JP7362425B2 - 配索材 - Google Patents
配索材 Download PDFInfo
- Publication number
- JP7362425B2 JP7362425B2 JP2019195863A JP2019195863A JP7362425B2 JP 7362425 B2 JP7362425 B2 JP 7362425B2 JP 2019195863 A JP2019195863 A JP 2019195863A JP 2019195863 A JP2019195863 A JP 2019195863A JP 7362425 B2 JP7362425 B2 JP 7362425B2
- Authority
- JP
- Japan
- Prior art keywords
- cylindrical portion
- cylindrical part
- covering
- axial direction
- end cylindrical
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000463 material Substances 0.000 title claims description 98
- 229920003002 synthetic resin Polymers 0.000 claims description 4
- 239000000057 synthetic resin Substances 0.000 claims description 4
- 238000010438 heat treatment Methods 0.000 description 43
- 229910052751 metal Inorganic materials 0.000 description 17
- 239000002184 metal Substances 0.000 description 17
- 230000007704 transition Effects 0.000 description 14
- 230000002093 peripheral effect Effects 0.000 description 13
- 238000004519 manufacturing process Methods 0.000 description 5
- 229910052782 aluminium Inorganic materials 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 238000000034 method Methods 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- VEXZGXHMUGYJMC-UHFFFAOYSA-M Chloride anion Chemical compound [Cl-] VEXZGXHMUGYJMC-UHFFFAOYSA-M 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229910000881 Cu alloy Inorganic materials 0.000 description 1
- 229920000181 Ethylene propylene rubber Polymers 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- -1 polypropylene Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 230000001012 protector Effects 0.000 description 1
Images







Landscapes
- Connections Effected By Soldering, Adhesion, Or Permanent Deformation (AREA)
- Insulated Conductors (AREA)
Description
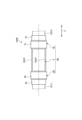
図1は、第1実施形態に係る配索材100を示す斜視図である。図2は、配索材100の縦断面図である。図3は、配索材の横断面図である。図4は、配索材100の製造過程を示す斜視図である。なお、図4では、中央筒状部5の一部、及び、第1端部筒状部6の一部を破断して示してある。
図5は、第2実施形態に係る配索材100Aの横断面図である。第2実施形態における
配索材100Aは、中央筒状部5Aに対する接合部分3の大きさが第1実施形態における配索材100と異なるが、第2実施形態に係る配索材100Aのその他の構成は、第1実施形態の配索材100と同様である。このため、第2実施形態に係る配索材100Aは、第1実施形態の配索材100と異なる点についてのみ以下に説明し、同様の構成については説明を省略する。
図6は、第3実施形態に係る配索材100Bの側面図であり、図7は、第3実施形態に係る配索材100Bの平面図である。第3実施形態における被覆部4Bは、第1端部筒状部6Bと第2端部筒状部7Bとが一体に形成されるが、第3実施形態に係る配索材100Bのその他の構成は、第1実施形態の配索材100と同様である。このため、第3実施形態に係る配索材100Bは、第1実施形態の配索材100と異なる点についてのみ以下に説明し、同様の構成については説明を省略する。
図8は、第4実施形態に係る配索材100Cの断面図である。第4実施形態における被覆部4における中央筒状部5C、第1端部筒状部6C、及び、第2端部筒状部7Cは、例えば二色成形などの成形方法によって、中央筒状部5C、第1端部筒状部6C、及び、第2端部筒状部7Cが一体に形成される。一方、第4実施形態に係る配索材100Cのその他の構成は、第1実施形態の配索材100と同様である。このため、第4実施形態に係る配索材100Cは、第1実施形態の配索材100と異なる点についてのみ以下に説明し、同様の構成については説明を省略する。
11 第1芯線
12 第1被覆部
12a 第1被覆部における一部
12o 外周面
13 第1移行部
2 第2電線
21 第2芯線
22 第2被覆部
22a 第2被覆部における一部
22o 外周面
23 第2移行部
3 接合部分
3o (接合部分の)外面
4、4A、4B、4C 被覆部
5、5A、5C 中央筒状部
5a 一方側の端部
5b 他方側の端部
5d 中央筒状部一方側端面
5e 中央筒状部他方側端面
6、6A、6B、6C 第1端部筒状部
6b 第1端部筒状部における他方側の端部(第1端部筒状部における一部)
6d 第1筒状部他方側端面
6i 内周面
7、7A、7B、7C 第2端部筒状部
7a 第2端部筒状部における一方側の端部(第2端部筒状部における一部)
7d 第2筒状部一方側端面
7i 内周面
s1 空間部
100、100A、100B、100C 配索材
X 第1方向(軸線方向)
Y (幅方向)他方向
Z (高さ方向)一方向
Claims (5)
- 軸線方向に延在する第1芯線、及び、前記第1芯線を被覆する第1被覆部を有する第1電線と、
前記軸線方向に延在する第2芯線、及び、前記第2芯線を被覆する第2被覆部を有する第2電線と、
前記軸線方向において、前記第1芯線と前記第2芯線との間に位置し、前記第1芯線と前記第2芯線とが接合された接合部分と、
少なくとも、前記第1被覆部の一部、前記接合部分、及び、前記第2被覆部の一部を被覆する絶縁性の被覆部と、
を備え、
前記被覆部は、
前記軸線方向と直交する直交方向において、前記接合部分に対向する中央筒状部と、
前記軸線方向において、前記中央筒状部を挟んだ一方側に位置する第1端部筒状部、及び、他方側に位置する第2端部筒状部と、
を有し、
前記第1端部筒状部を構成する熱収縮チューブ、および、前記第2端部筒状部を構成する熱収縮チューブは、前記中央筒状部を構成する熱収縮チューブよりも収縮率が大きい合成樹脂材料で形成され、
前記中央筒状部の前記軸線方向における一方側の端部は、前記第1端部筒状部における他方側の端部と全周にわたって接触し、
前記中央筒状部の前記軸線方向における他方側の端部は、前記第2端部筒状部における一方側の端部と全周にわたって接触し、
前記第1端部筒状部の内周面は、前記第1被覆部における一部の外周面と全周にわたって密着し、
前記第2端部筒状部の内周面は、前記第2被覆部における一部の外周面と全周にわたって密着し、
前記中央筒状部は、前記接合部分の外面と全周にわたって非密着状態であることを特徴とする、
配索材。 - 前記軸線方向から視た場合には、前記接合部分と前記中央筒状部との間には空間部が形成される、
請求項1に記載の配索材。 - 前記第1端部筒状部を構成する熱収縮チューブ、および、前記第2端部筒状部を構成する熱収縮チューブは、同一の材料で形成されている、
請求項1又は2に記載の配索材。 - 前記中央筒状部、前記第1端部筒状部、及び、前記第2端部筒状部が別個に形成され、
前記中央筒状部における前記軸線方向の一方側の端部は、前記第1端部筒状部の一部とオーバラップし、前記軸線方向から視た場合には前記第1端部筒状部の一部の内側に位置し、
前記中央筒状部における前記軸線方向の他方側の端部は、前記第2端部筒状部の一部とオーバラップし、前記軸線方向から視た場合には前記第2端部筒状部の一部の内側に位置する、
請求項1又は2に記載の配索材。 - 前記中央筒状部、前記第1端部筒状部、及び、前記第2端部筒状部が一体に形成され、
前記中央筒状部、及び、前記第1端部筒状部は、前記第1端部筒状部の前記軸線方向における他方側に位置する第1筒状部他方側端面と、前記中央筒状部の前記軸線方向における一方側に位置する中央筒状部一方側端面とが前記軸線方向へ連続し、
前記中央筒状部、及び、前記第2端部筒状部は、前記第2端部筒状部の前記軸線方向における一方側に位置する第2筒状部一方側端面と、前記中央筒状部の前記軸線方向における他方側に位置する中央筒状部他方側端面とが前記軸線方向へ連続する、
請求項1又は2に記載の配索材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019195863A JP7362425B2 (ja) | 2019-10-29 | 2019-10-29 | 配索材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019195863A JP7362425B2 (ja) | 2019-10-29 | 2019-10-29 | 配索材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021072155A JP2021072155A (ja) | 2021-05-06 |
| JP7362425B2 true JP7362425B2 (ja) | 2023-10-17 |
Family
ID=75713735
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019195863A Active JP7362425B2 (ja) | 2019-10-29 | 2019-10-29 | 配索材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7362425B2 (ja) |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5918201B2 (ja) * | 1976-05-24 | 1984-04-26 | 住友電気工業株式会社 | 熱収縮性チユ−ブ |
| JPH1169594A (ja) * | 1997-08-07 | 1999-03-09 | Hitachi Cable Ltd | 絶縁電線用常温収縮性カバー |
-
2019
- 2019-10-29 JP JP2019195863A patent/JP7362425B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2021072155A (ja) | 2021-05-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6983941B2 (ja) | 遮蔽されたワイヤケーブルをスプライス接続するための方法およびそれによって作製されたケーブル | |
| JP6048859B2 (ja) | 導電線、導電線の製造方法及び導電線の配索構造 | |
| JP5913851B2 (ja) | 電線の接続方法 | |
| JP6406023B2 (ja) | 電線、端子付電線及び端子付電線製造方法 | |
| CN111210927B (zh) | 导电部件 | |
| JP7342755B2 (ja) | ワイヤハーネス | |
| JP6996974B2 (ja) | 端子付き電線および端子付き電線の製造方法 | |
| JP6813630B2 (ja) | 機器用配線集合体 | |
| JP7362425B2 (ja) | 配索材 | |
| CN108075242B (zh) | 电线的接合结构以及电线束 | |
| JP7022360B2 (ja) | 機器用配線集合体 | |
| JP2020004543A (ja) | ワイヤハーネス | |
| CN118380784A (zh) | 端子配件以及带端子的电线 | |
| CN107045905A (zh) | 线束制造方法 | |
| JP6719873B2 (ja) | 車両用の機器用配線集合体 | |
| JP7547245B2 (ja) | 導体の接合構造および導体の超音波接合方法 | |
| JP2016167340A (ja) | ジョイント部材及びワイヤーハーネス | |
| WO2017175699A1 (ja) | 導体の接続構造およびワイヤハーネス | |
| JP5640907B2 (ja) | ワイヤハーネス及びワイヤハーネスの製造方法 | |
| JP7598800B2 (ja) | 端子付き電線、ワイヤハーネス及び端子付き電線の製造方法 | |
| JP6109011B2 (ja) | 電力ケーブルの接続部 | |
| JP2024100333A (ja) | 超音波接合装置及び端子付き電線 | |
| JP2025025058A (ja) | 超音波接合装置およびワイヤハーネス | |
| JP2024138708A (ja) | 端子付き電線、端子付き電線の製造方法、及び端子付き電線の製造装置 | |
| JP2024114161A (ja) | 超音波接合方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220915 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230523 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20230524 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230629 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20231003 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20231004 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7362425 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |