JP7387178B2 - 浸透塗布のサンドイッチ壁紙及びその製造方法 - Google Patents
浸透塗布のサンドイッチ壁紙及びその製造方法 Download PDFInfo
- Publication number
- JP7387178B2 JP7387178B2 JP2020566868A JP2020566868A JP7387178B2 JP 7387178 B2 JP7387178 B2 JP 7387178B2 JP 2020566868 A JP2020566868 A JP 2020566868A JP 2020566868 A JP2020566868 A JP 2020566868A JP 7387178 B2 JP7387178 B2 JP 7387178B2
- Authority
- JP
- Japan
- Prior art keywords
- fiber
- network
- sandwich
- coating layer
- coating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 48
- 230000035515 penetration Effects 0.000 title claims description 5
- 238000000576 coating method Methods 0.000 claims description 359
- 239000011248 coating agent Substances 0.000 claims description 351
- 239000000835 fiber Substances 0.000 claims description 339
- 239000003973 paint Substances 0.000 claims description 146
- 239000010410 layer Substances 0.000 claims description 45
- 230000000149 penetrating effect Effects 0.000 claims description 37
- 238000000034 method Methods 0.000 claims description 33
- 239000004744 fabric Substances 0.000 claims description 27
- 239000000463 material Substances 0.000 claims description 27
- 239000003063 flame retardant Substances 0.000 claims description 23
- 238000003825 pressing Methods 0.000 claims description 19
- 238000004146 energy storage Methods 0.000 claims description 8
- 230000008859 change Effects 0.000 claims description 7
- 239000002245 particle Substances 0.000 claims description 7
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 7
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 claims description 6
- 239000003899 bactericide agent Substances 0.000 claims description 5
- 230000003385 bacteriostatic effect Effects 0.000 claims description 5
- 238000003466 welding Methods 0.000 claims description 5
- 239000003086 colorant Substances 0.000 claims description 4
- 230000000994 depressogenic effect Effects 0.000 claims description 3
- 238000010521 absorption reaction Methods 0.000 claims description 2
- 238000007598 dipping method Methods 0.000 claims description 2
- 230000004048 modification Effects 0.000 claims description 2
- 238000012986 modification Methods 0.000 claims description 2
- 239000011247 coating layer Substances 0.000 claims 66
- 238000010415 tidying Methods 0.000 claims 2
- 238000004026 adhesive bonding Methods 0.000 claims 1
- 238000004043 dyeing Methods 0.000 claims 1
- 230000008520 organization Effects 0.000 claims 1
- 238000004080 punching Methods 0.000 claims 1
- 239000002585 base Substances 0.000 description 106
- 239000000843 powder Substances 0.000 description 73
- 239000002131 composite material Substances 0.000 description 32
- 239000000853 adhesive Substances 0.000 description 31
- 230000001070 adhesive effect Effects 0.000 description 30
- 238000009500 colour coating Methods 0.000 description 28
- -1 silver ions Chemical class 0.000 description 16
- 239000000126 substance Substances 0.000 description 12
- 230000000694 effects Effects 0.000 description 11
- 238000005516 engineering process Methods 0.000 description 9
- 238000007711 solidification Methods 0.000 description 9
- 230000008023 solidification Effects 0.000 description 9
- 239000003795 chemical substances by application Substances 0.000 description 8
- 230000008569 process Effects 0.000 description 8
- 239000004568 cement Substances 0.000 description 7
- 238000009987 spinning Methods 0.000 description 7
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 6
- 230000000052 comparative effect Effects 0.000 description 6
- 238000011049 filling Methods 0.000 description 6
- 239000004816 latex Substances 0.000 description 6
- 229920000126 latex Polymers 0.000 description 6
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 5
- 239000000654 additive Substances 0.000 description 5
- 238000010586 diagram Methods 0.000 description 5
- 229920001971 elastomer Polymers 0.000 description 5
- 239000003365 glass fiber Substances 0.000 description 5
- 229910052751 metal Inorganic materials 0.000 description 5
- 239000002184 metal Substances 0.000 description 5
- 239000004745 nonwoven fabric Substances 0.000 description 5
- 239000005060 rubber Substances 0.000 description 5
- 229910052709 silver Inorganic materials 0.000 description 5
- 239000004332 silver Substances 0.000 description 5
- 238000005507 spraying Methods 0.000 description 5
- 229910000859 α-Fe Inorganic materials 0.000 description 5
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 4
- 229910052910 alkali metal silicate Inorganic materials 0.000 description 4
- AYTAKQFHWFYBMA-UHFFFAOYSA-N chromium dioxide Chemical compound O=[Cr]=O AYTAKQFHWFYBMA-UHFFFAOYSA-N 0.000 description 4
- 239000002274 desiccant Substances 0.000 description 4
- 238000009826 distribution Methods 0.000 description 4
- 239000000839 emulsion Substances 0.000 description 4
- 239000003822 epoxy resin Substances 0.000 description 4
- 239000000945 filler Substances 0.000 description 4
- 229920000647 polyepoxide Polymers 0.000 description 4
- SQGYOTSLMSWVJD-UHFFFAOYSA-N silver(1+) nitrate Chemical compound [Ag+].[O-]N(=O)=O SQGYOTSLMSWVJD-UHFFFAOYSA-N 0.000 description 4
- 239000002356 single layer Substances 0.000 description 4
- 238000004078 waterproofing Methods 0.000 description 4
- 235000008733 Citrus aurantifolia Nutrition 0.000 description 3
- 239000004743 Polypropylene Substances 0.000 description 3
- 235000011941 Tilia x europaea Nutrition 0.000 description 3
- WBWJXRJARNTNBL-UHFFFAOYSA-N [Fe].[Cr].[Co] Chemical compound [Fe].[Cr].[Co] WBWJXRJARNTNBL-UHFFFAOYSA-N 0.000 description 3
- 239000003513 alkali Substances 0.000 description 3
- 229920000180 alkyd Polymers 0.000 description 3
- 229910045601 alloy Inorganic materials 0.000 description 3
- 239000000956 alloy Substances 0.000 description 3
- 239000004760 aramid Substances 0.000 description 3
- 229920003235 aromatic polyamide Polymers 0.000 description 3
- 238000004891 communication Methods 0.000 description 3
- 238000005034 decoration Methods 0.000 description 3
- 230000008595 infiltration Effects 0.000 description 3
- 238000001764 infiltration Methods 0.000 description 3
- 239000004571 lime Substances 0.000 description 3
- 229910001172 neodymium magnet Inorganic materials 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- 229920002635 polyurethane Polymers 0.000 description 3
- 239000004814 polyurethane Substances 0.000 description 3
- 239000000047 product Substances 0.000 description 3
- 239000002994 raw material Substances 0.000 description 3
- 238000005096 rolling process Methods 0.000 description 3
- 239000002904 solvent Substances 0.000 description 3
- 230000001954 sterilising effect Effects 0.000 description 3
- 238000004659 sterilization and disinfection Methods 0.000 description 3
- 239000004925 Acrylic resin Substances 0.000 description 2
- 229920000178 Acrylic resin Polymers 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- 239000004822 Hot adhesive Substances 0.000 description 2
- 229910019142 PO4 Inorganic materials 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- QJVKUMXDEUEQLH-UHFFFAOYSA-N [B].[Fe].[Nd] Chemical compound [B].[Fe].[Nd] QJVKUMXDEUEQLH-UHFFFAOYSA-N 0.000 description 2
- 239000000022 bacteriostatic agent Substances 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 229910017052 cobalt Inorganic materials 0.000 description 2
- 239000010941 cobalt Substances 0.000 description 2
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 238000010041 electrostatic spinning Methods 0.000 description 2
- 238000004049 embossing Methods 0.000 description 2
- UIWYJDYFSGRHKR-UHFFFAOYSA-N gadolinium atom Chemical compound [Gd] UIWYJDYFSGRHKR-UHFFFAOYSA-N 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 2
- 238000011068 loading method Methods 0.000 description 2
- 230000007774 longterm Effects 0.000 description 2
- 229910044991 metal oxide Inorganic materials 0.000 description 2
- 150000004706 metal oxides Chemical class 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- WSFSSNUMVMOOMR-NJFSPNSNSA-N methanone Chemical compound O=[14CH2] WSFSSNUMVMOOMR-NJFSPNSNSA-N 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 150000004767 nitrides Chemical class 0.000 description 2
- 239000003960 organic solvent Substances 0.000 description 2
- 235000021317 phosphate Nutrition 0.000 description 2
- 239000000049 pigment Substances 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 229920001296 polysiloxane Polymers 0.000 description 2
- 229920002689 polyvinyl acetate Polymers 0.000 description 2
- 239000011118 polyvinyl acetate Substances 0.000 description 2
- 229910000938 samarium–cobalt magnet Inorganic materials 0.000 description 2
- 238000007790 scraping Methods 0.000 description 2
- 229910001961 silver nitrate Inorganic materials 0.000 description 2
- 239000011232 storage material Substances 0.000 description 2
- 239000002383 tung oil Substances 0.000 description 2
- 238000010146 3D printing Methods 0.000 description 1
- 239000005995 Aluminium silicate Substances 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 208000005156 Dehydration Diseases 0.000 description 1
- 229910052688 Gadolinium Inorganic materials 0.000 description 1
- 229920000271 Kevlar® Polymers 0.000 description 1
- 239000005909 Kieselgur Substances 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- 239000000020 Nitrocellulose Substances 0.000 description 1
- 229920000784 Nomex Polymers 0.000 description 1
- 229920002292 Nylon 6 Polymers 0.000 description 1
- 229920002302 Nylon 6,6 Polymers 0.000 description 1
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 1
- BPQQTUXANYXVAA-UHFFFAOYSA-N Orthosilicate Chemical compound [O-][Si]([O-])([O-])[O-] BPQQTUXANYXVAA-UHFFFAOYSA-N 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 239000004734 Polyphenylene sulfide Substances 0.000 description 1
- 229920001800 Shellac Polymers 0.000 description 1
- 229920002472 Starch Polymers 0.000 description 1
- 229920001494 Technora Polymers 0.000 description 1
- 239000004809 Teflon Substances 0.000 description 1
- 229920006362 Teflon® Polymers 0.000 description 1
- 229920000561 Twaron Polymers 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 235000012211 aluminium silicate Nutrition 0.000 description 1
- LFVGISIMTYGQHF-UHFFFAOYSA-N ammonium dihydrogen phosphate Chemical compound [NH4+].OP(O)([O-])=O LFVGISIMTYGQHF-UHFFFAOYSA-N 0.000 description 1
- 230000003712 anti-aging effect Effects 0.000 description 1
- 230000000844 anti-bacterial effect Effects 0.000 description 1
- 239000002518 antifoaming agent Substances 0.000 description 1
- 229910052787 antimony Inorganic materials 0.000 description 1
- WATWJIUSRGPENY-UHFFFAOYSA-N antimony atom Chemical compound [Sb] WATWJIUSRGPENY-UHFFFAOYSA-N 0.000 description 1
- 239000010425 asbestos Substances 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 229920003086 cellulose ether Polymers 0.000 description 1
- 239000003610 charcoal Substances 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000003245 coal Substances 0.000 description 1
- 239000008199 coating composition Substances 0.000 description 1
- KPLQYGBQNPPQGA-UHFFFAOYSA-N cobalt samarium Chemical compound [Co].[Sm] KPLQYGBQNPPQGA-UHFFFAOYSA-N 0.000 description 1
- 239000008119 colloidal silica Substances 0.000 description 1
- 239000011231 conductive filler Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007812 deficiency Effects 0.000 description 1
- 230000018044 dehydration Effects 0.000 description 1
- 238000006297 dehydration reaction Methods 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 238000007667 floating Methods 0.000 description 1
- 229910001938 gadolinium oxide Inorganic materials 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 210000004209 hair Anatomy 0.000 description 1
- 229910052736 halogen Inorganic materials 0.000 description 1
- 150000002367 halogens Chemical class 0.000 description 1
- 150000004679 hydroxides Chemical class 0.000 description 1
- 238000005470 impregnation Methods 0.000 description 1
- 238000007373 indentation Methods 0.000 description 1
- 239000012784 inorganic fiber Substances 0.000 description 1
- 239000012796 inorganic flame retardant Substances 0.000 description 1
- 239000011229 interlayer Substances 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 239000004761 kevlar Substances 0.000 description 1
- 238000002386 leaching Methods 0.000 description 1
- 239000000944 linseed oil Substances 0.000 description 1
- 235000021388 linseed oil Nutrition 0.000 description 1
- 239000006247 magnetic powder Substances 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 239000010445 mica Substances 0.000 description 1
- 229910052618 mica group Inorganic materials 0.000 description 1
- 239000003094 microcapsule Substances 0.000 description 1
- 238000002715 modification method Methods 0.000 description 1
- 229920001220 nitrocellulos Polymers 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 239000004763 nomex Substances 0.000 description 1
- 239000012466 permeate Substances 0.000 description 1
- 239000012782 phase change material Substances 0.000 description 1
- 125000004344 phenylpropyl group Chemical group 0.000 description 1
- 239000010452 phosphate Substances 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 1
- 150000003013 phosphoric acid derivatives Chemical class 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 229920000069 polyphenylene sulfide Polymers 0.000 description 1
- 229920005749 polyurethane resin Polymers 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 125000002924 primary amino group Chemical group [H]N([H])* 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 125000001436 propyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000009418 renovation Methods 0.000 description 1
- 229910052895 riebeckite Inorganic materials 0.000 description 1
- 238000007761 roller coating Methods 0.000 description 1
- 230000003678 scratch resistant effect Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000004208 shellac Substances 0.000 description 1
- ZLGIYFNHBLSMPS-ATJNOEHPSA-N shellac Chemical compound OCCCCCC(O)C(O)CCCCCCCC(O)=O.C1C23[C@H](C(O)=O)CCC2[C@](C)(CO)[C@@H]1C(C(O)=O)=C[C@@H]3O ZLGIYFNHBLSMPS-ATJNOEHPSA-N 0.000 description 1
- 229940113147 shellac Drugs 0.000 description 1
- 235000013874 shellac Nutrition 0.000 description 1
- 239000000741 silica gel Substances 0.000 description 1
- 229910002027 silica gel Inorganic materials 0.000 description 1
- RMAQACBXLXPBSY-UHFFFAOYSA-N silicic acid Chemical compound O[Si](O)(O)O RMAQACBXLXPBSY-UHFFFAOYSA-N 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 229920002379 silicone rubber Polymers 0.000 description 1
- 239000004945 silicone rubber Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000000935 solvent evaporation Methods 0.000 description 1
- 238000010186 staining Methods 0.000 description 1
- 239000008107 starch Substances 0.000 description 1
- 235000019698 starch Nutrition 0.000 description 1
- 239000004575 stone Substances 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 229920002994 synthetic fiber Polymers 0.000 description 1
- 239000012209 synthetic fiber Substances 0.000 description 1
- 238000010345 tape casting Methods 0.000 description 1
- 235000012976 tarts Nutrition 0.000 description 1
- 239000004950 technora Substances 0.000 description 1
- 239000002562 thickening agent Substances 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 239000004762 twaron Substances 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- 238000009941 weaving Methods 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
- 210000002268 wool Anatomy 0.000 description 1
- 239000008096 xylene Substances 0.000 description 1
Images











Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/18—Paper- or board-based structures for surface covering
- D21H27/20—Flexible structures being applied by the user, e.g. wallpaper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/30—Multi-ply
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/08—Impregnating
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4282—Addition polymers
- D04H1/4291—Olefin series
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/14—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic yarns or filaments produced by welding
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N7/00—Flexible sheet materials not otherwise provided for, e.g. textile threads, filaments, yarns or tow, glued on macromolecular material
- D06N7/0002—Wallpaper or wall covering on textile basis
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N7/00—Flexible sheet materials not otherwise provided for, e.g. textile threads, filaments, yarns or tow, glued on macromolecular material
- D06N7/0094—Fibrous material being coated on one surface with at least one layer of an inorganic material and at least one layer of a macromolecular material
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H19/00—Coated paper; Coating material
- D21H19/80—Paper comprising more than one coating
- D21H19/82—Paper comprising more than one coating superposed
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H19/00—Coated paper; Coating material
- D21H19/80—Paper comprising more than one coating
- D21H19/84—Paper comprising more than one coating on both sides of the substrate
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F13/00—Coverings or linings, e.g. for walls or ceilings
- E04F13/002—Coverings or linings, e.g. for walls or ceilings made of webs, e.g. of fabrics, or wallpaper, used as coverings or linings
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F13/00—Coverings or linings, e.g. for walls or ceilings
- E04F13/02—Coverings or linings, e.g. for walls or ceilings of plastic materials hardening after applying, e.g. plaster
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/24—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer not being coherent before laminating, e.g. made up from granular material sprinkled onto a substrate
- B32B2037/243—Coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/02—Coating on the layer surface on fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2607/00—Walls, panels
- B32B2607/02—Wall papers, wall coverings
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N2211/00—Specially adapted uses
- D06N2211/06—Building materials
- D06N2211/063—Wall coverings
Landscapes
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Textile Engineering (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Inorganic Chemistry (AREA)
- Laminated Bodies (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Description
1、2018年2月16日に申請した申請番号は201810152540.X(発明名称:浸透塗布のサンドイッチ壁紙及びその製造方法である);
2、2018年2月16日に申請した申請番号は201810152547.1(発明名称:アルカリ耐性のサンドイッチ浸透塗布サンドイッチ壁紙及びその製造方法);
3、2018年4月19日に申請した申請番号は201810352310.8(発明名称:長期間抗菌の浸透塗布サンドイッチ壁紙及びその製造方法);
4、2018年2月16日に申請した申請番号は201810152552.2(発明名称:落書き防止の浸透塗布サンドイッチ壁紙及びその製造方法);
5、2018年2月16日に申請した申請番号は201810152548.6(発明名称:保温の浸透塗布サンドイッチ壁紙及びその製造方法);
6、2018年2月16日に申請した申請番号は201810152546.7(発明名称:防水の浸透塗布サンドイッチ壁紙及びその製造方法);
7、2018年2月16日に申請した申請番号は201810152553.7(発明名称:防火の浸透塗布サンドイッチ壁紙及びその製造方法);
8、2018年2月16日に申請した申請番号は201810152554.1(発明名称:電磁シールドの浸透塗布サンドイッチ壁紙及びその製造方法);
9、2018年2月16日に申請した申請番号は201810152543.3(発明名称:磁気吸引性壁掛けの浸透塗布サンドイッチ壁紙及びその製造方法);
10、2018年2月16日に申請した申請番号は201810152535.9(発明名称:相転移エネルギー蓄積の浸透塗布サンドイッチ壁紙及びその製造方法)。
物体表面のベースコーティングが可塑性を失った後、ファイバーテクスチャのネットワークサンドイッチをベースコーティングの表面に貼り付ける。前記ファイバーテクスチャのネットワークサンドイッチの中にファイバーにより形成したネットワーク構造を有し、。
前記サンドイッチコーティングを固まらせ、前記浸透塗布サンドイッチ壁紙を形成させる。
本発明が前記ベースコーティングは物体表面に存在するコーティングでもいいし、あるいはファイバーテクスチャのネットワークサンドイッチを貼り付ける前に現場で物体表面に塗りつけるベースコーティングでもいい。
そのうち、前記ステッカーはファイバーテクスチャのネットワークサンドイッチのトップにあり、つまりファイバーテクスチャのネットワークサンドイッチのトップはステッカーでベースコーティングに貼りつている。
物体表面にベースコーティングを塗布し、ベースコーティングが可塑性を失ったあとで、ベースコーティングの表面に第一接着剤を塗布する。
ファイバーテクスチャのネットワークサンドイッチの表面に第二接着剤を塗布し、圧力をかけて第二接着剤をネットワーク構造のファイバーを浸透させ、さらにネットワーク構造のネットワークホール内に浸入させる。サンドイッチコーティングに形成する。
物体表面にベースコーティングを塗布し、ベースコーティングが可塑性を失ったあと、ベースコーティングの表面に接着剤を塗布する。
ファイバーテクスチャのネットワークサンドイッチの表面に無機乾燥粉塗料を塗布し、圧力をかけることでネットワーク構造のファイバーを浸透し、ネットワーク構造のネットワークホール内にさらに浸入させる。サンドイッチコーティングに形成する。
物体表面にベースコーティングを塗布し、ベースコーティングが可塑性を失ったあと、ベースコーティングの表面に第一無機乾燥粉塗料を塗布する。
より好ましい実施例のなかで、前記ファイバーテクスチャのネットワークサンドイッチのファイバーに細菌抑制、殺菌物質があり、あるいは細菌抑制、殺菌物質が出せる物質がある。例えば、銀イオンがあり、あるいは空気と/あるいは水と接触すれば銀イオンが出せる物質がある。
本発明の前記の内容のなかで、好ましく、前記ベースコーティング、第二コーティングの中の一つあるいは二つは防水コーティング、あるいは少なくても防水コーティングを含む。
本発明の前記の内容のなかで、ファイバーテクスチャのネットワークサンドイッチを第一コーティングに貼り付けたあと、圧力をかけて前記ファイバーテクスチャのネットワークサンドイッチの少なくても一部を前記第一コーティングに落ちさせる。
本発明の前記の内容のなかで、第二コーティングの塗料はネットワーク構造のネットワークホール内に浸入し、そしてネットワーク構造のネットワークホール内に浸入した第一コーティング塗料と接触し、より好ましく、第一コーティング塗料は第二コーティング塗料と接触したあと圧力をかけつつ、第一コーティング塗料と第二コーティング塗料をさらにしっかりと融合させる。
本発明のより好ましい実施例では各層ファイバーは経緯線が織り成す2次元ネットワーク構造であってもよく、及び/またはファイバー曲げ配置で形成された二次元ネットワーク構造である。
本発明の上記内容において、前記ファイバーテクスチャネットワークサンドイッチのネットワークホールの径は好ましくは0.1mm-10mm、より好ましくは0.1mm-5mm、より好ましくは0.1mm-3mm、より好ましくは0.1mm-1mmである。
る、これらに限定されない:
a)表面をしっかりと平らにするが、内部ネットワークホールとつながる表面の開口を保留する。片面フラット化或は両面フラット化をしてよい。
b)ファイバー性能を変えることができる材料を表面に塗布し、吸水率がそれぞれことなる材料を塗布するのが好ましい。
c)染色を行い、ファイバーテクスチャのネットワークサンドイッチの表面に色を付ける。そのうち、前記色は単色、多種の色のほうが好ましい。前記多種の色はグラデーションのほうが好ましい。
d)フィルムを貼るが、内部ネットワークホールとつながる表面の開口を保留する。
e)ソフトプレスはファイバーテクスチャネットワークサンドイッチの表面に圧痕パターンを持たせる。より好ましくエンボス、ニップ、穴あけの整理を行う。
f)打ち抜き、ファイバーテクスチャのネットワークサンドイッチに貫通模様を付ける。
g)ファイバーの剛性を向上し、さらに抗変形能圧力を向上するように、浸漬による改質を行う。
前記添加剤は、コーティング形態、及び/または外観(例えば色)を改善するための任意の利用可能な添加剤であってもよい、乾燥剤、沈降防止剤、老化防止剤、カビ防止剤、可塑剤、ポリマーゴム粉末、セルロースエーテル、消泡剤、増粘剤、防水剤、レベリング剤、その他の添加剤など一つ或は複数である。
本発明の上記内容において、前記第一コーティング、第二コーティング固定化時間(可塑性を失う)は、それぞれ独立して好ましくは制限されない、ファイバーテクスチャネットワークサンドイッチを貼り付けた後、ファイバーテクスチャネットワークサンドイッチのネットワークホール内に浸潤、浸透し、充填することを満足すればよいである。一般的には、塗布後24時間以内に固化することが好ましい、より好ましくは塗布後12時間以内に固化する、より好ましくは塗布後2時間以内に固化する。
本発明の上記内容において、前記第一コーティング、第二コーティングは、それぞれ独立して既知の利用可能なコーティング方式でコーティングできる、例えばスプレーコーティング、ナイフコーティング、ローラーコーティング、ブラシコーティングなどのうちのいずれか一つ或は複数であることができる。
1)本発明の浸透塗布サンドイッチ壁紙は物体の表面にあり、塗料と物体表面は十分な接着力を持っていて、全体コーティング全体の完成面は堅固で信頼性がある。ファイバーネットワークサンドイッチ接続継ぎ目のところには、明確な接続継ぎ目がなく、しかも継ぎ目のところが割れにくいである。
2)塗料はファイバーテクスチャネットワークサンドイッチのネットワーク構造のネットワークホールに浸潤、浸透して充填した、ファイバーテクスチャネットワークサンドイッチのファイバーは浸透塗布塗料との噛み合い、接着役割を持たせて、特に,三次元相互貫通ネットワーク構造のネットワークホールは三次元立体分布の場合に、複数のネットワークホールが互いに貫通して、塗料はネットワークホールの中の浸潤、浸透と充填も三次元の形式であり、したがって、本発明は、塗料とファイバーテクスチャネットワークサンドイッチとの間のより密接な結合を提供することができ、したがって、壁紙製造キメより明らかに高い耐離能力を有する。
3)本発明は形成したサンドイッチ構造であり、ファイバーテクスチャネットワークサンドイッチは浸透塗布塗料の間にあり、ファイバーテクスチャネットワークサンドイッチ表面に第二コーティングを塗って後、ファイバー表面の厚さが増加した。そしてネットワークホールの表面の第二コーティングは固化過程ではめ込み、ファイバーテクスチャネットワークサンドイッチのキメを現れる、だから、キメの制御できる長所を有し、。ファイバーテクスチャネットワークサンドイッチは標準化と規模化の生産製造ができて、そして肌理の整合性を確保する。同時にキメの造型は多様化することができて、コーティングのキメの造型を豊かにさせる。
4)本発明は形成したサンドイッチ構造であり、壁紙、壁布の各層的に作られたキメコーティングに比べて、明らかに優れた剥離防止能力を持ち、従来の技術に比べてガラスファイバー布で作られたコーティングは,コーティングの重量が著しく小さく、しかもクラッキング能力は損失はない。
5)本発明の方法は、物体の表面に壁紙に類似した豊富なキメを作成でき、しかも継ぎ目ところに明らかな隙間が現れないので、キメの一貫性が良い。本発明の方法は塗料を使って物体表面に壁布の豊富なキメ、手触りとパターンを作ることができる。ベースコーティングとファイバーネットワークサンドイッチの模様の組み合わせは、装飾面の色表現がより豊富である。
6)本発明の壁布は通気性が良く、大きな通気量を有し、。
図1Aをご参照、本発明浸透塗布サンドイッチ壁布構造は以下のように、:ベース色コーティング11、ベース色コーティング表面の浸透塗布複合サンドイッチ塗料複合体、浸透塗布複合サンドイッチ塗料複合帯を含む。透明あるいは半透明の第一コーティング20、透明あるいは半透明の第二コーティング40、及び第一コーティング20と第二コーティング40の間に挟まれるファイバーネットワークサンドイッチ30を含む。
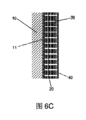
図6を参照すると、本実施例において、浸透塗布サンドイッチ壁布を作成する方法は以下の通りである:
ベース色コーティング11が乾燥したあと、透明あるいは半透明の第一無機乾燥粉塗料を塗布し、透明あるいは半透明の第一コーティング20に形成させる。第一コーティングはベース色コーティング11の表面に覆う必要があるが、平かにする必要はない。
圧力をかけたあと、第一無機乾燥粉塗料は第二無機乾燥粉塗料とネットワークホール内に接触し、圧圧力でしっかりと融合する。図6Cの通り。
本実施例のなかで浸透塗布サンドイッチ壁紙の製造方法は以下の通り:
壁10の表面にクローズベースコーティングを塗って、ベースコーティングが乾燥していたり或は乾燥していなかったりした後、クローズベースコーティング12の表面にベースコーティング11を塗る。
圧力をかけたあと、第一無機乾燥粉塗料は第二無機乾燥粉塗料とネットワークホール内に接触し、圧圧力でしっかりと融合する。図6Cの通り。
ファイバーテクスチャのネットワークサンドイッチ30の好ましい厚さは0.25mmである。第一コーティングの厚さは0.1mmで、第二コーティングの厚さは0.13mmである。
本実施例のなかで浸透塗布サンドイッチ壁紙の製造方法は以下の通り:
壁10表面にベースコーティング11を塗る。
ベースコーティング11が乾燥した後、ベースコーティング11の表面に透明或は半透明の第一無機塗料を塗る。例えばラテックス塗料、明または半透明の第一コーティング20を形成する。
ファイバーテクスチャのネットワークサンドイッチ30の好ましい厚さは0.3mmである。第一コーティングの厚さは0.15mmで、第二コーティングの厚さは0.15mmである。
本実施例のなかで浸透塗布サンドイッチ壁紙の製造方法は以下の通りである。
ベース色コーティング11が乾燥したあと、透明あるいは半透明の第一無機乾燥粉塗料を塗布し、透明あるいは半透明の第一コーティング20に形成させる。第一コーティングはベース色コーティング11の表面に覆う必要があるが、平かにする必要はない。
本実施例のなかで浸透塗布サンドイッチ壁紙の製造方法は以下の通り
壁10の表面に保温コーティングを塗り、第一コーティング20(或はベースコーティング)を形成する。
透明或は半透明の第二無機乾燥粉末塗料を塗り、ラテックス塗料でもいいである。圧力をかけて、第二無機乾燥粉末塗料を三次元相互貫通ネットワーク構造ファイバーに浸潤させ、三次元相互貫通ネットワーク構造のネットワークホール内に侵入する。サンドイッチコーティングに形成する。
本実施のなかで、浸透塗布サンドイッチ壁紙の構造は以下の通り:ベース色コーティング11、ベース色コーティング表面の浸透塗布複合サンドイッチ塗料複合体、浸透塗布複合サンドイッチ塗料複合帯を含む。透明あるいは半透明の第一コーティング20、透明あるいは半透明の第二コーティング40、及び第一コーティング20と第二コーティング40の間に挟まれるファイバーネットワークサンドイッチ30を含む。そのうち、第二コーティング40は防水コーティングである。
壁10の表面にカラーコーティング11を塗る。
図6Bを参照し、第一無機乾燥粉塗料が可塑性を失う前に、ファイバーテクスチャのネットワークサンドイッチ30を第一無機乾燥粉塗料に貼り付ける。第一無機乾燥粉塗料はファイバーに浸透し、あるいは圧力をかけることより第一無機乾燥粉塗料をファイバーに浸透させ、さらに三次元で互いに貫き通しているネットワーク構造のホール内に浸透させる。この過程で、ファイバーテクスチャのネットワークサンドイッチ30は圧圧力を受けてベース色コーティング11の表面に接触してもいいし、接触しなくてもいい。第一無機乾燥粉塗料もファイバーテクスチャのネットワークサンドイッチ30のネットワークホールに貫いてから進出してもいいけど、必須ではない。
本実施のなかで、浸透塗布サンドイッチ壁紙の構造は以下の通り:ベース色コーティング11、ベース色コーティング表面の浸透塗布複合サンドイッチ塗料複合体、浸透塗布複合サンドイッチ塗料複合帯を含む。透明あるいは半透明の第一コーティング20、透明あるいは半透明の第二コーティング40、及び第一コーティング20と第二コーティング40の間に挟まれるファイバーネットワークサンドイッチ30を含む。そのうち、少なくとも第二コーティング40は防火コーティングである。
本実施のなかで、浸透塗布サンドイッチ壁紙の構造は以下の通り:ベース色コーティング11、ベース色コーティング表面の浸透塗布複合サンドイッチ塗料複合体、浸透塗布複合サンドイッチ塗料複合帯を含む。透明あるいは半透明の第一コーティング20、透明あるいは半透明の第二コーティング40、及び第一コーティング20と第二コーティング40の間に挟まれるファイバーネットワークサンドイッチ30を含む。そのうち、ベースコーティング11には導電性填料が添加されており、これからコーティングに電磁シールド機能をもたらす。
浸透塗布サンドイッチ壁紙の製造方法は実施例6を参照してもいい。
本実施のなかで、浸透塗布サンドイッチ壁紙の構造は以下の通り:ベース色コーティング11、ベース色コーティング表面の浸透塗布複合サンドイッチ塗料複合体、浸透塗布複合サンドイッチ塗料複合帯を含む。透明あるいは半透明の第一コーティング20、透明あるいは半透明の第二コーティング40、及び第一コーティング20と第二コーティング40の間に挟まれるファイバーネットワークサンドイッチ30を含む。そのうち、第二コーティング40には磁性粉体が負荷されている。
本実施のなかで、浸透塗布サンドイッチ壁紙の構造は以下の通り:ベース色コーティング11、ベース色コーティング表面の浸透塗布複合サンドイッチ塗料複合体、浸透塗布複合サンドイッチ塗料複合帯を含む。透明あるいは半透明の第一コーティング20、透明あるいは半透明の第二コーティング40、及び第一コーティング20と第二コーティング40の間に挟まれるファイバーネットワークサンドイッチ30を含む。
有機接着剤を使って壁紙を壁の表面に貼り付ける。
壁紙表面にラテックス塗料を塗る
有機接着剤とラテックス塗料を固化する。
無機乾燥粉塗料を使って壁紙を壁の表面に貼り付ける。
壁紙の表面に無機乾燥粉末塗料を塗る。
無機乾燥粉塗料を固まらせる。
無機粉末塗料を使ってガラスファイバー布を壁の表面に貼り付ける。
ガラスファイバーの布の表面に無機乾燥塗料を塗る。
無機乾燥粉塗料を固まらせる。
無機乾燥粉塗料を使って、経緯単線の二次元ネットワーク布(例えば網戸布)を壁の表面に貼り付ける。
無機乾燥粉塗料を固まらせる。



Claims (19)
- 物体の表面に浸透塗布サンドイッチ壁布を製造する方法であって、
物体表面のベースコーティング層が可塑性を失った後、ファイバーテクスチャのネットワークサンドイッチをベースコーティング層の表面に貼り付け、前記ファイバーテクスチャのネットワークサンドイッチの中にファイバーにより形成したネットワーク構造を有し、
表面に第二コーティング層を塗布し、圧力をかけて第二コーティング層の塗料をネットワーク構造のファイバーに浸透させ、さらにネットワーク構造のネットワークホール内に浸透させ、サンドイッチコーティング層を形成し、
前記サンドイッチコーティング層を固まらせ、前記浸透塗布サンドイッチ壁布を形成させ、
第二コーティング層は透明あるいは半透明コーティング層である、
ステップを含み、
前記ファイバーテクスチャのネットワークサンドイッチは、三次元相互貫通ネットワーク構造であり、前記ファイバーは、三次元方向に配列され、
前記ファイバーの少なくとも一部が、少なくとも二層のファイバー層を織り込み、各層のファイバーは交互に配列され、異なる方向にネットワークホールを形成し、各層或は少なくとも部分層のファイバーの交差点は、他の層のネットワークホールに位置し、各層は少なくとも部分層のファイバーは、他の層のファイバーの方向と異なり、前記ファイバーテクスチャのネットワークサンドイッチのファイバー間の接続点は、溶接および/または接着によるものであり、前記ファイバーテクスチャのネットワークサンドイッチのファイバーの接続点数は1%-100%であり、
前記ファイバーテクスチャのネットワークサンドイッチは、厚さが0.1mm-1mmであり、密度が10-300g/m2であり、ネットワークホールの径は0.1mm-10mmである、製造方法。 - 物体表面のベースコーティング層が可塑性を失った後、ファイバーテクスチャのネットワークサンドイッチをステッカーでベースコーティング層に貼り付け、前記ファイバーテクスチャのネットワークサンドイッチの中にファイバーにより形成したネットワーク構造を有し、
ファイバーテクスチャのネットワークサンドイッチの表面に第二コーティング層を塗布し、圧力をかけて第二コーティング層の塗料をネットワーク構造のファイバーに浸透させ、さらにネットワーク構造のネットワークホール内に浸透させ、ベースコーティング層と接触させ、サンドイッチコーティング層を形成し、ここで、第二コーティング層を塗布するとき、ファイバーテクスチャのネットワークサンドイッチの少なくても一部がベースコーティング層に貼り付けて剥がれない後、ファイバーテクスチャのネットワークサンドイッチの上のステッカーを剥がし、
前記サンドイッチコーティング層を固まらせ、前記浸透塗布サンドイッチ壁布を形成さ
せ、
第二コーティング層は透明あるいは半透明コーティング層である、
ステップを含む、請求項1に記載の製造方法。 - 物体表面のベースコーティング層が可塑性を失った後、ベースコーティング層の表面に
第一コーティング層を塗布し、
第一コーティング層が可塑性を失うまで、ファイバーテクスチャのネットワークサンドイッチを第一コーティング層に貼り付け、前記ファイバーテクスチャのネットワークサンドイッチの中にファイバーにより形成したネットワーク構造を有し、第一コーティング層の塗料をネットワーク構造のファイバーに浸透させ、さらにネットワーク構造のネットワークホール内に浸透させ、
ファイバーテクスチャのネットワークサンドイッチの表面に第二コーティング層を塗布し、圧力をかけて第二コーティング層の塗料をネットワーク構造のファイバーに浸透させ、さらにネットワーク構造のネットワークホール内に浸透させ、第一コーティング層と接触させ、サンドイッチコーティング層に形成し、
前記サンドイッチコーティング層を固まらせ、前記浸透塗布サンドイッチ壁布を形成させ、
第一コーティング層及び第二コーティング層は透明あるいは半透明のコーティング層である、
ステップを含む、請求項1に記載の製造方法。 - ネットワークホール表面に位置する塗料が内部に第1深さを有する凹みを形成し、ファイバー表面に位置するコーティング層はファイバーによってブロックされて凹みを有せず、或は前記第1深さより小さい第2深さを有する凹みが形成され、キメが形成される、請求項1に記載の製造方法。
- 前記ベースコーティング層、第二コーティング層とファイバーテクスチャのネットワークサンドイッチの中のいずれか一つ或は複数は、細菌抑制、殺菌物質を有し、若しくは、細菌抑制、殺菌物質を放出することができ、あるいは、
ベースコーティング層、第二コーティング層及びファイバーテクスチャのネットワークサンドイッチの中の一つ或は複数は、電磁シールド機能を有し、あるいは、
ベースコーティング層、第二コーティング層及びファイバーテクスチャのネットワークサンドイッチの中の一つ或は複数は、磁気吸引性を有し、あるいは、
ベースコーティング層、第二コーティング層及びファイバーテクスチャのネットワークサンドイッチの中の一つ或は複数は、相変化エネルギー貯蔵機能を有し、あるいは、
前記ベースコーティング層、第二コーティング層中に一つ或は二つは、防水コーティングであり、或は少なくとも防水コーティングを含み、あるいは、
ベースコーティング層、第二コーティング層中に一つ或は二つは、少なくとも防火コーティング層、或は防火コーティング層を含み、及び/または前記ファイバーテクスチャのネットワークサンドイッチは難燃性或は不燃性ファイバーテクスチャネットワークサンドイ
ッチであり、あるいは、
前記第二コーティング層は落書き防止コーティング層であり、あるいは、
前記ベースコーティング層は保温コーティング層である、
請求項1に記載の製造方法。 - 前記ベースコーティング層は、クローズベースコーティング層とクローズベースコーティング層を覆うベースコーティング層を含み、
物体の表面にクローズベースコーティング層を塗布し、クローズベースコーティング層が可塑性を失う前に、あるいは失った後、有色のベースコーティング層を塗布し、有色のベースコーティング層が可塑性を失ったあと、ファイバーテクスチャのネットワークサンドイッチを有色のベースコーティング層の表面に貼り付ける、請求項1に記載の製造方法。 - 前記ファイバーテクスチャのネットワークサンドイッチのファイバーの直径は1μm-5000μmである、請求項1に記載の製造方法。
- 前記ファイバーテクスチャのネットワークサンドイッチのファイバーの直径は1μm-1000μmである、請求項7に記載の製造方法。
- 前記ファイバーテクスチャのネットワークサンドイッチのファイバーの直径は1μm-100μmである、請求項8に記載の製造方法。
- 前記ファイバーテクスチャのネットワークサンドイッチのファイバーの直径は5μm-50μmである、請求項9に記載の製造方法。
- 前記ファイバーテクスチャのネットワークサンドイッチの厚さは0.1-0.5mmである、請求項1に記載の製造方法。
- 前記ファイバーテクスチャのネットワークサンドイッチのネットワークホール径は0.1mm-5mmである、請求項1に記載の製造方法。
- 前記ファイバーテクスチャのネットワークサンドイッチのネットワークホール径は0.1mm-3mmである、請求項12に記載の製造方法。
- 前記ファイバーテクスチャのネットワークサンドイッチのネットワークホール径は0.1mm-1mmである、請求項13に記載の製造方法。
- 前記第一コーティング層、第二コーティング層の最大粒子径は、それぞれ独立して≦50μmであり、及び/または、
前記第一コーティング層、第二コーティング層の最大粒子径は、それぞれ独立して、≦ファイバーテクスチャのネットワークサンドイッチネットワークホールの平均径の1/5である、請求項3に記載の製造方法。 - 前記ファイバーテクスチャのネットワークサンドイッチの密度は15-200g/m2である、請求項1に記載の製造方法。
- 前記ファイバーテクスチャのネットワークサンドイッチの密度は20-150g/m2である、請求項16に記載の製造方法。
- 前記ファイバーテクスチャのネットワークサンドイッチは少なくとも一つのパターンを含み、前記パターンは同じ或は異なるファイバーテクスチャのネットワークサンドイッチの構造組織によって形成され、パターンはファイバーテクスチャのネットワークサンドイッチの中で凸或は凹み、或は前記ファイバーテクスチャのネットワークサンドイッチをソフトプレスしてファイバーテクスチャのネットワークサンドイッチを貫通するパターンを形成することができる、請求項1に記載の製造方法。
- 前記ファイバーテクスチャのネットワークサンドイッチは、片面或は両面表面整理を行うこと或は行ったものであり、前記表面整理は、以下のa)-g)のいずれか一つか或は複数を含む:
a)表面を平らにするが、内部ネットワークホールとつながる表面の開口を保留する;
b)ファイバー性能を変えることができる材料を表面に塗布し、吸水率がそれぞれことなる材料を塗布し、当該性能は、前記ファイバーテクスチャのネットワークサンドイッチの一端から他端まで徐々に変化する;
c)前記ファイバーテクスチャのネットワークサンドイッチに染色を行い、当該色は単色もしくは多種の色であり、または、当該色は、前記ファイバーテクスチャのネットワークサンドイッチの一端から他端まで徐々に変化する;
d)フィルムを貼るが、内部ネットワークホールとつながる表面の開口を保留する;
e)ソフトプレスはファイバーテクスチャのネットワークサンドイッチの表面にパターンを持たせる;
f)打ち抜きを行い、ファイバーテクスチャのネットワークサンドイッチに貫通模様を付ける;
g)ファイバーの剛性を向上し、さらに抗変形能圧力を向上するように、浸漬による改質を行う;
請求項18に記載の製造方法。
Applications Claiming Priority (21)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201810152535.9A CN110158882B (zh) | 2018-02-16 | 2018-02-16 | 一种相变储能浸渗涂覆夹芯墙布及其制作方法 |
| CN201810152543.3 | 2018-02-16 | ||
| CN201810152546.7A CN110158890B (zh) | 2018-02-16 | 2018-02-16 | 一种防水的浸渗涂覆夹芯墙布及其制作方法 |
| CN201810152540.XA CN110158898B (zh) | 2018-02-16 | 2018-02-16 | 一种浸渗涂覆夹芯墙布及其制作方法 |
| CN201810152546.7 | 2018-02-16 | ||
| CN201810152554.1 | 2018-02-16 | ||
| CN201810152553.7 | 2018-02-16 | ||
| CN201810152553.7A CN110158892B (zh) | 2018-02-16 | 2018-02-16 | 一种防火的浸渗涂覆夹芯墙布及其制作方法 |
| CN201810152535.9 | 2018-02-16 | ||
| CN201810152554.1A CN110158893B (zh) | 2018-02-16 | 2018-02-16 | 一种电磁屏蔽浸渗涂覆夹芯墙布及其制作方法 |
| CN201810152548.6A CN110158891B (zh) | 2018-02-16 | 2018-02-16 | 一种保温浸渗涂覆夹芯墙布及其制作方法 |
| CN201810152540.X | 2018-02-16 | ||
| CN201810152552.2A CN110158885B (zh) | 2018-02-16 | 2018-02-16 | 一种防涂鸦浸渗涂覆夹芯墙布及其制作方法 |
| CN201810152547.1 | 2018-02-16 | ||
| CN201810152552.2 | 2018-02-16 | ||
| CN201810152548.6 | 2018-02-16 | ||
| CN201810152547.1A CN110158884B (zh) | 2018-02-16 | 2018-02-16 | 一种抗碱浸渗涂覆夹芯墙布及其制作方法 |
| CN201810152543.3A CN110158883B (zh) | 2018-02-16 | 2018-02-16 | 一种磁吸墙挂浸渗涂覆夹芯墙布及其制作方法 |
| CN201810352310.8 | 2018-04-19 | ||
| CN201810352310.8A CN110388014A (zh) | 2018-04-19 | 2018-04-19 | 一种长效抗菌浸渗涂覆夹芯墙布及其制作方法 |
| PCT/CN2018/125958 WO2019157878A1 (zh) | 2018-02-16 | 2018-12-30 | 一种浸渗涂覆夹芯墙布及其制作方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021514302A JP2021514302A (ja) | 2021-06-10 |
| JP7387178B2 true JP7387178B2 (ja) | 2023-11-28 |
Family
ID=67619123
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020566868A Active JP7387178B2 (ja) | 2018-02-16 | 2018-12-30 | 浸透塗布のサンドイッチ壁紙及びその製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US12234611B2 (ja) |
| EP (1) | EP3754110A4 (ja) |
| JP (1) | JP7387178B2 (ja) |
| WO (1) | WO2019157878A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115198537A (zh) * | 2022-07-19 | 2022-10-18 | 北京七特丽装饰材料有限公司 | 一种防热水渗透的壁布产品制作方法 |
| KR102698558B1 (ko) * | 2023-04-04 | 2024-08-28 | 주식회사 인테리어하다 | 친환경 소음차단 건축용 패널 |
| KR102903462B1 (ko) * | 2023-06-27 | 2026-01-27 | 주식회사 인테리어하다 | 천연목재를 포함하는 친환경 소음차단 건축용 패널 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013047303A (ja) | 2011-08-29 | 2013-03-07 | Dainichiseika Color & Chem Mfg Co Ltd | 壁紙用接着剤及び基材層付き壁紙用接着剤 |
| JP2015525307A (ja) | 2012-06-04 | 2015-09-03 | サン−ゴバン アドフォル | 水賦活性自己粘着型ガラスウェブ |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3044919A (en) * | 1957-05-16 | 1962-07-17 | Owens Corning Fiberglass Corp | Method of applying facing material to a wall surface |
| LU75686A1 (ja) | 1975-09-24 | 1977-07-14 | ||
| US5143757A (en) * | 1989-03-17 | 1992-09-01 | SKINNER George | Encapsulating a substrate |
| JP3863857B2 (ja) | 2003-05-02 | 2006-12-27 | 株式会社インクコーポレーション | 壁張用クロス、壁張用クロスの製造方法、および壁張用クロスの張り付け方法 |
| CN201092708Y (zh) | 2007-08-20 | 2008-07-30 | 江苏格雷特复合材料有限公司 | 玻璃纤维复合壁布 |
| JP2010001707A (ja) * | 2008-06-23 | 2010-01-07 | Mbs Inc | コンクリート構造物表面の強化コーティング方法 |
| CN103088711A (zh) | 2011-10-29 | 2013-05-08 | 孟莉莉 | 防电磁辐射墙纸 |
| DE102015113674A1 (de) * | 2015-08-18 | 2017-02-23 | Surtech Gmbh Wigbert H. Sauer | Malervlies und Verfahren zu dessen Herstellung |
| CN106585039A (zh) | 2016-12-13 | 2017-04-26 | 徐建 | 一种多层面料及其组合后进行表面绘印图案的制作方法 |
| WO2018176256A1 (zh) * | 2017-03-29 | 2018-10-04 | 苏州红泥新材料科技有限公司 | 一种制作浸透涂覆复合抗裂肌理夹芯涂层的方法及所用涂料 |
| CN207582074U (zh) * | 2017-03-29 | 2018-07-06 | 苏州红泥新材料科技有限公司 | 一种纤维抗裂肌理夹芯 |
| CN207582169U (zh) * | 2017-03-29 | 2018-07-06 | 苏州红泥新材料科技有限公司 | 一种浸渗涂覆复合抗裂肌理夹芯涂层 |
| CN108661261B (zh) * | 2017-03-29 | 2020-06-16 | 苏州红泥新材料科技有限公司 | 一种浸渗涂覆复合抗裂肌理夹芯涂层、涂料及制作方法 |
-
2018
- 2018-12-30 EP EP18906424.9A patent/EP3754110A4/en active Pending
- 2018-12-30 US US16/970,316 patent/US12234611B2/en active Active
- 2018-12-30 WO PCT/CN2018/125958 patent/WO2019157878A1/zh not_active Ceased
- 2018-12-30 JP JP2020566868A patent/JP7387178B2/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013047303A (ja) | 2011-08-29 | 2013-03-07 | Dainichiseika Color & Chem Mfg Co Ltd | 壁紙用接着剤及び基材層付き壁紙用接着剤 |
| JP2015525307A (ja) | 2012-06-04 | 2015-09-03 | サン−ゴバン アドフォル | 水賦活性自己粘着型ガラスウェブ |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2019157878A1 (zh) | 2019-08-22 |
| EP3754110A1 (en) | 2020-12-23 |
| JP2021514302A (ja) | 2021-06-10 |
| US20210079596A1 (en) | 2021-03-18 |
| US12234611B2 (en) | 2025-02-25 |
| EP3754110A4 (en) | 2021-11-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7387178B2 (ja) | 浸透塗布のサンドイッチ壁紙及びその製造方法 | |
| CN110158892B (zh) | 一种防火的浸渗涂覆夹芯墙布及其制作方法 | |
| CN207582074U (zh) | 一种纤维抗裂肌理夹芯 | |
| CN110158882B (zh) | 一种相变储能浸渗涂覆夹芯墙布及其制作方法 | |
| CN111593854B (zh) | 一种浸渗涂覆复合抗裂肌理夹芯涂层、涂料及制作方法 | |
| CN208618698U (zh) | 一种抗碱浸渗涂覆夹芯墙布 | |
| CN208618711U (zh) | 一种浸渗涂覆夹芯墙布 | |
| CN110158891B (zh) | 一种保温浸渗涂覆夹芯墙布及其制作方法 | |
| CN110158898B (zh) | 一种浸渗涂覆夹芯墙布及其制作方法 | |
| CN110158893B (zh) | 一种电磁屏蔽浸渗涂覆夹芯墙布及其制作方法 | |
| CN110158884B (zh) | 一种抗碱浸渗涂覆夹芯墙布及其制作方法 | |
| CN110158885B (zh) | 一种防涂鸦浸渗涂覆夹芯墙布及其制作方法 | |
| CN110158890B (zh) | 一种防水的浸渗涂覆夹芯墙布及其制作方法 | |
| CN110158883B (zh) | 一种磁吸墙挂浸渗涂覆夹芯墙布及其制作方法 | |
| CN207582169U (zh) | 一种浸渗涂覆复合抗裂肌理夹芯涂层 | |
| WO2021035778A1 (zh) | 一种墙面翻新方法 | |
| CN113266118A (zh) | 一种装配式拼接墙地面抗裂装饰面及制作方法 | |
| CN216446386U (zh) | 一种装配式拼接墙地面抗裂装饰面 | |
| WO2018176256A1 (zh) | 一种制作浸透涂覆复合抗裂肌理夹芯涂层的方法及所用涂料 | |
| CN111055617A (zh) | 一种带压花图案的抗裂肌理夹芯及其制作方法 | |
| CN216864668U (zh) | 一种多层复合云母纸 | |
| CN110388014A (zh) | 一种长效抗菌浸渗涂覆夹芯墙布及其制作方法 | |
| CN216446425U (zh) | 一种结构装饰一体化地面 | |
| CN111055616A (zh) | 一种带印刷图案的抗裂肌理夹芯及其制作方法 | |
| CN219219604U (zh) | 一种复合艺术漆墙布 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220104 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20221014 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20221114 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230214 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230508 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230807 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20231023 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20231108 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7387178 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |