. For example, according to one embodiment, the artificial turf pieces processed in the chamber include up to about 85 wt % infill, such as mineral and/or performance and/or natural fiber infill.
一実施形態において、混合ユニットは1または複数のパドルを含み、各パドルは、接続部分を介して回転可能長手方向部分に機械的に連結されている。1または複数のパドルは、回転可能長手方向部分が回転されるとき、断片または材料混合物をチャンバの遠位端に向かって回転混合および並進輸送するよう構成される。チャンバはチャンバ壁および少なくとも1つの加熱ユニットを含み、少なくとも1つの加熱ユニットは、チャンバ壁の外側面に位置する1または複数の加熱素子を有する。システムは更に、回転可能長手方向部分に機械的に連結された電源を含み、電源は長手方向部分を回転するよう構成され、制御ユニットは、電源およびチャンバの加熱ユニットに電気的に連結される。各加熱ユニットは、チャンバの外側面上に配置された1または複数の加熱素子を含み得るが、代替的に、または追加的に、各加熱ユニットは、チャンバ壁内に配置された1または複数の加熱素子を含み得る。制御ユニットは、処理ユニットを含むか、または代替的に、例えば外部コンピュータまたはコンピューティングシステムの外部処理ユニットに連結される。制御ユニットは任意選択に、データベースを含むメモリ、および、入力/出力ユーザインタフェースを含み得、制御ユニットは、データベースにアクセスし、混合ユニットの長手方向部分の回転速度およびチャンバの予め定められた温度を決定するためにユーザ入力を受けるよう構成される。制御ユニットはまた、混合ユニットの長手方向部分の回転速度およびチャンバの予め定められた温度を達成するために、電源および加熱素子を制御するよう構成される。これらの特徴は、処理チャンバの制御を自動化し、チャンバの処理パラメータの決定を自動化するという利点を有する。 In one embodiment, the mixing unit includes one or more paddles, each of which is mechanically coupled to the rotatable longitudinal portion via a connecting portion. The one or more paddles are configured to rotationally mix and translate the fragments or material mixture toward the distal end of the chamber when the rotatable longitudinal portion is rotated. The chamber includes a chamber wall and at least one heating unit, the at least one heating unit having one or more heating elements located on an outer surface of the chamber wall. The system further includes a power source mechanically coupled to the rotatable longitudinal portion, the power source configured to rotate the longitudinal portion, and the control unit is electrically coupled to the power source and the heating unit of the chamber. Each heating unit may include one or more heating elements disposed on the outer surface of the chamber, although alternatively or additionally, each heating unit may include one or more heating elements disposed within the chamber wall. The control unit may include a processing unit or may alternatively be coupled to an external processing unit, for example, an external computer or computing system. The control unit may optionally include a memory including a database and an input/output user interface, the control unit configured to access the database and receive user input to determine the rotational speed of the longitudinal portion of the mixing unit and the predetermined temperature of the chamber. The control unit is also configured to control the power source and heating elements to achieve the rotational speed of the longitudinal portion of the mixing unit and the predetermined temperature of the chamber. These features have the advantage of automating the control of the process chamber and automating the determination of the process parameters of the chamber.
本開示の実施形態によれば、人工芝を処理するための本明細書に開示される方法によって鋳型鋳造品が形成され、方法は、人工芝インフィルを有する人工芝を提供する段階と、人工芝からインフィルの少なくとも一部を分離する段階と、人工芝を人工芝断片に小型化する段階と、予め定められた最大圧力未満の圧力で、人工芝断片を回転混合および輸送して融解物を形成する段階であって、予め定められた最大圧力は約0.08~20bar(約8~2000kPa)である、段階とを備える。融解物は次に、1または複数の鋳型鋳造品を提供するために1または複数の鋳型を充填するように誘導され得る。 According to an embodiment of the present disclosure, a mold casting is formed by the method disclosed herein for processing artificial turf, the method comprising providing an artificial turf having an artificial turf infill, separating at least a portion of the infill from the artificial turf, compacting the artificial turf into artificial turf pieces, and tumbling and transporting the artificial turf pieces at a pressure less than a predetermined maximum pressure to form a melt, the predetermined maximum pressure being about 0.08-20 bar (about 8-2000 kPa). The melt may then be induced to fill one or more molds to provide one or more mold castings.
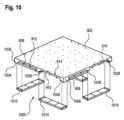
本開示の複数の実施形態によれば、鋳型鋳造品はフロアパネルを含む。フロアパネルの実施形態は、フロアパネルを1または複数の隣接するフロアパネルに接続する(すなわち、固定する)ために1または複数の隣接するフロアパネルの1または複数の側面のそれぞれに1または複数の側面の各々を取り付けるための接着剤を受けるよう構成される1または複数の側面を有するフロアパネルと、1または複数の側面の各側面の少なくとも一部が、フロアパネルを1または複数の隣接するフロアパネルに接続するためのリセス、突出部、およびフランジのうちの1または複数を含む、1または複数の側面を有するフロアパネルと、フロアパネルを互いに固定的および/または取り外し可能に接続するための接着剤、フランジ、突出部、およびリセスのうちの1または複数の任意の組み合わせを含む側面を有するフロアパネルとを含む。 According to several embodiments of the present disclosure, the mold casting includes a floor panel. Floor panel embodiments include a floor panel having one or more sides configured to receive adhesive for attaching each of the one or more sides to each of one or more sides of one or more adjacent floor panels to connect (i.e., secure) the floor panel to one or more adjacent floor panels, a floor panel having one or more sides, at least a portion of each side of the one or more sides including one or more of a recess, a protrusion, and a flange for connecting the floor panel to one or more adjacent floor panels, and a floor panel having sides including any combination of one or more of adhesive, flanges, protrusions, and recesses for fixedly and/or removably connecting the floor panels to each other.
これらの特徴は、処理中に存在する鉱物含有量に少なくとも部分的に起因する、具体的に設計された物理的特性および特徴を有する鋳型鋳造品を効率的に、費用効果的に提供するという利点を有し得る。鋳型鋳造品は、フロアパネル、子供用運動場の衝撃緩和のためのコンポーネント、または、例えば人工芝運動場の周りに配置される経路構造物、または、乗馬用経路または自転車用経路などの他の屋外活動に使用される経路、または、運動施設において使用される壁などの壁のためのコンポーネントを含むが、これらに限定されない。 These features can have the advantage of efficiently and cost-effectively providing molded articles having specifically designed physical properties and characteristics due at least in part to the mineral content present during processing. The molded articles include, but are not limited to, components for floor panels, shock mitigation in children's playgrounds, or pathway structures disposed around artificial turf playgrounds, or pathways used for other outdoor activities, such as horse riding paths or bicycle paths, or walls used in athletic facilities.
図1は、本開示の実施形態による人工芝を処理するための方法100を図示する。段階102において、人工芝が提供される。一実施形態において、人工芝は、砂インフィル(例えばケイ砂)、または、ゼオライトなどの他の鉱物インフィル、および/または、エラストマーインフィル(例えば、ゴムまたは任意のポリマーインフィル)などのパフォーマンスインフィルなどの非合成(すなわち天然)インフィル、およびそれらの組み合わせを含むインフィル材料を含む。パフォーマンスインフィルは、人工芝上で実行される活動のパフォーマンスを補助し得る、またはそれに貢献し得るインフィルであり、また、怪我の深刻度を軽減し、および/または、怪我のリスクを大きく低減し得る。例えば、パフォーマンスインフィルは、クッション効果を有し、芝でスライディングすることによって生じた皮膚の怪我を軽減し、および/または、トラクションを補助し得る。他のインフィル材料は、黄麻布繊維、ジュート繊維、綿繊維、ウール繊維、麻繊維、亜麻繊維、ケナフ繊維、ネトル繊維、サイザル繊維、ココナッツ繊維、クルミ繊維およびそれらの組み合わせなどの天然繊維を含み得る。 1 illustrates a method 100 for treating an artificial turf according to an embodiment of the present disclosure. In step 102, an artificial turf is provided. In one embodiment, the artificial turf includes infill materials including non-synthetic (i.e., natural) infills such as sand infills (e.g., silica sand) or other mineral infills such as zeolites, and/or performance infills such as elastomeric infills (e.g., rubber or any polymer infill), and combinations thereof. Performance infills are infills that may aid or contribute to the performance of an activity performed on the artificial turf and may also reduce the severity of injury and/or significantly reduce the risk of injury. For example, performance infills may have a cushioning effect, reduce skin injuries caused by sliding on turf, and/or aid in traction. Other infill materials may include natural fibers such as burlap fibers, jute fibers, cotton fibers, wool fibers, hemp fibers, flax fibers, kenaf fibers, nettle fibers, sisal fibers, coconut fibers, walnut fibers, and combinations thereof.
一実施形態において、人工芝は、人工芝が以前に設置されていた場所(すなわち、設置場所)から提供される。人工芝は典型的には、使用のタイプ、環境条件、および/または、人工芝の組成に依存して、限られた寿命を有する。人工芝がその寿命を超えると、人工芝の成分は、新しい人工芝の成分として使用するためにリサイクルされ得るか、または、異なる製品、もしくは、人工芝と併せて使用される製品を提供するためにリサイクルされ得る。一実施形態によれば、人工芝は、設置場所における人工芝を片に切断し、片を転がして円筒形状の束または貯蔵空間および輸送を最適化し得る他の形状の構成にして、片を芝処理場に輸送することによって、設置場所から提供される。人工芝片を設置場所から芝処理場に提供する利点は、芝処理場で生じる粉塵および他の不純物の低減、ならびに、現場で芝を切断して管理可能かつ輸送可能な小さい部分にする結果としての、芝処理時間の低減である。別の実施形態において、人工芝全体は、設置場所から除去され、更なる処理のために処理場へ輸送される。更に別の実施形態において、人工芝は、処理場において人工芝または人工芝の一部を受けることによって提供される。 In one embodiment, the artificial turf is provided from the location where it was previously installed (i.e., the installation site). The artificial turf typically has a limited lifespan, depending on the type of use, environmental conditions, and/or composition of the artificial turf. Once the artificial turf exceeds its lifespan, the components of the artificial turf can be recycled for use as components of new artificial turf or to provide a different product or products to be used in conjunction with the artificial turf. According to one embodiment, the artificial turf is provided from the installation site by cutting the artificial turf at the installation site into pieces, rolling the pieces into cylindrical bundles or other shaped configurations that may optimize storage space and transportation, and transporting the pieces to a turf treatment site. The advantage of providing the pieces of artificial turf from the installation site to the turf treatment site is the reduction of dust and other impurities generated at the turf treatment site, as well as the reduction of turf processing time as a result of cutting the turf on-site into smaller, manageable and transportable pieces. In another embodiment, the entire artificial turf is removed from the installation site and transported to a treatment site for further processing. In yet another embodiment, the artificial turf is provided by receiving the artificial turf or parts of the artificial turf at a treatment site.
任意選択の段階104において、人工芝インフィルは、人工芝から分離される。好ましい実施形態において、分離は人工芝処理場において実行されるが、本開示の範囲は、現場で人工芝からインフィルを分離し、それにより、輸送のために人工芝の重量を低減し、処理場において分離プロセスによって生じる粉塵および不純物の量を低減することをカバーする。 In optional step 104, the artificial turf infill is separated from the artificial turf. In a preferred embodiment, the separation is performed at an artificial turf processing site, but the scope of this disclosure covers separating the infill from the artificial turf on-site, thereby reducing the weight of the artificial turf for transportation and reducing the amount of dust and impurities generated by the separation process at the processing site.
本開示の実施形態によれば、当技術分野において知られているバキュームクリーナおよび/または機械的ビーティングおよび/または振動デバイスが、人工芝からインフィルの少なくとも一部を分離するために使用される。人工芝からインフィルを分離するための技法および機械が当技術分野において知られており、更に詳細に説明されない。 According to an embodiment of the present disclosure, a vacuum cleaner and/or a mechanical beating and/or vibration device known in the art is used to separate at least a portion of the infill from the artificial turf. Techniques and machines for separating infill from artificial turf are known in the art and will not be described in further detail.
本開示の一実施形態によれば、人工芝からインフィルを分離した後に、最大40重量(wt)%のインフィルが人工芝に残り得、好ましい実施形態において、10~20wt%のインフィルが人工芝に残り得、更なる好ましい実施形態において、1~15wt%のインフィルが人工芝に残り得るが、しかしながら、本開示の範囲は、分離後に人工芝に残るより多くの、または、より少ないインフィルをカバーする。例えば、他の実施形態において、人工芝からインフィルを分離した後に、40wt%以上のインフィルが人工芝に残り得る。 According to one embodiment of the present disclosure, up to 40 wt% of the infill may remain on the artificial turf after separation of the infill from the artificial turf, in a preferred embodiment, 10-20 wt% of the infill may remain on the artificial turf, and in a further preferred embodiment, 1-15 wt% of the infill may remain on the artificial turf, however, the range of the present disclosure covers more or less infill remaining on the artificial turf after separation. For example, in other embodiments, 40 wt% or more of the infill may remain on the artificial turf after separation of the infill from the artificial turf.
任意選択の段階106において、分離されたインフィル更に、それぞれのインフィル成分のうちの1または複数に分離される。例えば、分離されたインフィルは、非合成砂インフィルおよび/または他の鉱物インフィルをパフォーマンスインフィルおよび/または天然繊維インフィルのうちの1または複数から分離することによって処理される。一実施形態において、一連のふるい分けまたは湿式浮遊分離プロセスのいずれか、または、連続的に実行されるふるい分けおよび湿式浮遊分離プロセスの両方が、ゴム粒状体インフィルなどのエラストマーインフィルから砂インフィルを分離するために使用される。本開示の一実施形態によれば、段階104において分離されるインフィルは更に、約0.2~1.0mmの平均粒子寸法を有する砂の第1成分および約0.5~2.5mmの平均粒子寸法を有するエラストマーインフィルの第2成分に少なくとも分離される。第1および/または第2インフィル成分は、下で更に説明されるように、処理方法100において後に使用され得るか、または、例えばセメントなどの他の製品における成分として使用され得る。異なる密度を有する粒子を分離するための湿式浮遊分離プロセスは、当技術分野において既知であり、ここでは更に詳細に説明されない。 In optional step 106, the separated infill is further separated into one or more of the respective infill components. For example, the separated infill is processed by separating the non-synthetic sand infill and/or other mineral infill from one or more of the performance infill and/or natural fiber infill. In one embodiment, either a series of screening or wet flotation separation processes, or both screening and wet flotation separation processes performed sequentially, are used to separate the sand infill from the elastomeric infill, such as rubber granule infill. According to one embodiment of the present disclosure, the infill separated in step 104 is further separated into at least a first component of sand having an average particle size of about 0.2-1.0 mm and a second component of elastomeric infill having an average particle size of about 0.5-2.5 mm. The first and/or second infill components may be used later in the processing method 100, as further described below, or may be used as components in other products, such as, for example, cement. Wet flotation processes for separating particles having different densities are known in the art and will not be described in further detail here.
段階108において、人工芝は、粉砕および/または細断される(すなわち、人工芝断片に小型化される)。一実施形態において、細断機、造粒機、切断ミル、チッパ、高圧粉砕機、および/または、材料のサイズを低減するために使用される、他の種類の粉砕/細断工業機械が、人工芝を人工芝断片に縮小するために使用され得る。一実施形態において、人工芝断片は、約0.1cm~25cmの範囲の平均サイズを有する。好ましい実施形態において、人工芝断片は、約0.5cm~5cmの範囲の平均サイズを有する。しかしながら、本開示の範囲は、25cmより大きい、および/または0.1cmより小さい平均サイズを有する断片をカバーする。更なる実施形態において、サイズ分布は、好ましい範囲内の任意の平均サイズ値の周りのガウス分布であり得る。しかしながら、本開示の範囲は、好ましい範囲内の断片の任意の非ガウスサイズ分布をカバーする。人工芝断片は、砂、パフォーマンスインフィル、繊維、裏地材料、接着剤、色素およびそれらの組み合わせのうちの1または複数などの合成および非合成成分を含み得る。好ましい実施形態において、人工芝断片は、約10~20wt%の非合成インフィル、パフォーマンスインフィル、または両方の組み合わせを含み、更なる好ましい実施形態において、約1~15wt%のインフィルを含む。しかしながら、本開示の範囲は、20wt%より多くのインフィルを有する人工芝断片をカバーする。 In step 108, the artificial turf is crushed and/or shredded (i.e., reduced to artificial turf fragments). In one embodiment, a shredder, granulator, cutting mill, chipper, high pressure grinder, and/or other type of crushing/shredding industrial machinery used to reduce the size of materials may be used to reduce the artificial turf to artificial turf fragments. In one embodiment, the artificial turf fragments have an average size ranging from about 0.1 cm to 25 cm. In a preferred embodiment, the artificial turf fragments have an average size ranging from about 0.5 cm to 5 cm. However, the ranges of the present disclosure cover fragments having an average size greater than 25 cm and/or less than 0.1 cm. In further embodiments, the size distribution may be a Gaussian distribution around any average size value within the preferred range. However, the ranges of the present disclosure cover any non-Gaussian size distribution of fragments within the preferred range. The artificial turf fragments may include synthetic and non-synthetic components such as one or more of sand, performance infill, fiber, backing material, adhesive, pigment, and combinations thereof. In preferred embodiments, the artificial turf sections include about 10-20 wt% non-synthetic infill, performance infill, or a combination of both, and in further preferred embodiments, about 1-15 wt% infill. However, the scope of the present disclosure covers artificial turf sections having more than 20 wt% infill.
任意選択の段階110において、人工芝断片は、本明細書において混合材料または材料混合物とも呼ばれる予混合された人工芝材料を形成するために一次ミキサによって処理される。一次ミキサは、小型化された人工芝または他の合成および/または非合成生地などの細断および/または粉砕生成物を混合するための従来の工業ミキサを含む。一次ミキサは、当技術分野において既知であり、更に詳細に説明されない。 In optional step 110, the artificial turf pieces are processed by a primary mixer to form a premixed artificial turf material, also referred to herein as a mixed material or material mix. The primary mixer includes a conventional industrial mixer for mixing shredded and/or ground products, such as compacted artificial turf or other synthetic and/or non-synthetic fabrics. Primary mixers are known in the art and will not be described in further detail.
一実施形態において、材料混合物を形成するための人工芝断片と共に、砂などの鉱物の所定量が一次ミキサに追加される。砂の所定量は、最終成形品における選択された砂の量、および、人工芝断片に残る残留鉱物インフィルの量に依存する。別の実施形態において、材料混合物における鉱物含有量が材料混合物の最大85wt%、好ましい実施形態において、20~85wt%となるように、ある量の鉱物が追加される。例えば、砂などの鉱物が一次ミキサに追加され得、砂の量は、材料混合物の20~30wt%、30~40wt%、40~50wt%、50~60wt%、60~70wt%、70~80wt%、または、80~85wt%のいずれか1つである。 In one embodiment, a predetermined amount of minerals, such as sand, is added to the primary mixer along with the artificial turf pieces to form the material mix. The predetermined amount of sand depends on the amount of sand selected in the final product and the amount of residual mineral infill remaining in the artificial turf pieces. In another embodiment, an amount of minerals is added such that the mineral content in the material mix is up to 85 wt% of the material mix, and in a preferred embodiment, 20-85 wt%. For example, minerals such as sand may be added to the primary mixer with the amount of sand being any one of 20-30 wt%, 30-40 wt%, 40-50 wt%, 50-60 wt%, 60-70 wt%, 70-80 wt%, or 80-85 wt% of the material mix.
別の実施形態において、材料混合物を形成するために、1または複数の添加剤が人工芝断片と共に一次ミキサに追加される。段階112と併せて下でより詳細に説明されるように、添加剤は、材料混合物を着色するための1または複数の染料または色素、チャンバにおける材料混合物の流れを補助して融解システムの表面への材料混合物の接着を防止する1または複数のポリマー、難燃材および/または所定量の砂などの鉱物、ならびに、それらの組み合わせを含み得る。 In another embodiment, one or more additives are added to the primary mixer with the artificial turf pieces to form the material mixture. As described in more detail below in conjunction with step 112, the additives may include one or more dyes or pigments to color the material mixture, one or more polymers to aid in the flow of the material mixture in the chamber and prevent adhesion of the material mixture to the surfaces of the melting system, fire retardants and/or a quantity of minerals such as sand, and combinations thereof.
段階112において、融解物を形成するために、人工芝断片、または任意選択で予混合された人工芝材料(すなわち材料混合物)が処理される。チャンバにおいて処理される人工芝断片(または任意選択で混合材料)は、最大約85wt%の鉱物および/またはパフォーマンスインフィルを含み得る。一実施形態において、融解物を形成するために、人工芝断片(または任意選択で混合材料)は、予め定められた温度、および、最大圧力以下の予め定められた圧力で回転混合および並進輸送される。本開示の実施形態によれば、図2と併せて下で更に説明されるように、人工芝断片(または任意選択で混合材料)を更に処理するために、人工芝融解システムが使用される。 In step 112, the artificial turf pieces, or optionally premixed artificial turf material (i.e., material mixture), are processed to form a melt. The artificial turf pieces (or optionally mixed material) processed in the chamber may include up to about 85 wt.% mineral and/or performance infill. In one embodiment, the artificial turf pieces (or optionally mixed material) are tumble mixed and translated at a predetermined temperature and a predetermined pressure below the maximum pressure to form a melt. According to an embodiment of the present disclosure, an artificial turf melting system is used to further process the artificial turf pieces (or optionally mixed material), as further described below in conjunction with FIG. 2.
図2と併せて下で更に説明されるように、融解システムは、人工芝断片または混合材料を受けるための少なくとも1つの入力ポートと、融解物が流れる少なくとも1つの出力ポートとを有する処理チャンバを備える。融解システムは更に、材料を回転混合し材料を入力ポートから出力ポートへ並進輸送するための混合ユニットと、チャンバにおける材料を予め定められた温度に加熱するための1または複数の加熱ユニットと、処理チャンバを制御するための任意選択の制御ユニットとを備える。 As further described below in conjunction with FIG. 2, the melting system comprises a processing chamber having at least one input port for receiving the artificial turf pieces or mixed material and at least one output port through which the melt flows. The melting system further comprises a mixing unit for tumbling and mixing the material and translating the material from the input port to the output port, one or more heating units for heating the material in the chamber to a predetermined temperature, and an optional control unit for controlling the processing chamber.
一実施形態において、予め定められた温度(または予め定められた温度範囲)は、システムのオペレータによって選択されるか、または、オペレータによる制御ユニットへのデータ入力に基づいて制御ユニットによって決定される。予め定められた温度は、人工芝断片の熱可塑性成分の融解温度を超える温度である。熱可塑性成分は例えば、ポリエチレン(PE)、ポリプロピレン(PP)およびポリアミド(PA)を含む。人工芝断片はまた、融解に耐えるポリマーの強い架橋を有するポリウレタン(PU)およびラテックスなどの熱硬化成分、ならびに、本開示の温度/圧力条件下で融解しない砂または他の鉱物インフィルを含み得る。例えば、一実施形態において、予め定められた温度範囲は約100℃~400℃であるが、しかしながら、好ましい実施形態において、処理チャンバにおける材料の温度は、約110~240℃であり、より好ましい実施形態において、110~210℃であり、更なる好ましい実施形態において、110~190℃である。一実施形態において、人工芝断片または材料混合物に存在するすべてのインフィル成分の最低融解温度を有するインフィル成分の融解温度未満である、予め定められた温度範囲の最高温度が、例えば融解システムのオペレータによって選択される。別の実施形態において、予め定められた温度範囲の最高温度は、人工芝断片または材料混合物に存在するすべてのインフィル成分の最低引火温度を有するインフィル成分の引火温度未満に選択される。図2と併せて下で更に説明されるように、システムは、データベース(またはデータベースへのアクセス)を有し得、ここから、人工芝の組成などの、オペレータによってシステムに入力されたデータに基づいて、予め定められた温度が決定される。 In one embodiment, the predetermined temperature (or predetermined temperature range) is selected by an operator of the system or is determined by the control unit based on data input by the operator to the control unit. The predetermined temperature is a temperature above the melting temperature of the thermoplastic components of the artificial turf pieces. Thermoplastic components include, for example, polyethylene (PE), polypropylene (PP) and polyamide (PA). The artificial turf pieces may also include thermoset components such as polyurethane (PU) and latex that have strong crosslinks of the polymers that resist melting, as well as sand or other mineral infill that does not melt under the temperature/pressure conditions of the present disclosure. For example, in one embodiment, the predetermined temperature range is about 100°C to 400°C, however, in a preferred embodiment, the temperature of the material in the treatment chamber is about 110-240°C, in a more preferred embodiment, 110-210°C, and in a further preferred embodiment, 110-190°C. In one embodiment, the highest temperature of the predetermined temperature range is selected, for example by an operator of the melting system, below the melting temperature of the infill component having the lowest melting temperature of all infill components present in the artificial turf section or material mix. In another embodiment, the highest temperature of the predetermined temperature range is selected below the ignition temperature of the infill component having the lowest ignition temperature of all infill components present in the artificial turf section or material mix. As further described below in conjunction with FIG. 2, the system may have a database (or access to a database) from which the predetermined temperature is determined based on data entered into the system by the operator, such as the composition of the artificial turf.
別の実施形態において、処理チャンバの予め定められた最大圧力(または、処理チャンバの予め定められた最大圧力範囲)が、システムのオペレータによって選択されるか、または、オペレータによって制御ユニットに入力されたデータに基づいて制御ユニットによって決定される。一実施形態において、予め定められた最大圧力範囲は、約20bar(約2000kPa)未満、好ましい実施形態において、約0.8~20bar(約8~2000kPa)、より好ましい実施形態において、約10bar(約1000kPa)未満、更なる好ましい実施形態において、約8bar(約800kPa)未満である。これらの圧力で処理チャンバを操作することによって、融解システムのコンポーネントにいかなる損傷または過剰な摩耗も与えることなく、最大85wt%のケイ砂インフィルなどの堅い研磨性成分(すなわち、約6より大きいモース硬度)を有する材料をチャンバにおいて処理することを可能にする。図2と併せて下で更に説明されるように、システムは、データベース(またはデータベースへのアクセス)を有し得、そこから、人工芝の組成など、オペレータによってシステムに入力されたデータに基づいて、最大圧力(または最大圧力範囲)が決定される。 In another embodiment, the predetermined maximum pressure of the processing chamber (or the predetermined maximum pressure range of the processing chamber) is selected by the operator of the system or is determined by the control unit based on data entered into the control unit by the operator. In one embodiment, the predetermined maximum pressure range is less than about 20 bar (about 2000 kPa), in a preferred embodiment, about 0.8-20 bar (about 8-2000 kPa), in a more preferred embodiment, less than about 10 bar (about 1000 kPa), and in a further preferred embodiment, less than about 8 bar (about 800 kPa). Operating the processing chamber at these pressures allows materials having a hard abrasive content (i.e., Mohs hardness greater than about 6), such as up to 85 wt. % silica sand infill, to be processed in the chamber without any damage or excessive wear to the melting system components. As further described below in conjunction with FIG. 2, the system may have a database (or access to a database) from which the maximum pressure (or maximum pressure range) is determined based on data entered into the system by an operator, such as the composition of the artificial turf.
さらに、段階112は任意選択で、入力ポートを介して芝断片(または混合材料)と共に、または、芝断片(または混合材料)がチャンバに導入されて回転混合され、および/または、入力ポートから出力ポートの方向へ前方に並進移動されたいくらか後に、1または複数の添加剤をチャンバに追加することを含み得る。例えば、添加剤は、材料を着色するための1または複数の染料または色素、材料がチャンバを流れることを補助して融解システムの表面に対する材料混合物の接着を防止する1または複数のポリマー、難燃材、および/または、段階104~106において人工芝から分離された、測定された量の砂インフィル成分および/またはパフォーマンスインフィルなどの測定された量の鉱物材料を含み得る。 Further, step 112 may optionally include adding one or more additives to the chamber along with the grass pieces (or mixed material) through the input port or sometime after the grass pieces (or mixed material) have been introduced into the chamber and tumble mixed and/or translated forward from the input port to the output port. For example, the additives may include one or more dyes or pigments to color the material, one or more polymers to aid in the flow of the material through the chamber and prevent adhesion of the material mixture to the surfaces of the melting system, fire retardants, and/or a measured amount of a mineral material, such as a measured amount of a sand infill component and/or a performance infill, that was separated from the artificial turf in steps 104-106.
本開示の一実施形態において、融解物によって製造された製品に所望の色を付与するように混合物の色を変更するべく、Fe2O3レッドまたはCr2O3グリーンなどの色素が処理チャンバに追加され得る。実施形態によれば、色素の追加は、材料混合物の0.2~1.5wt%の範囲である。さらに、色素は、最終生成物を紫外線による風化および酸化プロセスから保護するために、ヒンダードアミン光安定剤(HALS)のような紫外線安定化剤および/またはフェノール紫外線吸収剤および/または酸化防止剤および/または脱酸素剤を追加的に含み得る色マスターバッチの形式で追加され得る。例えば、材料および材料の結果的な製品のハプティクス、外観、および/またはパフォーマンスを改善するための他の添加剤も追加され得る。 In one embodiment of the present disclosure, pigments such as Fe2O3 Red or Cr2O3 Green may be added to the processing chamber to modify the color of the mixture to impart a desired color to the product produced by the melt. According to an embodiment, the pigment addition ranges from 0.2 to 1.5 wt% of the material mixture. Furthermore, the pigments may be added in the form of a color masterbatch that may additionally include UV stabilizers such as hindered amine light stabilizers (HALS) and/or phenolic UV absorbers and/or antioxidants and/or oxygen scavengers to protect the final product from UV weathering and oxidation processes. Other additives may also be added, for example, to improve the haptics, appearance, and/or performance of the material and the resulting product of the material.
本開示の別の実施形態において、1または複数のポリマー、例えば、典型的にはメルトフローインデックス0.8~5.0(例えば、190℃で10分あたり2.16kg)のポリエチレンを含む人工芝の繊維押出(繊維切断)からの生成廃棄物が追加され得、処理チャンバにおける材料混合物または芝断片の回転および/または並進流れを補助し、芝断片の材料混合物における鉱物材料(例えば砂)の同質性を増加させるように補助する。追加され得る他のポリマーは、海洋(すなわち、海洋プラスチック)または埋立地から回収されたプラスチックなどの廃棄プラスチックおよび経年プラスチックを含む。 In another embodiment of the present disclosure, one or more polymers, such as waste product from fiber extrusion (fiber cutting) of artificial turf, including polyethylene, typically with a melt flow index of 0.8-5.0 (e.g., 2.16 kg per 10 minutes at 190° C.), may be added to aid in the rotational and/or translational flow of the material mixture or turf pieces in the treatment chamber and to aid in increasing the homogeneity of mineral materials (e.g., sand) in the material mixture of the turf pieces. Other polymers that may be added include waste plastics and aged plastics, such as plastics recovered from the ocean (i.e., marine plastics) or landfills.
一実施形態において、フッ素化ポリマーが材料混合物または芝断片に追加され、チャンバ壁、入力/出力ポートおよび混合ユニットの表面など、融解システムのコンポーネント表面に対する材料混合物の付着を防止または減少させる。融解システムのコンポーネント表面に対する材料混合物の任意の付着は、材料混合物のポリマー成分が、高温ベーキングプロセスを介して熱劣化して結果として生成物の品質が悪くなるというリスクを増加させる。一実施形態において、ポリテトラフルオロエチレン(PTFE)などのフッ素化ポリマーが、材料混合物の約0.01~0.06wt%の量だけ追加される。しかしながら、砂などの材料混合物における鉱物成分は、処理チャンバにおけるポリマーのベーキングを妨げるので、また、材料混合物の実施形態は、異例に高い鉱物含有量(例えば、最大85wt%)を含むので、フッ素化ポリマーの量は、0.01~0.06wt%のより低い範囲であり得、0.01wt%より低いことさえあり得る。一実施形態において、フッ素化ポリマーは材料混合物に追加されない。 In one embodiment, a fluorinated polymer is added to the material mixture or grass fragments to prevent or reduce adhesion of the material mixture to melting system component surfaces, such as chamber walls, input/output ports, and surfaces of the mixing unit. Any adhesion of the material mixture to melting system component surfaces increases the risk that the polymer components of the material mixture will thermally degrade through the high temperature baking process, resulting in poor product quality. In one embodiment, a fluorinated polymer such as polytetrafluoroethylene (PTFE) is added in an amount of about 0.01-0.06 wt% of the material mixture. However, because mineral components in the material mixture, such as sand, prevent baking of the polymer in the processing chamber, and because embodiments of the material mixture include unusually high mineral content (e.g., up to 85 wt%), the amount of fluorinated polymer may be in the lower range of 0.01-0.06 wt%, or even lower than 0.01 wt%. In one embodiment, no fluorinated polymer is added to the material mixture.
フッ素化ポリマーの代替として、本開示の別の実施形態によれば、シリコーン重合体などの非フッ素化物質、ポリエチレングリコール、または、ホウ酸塩によって硬化されたシラノールもしくはポリオールなどの粘弾性物質、または、それらの組み合わせが材料混合物に追加され得、チャンバ壁、入力/出力ポートおよび混合ユニットの表面などの融解システムのコンポーネント表面に対する材料混合物の付着を防止または減少させる。非フッ素化添加剤の使用の結果、融解システムによる人工芝断片の処理から生じる毒性廃棄生成物が少なくなる。 As an alternative to fluorinated polymers, according to another embodiment of the present disclosure, non-fluorinated materials such as silicone polymers, polyethylene glycols, or viscoelastic materials such as borate cured silanols or polyols, or combinations thereof, may be added to the material mixture to prevent or reduce adhesion of the material mixture to the surfaces of components of the melting system, such as chamber walls, input/output ports, and surfaces of the mixing unit. The use of non-fluorinated additives results in less toxic waste products resulting from the processing of artificial turf fragments through the melting system.
ケイ砂を除く芝材料成分は一般に可燃性である。したがって、本開示の一実施形態によれば、 アルミニウムトリヒドロキシド(ATH)、MgCl2またはポリリン酸アンモニウムなどの難燃添加剤が材料混合物の約5~60wt%の割合で追加され得る。しかしながら、砂などの材料混合物における鉱物成分は、難燃効果を有するので、また、材料混合物の実施形態は異例に高い鉱物含有量(例えば、最大85wt%)を含むので、難燃添加剤の量は、5~60wt%のより低い範囲であり得るか、もしくは、5wt%より低いことがあり得、または、材料混合物にまったく追加されないことがあり得る。 Turf material components, except for silica sand, are generally flammable. Therefore, according to one embodiment of the present disclosure, a fire retardant additive, such as aluminum trihydroxide (ATH), MgCl2, or ammonium polyphosphate, may be added at a rate of about 5-60 wt% of the material mixture. However, because mineral components in the material mixture, such as sand, have a fire retardant effect, and because embodiments of the material mixture include unusually high mineral content (e.g., up to 85 wt%), the amount of fire retardant additive may be in the lower range of 5-60 wt%, or may be lower than 5 wt%, or may not be added to the material mixture at all.
別の実施形態によれば、チャンバにおける材料の厳密な鉱物含有量が知られ制御されるように、測定された量の砂または他の鉱物材料が芝断片に追加される。例えば、チャンバにおける材料の融解物から作成された最終生成物が、生成物の表面と外部物体(例えば、表面に接触するボール、人、または機械など)との間の特定の量の静摩擦および/または動摩擦、および/またはそのような外部物体との接触の結果に対する特定のアクションを必要とする場合、測定された量の砂、他の鉱物、および/または、他の堅い研磨性材料(天然または合成)がチャンバにおける芝断片に追加され、最終生成物の所望の特性を生じさせ得る。例えば、芝断片および鉱物を含む材料(鉱物は材料の最大85wt%を構成し、好ましい実施形態において、20~85wt%である)を作成するために鉱物がチャンバに追加され得る。例えば、砂などの鉱物が、チャンバにおける芝断片に追加され得、そのような砂の量は、チャンバにおける材料の20~30wt%、30~40wt%、40~50wt%、50~60wt%、60~70wt%、70~80wt%または80~85wt%のうちのいずれか1つである。 According to another embodiment, a measured amount of sand or other mineral material is added to the turf pieces so that the exact mineral content of the material in the chamber is known and controlled. For example, if the final product created from the melt of the material in the chamber requires a specific amount of static and/or kinetic friction between the surface of the product and an external object (e.g., a ball, person, or machine contacting the surface, etc.) and/or a specific action as a result of contact with such an external object, a measured amount of sand, other minerals, and/or other hard abrasive material (natural or synthetic) can be added to the turf pieces in the chamber to produce the desired characteristics of the final product. For example, minerals can be added to the chamber to create a material that includes turf pieces and minerals (wherein the minerals make up up to 85 wt% of the material, and in a preferred embodiment, is 20-85 wt%). For example, minerals such as sand can be added to the grass fragments in the chamber, with the amount of such sand being any one of 20-30 wt%, 30-40 wt%, 40-50 wt%, 50-60 wt%, 60-70 wt%, 70-80 wt%, or 80-85 wt% of the material in the chamber.
段階114において、入力ポートから出力ポートへチャンバを前方に移動した材料の一部(すなわち、鉱物と混合された芝断片または予混合材料混合物)は、出力ポートに到達する前または到達したときに融解物の形態であり、出力ポートから出力される。本開示の一実施形態において、融解物は、1または複数のスレッドの形態で出力ポートから流れ、1または複数の鋳型の充填を含む成形プロセスに誘導され得る。別の実施形態において、スレッドが出力ポートを出るとき、1または複数のスレッドはセグメントに切断され、円筒状材料片が生じ得、これは、1または複数の鋳型に誘導される前に、材料バッファに一時的に貯蔵され得る。スレッドが出力ポートを出るとき、1または複数のスレッドはセグメントに切断され得るか、または、スレッドは水槽に誘導され、スレッドは水中でセグメントに切断され得る。本開示の範囲は、スレッドを切断して円筒状片を形成することに限定されず、出力ポートから任意の形状、サイズ、または設計に流れる融解物を切断および/または形成することを含む。 In step 114, a portion of the material (i.e., grass fragments mixed with minerals or premixed material mixture) that has traveled forward through the chamber from the input port to the output port is in the form of a melt before or when it reaches the output port and is output from the output port. In one embodiment of the present disclosure, the melt flows from the output port in the form of one or more threads and can be directed to a shaping process including filling one or more molds. In another embodiment, as the threads exit the output port, the one or more threads can be cut into segments resulting in cylindrical pieces of material that can be temporarily stored in a material buffer before being directed to one or more molds. As the threads exit the output port, the one or more threads can be cut into segments or the threads can be directed to a water bath and the threads can be cut into segments underwater. The scope of the present disclosure is not limited to cutting threads to form cylindrical pieces, but includes cutting and/or forming the melt that flows from the output port into any shape, size, or design.
鋳型における融解物が冷却して固化した後に、固化した融解物は鋳型から除去され、それにより、非押出鋳型鋳造品を提供する。一実施形態において、高圧下で融解物に力を加えてダイに通してダイキャスト製品を形成する既知の押出プロセスとは対照的に、チャンバ内で材料混合物を入力ポートから出力ポートの方向に前方に輸送する混合ユニットの動きによって生じるチャンバ圧力の力を受けているときだけ、または、例えば円筒チャンバが材料混合物を処理チャンバの長手方向に輸送している場合に、融解物は出力ポートを流れる。 After the melt in the mold cools and solidifies, the solidified melt is removed from the mold, thereby providing a non-extruded molded casting. In one embodiment, in contrast to known extrusion processes in which the melt is forced under high pressure through a die to form a die cast product, the melt flows through the output port only when subjected to the force of chamber pressure caused by the movement of a mixing unit transporting the material mixture forward within the chamber from the input port in the direction of the output port, or when, for example, a cylindrical chamber transports the material mixture longitudinally of the processing chamber.
成形プロセスの別の実施形態によれば、鋳型は、温度および/または圧力が制御された状態で、スレッドまたは実質的に円筒形状の片で充填され得る。例えば、鋳型が凡そ大気圧下においてスレッドまたは円筒状片で充填された後に、20~300bar(2000~30000kPa)の圧力が鋳型に塗布され得る。別の実施形態において、鋳型の内側表面をコーティングするためにタルカン粉末または既知の離型剤が鋳型に塗布され、それにより、固化時に鋳型から生成物を解放することを補助する。しかしながら、砂などの材料混合物における鉱物成分が離型剤として機能するので、本開示は、鋳型が離型剤でほとんどコーティングされない、またはまったくコーティングされない実施形態をカバーする。 According to another embodiment of the molding process, the mold may be filled with threads or substantially cylindrical pieces under temperature and/or pressure control. For example, a pressure of 20-300 bar (2000-30000 kPa) may be applied to the mold after the mold is filled with threads or cylindrical pieces at approximately atmospheric pressure. In another embodiment, talc powder or a known release agent is applied to the mold to coat the inner surface of the mold, thereby aiding in the release of the product from the mold upon solidification. However, since mineral components in the material mixture, such as sand, function as release agents, the present disclosure covers embodiments in which the mold is little or not coated with release agent at all.
更なる実施形態において、異なる表面色、光沢、および/または、鋳型鋳造品に対する触感を実現するために、インモールドコーティング(IMC)が使用される。IMCは、溶剤ベースまたは水溶性PUシステムで実現され得る。例えば、融解物が鋳型に配置される前に鋳型の内側表面にIMC化合物が塗布される。鋳型における融解物の冷却および硬化時に、IMCが鋳造成形品の外側面に付着し得、光沢のある外観を生成物に与え、生成物の外側表面の摩耗性を低減し、および/または、冷却および硬化した融解物が鋳型から除去されることを容易にする。 In a further embodiment, in-mold coating (IMC) is used to achieve different surface colors, glosses, and/or textures on the molded casting. IMC can be achieved with solvent-based or water-soluble PU systems. For example, an IMC compound is applied to the inner surface of the mold before the melt is placed in the mold. Upon cooling and hardening of the melt in the mold, the IMC can adhere to the outer surface of the cast part, imparting a glossy appearance to the product, reducing the abrasiveness of the outer surface of the product, and/or facilitating removal of the cooled and hardened melt from the mold.
一実施形態において、PTFEをスプレーすること、または、鋳型をPTFE溶液に浸すことによって、ポリテトラフルオロエチレン(PTFE)などのフルオロポリマーが鋳型の内側表面に塗布され得る。一実施形態によれば、鋳型コーティング化合物は、ニッケル80~83wt%、リン9~11wt%、およびPTFE8~9wt%から形成され得る。しかしながら、本開示の範囲は、二硫化タングステンなど、フルオロポリマーでない他の鋳型コーティング化合物をカバーする。 In one embodiment, a fluoropolymer such as polytetrafluoroethylene (PTFE) may be applied to the inner surface of the mold by spraying the PTFE or by immersing the mold in a PTFE solution. According to one embodiment, the mold coating compound may be formed from 80-83 wt% nickel, 9-11 wt% phosphorus, and 8-9 wt% PTFE. However, the scope of this disclosure covers other mold coating compounds that are not fluoropolymers, such as tungsten disulfide.
本開示の他の実施形態によれば、成形品は例えば、子供用運動場、または、例えば人工芝運動場の周囲に位置する経路構造物の衝撃緩和のためのコンポーネントとして、または、乗馬経路もしくは自転車用経路などの他の屋外活動に使用される経路として、または、運動施設の壁または壁のコンポーネントとして使用され得る。 According to other embodiments of the present disclosure, the molded article may be used, for example, as a component for shock mitigation in a children's playground or a pathway structure located around, for example, an artificial turf playground, or as a pathway used for other outdoor activities such as a horse riding path or a bicycle path, or as a wall or a component of a wall in an athletic facility.
一実施形態において、成形品の壁厚は、融解物の鉱物含有量(例えば、砂含有量)に依存する。一実施形態によれば、成形品の最低壁厚は約0.2mmであり得、好ましい実施形態において、壁厚は約2mmより大きい。より高い鉱物含有量の場合、例えば、95wt%の砂の場合、壁厚は約10mm以上であり得る。 In one embodiment, the wall thickness of the molded article depends on the mineral content (e.g., sand content) of the melt. According to one embodiment, the minimum wall thickness of the molded article may be about 0.2 mm, and in a preferred embodiment, the wall thickness is greater than about 2 mm. For higher mineral contents, e.g., 95 wt. % sand, the wall thickness may be about 10 mm or more.
図2は、本開示の実施形態による人工芝融解システム200の概略図である。融解システム200は、図1の段階112~114と併せて説明される人工芝断片または混合材料を処理するために使用され得る。 Figure 2 is a schematic diagram of an artificial turf melting system 200 according to an embodiment of the present disclosure. The melting system 200 may be used to process the artificial turf pieces or mixed material described in conjunction with steps 112-114 of Figure 1.
一実施形態において、融解システム200は、チャンバ壁204、近位端206および遠位端208を有するチャンバ202を含む。融解システム200は、近位端206に位置する1または複数の入力ポート210、および、遠位端208に位置する1または複数の出力ポート212を含む。図示されるように、チャンバ202は長手方向軸213を中心とした円筒形状であり、長手方向の長さL、および直径dを有する。長さLは直径dより大きい。しかしながら、本開示の範囲は、例えば、実質的に長方形または実質的に楕円状のチャンバなど、他の形状を有するチャンバ202をカバーする。別の実施形態によれば、チャンバ202の一部の長手方向断面を示す図3によって図示されるように、チャンバ壁204は、外側面214Aと、内側表面214Bと、チャンバ壁204の外側面214Aと接触する加熱素子217を含む少なくとも1つの加熱ユニット216とを含む。説明を容易にするために、2つの加熱ユニット216Aおよび216Bだけが示されているが、しかしながら、残りの加熱素子217は、他の加熱ユニット(示されない)のコンポーネントであり得、加熱ユニットは任意の数の加熱素子を含み得る。一実施形態において、加熱ユニットは、電子機器、サーモスタット、コントローラ、電源などを含み得、加熱素子は、チャンバ202の外側面214Aを包む円周状に包むよう構成される伝導ワイヤであり得る。加熱ユニットおよびその対応する加熱素子は、別個のエンクロージャに収容され、共に電気的に連結され得るか、または、加熱ユニットは、その対応する加熱素子を収容し得る。別の実施形態において(示されない)において、加熱素子の少なくとも一部が、外側面と内側表面214A、214Bとの間のチャンバ壁に含まれ得る。
In one embodiment, the melting system 200 includes a
再び図2を参照すると、融解システム200はまた、1または複数の混合ユニット218を含む。各混合ユニット218は、回転可能長手方向部分220および複数のミキサ222を含む。図示されるように、複数のミキサ222の各ミキサは、長手方向部分220に接続されたコネクタ部分224と、それぞれのコネクタ部分224に接続された混合部分226とを含む。コネクタ部分224は、チャンバ202の長手方向軸213に対して角度θで延在する。図2は1つの混合ユニット218だけを図示するが、本開示の範囲は、回転可能長手方向部分を各々有する2以上の混合ユニット218をカバーする。例えば、各回転可能長手方向部分(すなわち、回転可能軸)は平行に位置し得るが、混合ユニットが操作されている(すなわち回転している)ときに各混合ユニットの複数のミキサが互いに物理的に干渉しないように、チャンバ202の長手方向軸213と一致しない。
Referring again to FIG. 2, the melting system 200 also includes one or more mixing units 218. Each mixing unit 218 includes a rotatable
一実施形態において、コネクタ部分224は、長手方向軸213に対して角度θを形成し、0≦θ≦180である。一実施形態において、角度θは、混合部分226の表面積、コネクタ部分224の長さL、および/または、混合部分226の表面228の全体的形状(例えば、平坦、凹状、凸状)に基づき得る。一実施形態によれば、θの値、混合部分226の表面積、および/または、混合部分226の表面228の全体的形状は、チャンバ202における材料230が効果的に回転混合および並進的に進行する(すなわち、チャンバ202の近位端206からチャンバ202の遠位端208へ前方に移動する、または換言すれば、チャンバ202の長手方向軸213に平行に移動する)ように決定される。明確にするために、チャンバ202における材料230の一部だけが図示される。一実施形態において、材料230は、材料混合物、または、追加された鉱物を有する芝断片であり得る。別の実施形態において、材料230は、芝断片および追加された鉱物と材料混合物との組み合わせであり得る。材料230の組成は、材料混合物、芝断片および追加された鉱物、または、両方の組み合わせが1または複数の入力ポート210を介して融解システム200に供給されるかどうかに依存する。加えて、近位端206および遠位端208に関してチャンバ内のどこに位置するかに依存して、材料230は半融解状態であり得る。本開示の意味内において、チャンバにおける材料は、長手方向軸213を中心とした長手方向部分220の数回の回転(例えば、1~5回転)の後に効果的に回転混合および並進され、チャンバ202における第1位置の任意の材料230は、チャンバにおける第2の近くの位置(示されない)に移動する。
In one embodiment, the
本開示の一実施形態において、1または複数の混合部分226はパドルとして構成される。パドル226は、楕円、球、または、多角形の形状であり得、例えば、滑らかな、粗い、またはギザギザの表面228を有し得る。図4によって図示されるように、距離dwは、外側パドル縁部232(すなわち、チャンバ壁204の内側表面214Bに最も近いパドルの縁部)とチャンバ壁204の内側表面214Bとの間の距離である。距離dwは、チャンバ202内に配置された芝断片または材料混合物の最大平均サイズ、長手方向軸213に平行なチャンバ202内の材料230のスループット(すなわち、流量)、パドル226の回転速度、および、人工芝断片に存在する砂または他の研磨インフィルの重量パーセントの平均的な量のうちの1または複数に依存し得る。パドル226の回転移動によって生じるチャンバ圧力は、パドル226の回転(すなわち、角)速度だけでなく、距離dwにも依存し得る。一実施形態において、dwは、人工芝断片または材料混合物の平均サイズ以上であり、別の実施形態において、最大またはほぼ最大の人工芝断片または材料混合物のサイズに等しい。
In one embodiment of the present disclosure, the one or
再び図2を参照すると、本開示の別の実施形態によれば、融解システム200は電源234および制御ユニット236を備える。電源234は、混合ユニット218の回転可能長手方向部分220に機械的に連結され、ある範囲の角速度で長手方向部分220を回転させるよう構成される。
Referring again to FIG. 2, according to another embodiment of the present disclosure, the melting system 200 includes a power source 234 and a control unit 236. The power source 234 is mechanically coupled to the rotatable
制御ユニット236は、チャンバ壁204の電源234および加熱ユニット216に電気的に連結される。制御ユニット236は、処理ユニット238、データベース242を含むメモリ240および入力/出力ユーザインタフェース244のうちの1または複数を含み得る。一実施形態において、制御ユニット236は、処理ユニット238を含み、メモリ240および/またはI/Oユーザインタフェース244は外部コンピュータまたはコンピューティングシステム(示されない)のコンポーネントである。
The control unit 236 is electrically coupled to the power source 234 and the heating unit 216 of the
一実施形態において、制御ユニット236はデータベース242にアクセスし、ユーザI/Oインタフェース244を介してユーザ入力を受信し、混合ユニット218の長手方向部分220の回転速度およびチャンバ202の予め定められた温度(すなわち動作温度)を決定し得る。制御ユニット236は、決定された回転速度を実現するために電源234を制御し、決定された予め定められた温度を実現するために加熱素子216を制御し得る。制御ユニット236はまた、電源234によって電気的に駆動される。
In one embodiment, the control unit 236 can access the database 242 and receive user input via the user I/O interface 244 to determine the rotational speed of the
処理ユニット238は、マイクロプロセッサおよび/またはマイクロコントローラなどの中央処理ユニットであり得、I/Oインタフェース244は、ディスプレイ、および、キーパッドまたはタッチ画面などのオペレータ入力部を含み得る。メモリ240は、処理チャンバ202の動作を制御する実行可能プログラムを記憶するよう構成され得る。例えば、メモリ240または外部メモリ、外部ハードドライブ、および/または、外部コンピュータ(示されない)は、複数予め定められた処理チャンバ動作温度および/または複数の予め定められた処理チャンバ動作温度範囲および/または人工芝組成のセットを有するデータベース242を記憶し得る。予め定められた各温度および/または予め定められた温度範囲は、人工芝組成の固有セットに対応する。例えば、人工芝組成は、砂、他のインフィル、ポリプロピレン、ポリエチレン、ポリウレタン、熱可塑性、熱硬化性材料、および接着剤のうちの1または複数のパーセントを含む、人工芝の各成分の重量パーセントを含み得る。一実施形態において、オペレータは、I/Oインタフェース244を介して、融解システム200によって処理される人工芝の組成、予め定められた最大圧力(または予め定められた最大圧力範囲)、混合レート、および/または、スループットレート、または、それらの任意の組み合わせを入力し得る。
The processing unit 238 may be a central processing unit such as a microprocessor and/or a microcontroller, and the I/O interface 244 may include a display and an operator input such as a keypad or touch screen. The memory 240 may be configured to store executable programs that control the operation of the
制御ユニット236は、予め定められた温度、予め定められた最大圧力、人工芝組成、混合レートおよび/またはスループットレートなどのオペレータ入力の受信時に、融解システム200を制御するためにメモリ240に記憶されたプログラム(すなわちソフトウェア)を実行する。例えば、制御ユニット236は、オペレータ入力部だけ、データベース242に記憶されたデータだけ、または、両方の組み合わせに基づいて、処理時間の長さ、チャンバ温度、スループットレート、混合レートおよび/またはチャンバ202における最大圧力を制御し得る。
The control unit 236 executes a program (i.e., software) stored in the memory 240 to control the melting system 200 upon receiving operator inputs, such as a predetermined temperature, a predetermined maximum pressure, a synthetic turf composition, a mixing rate, and/or a throughput rate. For example, the control unit 236 may control the length of treatment time, the chamber temperature, the throughput rate, the mixing rate, and/or the maximum pressure in the
一実施形態において、予め定められたチャンバ温度は、オペレータによって選択されるか、または、人工芝の組成のオペレータ入力に基づいて制御ユニット236によって決定される。制御ユニット236は次に、データベース242にアクセスし、データベース242の温度/組成データベーステーブル(示されない)から予め定められた温度を決定し得る。一実施形態において、予め定められた温度(または温度範囲)は、人工芝の熱可塑性成分の各々の融解温度以上である。 In one embodiment, the predetermined chamber temperature is selected by an operator or determined by the control unit 236 based on operator input of the composition of the artificial turf. The control unit 236 may then access the database 242 and determine the predetermined temperature from a temperature/composition database table (not shown) of the database 242. In one embodiment, the predetermined temperature (or temperature range) is at or above the melting temperature of each of the thermoplastic components of the artificial turf.
別の実施形態において、処理チャンバ202の予め定められた最大圧力は、オペレータによって選択されるか、または、人工芝断片のインフィルの重量パーセントに基づいて制御ユニット236によって決定される。実施形態によれば、インフィルの重量パーセント、または、好ましくは、人工芝断片の鉱物インフィルなどの研磨インフィル、および/または、パフォーマンスインフィルのうちの1または複数、および/または、天然繊維インフィルのうちの1または複数の重量パーセントが増加するにつれて、材料230を回転混合し、加熱し、入力ポート210から出力ポート212へ前方に移動させることを含む、断片または材料混合物の処理中のチャンバ202の予め定められた最大圧力は減少し、これにより、融解システム200のコンポーネントに対する摩耗(例えば、ミキサ222、チャンバ壁204、入力/出力ポート210、212に対する摩耗)を低減し、および/または、チャンバ202における材料230全体の温度変動を引き起こし得る摩擦熱の発生を低減する。
In another embodiment, the predetermined maximum pressure of the
別の実施形態において、制御ユニット236によって決定される、または、オペレータ入力として制御ユニット236によって受信される予め定められた最大圧力は、チャンバ202の内側の材料230を回転混合するための材料230の最大スループットレートおよび/または最大混合レート(例えば、混合ユニット226の長手方向部分220の回転速度)を決定するために、制御ユニット236によって使用され得、それより上では、チャンバ202の内側の圧力は予め定められた最大圧力を超え得る。
In another embodiment, a predetermined maximum pressure determined by the control unit 236 or received by the control unit 236 as an operator input may be used by the control unit 236 to determine a maximum throughput rate and/or a maximum mixing rate (e.g., a rotational speed of the
制御ユニット236は、1または複数のプロセッサまたは処理ユニット、貯蔵システム、メモリユニット、および、メモリユニットを含む様々なシステムコンポーネントをプロセッサに連結するバスを備え得るが、これに限定されない。貯蔵システムは、例えばハードディスクドライブ(HDD)を含み得る。メモリユニットは、ランダムアクセスメモリ(RAM)および/またはキャッシュメモリなどの揮発性メモリの形態のコンピュータシステム可読媒体を含み得る。 The control unit 236 may include, but is not limited to, one or more processors or processing units, a storage system, a memory unit, and a bus coupling various system components, including the memory unit, to the processor. The storage system may include, for example, a hard disk drive (HDD). The memory unit may include computer system readable media in the form of volatile memory, such as random access memory (RAM) and/or cache memory.
図5は、本開示の実施形態による一次ミキサ500の概略的である。一次ミキサ500は入力502および出力504を有する。本開示による一実施形態において、一次ミキサ502の入力は、人工芝断片および砂などの鉱物を受信する。図1の段階106において分離された砂は、一次ミキサ内に入力される鉱物として使用され得る。一実施形態において、所定量の鉱物が人工芝断片と共に一次ミキサに追加される。砂の所定量は、最終成形品における選択された砂の量、および、人工芝断片に残る残留鉱物インフィルの量に依存する。一次ミキサ500は、入力502を介して、人工芝断片および追加された鉱物を受け、人工芝断片および追加された鉱物を混合し、出力504を介して融解システム200の1または複数の入力ポート210に材料混合物を提供する。
5 is a schematic of a
一実施形態において、材料混合物における鉱物含有量が材料混合物の最大85wt%、好ましい実施形態において、20~85wt%となるように、ある量の鉱物が追加される。例えば、砂などの鉱物が一次ミキサに追加され得、砂の量は、材料混合物の20~30wt%、30~40wt%、40~50wt%、50~60wt%、60~70wt%、70~80wt%、または、80~85wt%のいずれか1つである。 In one embodiment, an amount of minerals is added such that the mineral content in the material mixture is up to 85 wt% of the material mixture, and in a preferred embodiment, 20-85 wt%. For example, minerals such as sand may be added to the primary mixer, with the amount of sand being any one of 20-30 wt%, 30-40 wt%, 40-50 wt%, 50-60 wt%, 60-70 wt%, 70-80 wt%, or 80-85 wt% of the material mixture.
一次ミキサは、小型化された人工芝または他の合成および/または非合成生地などの細断および/または粉砕生成物を混合するための従来の工業ミキサを含む。一次ミキサは、当技術分野において既知であり、更に詳細に説明されない。 The primary mixer comprises a conventional industrial mixer for mixing shredded and/or ground products such as compacted artificial turf or other synthetic and/or non-synthetic fabrics. Primary mixers are known in the art and will not be described in further detail.
図6は、本開示の実施形態による、本明細書に開示される人工芝を処理するための方法によって形成されるフロアパネル600の概略図である。
Figure 6 is a schematic diagram of a
一実施形態によれば、フロアパネル600は、本明細書において開示される人工芝を処理するための方法を介して形成される鋳型鋳造品である。図1の段階114によって説明されるように、融解物は、1または複数のスレッドの形態で出力ポートから流れ、フロアパネル鋳型として構成される1または複数のフロア鋳型の充填を含む成形プロセスへ誘導され得る。別の実施形態において、スレッドが出力ポートを出るとき、1または複数のスレッドはセグメントに切断され、円筒状材料片が生じ得、これは、1またはフロアパネル鋳型に誘導される前に、材料バッファに一時的に貯蔵され得る。
According to one embodiment, the
一実施形態において、1または複数のフロアパネル鋳型は、上面602と、上面に実質的に平行な下面604と、上面および下面に実質的に垂直な1または複数の側面606とを有する1または複数のフロアパネルを提供するよう構成される。フロアパネル600は4辺の多角形の形状であり、この例示的な実施形態において、正方形または長方形の多角形であるが、本開示の範囲は、単一の連続する側面(すなわち、不連続性を有しない、例えば、面の表面において尖った縁部または切れ目を有しない側面)だけを含む、任意の数の側面を有する任意の形状のフロアパネルをカバーする。
In one embodiment, the one or more floor panel molds are configured to provide one or more floor panels having an
一実施形態において、方法100(図1)は更に、1または複数の側面606の各々を1または複数の隣接するフロアパネル(示されない)の1または複数の側面のそれぞれに取り付けてフロアパネルを1または複数の隣接するフロアパネルに固定するために接着剤を1または複数の側面606に塗布する段階を含む(任意選択の段階116)。このようにして、複数のフロアパネルが互いに接続され、所定位置に係止されたフロアパネルを有するフロアを形成し得る。本開示の範囲は、糊、テープなどのすべての接着剤をカバーする。 In one embodiment, the method 100 (FIG. 1) further includes applying adhesive to the one or more sides 606 to attach each of the one or more sides 606 to one or more respective sides of one or more adjacent floor panels (not shown) to secure the floor panel to the one or more adjacent floor panels (optional step 116). In this manner, multiple floor panels may be connected together to form a floor having floor panels locked in place. The scope of this disclosure covers all adhesives such as glue, tape, etc.
図7は、本開示の別の実施形態による、本明細書に開示された人工芝を処理するための方法によって形成されるフロアパネル700の概略図である。一実施形態によれば、フロアパネル700は、本明細書において開示される人工芝を処理するための方法を介して形成される鋳型鋳造品である。
Figure 7 is a schematic diagram of a
一実施形態において、1または複数のフロアパネル鋳型は、上面702と、上面に実質的に平行な下面704と、1または複数の側面706とを有する1または複数の1または複数のフロアパネルを提供するよう構成される。図示されるように、1または複数の側面706の各側面の少なくとも一部は1または複数のフランジ708を含む。側面706の各々のフランジ708は、フロアパネル700を隣接するフロアパネルに接続するために、隣接するフロアパネルの側面のそれぞれのフランジに適合するよう構成される。例えばフランジ708Aは、第1の隣接するフロアパネル712の相補的に構成されたフランジ710Aに適合するよう構成され、フランジ708Bは、第2の隣接するフロアパネル714の相補的に構成されたフランジ710Bに適合するよう構成される。
In one embodiment, the one or more floor panel molds are configured to provide one or more floor panels having an
図7はまた、本開示の更に別の実施形態による、本明細書に開示される人工芝を処理するための方法によって形成される例示的な任意選択のフロアパネルコンポーネント716を図示する。一実施形態によれば、フロアパネル716は、本明細書に開示される人工芝を処理するための方法を介して成形品として形成された係止コンポーネントである。しかしながら、本開示の範囲は、2以上のパネルまたは他の品目(例えば、壁パネル、窓、窓枠など)を共に強固に固定するための一般に知られている市販の任意の係止コンポーネントをカバーする。任意選択の係止コンポーネント716は、隣接するフロアパネルを互いに所定位置に係止するために、隣接するフロアパネル700、712、714および720の上表面702において形成される任意選択の相補的係止コンポーネントリセス718に係合するよう構成される。フロアパネル鋳型(示されない)のうちの1または複数は、1または複数の係止コンポーネントリセス718をフロアパネル700に提供するよう構成され得る。
7 also illustrates an exemplary optional
しかしながら、本開示の範囲は、係止コンポーネントリセスを有しないフロアパネルをカバーする。本実施形態において、一対の相補フランジが、任意選択の係止コンポーネント716無しで、隣接するフロアパネル700、712、714および720を互いに所定位置に係止する。
However, the scope of this disclosure covers floor panels that do not have a locking component recess. In this embodiment, a pair of complementary flanges lock
図8は、本開示の別の実施形態による、本明細書において開示される人工芝を処理するための方法によって形成されるフロアパネル800の概略図である。一実施形態によれば、フロアパネル800は、本明細書において開示される人工芝を処理するための方法を介して形成される鋳型鋳造品である。
Figure 8 is a schematic diagram of a
一実施形態において、1または複数のフロアパネル鋳型は、上面802と、上面に実質的に平行な下面804と、1または複数の側面806とを有する1または複数の1または複数のフロアパネルを提供するよう構成される。図示されるように、1または複数の側面806の各側面の少なくとも一部は、ダボ808およびダボリセス810(すなわち、隣接するフロアパネルのダボを受けるよう構成されるリセス)、および/または、フック812およびフックリセス814(すなわち、隣接するフロアパネルのフックを受けるよう構成されるリセス)を含む。図示されないが、本発明の範囲は、フロアパネル800などのフロアパネルをカバーし、1または複数の側面806の各側面の少なくとも一部は、ダボ808およびダボリセス810のうちの1または複数、フック812およびフックリセス814、ならびに、図7に図示されるフランジ708のうちの1または複数の任意の組み合わせを含む。
In one embodiment, the floor panel mold or molds are configured to provide one or more floor panels having an
ダボ808および/またはフック812は、本明細書に開示される人工芝を処理するための方法を介して形成されるフロアパネル800の一体の連続部分、または、本明細書に開示される人工芝を処理するための方法によって、それぞれのフロアパネルコンポーネント鋳型(示されない)を使用して形成され、次に、接着剤、または、ポリマーベースの製品を共に取り付ける、当技術分野において既知の他の手段を介してフロアパネル800に取り付けられるフロアパネルコンポーネント、または、当技術分野において既知の手段を介してフロアパネル800に取り付けられる市販のダボおよびフックであり得る。
The
一実施形態において、ペグまたはピン(示されない)が、表面開口部816に挿入され、ダボ808をそれぞれのダボリセス810において所定位置に固定する(すなわち、係止する)ためにダボ開口部818に通され得る。別の実施形態において、フロアパネル800のフック812を隣接する隣のフロアパネルのフックリセスに挿入したとき、および、フックリセス810が隣接する隣のフロアパネルのフックを受けたとき、フック812がそれぞれの各フックリセス内の所定位置に係止されるように、フロアパネルは、互いに関して横方向820に移動され得る。ダボリセス810は、ダボ開口部818がそれぞれの表面開口部816と一致するように、対応するダボ808がダボリセス810内で横方向にスライドすることを可能にするよう構成され得る。
In one embodiment, a peg or pin (not shown) may be inserted into the
図9は、本開示の別の実施形態による、本明細書に開示される人工芝を処理するための方法によって形成されるフロアパネル900の概略図である。一実施形態によれば、フロアパネル900は、本明細書において開示される人工芝を処理するための方法を介して形成される鋳型鋳造品である。
Figure 9 is a schematic diagram of a
一実施形態において、1または複数のフロアパネル鋳型は、上面902と、上面に実質的に平行な下面904と、1または複数の側面906とを有する1または複数の1または複数のフロアパネルを提供するよう構成される。フロアパネル900および同一の方式で構成された隣接するフロアパネル(示されない)は、フロアパネルを共に接続するための凸部および溝係止機構を有する。
In one embodiment, the floor panel mold or molds are configured to provide one or more floor panels having an
一実施形態において、フロアパネル900の各側面906の少なくとも一部は、凸部908を受けるための対応する溝および溝910に受けるための対応する凸部を有する、隣接するフロアパネル(示されない)にフロアパネル900を接続するための凸部908および溝910を有するように構成される。凸部908および/または溝910は、フロアパネル900に凸部908および溝910を提供するためのそれぞれの構造を有する1または複数の鋳型を使用して、本明細書に開示される人工芝を処理するための方法を介して形成されたフロアパネル800の一体の連続部分であり得る。鋳型および鋳型鋳造は既知であり、当業者は、フロアパネル900を形成するための1または複数の鋳型を設計するための必須の知識を有する。
In one embodiment, at least a portion of each
任意選択的に、フロアパネル900は、凸部開口部912および/または表面溝開口部914を含み、これにより、表面溝開口部914によって受けられ、それぞれの溝に受けられた凸部のそれぞれの凸部開口部912を通るよう構成されるピンまたはペグ916を介して、隣接するフロアパネルを共に固定する。
Optionally, the
図10は、本開示の別の実施形態による、本明細書に開示される人工芝を処理するための方法によって形成されたフロアパネル1000の概略図である。一実施形態によれば、フロアパネル1000は、本明細書において開示される人工芝を処理するための方法を介して形成される鋳型鋳造品である。
Figure 10 is a schematic diagram of a
フロアパネル1000は、フロアパネル900と同様であり、同様の参照番号は同一の構造を表す。一実施形態において、1または複数のフロアパネル鋳型は、上面902と、上面に実質的に平行な下面1004と、1または複数の側面1006とを有する1または複数の1または複数のフロアパネルを提供するよう構成される。しかしながら、フロアパネル900のスロット910を作成するための対応する構造を有する1または複数の鋳型を使用して成形プロセス中に形成される、図9によって図示されるフロアパネル900と併せて開示されるスロット910を形成するのと対照的に、フロアパネル1000の製造に関連する1または複数の鋳型は、フロアパネル1000の下表面1004における1または複数のフランジ1008を提供するよう、および、図示されるフロアパネル1000の1または複数のスロット910を形成するために1または複数のフランジ1008によって受けられるよう構成される1または複数のフロアパネルコンポーネント(例えば、1または複数のプレート1010)を提供するよう構成される。
The
フロアパネル1000および同一の方式で構成された隣接するフロアパネル(示されない)は、フロアパネルを共に接続するための凸部および溝係止機構を有する。
コンピュータシステムは典型的には様々なコンピュータシステム可読媒体を含む。そのような媒体は、コンピュータシステムからアクセス可能な任意の利用可能な媒体であり得、揮発性媒体および不揮発性媒体、リムーバブル媒体および非リムーバブル媒体の両方を含む。 A computer system typically includes a variety of computer system-readable media. Such media may be any available media accessible by the computer system and includes both volatile and nonvolatile media, removable and non-removable media.
本開示の態様は、発明の実施形態による、方法、装置(システム)、コンピュータプログラム製品のフローチャート図および/またはブロック図を参照して本明細書において説明される。フローチャート図および/またはブロック図、またはその両方の各ブロック、ならびに、フローチャート図および/またはブロック図、またはその両方のブロックの組み合わせは、コンピュータ可読プログラム命令によって実装することができることが理解されよう。 Aspects of the present disclosure are described herein with reference to flowchart illustrations and/or block diagrams of methods, apparatus (systems), and computer program products according to embodiments of the invention. It will be understood that each block of the flowchart illustrations and/or block diagrams, and combinations of blocks in the flowchart illustrations and/or block diagrams, can be implemented by computer readable program instructions.
本開示の実施形態は、システム、方法、製品、および/またはコンピュータプログラム製品であり得る。コンピュータプログラム製品は、プロセッサに本発明の態様を実行させるためのコンピュータ可読プログラム命令をその上に有するコンピュータ可読記憶媒体(または複数の媒体)を含み得る。 Embodiments of the present disclosure may be systems, methods, products, and/or computer program products. The computer program product may include a computer-readable storage medium (or media) having computer-readable program instructions thereon for causing a processor to perform aspects of the present invention.
コンピュータ可読記憶媒体は、命令実行デバイスにより使用される命令を保持および記憶し得る有形デバイスであり得る。コンピュータ可読記憶媒体は、例えば、電子記憶デバイス、磁気記憶デバイス、光学記憶デバイス、電磁記憶デバイス、半導体記憶デバイス、または上述のものの任意の好適な組み合わせであり得るが、これらに限定されるものではない。コンピュータ可読記憶媒体のより具体的な例の非網羅的リストは、ポータブルコンピュータディスケット、ハードディスク、ランダムアクセスメモリ(RAM)、リードオンリメモリ(ROM)、消去可能プログラマブルリードオンリメモリ(EPROMまたはフラッシュメモリ)、スタティックランダムアクセスメモリ(SRAM)、ポータブルコンパクトディスクリードオンリメモリ(CD-ROM)、デジタル多用途ディスク(DVD)、メモリスティック、フロッピディスク、パンチカードまたは命令が記録されている溝内の隆起構造などの機械的にエンコードされたデバイス、および、上述のものの任意の好適な組み合わせを含む。コンピュータ可読記憶媒体は、本明細書において使用される場合、電波もしくは他の自由に伝搬する電磁波、導波路もしくは他の伝送媒体を通じて伝搬する電磁波(例えば、光ファイバケーブルを通過する光パルス)、またはワイヤを通じて伝送される電気信号などの一時的な信号自体と解釈されてはならない。 A computer-readable storage medium may be a tangible device that can hold and store instructions for use by an instruction execution device. A computer-readable storage medium may be, for example, but not limited to, an electronic storage device, a magnetic storage device, an optical storage device, an electromagnetic storage device, a semiconductor storage device, or any suitable combination of the above. A non-exhaustive list of more specific examples of computer-readable storage media includes portable computer diskettes, hard disks, random access memories (RAMs), read-only memories (ROMs), erasable programmable read-only memories (EPROMs or flash memories), static random access memories (SRAMs), portable compact disk read-only memories (CD-ROMs), digital versatile disks (DVDs), memory sticks, floppy disks, punch cards or mechanically encoded devices such as raised structures in grooves in which instructions are recorded, and any suitable combination of the above. Computer-readable storage media, as used herein, should not be construed as ephemeral signals themselves, such as radio waves or other freely propagating electromagnetic waves, electromagnetic waves propagating through a waveguide or other transmission medium (e.g., light pulses passing through a fiber optic cable), or electrical signals transmitted through wires.
Claims (12)
人工芝を提供する段階であって、前記人工芝はインフィルを含む、段階と、
前記インフィルの少なくとも一部を前記人工芝から分離する段階と、
前記人工芝を人工芝断片に小型化する段階と、
予め定められた最大圧力より小さい圧力で、前記人工芝断片を回転混合および輸送して、融解物を形成する段階であって、前記予め定められた最大圧力は0.08~20bar(8~2000kPa)である、段階と
前記人工芝断片を分離された前記インフィルと予混合して、最大85wt%の前記インフィルを含む混合材料を形成する段階と
を備え、
前記人工芝断片を回転混合および輸送する段階は、前記混合材料を回転混合および輸送する段階を含む、方法。 1. A method for treating artificial turf, comprising:
providing an artificial turf, the artificial turf including an infill;
Separating at least a portion of the infill from the artificial turf;
reducing the artificial turf into artificial turf sections;
tumbling and conveying the pieces of artificial turf to form a melt at a pressure less than a predetermined maximum pressure, the predetermined maximum pressure being between 0.08 and 20 bar ( 8 and 2000 kPa);
premixing the artificial turf shreds with the separated infill to form a mixed material containing up to 85 wt. % of the infill;
Equipped with
The method , wherein tumble mixing and transporting the artificial turf pieces comprises tumble mixing and transporting the mixed material .
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20185342.1 | 2020-07-10 | ||
| EP20185342.1A EP3936297B1 (en) | 2020-07-10 | 2020-07-10 | Method for processing artificial turf |
| PCT/EP2021/068946 WO2022008637A2 (en) | 2020-07-10 | 2021-07-08 | System and method for processing artificial turf |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2023527728A JP2023527728A (en) | 2023-06-30 |
| JP7464338B2 true JP7464338B2 (en) | 2024-04-09 |
Family
ID=71575228
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022569569A Active JP7464338B2 (en) | 2020-07-10 | 2021-07-08 | Systems and methods for treating artificial turf |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US11945136B2 (en) |
| EP (2) | EP3936297B1 (en) |
| JP (1) | JP7464338B2 (en) |
| AU (1) | AU2021303487A1 (en) |
| DK (1) | DK3936297T3 (en) |
| ES (1) | ES2930127T3 (en) |
| WO (1) | WO2022008637A2 (en) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20120315816A1 (en) | 2011-06-10 | 2012-12-13 | Gregory Fowler | Methods of recycling synthetic turf, methods of using reclaimed synthetic turf, and products comprising same |
| US20130064996A1 (en) | 2008-12-15 | 2013-03-14 | Larry Mashburn | Method of recycling synthetic turf |
| US20170232409A1 (en) | 2007-08-21 | 2017-08-17 | Chris Brough | Multiple speed process for preserving heat sensitive portions of a thermokinetically melt blended batch |
| JP2017159598A (en) | 2016-03-10 | 2017-09-14 | トヨタ紡織株式会社 | Thermoplastic resin molding and manufacturing method thereof |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102006015541A1 (en) * | 2006-03-31 | 2007-10-04 | List Holding Ag | Process for treating highly viscous products, comprises adding monomers, catalysts and/or initiators to a mixing kneader, heating the obtained product to a boiling temperature, and absorbing exothermicity of the product |
| JP4219962B1 (en) * | 2007-08-10 | 2009-02-04 | クリヤマ株式会社 | Artificial turf replacement method and artificial turf treatment device |
| KR101100325B1 (en) * | 2009-12-30 | 2011-12-30 | 필드터프승목(주) | reclaimer for artificial turf |
| US8683769B2 (en) * | 2010-01-22 | 2014-04-01 | Connor Sport Court International, Llc | Modular sub-flooring system |
| US9051739B2 (en) * | 2010-04-16 | 2015-06-09 | Signature Systems Group, Llc | Modular flooring system |
| BE1019331A5 (en) * | 2010-05-10 | 2012-06-05 | Flooring Ind Ltd Sarl | FLOOR PANEL AND METHODS FOR MANUFACTURING FLOOR PANELS. |
| GB201105755D0 (en) | 2011-04-05 | 2011-05-18 | Ten Cate Thiolon Bv | ATP base construction |
| US8809405B2 (en) * | 2011-06-01 | 2014-08-19 | Textile Rubber & Chemical Co., Inc. | Method for recycling synthetic turf and product |
| KR101333904B1 (en) * | 2011-06-24 | 2013-11-27 | 필드터프승목 주식회사 | Method for recycling artificial turf |
| US9045071B2 (en) * | 2011-07-15 | 2015-06-02 | Turf Industry Holdings Llc | Mobile turf infill reclamation system |
| KR101175234B1 (en) * | 2011-09-23 | 2012-08-22 | 코오롱글로텍주식회사 | Recycling method of artificial turf comprising fiber structure |
| US8726602B2 (en) | 2011-12-06 | 2014-05-20 | Johnsonite Inc. | Interlocking floor tile |
| WO2013155534A1 (en) | 2012-04-13 | 2013-10-17 | Armstrong World Industries, Inc. | Floating floor system, floor panel, and installation method for the same |
| HUE049355T2 (en) | 2013-10-21 | 2020-09-28 | Re Match Uk Ltd | Process for separating infill obtainable from a synthetic turf product |
| WO2015070890A1 (en) | 2013-11-12 | 2015-05-21 | Grigorij Wagner | Flooring component |
| BE1021743B1 (en) * | 2013-12-10 | 2016-01-14 | Unilin Bvba | FLOORING AND MANUFACTURING METHOD |
| EP3305839A1 (en) | 2016-10-10 | 2018-04-11 | Fraunhofer Gesellschaft zur Förderung der Angewand | Method for recycling polyolefin containing waste |
| EP3604675B1 (en) | 2018-07-30 | 2023-12-13 | Polytex Sportbeläge Produktions-GmbH | Artificial turf fibers comprising polymer waste and a compensatory polymer |
| US11597121B2 (en) * | 2018-12-31 | 2023-03-07 | Playing Surface Solutions, Inc. | Method recycling a roll of artificial turf |
-
2020
- 2020-07-10 EP EP20185342.1A patent/EP3936297B1/en active Active
- 2020-07-10 DK DK20185342.1T patent/DK3936297T3/en active
- 2020-07-10 ES ES20185342T patent/ES2930127T3/en active Active
-
2021
- 2021-07-08 EP EP21740062.1A patent/EP4178779A2/en active Pending
- 2021-07-08 US US18/001,146 patent/US11945136B2/en active Active
- 2021-07-08 WO PCT/EP2021/068946 patent/WO2022008637A2/en unknown
- 2021-07-08 AU AU2021303487A patent/AU2021303487A1/en active Pending
- 2021-07-08 JP JP2022569569A patent/JP7464338B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20170232409A1 (en) | 2007-08-21 | 2017-08-17 | Chris Brough | Multiple speed process for preserving heat sensitive portions of a thermokinetically melt blended batch |
| US20130064996A1 (en) | 2008-12-15 | 2013-03-14 | Larry Mashburn | Method of recycling synthetic turf |
| US20120315816A1 (en) | 2011-06-10 | 2012-12-13 | Gregory Fowler | Methods of recycling synthetic turf, methods of using reclaimed synthetic turf, and products comprising same |
| JP2017159598A (en) | 2016-03-10 | 2017-09-14 | トヨタ紡織株式会社 | Thermoplastic resin molding and manufacturing method thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3936297B1 (en) | 2022-08-17 |
| US20230211524A1 (en) | 2023-07-06 |
| EP3936297A1 (en) | 2022-01-12 |
| ES2930127T3 (en) | 2022-12-07 |
| EP4178779A2 (en) | 2023-05-17 |
| WO2022008637A2 (en) | 2022-01-13 |
| AU2021303487A1 (en) | 2022-12-15 |
| JP2023527728A (en) | 2023-06-30 |
| DK3936297T3 (en) | 2022-11-14 |
| WO2022008637A3 (en) | 2022-02-24 |
| US11945136B2 (en) | 2024-04-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA2747152C (en) | Method of recycling synthetic turf and infill product | |
| JP2023159140A (en) | Method for regenerating monolithic, macro-structural, inter-penetrating elastomer network morphology from ground tire rubber particles | |
| CN103038278A (en) | Thermos et composite made from engineered recycled rubber powder | |
| JP7464338B2 (en) | Systems and methods for treating artificial turf | |
| KR101751678B1 (en) | Filler supporting Artificial Turf and method for manufacturing the same | |
| Datta et al. | Mechanical recycling via regrinding, rebonding, adhesive pressing, and molding | |
| JPH0966527A (en) | Reclaimed resin made of thermosetting resin foam, reclaiming method for thermosetting resin foam and molding method for molding made of the same reclaimed resin | |
| US20090326084A1 (en) | Recovery of cellular plastic material | |
| US20200216673A1 (en) | Thermoplastic synthetic turf infill comprising organic filler | |
| PL237887B1 (en) | Polymer-modified asphalt and method for polymer-modified asphalt | |
| JP3576451B2 (en) | Wood-like molded article and method for producing wood-like molded article | |
| Lapkovskis et al. | Crumb Rubber as a Secondary Raw Material from Waste Rubber: A Short Review of Processing Methods | |
| KR100867010B1 (en) | Rubber Structure using Rubber Scrap comprised Cord Yarn and Method For Manufacturing the Same | |
| JP2009034951A (en) | Method for manufacturing wood-like molded article | |
| JP2004002583A (en) | Wood-like molded article and method for producing wood-like molded article | |
| EP1228139B1 (en) | Method for the production of a powder of an elastic material | |
| Zanetti et al. | Recycle of Used Tyres: Cryogenic Disintegration and Reuse of the Obtained Products | |
| JP3519379B2 (en) | Method of manufacturing wood-like molded products | |
| JP3085797U (en) | Wood-like molded product | |
| RU2483087C1 (en) | Method of producing filled chemically cross-linked foamed polyolefin and composition of filled chemically cross-linked foamed polyolefin | |
| RO137652A2 (en) | Composition based on thermoplastic polymer and cr-39 waste resulted from spectacle lenses processing | |
| JP2001276643A (en) | Method for recovering wooden synthetic material from sheathing board of concrete form consisting of wooden synthetic material and sheathing board for concrete form made of recovered wooden synthetic material as raw material | |
| BR112019020332B1 (en) | FILLING MATERIAL FOR AN ARTIFICIAL GRASS SYSTEM AND METHOD FOR MAKING IT, ASSEMBLY AND ARTIFICIAL GRASS SYSTEM | |
| JP2006297855A (en) | Manufacturing method of recycled product | |
| JP2004148175A (en) | Method and apparatus for recycling bonded processed wood |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20221125 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20231026 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20231031 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240109 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240227 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240326 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7464338 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |