JP7406460B2 - 鉄合金の製造方法 - Google Patents
鉄合金の製造方法 Download PDFInfo
- Publication number
- JP7406460B2 JP7406460B2 JP2020100948A JP2020100948A JP7406460B2 JP 7406460 B2 JP7406460 B2 JP 7406460B2 JP 2020100948 A JP2020100948 A JP 2020100948A JP 2020100948 A JP2020100948 A JP 2020100948A JP 7406460 B2 JP7406460 B2 JP 7406460B2
- Authority
- JP
- Japan
- Prior art keywords
- temperature
- iron alloy
- alloy layer
- layer
- raw material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229910000640 Fe alloy Inorganic materials 0.000 title claims description 145
- 238000004519 manufacturing process Methods 0.000 title claims description 53
- 239000010410 layer Substances 0.000 claims description 125
- 238000000034 method Methods 0.000 claims description 60
- 239000000843 powder Substances 0.000 claims description 52
- 239000002994 raw material Substances 0.000 claims description 48
- 229910000734 martensite Inorganic materials 0.000 claims description 42
- 230000009466 transformation Effects 0.000 claims description 36
- 239000002184 metal Substances 0.000 claims description 22
- 229910052751 metal Inorganic materials 0.000 claims description 22
- 239000000654 additive Substances 0.000 claims description 20
- 230000000996 additive effect Effects 0.000 claims description 20
- 230000008018 melting Effects 0.000 claims description 11
- 238000002844 melting Methods 0.000 claims description 11
- 239000002344 surface layer Substances 0.000 claims description 10
- 238000010894 electron beam technology Methods 0.000 claims description 4
- 230000001678 irradiating effect Effects 0.000 claims description 4
- 238000007493 shaping process Methods 0.000 claims description 2
- 230000000052 comparative effect Effects 0.000 description 11
- 229910001566 austenite Inorganic materials 0.000 description 7
- 238000010586 diagram Methods 0.000 description 7
- PMVSDNDAUGGCCE-TYYBGVCCSA-L Ferrous fumarate Chemical compound [Fe+2].[O-]C(=O)\C=C\C([O-])=O PMVSDNDAUGGCCE-TYYBGVCCSA-L 0.000 description 5
- 238000005496 tempering Methods 0.000 description 5
- 239000000956 alloy Substances 0.000 description 3
- 238000005336 cracking Methods 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 238000002474 experimental method Methods 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 229910001562 pearlite Inorganic materials 0.000 description 3
- 238000001931 thermography Methods 0.000 description 3
- 229910000859 α-Fe Inorganic materials 0.000 description 3
- 229910045601 alloy Inorganic materials 0.000 description 2
- 229910001563 bainite Inorganic materials 0.000 description 2
- 238000001514 detection method Methods 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000003779 heat-resistant material Substances 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 229910052748 manganese Inorganic materials 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 230000029052 metamorphosis Effects 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/28—Powder bed fusion, e.g. selective laser melting [SLM] or electron beam melting [EBM]
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C33/00—Making ferrous alloys
- C22C33/02—Making ferrous alloys by powder metallurgy
- C22C33/0207—Using a mixture of prealloyed powders or a master alloy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/30—Process control
- B22F10/37—Process control of powder bed aspects, e.g. density
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/30—Process control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/80—Data acquisition or data processing
- B22F10/85—Data acquisition or data processing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y80/00—Products made by additive manufacturing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/24—After-treatment of workpieces or articles
- B22F2003/248—Thermal after-treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2203/00—Controlling
- B22F2203/11—Controlling temperature, temperature profile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/35—Iron
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Organic Chemistry (AREA)
- Metallurgy (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Automation & Control Theory (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Powder Metallurgy (AREA)
- Laser Beam Processing (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
Description
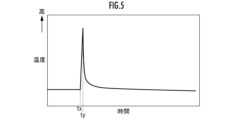
この鉄合金の製造方法によれば、第1温度制御工程において、鉄合金層温度T1が、Ms~Ms+50℃の範囲内に保持されるように制御されることになる。このように制御した場合、本出願人の実験により、造形工程で造形された鉄合金層の表層から所定数の積層が、造形工程での原料粉体の溶融により、オーステナイト変態温度を超えた後、次の造形工程で原料粉体の溶融が近傍で発生するまでの間、マルテンサイト組織に変化することがなく、オーステナイト組織に保持できることが確認された(後述する図8参照)。したがって、前述したような作用効果を確実に得ることができる。
この鉄合金の製造方法によれば、第2温度制御工程において、ベース台の温度T2がMf-50~Mfの範囲内に保持されるように制御されることになる。このように制御した場合、本出願人の実験により、表層から所定数を超えた層は、オーステナイト組織からマルテンサイト組織に徐々に変化することになり、造形後の鉄合金層において、歪み及び割れの発生を抑制できることが確認された(後述する図8参照)。したがって、前述したような作用効果を確実に得ることができる。
ここで、Msはマルテンサイト変態開始温度を、αは所定値をそれぞれ表している。
ここで、Mfはマルテンサイト変態終了温度を、βは所定値をそれぞれ表している。
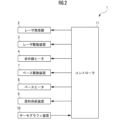
2 レーザ発振器
2a レーザビーム
6 ベースプレート(ベース台)
20 原料粉体
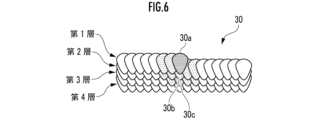
30 鉄合金製品
Claims (3)
- 鉄合金を金属積層造形法によって製造する鉄合金の製造方法であって、
レーザビーム及び電子ビームの一方を鉄合金の原料粉体に照射し、当該原料粉体を溶融させることにより、鉄合金層をベース台上に積層しながら造形する造形工程と、
当該造形工程の実行中、当該造形工程で造形された前記鉄合金層の表層から所定数の積層までの鉄合金層温度T1が、Ms≦T1≦Ms+α(Msはマルテンサイト変態開始温度、αは0~50℃の範囲内の値)の範囲内に保持されるように、当該鉄合金層温度T1を制御する第1温度制御工程と、
前記造形工程の実行中、前記ベース台の温度T2が、Mf-β≦T2≦Mf(Mfはマルテンサイト変態終了温度、βは0~50℃の範囲内の値)の範囲内に保持されるように、前記ベース台の温度T2を制御する第2温度制御工程と、
を実行することを特徴とする鉄合金の製造方法。 - 請求項1に記載の鉄合金の製造方法において、
前記第2温度制御工程において、室温が前記マルテンサイト変態終了温度Mfよりも高い場合には、前記ベース台の温度T2が当該室温に保持されるように、前記ベース台の温度T2を制御することを特徴とする鉄合金の製造方法。 - 請求項1又は2に記載の鉄合金の製造方法において、
前記造形工程の実行中、前記第1温度制御工程及び前記第2温度制御工程を同時に実行することを特徴とする鉄合金の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020100948A JP7406460B2 (ja) | 2020-06-10 | 2020-06-10 | 鉄合金の製造方法 |
| CN202110638355.3A CN113770378A (zh) | 2020-06-10 | 2021-06-08 | 铁合金的制造方法 |
| US17/341,615 US12037664B2 (en) | 2020-06-10 | 2021-06-08 | Iron alloy manufacturing method |
| GB2108313.4A GB2595976A (en) | 2020-06-10 | 2021-06-10 | Iron alloy manufacturing method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020100948A JP7406460B2 (ja) | 2020-06-10 | 2020-06-10 | 鉄合金の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021195578A JP2021195578A (ja) | 2021-12-27 |
| JP7406460B2 true JP7406460B2 (ja) | 2023-12-27 |
Family
ID=76954443
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020100948A Active JP7406460B2 (ja) | 2020-06-10 | 2020-06-10 | 鉄合金の製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US12037664B2 (ja) |
| JP (1) | JP7406460B2 (ja) |
| CN (1) | CN113770378A (ja) |
| GB (1) | GB2595976A (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019044210A (ja) | 2017-08-30 | 2019-03-22 | 株式会社ソディック | 積層造形装置および積層造形物の製造方法 |
| JP2019147992A (ja) | 2018-02-27 | 2019-09-05 | 株式会社ソディック | 積層造形装置および積層造形物の製造方法 |
| JP2019210490A (ja) | 2018-05-31 | 2019-12-12 | 株式会社ソディック | 積層造形物の製造方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5653657B2 (ja) * | 2010-06-09 | 2015-01-14 | パナソニック株式会社 | 三次元形状造形物の製造方法、得られる三次元形状造形物および成形品の製造方法 |
| TWI626169B (zh) * | 2015-01-16 | 2018-06-11 | Microjet Technology Co., Ltd | 快速成型裝置之列印模組之噴液晶片 |
| US10688596B2 (en) * | 2015-12-18 | 2020-06-23 | Illinois Tool Works Inc. | Wire manufactured by additive manufacturing methods |
| CN107214336B (zh) * | 2017-06-16 | 2019-07-30 | 东北大学 | 一种利用激光选区熔化技术制备24CrNiMo贝氏体合金钢的方法 |
| KR102151445B1 (ko) * | 2017-08-30 | 2020-09-03 | 가부시키가이샤 소딕 | 적층 조형 장치 및 적층 조형물의 제조 방법 |
| JP6564108B1 (ja) * | 2018-06-07 | 2019-08-21 | 株式会社ソディック | 三次元造形物の製造方法 |
| CN109175370B (zh) * | 2018-11-01 | 2020-05-12 | 河北工业大学 | 一种具有磁场调控马氏体相变的复合材料的制备方法 |
-
2020
- 2020-06-10 JP JP2020100948A patent/JP7406460B2/ja active Active
-
2021
- 2021-06-08 US US17/341,615 patent/US12037664B2/en active Active
- 2021-06-08 CN CN202110638355.3A patent/CN113770378A/zh active Pending
- 2021-06-10 GB GB2108313.4A patent/GB2595976A/en active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019044210A (ja) | 2017-08-30 | 2019-03-22 | 株式会社ソディック | 積層造形装置および積層造形物の製造方法 |
| JP2019147992A (ja) | 2018-02-27 | 2019-09-05 | 株式会社ソディック | 積層造形装置および積層造形物の製造方法 |
| JP2019210490A (ja) | 2018-05-31 | 2019-12-12 | 株式会社ソディック | 積層造形物の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| GB2595976A (en) | 2021-12-15 |
| GB202108313D0 (en) | 2021-07-28 |
| US20210388473A1 (en) | 2021-12-16 |
| US12037664B2 (en) | 2024-07-16 |
| CN113770378A (zh) | 2021-12-10 |
| JP2021195578A (ja) | 2021-12-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104136149B (zh) | 用于制备具有改进性质的三维制品的方法和装置 | |
| US11014164B2 (en) | Lamination molding apparatus and method for producing three-dimensional molded object | |
| JP2019044210A (ja) | 積層造形装置および積層造形物の製造方法 | |
| KR101736228B1 (ko) | 3d 프린팅 금속 조형품의 기계적 성질 향상을 위한 열처리 방법 | |
| US20040060623A1 (en) | Method of fabricating metal parts of different ductilities | |
| KR101587411B1 (ko) | 3d 메탈 프린터의 열처리장치 및 그 구조물 열처리방법 | |
| US20110315281A1 (en) | Tailored Properties By Post Hot Forming Processing | |
| JP2019051555A (ja) | 積層造形物及び積層造形物の製造方法 | |
| JP2013522048A (ja) | プレス硬化プラント、及び、鋼板ブランクをプレス硬化する方法 | |
| KR20140138074A (ko) | 블랭크들의 열간 성형 시스템 및 방법 | |
| CN110508808B (zh) | 非调质钢构件和其制造方法 | |
| US10966292B2 (en) | Method and apparatus for forming multi-layered metallic armor | |
| KR101246909B1 (ko) | 핫 스탬핑 강판의 접합방법 | |
| JP7406460B2 (ja) | 鉄合金の製造方法 | |
| CA3068408A1 (en) | An additive manufacturing technique for precipitation-hardened superalloy powdered material | |
| JP2019196523A (ja) | 積層造形装置および積層造形方法 | |
| JP2019081918A (ja) | 積層軟磁性体の製造方法 | |
| JP5123345B2 (ja) | 鋼板の焼き入れ方法及び鋼板の焼き入れ装置 | |
| JP6556296B1 (ja) | 積層造形物の製造方法 | |
| KR101126911B1 (ko) | 반도체 레이저를 이용한 프레스용 대형주물금형의 국부 열처리장치 및 그 열처리방법 | |
| JP6553679B2 (ja) | プレス成形品の製造方法 | |
| WO2022074443A1 (en) | A method of manufacturing a metallic component by additive manufacturing process and a system thereof | |
| KR101403261B1 (ko) | 자동차용 크래쉬 박스 | |
| JP2023150896A (ja) | 積層造形用鉄鋼材料、及び鉄合金の製造方法 | |
| JP7312063B2 (ja) | 三次元物体の製造方法及び三次元造形装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20221128 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20230908 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230912 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20231023 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20231114 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20231117 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20231212 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20231215 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7406460 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |