JP7438252B2 - 計時器用ムーブメントのためのバランスばね - Google Patents
計時器用ムーブメントのためのバランスばね Download PDFInfo
- Publication number
- JP7438252B2 JP7438252B2 JP2022044945A JP2022044945A JP7438252B2 JP 7438252 B2 JP7438252 B2 JP 7438252B2 JP 2022044945 A JP2022044945 A JP 2022044945A JP 2022044945 A JP2022044945 A JP 2022044945A JP 7438252 B2 JP7438252 B2 JP 7438252B2
- Authority
- JP
- Japan
- Prior art keywords
- weight
- balance spring
- alloy
- content
- hydrogen
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000011282 treatment Methods 0.000 claims description 38
- 229910045601 alloy Inorganic materials 0.000 claims description 36
- 239000000956 alloy Substances 0.000 claims description 36
- 229910052739 hydrogen Inorganic materials 0.000 claims description 31
- 239000001257 hydrogen Substances 0.000 claims description 26
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 claims description 24
- 239000000203 mixture Substances 0.000 claims description 24
- 238000000034 method Methods 0.000 claims description 19
- 238000010438 heat treatment Methods 0.000 claims description 18
- 229910052758 niobium Inorganic materials 0.000 claims description 17
- 229910052719 titanium Inorganic materials 0.000 claims description 17
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims description 12
- 239000000463 material Substances 0.000 claims description 11
- 229910052802 copper Inorganic materials 0.000 claims description 10
- 239000010949 copper Substances 0.000 claims description 10
- 238000004519 manufacturing process Methods 0.000 claims description 10
- 239000000243 solution Substances 0.000 claims description 10
- 229910052759 nickel Inorganic materials 0.000 claims description 9
- 238000004804 winding Methods 0.000 claims description 9
- 229910052799 carbon Inorganic materials 0.000 claims description 8
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 8
- 239000011573 trace mineral Substances 0.000 claims description 8
- 235000013619 trace mineral Nutrition 0.000 claims description 8
- 229910052742 iron Inorganic materials 0.000 claims description 7
- 229910052757 nitrogen Inorganic materials 0.000 claims description 7
- 229910052760 oxygen Inorganic materials 0.000 claims description 7
- 238000010791 quenching Methods 0.000 claims description 7
- 239000006104 solid solution Substances 0.000 claims description 7
- 229910052782 aluminium Inorganic materials 0.000 claims description 6
- 239000007789 gas Substances 0.000 claims description 6
- 229910052710 silicon Inorganic materials 0.000 claims description 6
- 230000000171 quenching effect Effects 0.000 claims description 5
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 4
- 238000001816 cooling Methods 0.000 claims description 4
- 238000005530 etching Methods 0.000 claims description 4
- 229910000570 Cupronickel Inorganic materials 0.000 claims description 2
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 claims description 2
- QDWJUBJKEHXSMT-UHFFFAOYSA-N boranylidynenickel Chemical compound [Ni]#B QDWJUBJKEHXSMT-UHFFFAOYSA-N 0.000 claims description 2
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 claims description 2
- 229910052737 gold Inorganic materials 0.000 claims description 2
- 239000010931 gold Substances 0.000 claims description 2
- OFNHPGDEEMZPFG-UHFFFAOYSA-N phosphanylidynenickel Chemical compound [P].[Ni] OFNHPGDEEMZPFG-UHFFFAOYSA-N 0.000 claims description 2
- 229910052709 silver Inorganic materials 0.000 claims description 2
- 239000004332 silver Substances 0.000 claims description 2
- 238000007669 thermal treatment Methods 0.000 claims description 2
- 239000010936 titanium Substances 0.000 description 26
- 239000010955 niobium Substances 0.000 description 21
- 229910020012 Nb—Ti Inorganic materials 0.000 description 6
- 238000002441 X-ray diffraction Methods 0.000 description 5
- 238000005096 rolling process Methods 0.000 description 5
- 239000010410 layer Substances 0.000 description 4
- 238000005259 measurement Methods 0.000 description 3
- 238000001556 precipitation Methods 0.000 description 3
- 238000001953 recrystallisation Methods 0.000 description 3
- 239000002344 surface layer Substances 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 150000004678 hydrides Chemical class 0.000 description 2
- 150000002431 hydrogen Chemical class 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 230000008439 repair process Effects 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- XFXPMWWXUTWYJX-UHFFFAOYSA-N Cyanide Chemical compound N#[C-] XFXPMWWXUTWYJX-UHFFFAOYSA-N 0.000 description 1
- 229910001257 Nb alloy Inorganic materials 0.000 description 1
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 229910002056 binary alloy Inorganic materials 0.000 description 1
- 239000012159 carrier gas Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 230000008094 contradictory effect Effects 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 150000002483 hydrogen compounds Chemical class 0.000 description 1
- 239000010956 nickel silver Substances 0.000 description 1
- 229910017604 nitric acid Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 239000002244 precipitate Substances 0.000 description 1
- 238000001228 spectrum Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C27/00—Alloys based on rhenium or a refractory metal not mentioned in groups C22C14/00 or C22C16/00
- C22C27/02—Alloys based on vanadium, niobium, or tantalum
-
- G—PHYSICS
- G04—HOROLOGY
- G04B—MECHANICALLY-DRIVEN CLOCKS OR WATCHES; MECHANICAL PARTS OF CLOCKS OR WATCHES IN GENERAL; TIME PIECES USING THE POSITION OF THE SUN, MOON OR STARS
- G04B17/00—Mechanisms for stabilising frequency
- G04B17/20—Compensation of mechanisms for stabilising frequency
- G04B17/22—Compensation of mechanisms for stabilising frequency for the effect of variations of temperature
- G04B17/227—Compensation of mechanisms for stabilising frequency for the effect of variations of temperature composition and manufacture of the material used
-
- G—PHYSICS
- G04—HOROLOGY
- G04B—MECHANICALLY-DRIVEN CLOCKS OR WATCHES; MECHANICAL PARTS OF CLOCKS OR WATCHES IN GENERAL; TIME PIECES USING THE POSITION OF THE SUN, MOON OR STARS
- G04B17/00—Mechanisms for stabilising frequency
- G04B17/04—Oscillators acting by spring tension
- G04B17/06—Oscillators with hairsprings, e.g. balance
- G04B17/066—Manufacture of the spiral spring
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21F—WORKING OR PROCESSING OF METAL WIRE
- B21F3/00—Coiling wire into particular forms
- B21F3/02—Coiling wire into particular forms helically
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C14/00—Alloys based on titanium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/16—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of other metals or alloys based thereon
- C22F1/18—High-melting or refractory metals or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/16—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of other metals or alloys based thereon
- C22F1/18—High-melting or refractory metals or alloys based thereon
- C22F1/183—High-melting or refractory metals or alloys based thereon of titanium or alloys based thereon
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Metallurgy (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- General Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Springs (AREA)
Description



a)Nbと、Tiと、及び存在する場合にO、C、Fe、N、Ni、Si、Cu及びAlから選択される他の微量元素とからなる合金によって作られたブランクを作成又は用意し、ここで、前記合金において、Tiの含有量が1~80重量%であり、Nbを除く他のすべての元素の合計含有量が0.3重量%以下であり、100重量%までの残りの量のNbを含む、ステップと、
b)前記合金のTiとNbが実質的にβ相の固溶体の形態となるように、前記ブランクに対してβ型溶体化処理及びクエンチを行うステップと、
c)前記合金に対して一連の変形シーケンスを、行う場合に2つの変形シーケンスの間及び/又は一連の変形シーケンスの後において少なくとも1回の熱処理とともに、行うステップと、
d)ワインドしてバランスばねを形成するワインドステップと、及び
e)最終的定着用熱処理ステップとを行い、
前記方法は、水素を含む環境において付加的な熱化学的処理を行う熱化学的処理ステップを行い、この熱化学的処理ステップは、ステップb)の溶体化処理の間に、ステップc)の熱処理の間に、ステップe)の最終的定着用熱処理の間に、ステップb)及びc)の間に、ステップc)及びd)の間に、ステップd)及びe)の間に、又はステップe)の後に、行う。
a)Nbと、Tiと、及び存在する場合にO、C、Fe、N、Ni、Si、Cu及びAlから選択される他の微量元素とからなるらなる合金によって作られたブランクを作成又は用意し、ここで、前記合金において、Tiの含有量が1~80重量%であり、Nbを除く他のすべての元素の合計含有量が0.3重量%以下であり、100重量%までの残りの量のNbを含む、ステップ
b)TiとNbが実質的にβ相の固溶体の形態となるように、前記ブランクに対していわゆるβ型溶体化処理及びクエンチを行うステップと、
c)随意的に一又は複数の熱処理とともに、前記合金に対して変形シーケンスを行うステップ
ここで、用語「変形」は、線引き及び/又は圧延による変形を意味するものと理解することができる。線引きにおいては、必要に応じて、同じシーケンス又は異なるシーケンスで、一又は複数のドロープレートを用いることを必要とすることがある。線引きは、丸い断面を有するワイヤが得られるまで行う。圧延は、線引きと同じ変形シーケンスの間又は別のシーケンスの間に行うことができる。好ましいことに、当該合金に対して行われる最後のシーケンスは、圧延操作であり、好ましくは、ワインダースピンドルの入口断面に適合する矩形の輪郭を有するようにされる。
d)ワインドしてバランスばねを形成するステップ
e)最終定着熱処理を行うステップ



Claims (16)
- 計時器用ムーブメントのバランスを装備するように意図されたバランスばねであって、
前記バランスばねは、Nbと、Tiと、Hと、及び選択的にO、C、Fe、N、Ni、Si、Cu及びAlから選択される他の微量元素とからなる合金によって作られ、
前記合金において、
Tiの含有量は1~80重量%であり、
Hの含有量は0.17~2重量%であり、
Nbを除く他のすべての元素の合計含有量は0.3重量%以下であり、
100重量%までの残りの量のNbを含む
ことを特徴とするバランスばね。 - Hの含有量は0.2~1.5重量%である
ことを特徴とする請求項1に記載のバランスばね。 - Hの含有量は0.5~1重量%である
ことを特徴とする請求項1又は2に記載のバランスばね。 - Tiの含有量は、20~60重量%である
ことを特徴とする請求項1~3のいずれか一項に記載のバランスばね。 - 前記Hは、前記合金において格子間水素の形態で存在する
ことを特徴とする請求項1~4のいずれか一項に記載のバランスばね。 - 前記合金の微細構造は、固溶体におけるNbとTiの単一のβ相によって形成される
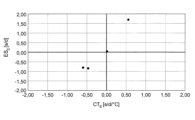
ことを特徴とする請求項1~5のいずれか一項に記載のバランスばね。 - 熱係数(CT)が-0.6~+0.6s/d℃の範囲内であり、中間温度エラー(ES)が-3~+3s/dの範囲内である
ことを特徴とする請求項1~6のいずれか一項に記載のバランスばね。 - 計時器用ムーブメントのバランスを装備するように意図されたバランスばねを製造する方法であって、
a)Nbと、Tiと、及び選択的にO、C、Fe、N、Ni、Si、Cu及びAlから選択される他の微量元素とからなる合金によって作られたブランクを作成又は用意し、ここで、前記合金において、Tiの含有量が1~80重量%であり、Nbを除く他のすべての元素の合計含有量が0.3重量%以下であり、100重量%までの残りの量のNbを含む、ステップと、
b)前記合金のTiとNbが実質的にβ相の固溶体の形態となるように、前記ブランクに対してステップといわゆるβ型溶体化処理及びクエンチを行うステップと、
c)前記合金に対して一連の変形シーケンスを、行う場合に2つの変形シーケンスの間及び/又はすべての変形シーケンスの終わりにおいて少なくとも1回の熱処理とともに、行うステップと、
d)ワインドしてバランスばねを形成するワインドステップと、及び
e)最終的定着用熱処理ステップとを行い、
前記方法は、水素を含む環境において付加的な熱化学的処理を行う熱化学的処理ステップを行い、この熱化学的処理ステップは、ステップb)の溶体化処理の間に、ステップc)の熱処理の間に、ステップe)の最終的定着用熱処理の間に、ステップb)及びc)の間に、ステップc)及びd)の間に、ステップd)及びe)の間に、又はステップe)の後に、行い、
前記合金内のH含有量を0.17~2重量%にする
ことを特徴とする方法。 - 前記熱化学的処理ステップは、ステップe)において行う
ことを特徴とする請求項8に記載の方法。 - 前記熱化学的処理ステップは、再結晶化された状態であるブランク又はバランスばねの構造に対して行う
ことを特徴とする請求項8又は9に記載の方法。 - 前記熱化学的処理は、水素の気圧が5×102N/m2(5mbar)~106N/m2(10bar)である100%水素を含む環境において100~900℃の温度で行い、又は水素の割合が5~90体積%であり合計気圧が5×102N/m2(5mbar)~106N/m2(10bar)である水素と他の気体の混合体を含む環境において行う
ことを特徴とする請求項8~10のいずれか一項に記載の方法。 - 前記混合体の前記水素の気圧又は前記合計気圧は、0.5×105~7×105N/m2(0.5~7bar)である
ことを特徴とする請求項11に記載の方法。 - 前記温度は、500~800℃である
ことを特徴とする請求項11又は請求項12に記載の方法。 - 前記混合体の前記水素の気圧又は前記合計気圧は、3.5×105~4.5×105N/m2(3.5~4.5bar)であり、前記温度は、600~700℃である
ことを特徴とする請求項11~13のいずれか一項に記載の方法。 - 前記溶体化処理は、真空にて600℃~1000℃の温度で5分~2時間の継続時間行い、その後にガス下にて冷却する
ことを特徴とする請求項8~14のいずれか一項に記載の方法。 - 前記ブランクを作成又は用意するステップa)の後であって前記一連のシーケンスを行うステップc)の前に、銅、ニッケル、キュプロニッケル、キュプロマンガン、金、銀、ニッケル-リン(Ni-P)及びニッケル-ホウ素(Ni-B)から選択される延性材料の表面層を前記ブランクに加えてワイヤ成形操作を容易にし、前記ワインドステップd)の前又は後に、エッチングによって前記延性材料の層を前記ワイヤから除去する
ことを特徴とする請求項8~15のいずれか一項に記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP21187512.5A EP4123393A1 (fr) | 2021-07-23 | 2021-07-23 | Ressort spiral pour mouvement d'horlogerie |
| EP21187512.5 | 2021-07-23 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2023016679A JP2023016679A (ja) | 2023-02-02 |
| JP7438252B2 true JP7438252B2 (ja) | 2024-02-26 |
Family
ID=77050831
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022044945A Active JP7438252B2 (ja) | 2021-07-23 | 2022-03-22 | 計時器用ムーブメントのためのバランスばね |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11851737B2 (ja) |
| EP (1) | EP4123393A1 (ja) |
| JP (1) | JP7438252B2 (ja) |
| KR (1) | KR20230015833A (ja) |
| CN (1) | CN115685717A (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101104898A (zh) | 2007-06-19 | 2008-01-16 | 中国科学院金属研究所 | 一种高热强性、高热稳定性的高温钛合金 |
| JP2013163840A (ja) | 2012-02-10 | 2013-08-22 | Toyota Central R&D Labs Inc | チタン合金およびその製造方法 |
| US20190196407A1 (en) | 2017-12-21 | 2019-06-27 | Nivarox-Far S.A. | Balance spring for timepiece movements and method for manufacturing the same |
| US20200308685A1 (en) | 2017-03-24 | 2020-10-01 | Universite De Lorraine | METASTABLE ß TITANIUM ALLOY, TIMEPIECE SPRING MADE FROM SUCH AN ALLOY AND METHOD FOR PRODUCTION THEREOF |
| JP2020515720A5 (ja) | 2018-03-14 | 2021-02-18 | ||
| US20210088971A1 (en) | 2019-09-20 | 2021-03-25 | Nivarox-Far S.A. | Balance spring for a horological movement |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH714494B1 (fr) * | 2017-12-21 | 2021-08-16 | Nivarox Sa | Ressort spiralé d'horlogerie, notamment un ressort de barillet ou un ressort-spiral. |
| EP3889691B1 (fr) | 2019-05-07 | 2024-02-21 | Nivarox-FAR S.A. | Spiral horloger en alliage nb-hf |
| EP3845971B1 (fr) | 2019-12-31 | 2024-04-17 | Nivarox-FAR S.A. | Procede de fabrication de ressort spiral pour mouvement d'horlogerie |
-
2021
- 2021-07-23 EP EP21187512.5A patent/EP4123393A1/fr active Pending
-
2022
- 2022-03-22 JP JP2022044945A patent/JP7438252B2/ja active Active
- 2022-04-01 US US17/657,664 patent/US11851737B2/en active Active
- 2022-04-26 KR KR1020220051605A patent/KR20230015833A/ko unknown
- 2022-07-21 CN CN202210857448.XA patent/CN115685717A/zh active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101104898A (zh) | 2007-06-19 | 2008-01-16 | 中国科学院金属研究所 | 一种高热强性、高热稳定性的高温钛合金 |
| JP2013163840A (ja) | 2012-02-10 | 2013-08-22 | Toyota Central R&D Labs Inc | チタン合金およびその製造方法 |
| US20200308685A1 (en) | 2017-03-24 | 2020-10-01 | Universite De Lorraine | METASTABLE ß TITANIUM ALLOY, TIMEPIECE SPRING MADE FROM SUCH AN ALLOY AND METHOD FOR PRODUCTION THEREOF |
| US20190196407A1 (en) | 2017-12-21 | 2019-06-27 | Nivarox-Far S.A. | Balance spring for timepiece movements and method for manufacturing the same |
| JP2019113544A (ja) | 2017-12-21 | 2019-07-11 | ニヴァロックス−ファー ソシエテ アノニム | 計時器ムーブメント用のヒゲゼンマイおよびそれを製造するための方法 |
| JP2020515720A5 (ja) | 2018-03-14 | 2021-02-18 | ||
| US20210088971A1 (en) | 2019-09-20 | 2021-03-25 | Nivarox-Far S.A. | Balance spring for a horological movement |
| JP2021051065A (ja) | 2019-09-20 | 2021-04-01 | ニヴァロックス−ファー ソシエテ アノニム | 計時器用ムーブメントのためのバランスばね |
Also Published As
| Publication number | Publication date |
|---|---|
| CN115685717A (zh) | 2023-02-03 |
| US11851737B2 (en) | 2023-12-26 |
| US20230031063A1 (en) | 2023-02-02 |
| JP2023016679A (ja) | 2023-02-02 |
| KR20230015833A (ko) | 2023-01-31 |
| EP4123393A1 (fr) | 2023-01-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10795317B2 (en) | Spiral timepiece spring | |
| JP6764920B2 (ja) | 計時器ムーブメント用のヒゲゼンマイおよびそれを製造するための方法 | |
| JP2024016031A (ja) | 固定式時計又は携行式時計のムーブメントのための渦巻き状のばね及びその製造方法 | |
| JP6751749B2 (ja) | 時計器ムーブメント用のヒゲゼンマイを製造するための方法 | |
| JP2023171660A (ja) | 計時器用ムーブメントのためのバランスばね | |
| JP2023184769A (ja) | 計時器用ムーブメントのためのスパイラルばね | |
| JP7148577B2 (ja) | 計時器用ムーブメントのためのバランスばね | |
| RU2727354C1 (ru) | Спиральная часовая пружина на титановой основе | |
| JP7438252B2 (ja) | 計時器用ムーブメントのためのバランスばね | |
| KR102502785B1 (ko) | 시계 무브먼트를 위한 밸런스 스프링 및 그 제조 방법 | |
| RU2801078C1 (ru) | Пружина баланса для механизма, относящегося к измерению времени | |
| RU2801168C1 (ru) | Спиральная пружина для часового механизма |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220322 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220405 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20230406 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230425 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230616 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230815 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230922 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20231010 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240105 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240130 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240213 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7438252 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |