JP7375475B2 - ロータの製造方法 - Google Patents
ロータの製造方法 Download PDFInfo
- Publication number
- JP7375475B2 JP7375475B2 JP2019199427A JP2019199427A JP7375475B2 JP 7375475 B2 JP7375475 B2 JP 7375475B2 JP 2019199427 A JP2019199427 A JP 2019199427A JP 2019199427 A JP2019199427 A JP 2019199427A JP 7375475 B2 JP7375475 B2 JP 7375475B2
- Authority
- JP
- Japan
- Prior art keywords
- rotor core
- resin
- hole
- holding jig
- rotor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 30
- 239000011347 resin Substances 0.000 claims description 150
- 229920005989 resin Polymers 0.000 claims description 150
- 238000002347 injection Methods 0.000 claims description 105
- 239000007924 injection Substances 0.000 claims description 105
- 238000001816 cooling Methods 0.000 claims description 43
- 238000000034 method Methods 0.000 claims description 31
- 238000010438 heat treatment Methods 0.000 claims description 26
- 238000003825 pressing Methods 0.000 claims description 25
- 229910000576 Laminated steel Inorganic materials 0.000 claims description 23
- 238000003475 lamination Methods 0.000 claims description 10
- 238000011900 installation process Methods 0.000 claims description 6
- 229920001187 thermosetting polymer Polymers 0.000 claims description 5
- 238000009434 installation Methods 0.000 description 26
- 239000000463 material Substances 0.000 description 6
- 238000002844 melting Methods 0.000 description 6
- 230000008018 melting Effects 0.000 description 6
- 239000003507 refrigerant Substances 0.000 description 6
- 229910000831 Steel Inorganic materials 0.000 description 4
- 238000010030 laminating Methods 0.000 description 4
- 239000010959 steel Substances 0.000 description 4
- 230000002093 peripheral effect Effects 0.000 description 3
- 239000007787 solid Substances 0.000 description 3
- 230000001154 acute effect Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 239000004615 ingredient Substances 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 230000000149 penetrating effect Effects 0.000 description 2
- 230000035515 penetration Effects 0.000 description 2
- 230000005855 radiation Effects 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 238000000748 compression moulding Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 150000002505 iron Chemical group 0.000 description 1
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 238000001721 transfer moulding Methods 0.000 description 1
Images












Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T10/00—Road transport of goods or passengers
- Y02T10/60—Other road transportation technologies with climate change mitigation effect
- Y02T10/64—Electric machine technologies in electromobility
Landscapes
- Injection Moulding Of Plastics Or The Like (AREA)
- Manufacture Of Motors, Generators (AREA)
- Permanent Field Magnets Of Synchronous Machinery (AREA)
Description
回転電機のロータを製造するロータの製造方法において、
ロータコアを形成する複数の積層鋼板が上方から積層されると共に前記ロータコアの下面を覆う下板と、前記ロータコアの上方に配置される上板と、前記ロータコアの上面を覆う押圧板と、前記上板と前記押圧板との間に縮設されるスプリングと、を有する保持治具を、前記積層鋼板に形成された孔部に磁石部材が配置された状態のロータコアに、前記ロータコアを積層方向に押圧した状態で保持するように取付ける治具取付け工程と、
前記保持治具が取付けられたロータコアの孔部に熱硬化性の樹脂を注入する樹脂注入工程と、
前記樹脂が前記孔部に注入された前記ロータコアを加熱して前記樹脂を硬化させ、前記磁石部材を前記孔部に固定する加熱工程と、
前記保持治具を前記ロータコアから取外す治具取外し工程と、
前記保持治具が取外された前記ロータコアを冷却する冷却工程と、を備える。
まず、例えばハイブリッド駆動装置や電気自動車の駆動モータ(回転電機)におけるロータの構造を簡単に説明する。駆動モータは、大まかにステータ(固定子)とロータ1(回転子)とで構成されている。そのうちのロータ1は、図2に示すように、プレス加工等で複数の孔1bが形成された積層鋼板1aが積層されることで構成されるロータコア1Aを有している。ロータコア1Aには、上記孔1bが位相を合わせられた状態で積層鋼板1aが積層方向に積層されることで、複数の孔部1Bが形成されており、図3に示すように、それら孔部1Bのそれぞれに磁石部材としての磁石1Mが挿入されて設置され、その状態で樹脂によって磁石1Mが孔部1Bに固定されることで、磁石1Mがロータコア1Aに埋設されたロータ1が構成される。
続いて、本実施の形態に係るロータの製造方法の概略について説明する。図1に示すように、本ロータの製造方法においては、積層鋼板1aを積層してロータコア1Aを構成する鋼板積層工程S1と、ロータコア1Aの孔部1Bに磁石1Mを挿入して設置する磁石設置工程S2と、ロータコア1Aに保持治具10を取付ける治具取付け工程S3と、を備えている。また、本ロータの製造方法においては、ロータコア1Aを加熱する加熱工程S4と、樹脂を注入する樹脂注入装置30にロータコア1Aを設置する注入装置設置工程S5と、樹脂注入装置30によりロータコア1Aの孔部1Bに樹脂を注入する樹脂注入工程S6と、を備えている。さらに、本ロータの製造方法においては、注入された樹脂を硬化させてロータコア1Aに磁石1Mを固定する磁石固定工程S7と、保持治具10をロータコア1Aから取外す治具取外し工程S8と、ロータコア1Aを冷却する冷却工程S9と、を備えている。これらの各工程は、工場のラインにおいて、例えばベルトコンベア等でロータコア1Aを移動させつつ順次行われる。また、後述の鋼板積層工程S1において積層鋼板1aを積層する際は、作業者による調整を行うが、その他の工程で、ロータコア1Aの搬送、保持治具10の取付けや取外し等は、例えば多関節ロボット等の工場設備によって行う。
まず、鋼板積層工程S1の詳細について図2を用いて説明する。図2に示すように、ロータコア1Aは、例えばプレス加工等で中心を点対称とした中空円板状に形成され、かつ複数の孔1bが形成された積層鋼板1aが、詳しくは後述する保持治具10の下板11の上面11bに順次重ねられて積層されることで構成される。各積層鋼板1aには、僅かながら公差があるため、作業者が中空円板状における周方向に位相を調整しつつ積層することで、最上位となる積層鋼板1aが積層方向と直交する平面(つまり水平方向)に対して傾斜が少なくなるように積層される。なお、積層鋼板1aを積層する際は、上述のように保持治具10の下板11の上面11bに積層しても良いし、別の場所で積層してロータコア1Aを構成した後、保持治具10の下板11の上面11bに設置してもよい。
次に、磁石設置工程S2の詳細について図3を用いて説明する。図3に示すように、保持治具10の下板11に設置されたロータコア1Aには、積層鋼板1aの孔1bが積層されて形成された複数の孔部1Bが形成されており、各孔部1Bに対してそれぞれ磁石1Mが挿入されて設置される。なお、図3に示すロータコア1Aにおいては、磁石1Mの長手方向が周方向に向いた形で設置されるものを説明しているが、本実施の形態においては、図11(c)に示すように、磁石1Mの長手方向が周方向に対して傾斜し、2つの磁石1Mで上方から見てV字状となるように設置されるものを想定している。また、一般的に磁石は加熱されると減磁されてしまうため、この段階での磁石1Mは磁化される前の磁石の材料である。
続いて、治具取付け工程S3の詳細について図4を用いて説明する。まず、保持治具10の構成について説明する。
次に、加熱工程S4の詳細について説明する。本実施の形態において、ロータコア1Aの孔部1Bに磁石1Mを固定するための樹脂としては、例えば溶融開始温度が60度、硬化開始温度が120度の、常温では固体である熱硬化性材の樹脂材料を用いる。ロータコア1Aが溶融開始温度よりも低いと、後述の樹脂注入工程S6において樹脂を注入した際に、樹脂が途中で凝固し、孔部1Bに対する樹脂の充填が不十分となる虞がある。そのため、樹脂の注入時にロータコア1Aが溶融開始温度以上となっている必要がある。さらに、本実施の形態においては、樹脂を孔部1Bに注入した際に、積層鋼板1a同士の僅かな隙間から樹脂が漏出する可能性があるため、樹脂の注入時にロータコア1Aを硬化開始温度以上にしておくことで、孔部1Bに接した樹脂から硬化を開始させ、樹脂が積層鋼板1a同士の間に漏出することを防止させることが可能となる。
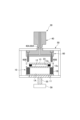
続いて、樹脂を注入する樹脂注入装置30に、保持治具10に保持されたロータコア1Aを設置する注入装置設置工程S5の詳細について図5、図6、図7、図8、図10、図11(a)、図11(b)、図11(c)を用いて説明する。まず、樹脂注入装置30の構造について説明する。
ついで、樹脂注入工程S6の詳細について図8、図12(a)、図12(b)、図12(c)を用いて説明する。まず、保持治具10の押圧板12の注入孔12cとロータコア1Aの孔部1Bとの位置関係と、注入孔12cの形状とについて説明する。なお、図12(b)は図12(a)のA-A矢視断面を示しており、図12(c)は図12(b)と同じ位置でロータコア1Aから保持治具10を取外した状態を示している。
次に、磁石固定工程S7の詳細について説明する。上述の樹脂注入工程S6が終了すると、図9に示すように、樹脂注入装置30から保持治具10が取付けられたロータコア1Aを設置台55から取外して、つまり樹脂注入装置30からロータコア1Aを取り出す。この状態で、保持治具10を取付けたままロータコア1Aの温度を不図示の加熱装置によって樹脂の硬化開始温度以上の例えば150度程度が維持されるように加熱する。即ち、ロータコア1Aの孔部1Bに充填された樹脂は、上述のように注入時にロータコア1Aに触れた部分から硬化が開始されるが、孔部1Bの内部で完全に硬化していない部位もあるため、この磁石固定工程S7においては、加熱された状態で維持し、孔部1Bの樹脂が硬化開始温度以上に維持されて完全に硬化するまで、所定時間の間、硬化開始温度以上に維持することで、ロータコア1Aの孔部1Bに樹脂によって磁石1Mが完全に固定される。なお、本実施の形態では、磁石固定工程S7で加熱装置によりロータコア1Aの温度を例えば150度程度となるように加熱しているものを説明しているが、樹脂の硬化を早めるため、これ以上の温度(例えば170度程度)に加熱するようにしてもよい。
続いて、治具取外し工程S8の詳細について説明する。上述の磁石固定工程S7において磁石1Mがロータコア1Aの孔部1Bに樹脂の硬化によって完全に固定されると、保持治具10をロータコア1A(ロータ1)から取外す。即ち、治具取付け工程S3でロータコア1Aに対する保持治具10の取付け順と逆の順で保持治具10をロータコア1Aから取外す。具体的には、図4に示すボルト21の締結を解除して上板13及びコイルスプリング23を取外し、続いて、押圧板12を第2軸15から抜くことで下板11から取外して図3に示す状態にし、最後に、下板11からロータコア1Aを上方に向けて取出すことで治具取外し工程S8が終了する。
最後に、冷却工程S9の詳細について説明する。上述したように治具取外し工程S8において、保持治具10がロータコア1A(ロータ1)から取外された後、保持治具10が取外されたロータコア1Aと、ロータコア1Aから取外した保持治具10とを、冷却装置に共に投入して、ロータコア1A及び保持治具10とをそれぞれ冷却装置の内部で個別に冷却する。即ち、ロータコア1Aに保持治具10を取付けた状態であると、特に下板11と押圧板12とがロータコア1Aの上下方向の両面に接して覆った状態となるため、保持治具10を取外すことで、ロータコア1Aにおいて露出する表面積が取外す前よりも大きくなり、冷却効率が上昇する。また、保持治具10も熱容量が大きいため、ロータコア1Aに保持治具10を取付けた状態では、熱容量が大きくて冷え難いが、それらを分離することでそれぞれの熱容量が小さくなり、冷却効率が上昇する。これにより、ロータコア1Aの冷却時間を短縮することが可能となり、また、保持治具10の冷却時間も短縮することが可能となる。
以上説明した本ロータの製造方法は、
回転電機のロータ(1)を製造するロータの製造方法において、
積層鋼板(1a)に形成された孔部(1B)に磁石部材(1M)が配置されたロータコア(1A)を、積層方向に押圧した状態で保持する保持治具(10)を取付ける治具取付け工程(S3)と、
前記保持治具(10)が取付けられたロータコア(1A)の孔部(1B)に熱硬化性の樹脂(99)を注入する樹脂注入工程(S6)と、
前記樹脂(99)が前記孔部(1B)に注入された前記ロータコア(1A)を加熱して前記樹脂(99)を硬化させ、前記磁石部材(1M)を前記孔部(1B)に固定する加熱工程(S4,S7)と、
前記保持治具(10)を前記ロータコア(1A)から取外す治具取外し工程(S8)と、
前記保持治具(10)が取外された前記ロータコア(1A)を冷却する冷却工程(S9)と、を備える。
前記冷却工程(S9)にあって、前記保持治具(10)が取外された前記ロータコア(1A)を冷却装置に投入して冷却する。
前記冷却工程(S9)において、前記ロータコア(1A)から取外した前記保持治具(10)を前記ロータコア(1A)と共に前記冷却装置に投入して冷却する。
なお、以上説明した本実施の形態においては、保持治具10が大まかに下板11、押圧板12、上板13、及びコイルスプリング23で構成されたものを説明したが、これに限らず、ロータコア1Aを積層方向に挟持して保持できるものであれば、どのような構成であってもよい。
1A…ロータコア
1B…孔部
1M…磁石部材(磁石)
1a…積層鋼板
10…保持治具
99…樹脂
S3…治具取付け工程
S4…加熱工程
S6…樹脂注入工程
S7…加熱工程(磁石固定工程)
S8…治具取外し工程
S9…冷却工程
Claims (3)
- 回転電機のロータを製造するロータの製造方法において、
ロータコアを形成する複数の積層鋼板が上方から積層されると共に前記ロータコアの下面を覆う下板と、前記ロータコアの上方に配置される上板と、前記ロータコアの上面を覆う押圧板と、前記上板と前記押圧板との間に縮設されるスプリングと、を有する保持治具を、前記積層鋼板に形成された孔部に磁石部材が配置された状態のロータコアに、前記ロータコアを積層方向に押圧した状態で保持するように取付ける治具取付け工程と、
前記保持治具が取付けられたロータコアの孔部に熱硬化性の樹脂を注入する樹脂注入工程と、
前記樹脂が前記孔部に注入された前記ロータコアを加熱して前記樹脂を硬化させ、前記磁石部材を前記孔部に固定する加熱工程と、
前記保持治具を前記ロータコアから取外す治具取外し工程と、
前記保持治具が取外された前記ロータコアを冷却する冷却工程と、を備える、
ロータの製造方法。 - 前記冷却工程にあって、前記保持治具が取外された前記ロータコアを冷却装置に投入して冷却する、
請求項1に記載のロータの製造方法。 - 前記冷却工程において、前記ロータコアから取外した前記保持治具を前記ロータコアと共に前記冷却装置に投入して冷却する、
請求項2に記載のロータの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019199427A JP7375475B2 (ja) | 2019-10-31 | 2019-10-31 | ロータの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019199427A JP7375475B2 (ja) | 2019-10-31 | 2019-10-31 | ロータの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021072732A JP2021072732A (ja) | 2021-05-06 |
| JP7375475B2 true JP7375475B2 (ja) | 2023-11-08 |
Family
ID=75714212
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019199427A Active JP7375475B2 (ja) | 2019-10-31 | 2019-10-31 | ロータの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7375475B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4328833A4 (en) | 2021-04-22 | 2024-03-06 | Decurret Dcp Inc | INFORMATION PROCESSING APPARATUS AND INFORMATION PROCESSING METHOD |
| JP7089143B1 (ja) | 2021-04-22 | 2022-06-22 | 株式会社ディーカレットDcp | 電子通貨管理システム |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018064327A (ja) | 2016-10-11 | 2018-04-19 | 本田技研工業株式会社 | ロータの製造方法 |
| JP6533635B1 (ja) | 2018-10-11 | 2019-06-19 | 黒田精工株式会社 | ロータコア保持治具、磁石埋込み型コアの製造装置及び製造方法 |
| JP2019176622A (ja) | 2018-03-28 | 2019-10-10 | 株式会社三井ハイテック | 鉄心製品の製造方法 |
-
2019
- 2019-10-31 JP JP2019199427A patent/JP7375475B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018064327A (ja) | 2016-10-11 | 2018-04-19 | 本田技研工業株式会社 | ロータの製造方法 |
| JP2019176622A (ja) | 2018-03-28 | 2019-10-10 | 株式会社三井ハイテック | 鉄心製品の製造方法 |
| JP6533635B1 (ja) | 2018-10-11 | 2019-06-19 | 黒田精工株式会社 | ロータコア保持治具、磁石埋込み型コアの製造装置及び製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2021072732A (ja) | 2021-05-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7375475B2 (ja) | ロータの製造方法 | |
| US11201527B2 (en) | Device, method, and jig for manufacturing magnet embedded core | |
| JP6871239B2 (ja) | 磁石埋込み型コアの製造方法、磁石埋込み型コアの製造装置及び製造治具 | |
| WO2013150837A1 (ja) | 回転子積層鉄心の製造方法 | |
| CN106849546B (zh) | 层叠铁芯的制造方法 | |
| US8951030B2 (en) | Resin filling device | |
| JP5939295B2 (ja) | 樹脂充填装置 | |
| JPWO2020095349A1 (ja) | 磁石埋込み型コアの製造装置及び製造方法 | |
| JP7363381B2 (ja) | ロータの製造装置、及びロータの製造方法 | |
| CN111010001A (zh) | 转子的制造方法 | |
| JP7444021B2 (ja) | ロータの製造装置、及びロータの製造方法 | |
| US11374471B2 (en) | Method of manufacturing core product | |
| JP7480676B2 (ja) | ロータの製造方法 | |
| JP6180607B2 (ja) | 樹脂モールド装置及びモータコアの樹脂モールド方法 | |
| JP2021106468A (ja) | ロータの製造方法 | |
| WO2022091390A1 (ja) | ロータの製造方法 | |
| JP5716717B2 (ja) | 樹脂充填装置 | |
| WO2022130649A1 (ja) | ロータの製造方法 | |
| JP2021106469A (ja) | ロータの製造方法 | |
| CN214314963U (zh) | 电机转子浇注装置 | |
| JP2020005363A (ja) | ロータコアの製造装置及び製造方法 | |
| JP5985734B2 (ja) | 回転子積層鉄心の製造方法 | |
| JP2024024956A (ja) | 回転電機用ロータの製造装置及び回転電機用ロータの製造装置 | |
| JP2023093013A (ja) | 永久磁石の製造方法および永久磁石 | |
| JP2002331229A (ja) | 中空糸膜モジュールのポッティング方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20200323 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20200323 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20210423 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220908 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230606 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20230614 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230731 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230815 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230914 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230926 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20231009 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7375475 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |