JP7353302B2 - 二次電池 - Google Patents
二次電池 Download PDFInfo
- Publication number
- JP7353302B2 JP7353302B2 JP2020563120A JP2020563120A JP7353302B2 JP 7353302 B2 JP7353302 B2 JP 7353302B2 JP 2020563120 A JP2020563120 A JP 2020563120A JP 2020563120 A JP2020563120 A JP 2020563120A JP 7353302 B2 JP7353302 B2 JP 7353302B2
- Authority
- JP
- Japan
- Prior art keywords
- electrode
- positive electrode
- negative electrode
- plate
- current collector
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229910052782 aluminium Inorganic materials 0.000 claims description 7
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 7
- 229910000838 Al alloy Inorganic materials 0.000 claims description 6
- 229910052751 metal Inorganic materials 0.000 claims description 5
- 239000002184 metal Substances 0.000 claims description 5
- 239000007772 electrode material Substances 0.000 claims description 3
- 239000010410 layer Substances 0.000 description 39
- 238000007789 sealing Methods 0.000 description 36
- 238000004804 winding Methods 0.000 description 23
- 230000015572 biosynthetic process Effects 0.000 description 20
- 238000005520 cutting process Methods 0.000 description 19
- 239000007774 positive electrode material Substances 0.000 description 19
- 239000002002 slurry Substances 0.000 description 18
- 239000011241 protective layer Substances 0.000 description 16
- 239000007773 negative electrode material Substances 0.000 description 11
- SECXISVLQFMRJM-UHFFFAOYSA-N N-Methylpyrrolidone Chemical compound CN1CCCC1=O SECXISVLQFMRJM-UHFFFAOYSA-N 0.000 description 10
- 238000002347 injection Methods 0.000 description 10
- 239000007924 injection Substances 0.000 description 10
- 238000000034 method Methods 0.000 description 10
- 239000003792 electrolyte Substances 0.000 description 9
- 238000003780 insertion Methods 0.000 description 8
- 230000037431 insertion Effects 0.000 description 8
- 239000002033 PVDF binder Substances 0.000 description 6
- 229920002981 polyvinylidene fluoride Polymers 0.000 description 6
- 239000011347 resin Substances 0.000 description 6
- 229920005989 resin Polymers 0.000 description 6
- 238000010586 diagram Methods 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 5
- 238000002360 preparation method Methods 0.000 description 5
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 4
- 239000011149 active material Substances 0.000 description 4
- 239000003575 carbonaceous material Substances 0.000 description 4
- 230000001678 irradiating effect Effects 0.000 description 4
- 229910000881 Cu alloy Inorganic materials 0.000 description 3
- 239000011230 binding agent Substances 0.000 description 3
- 229910052802 copper Inorganic materials 0.000 description 3
- 239000010949 copper Substances 0.000 description 3
- 239000002612 dispersion medium Substances 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 238000003466 welding Methods 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 229920002134 Carboxymethyl cellulose Polymers 0.000 description 2
- 241000156302 Porcine hemagglutinating encephalomyelitis virus Species 0.000 description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 2
- 239000006182 cathode active material Substances 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- 239000004020 conductor Substances 0.000 description 2
- 239000008151 electrolyte solution Substances 0.000 description 2
- 239000011888 foil Substances 0.000 description 2
- 229910002804 graphite Inorganic materials 0.000 description 2
- 239000010439 graphite Substances 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 238000003698 laser cutting Methods 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 229920003048 styrene butadiene rubber Polymers 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 239000002174 Styrene-butadiene Substances 0.000 description 1
- SOXUFMZTHZXOGC-UHFFFAOYSA-N [Li].[Mn].[Co].[Ni] Chemical compound [Li].[Mn].[Co].[Ni] SOXUFMZTHZXOGC-UHFFFAOYSA-N 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 239000001768 carboxy methyl cellulose Substances 0.000 description 1
- 235000010948 carboxy methyl cellulose Nutrition 0.000 description 1
- 239000008112 carboxymethyl-cellulose Substances 0.000 description 1
- MZZUATUOLXMCEY-UHFFFAOYSA-N cobalt manganese Chemical compound [Mn].[Co] MZZUATUOLXMCEY-UHFFFAOYSA-N 0.000 description 1
- 239000011889 copper foil Substances 0.000 description 1
- 238000004898 kneading Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000011255 nonaqueous electrolyte Substances 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
Images










Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
- H01M50/538—Connection of several leads or tabs of wound or folded electrode stacks
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/64—Carriers or collectors
- H01M4/70—Carriers or collectors characterised by shape or form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/21—Bonding by welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/32—Bonding taking account of the properties of the material involved
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/38—Removing material by boring or cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/40—Removing material taking account of the properties of the material involved
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0431—Cells with wound or folded electrodes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/058—Construction or manufacture
- H01M10/0587—Construction or manufacture of accumulators having only wound construction elements, i.e. wound positive electrodes, wound negative electrodes and wound separators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/64—Carriers or collectors
- H01M4/66—Selection of materials
- H01M4/661—Metal or alloys, e.g. alloy coatings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/64—Carriers or collectors
- H01M4/66—Selection of materials
- H01M4/661—Metal or alloys, e.g. alloy coatings
- H01M4/662—Alloys
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
- H01M50/533—Electrode connections inside a battery casing characterised by the shape of the leads or tabs
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
- H01M50/534—Electrode connections inside a battery casing characterised by the material of the leads or tabs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/36—Electric or electronic devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/08—Non-ferrous metals or alloys
- B23K2103/10—Aluminium or alloys thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/08—Non-ferrous metals or alloys
- B23K2103/12—Copper or alloys thereof
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- General Chemical & Material Sciences (AREA)
- Electrochemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Manufacturing & Machinery (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Secondary Cells (AREA)
- Connection Of Batteries Or Terminals (AREA)
- Cell Electrode Carriers And Collectors (AREA)
Description
複数の第1電極タブを有する帯状の第1電極板と、
前記第1電極板と極性の異なる帯状の第2電極板と、
前記第1電極板と前記第2電極板を、帯状のセパレータを介して巻回した偏平状の巻回電極体と、
前記複数の第1電極タブが積層された状態で接続された第1電極集電体と、
を備えた二次電池であって、
前記第1電極板は、金属製の第1電極芯体と、前記第1電極芯体上に形成された第1電極活物質層を有し、
前記第1電極板において前記複数の第1電極タブが設けられた第1端辺において、
前記第1電極芯体の一方の面に前記第1電極芯体の一方の面から前記第1電極芯体の厚み方向に突出する第1突出部が形成され、
前記第1電極芯体の他方の面に前記第1電極芯体の他方の面から前記第1電極芯体の厚み方向に突出する突出部が形成されていない、又は前記第1電極芯体の他方の面に前記第1電極芯体の他方の面から前記第1電極芯体の厚み方向に突出すると共に前記第1突出部の突出高さよりも小さい突出高さを有する第2突出部が形成され、
前記巻回電極体において、前記第1電極芯体の前記一方の面が前記巻回電極体の巻回中心側を向くように配置されている。
上述の構成によると、第1突出部が第1電極板の第1端辺における第1電極板芯体の巻回中心側(巻回内側)を向く面に配置されるようにするため、第1突出部に応力が加わり難く、第1電極板芯体から第1突出部が脱離し難い構成となる。よって、第1電極板と第2電極板の短絡が効果的に抑制された信頼性の高い二次電池となる。
まず、正極板の製造方法を説明する。
[正極活物質層スラリーの作製]
正極活物質としてのリチウムニッケルコバルトマンガン複合酸化物、結着材としてのポリフッ化ビニリデン(PVdF)、導電材としての炭素材料、及び分散媒としてのN-メチル-2-ピロリドン(NMP)をリチウムニッケルコバルトマンガン複合酸化物:PVdF:炭素材料の質量比が97.5:1:1.5となるように混練し、正極活物質層スラリーを作製する。
アルミナ粉末、導電材としての炭素材料、結着材としてのポリフッ化ビニリデン(PVdF)と分散媒としてのN-メチル-2-ピロリドン(NMP)を、アルミナ粉末:炭素材料:PVdFの質量比が83:3:14 となるように混練し、保護層スラリーを作製
する。
正極芯体としての厚さ15μmのアルミニウム箔の両面に、上述の方法で作製した正極活物質層スラリー及び正極保護層スラリーをダイコータにより塗布する。このとき、正極芯体の幅方向の中央に正極活物質層スラリーが塗布される。また、正極活物質層スラリーが塗布される領域の幅方向の両端に正極保護層スラリーが塗布されるようにする。
なお、第1端辺4Aにおける正極芯体4aにおいて、第1突出部4xが形成された一方の面とは反対側に位置する他方の面に、第2突出部が形成されていてもよい。但し、第2突出部の突出高さ(正極芯体4aの厚み方向における正極芯体4aの他方の面からの第2突出部の突出高さ)は、第1突出部4xの突出高さ(正極芯体4aの厚み方向における正極芯体4aの一方の面からの第1突出部4xの突出高さ)よりも小さくする。
次に、負極板の製造方法を説明する。
[負極活物質層スラリーの作製]
負極活物質としての黒鉛、結着材としてのスチレンブタジエンゴム(SBR)及びカルボキシメチルセルロース(CMC)、及び分散媒としての水を、黒鉛:SBR:CMCの質量比が98:1:1となるように混練し、負極活物質層スラリーを作製する。
負極芯体としての厚さ8μmの銅箔の両面に、上述の方法で作製した負極活物質層スラリーをダイコータにより塗布する。
上述の方法で作製した正極板4及び負極板5を、ポリオレフィン製の帯状のセパレータ70を介して巻回し、偏平状の巻回電極体3を製造する。なお、上述の通り、最終正極原板402の一方端と、最終負極原板502の一方端を巻き取り機に供給し、巻回中あるいは巻回後に、最終正極原板402と最終負極原板502を所定の位置で切断することが好ましい。
であることが好ましく、1/3以下であることがより好ましい。
巻回電極体3において、負極板5の積層数をN2(層)としたとき、積層される負極タブ50の枚数は0.8×N2以上であることが好ましく、0.9×N2以上であることがより好ましい。
図9に示すように、二つの巻回電極体3の正極タブ群40Aを第2正極集電体6bに接続すると共に、二つの巻回電極体3の負極タブ群50Aを第2負極集電体8bに接続する。正極タブ群40Aは第2正極集電体6bに接合されて接合部60が形成される。負極タブ群50Aは第2負極集電体8bに接合されて接合部61が形成される。接合方法としては、超音波溶接(超音波接合)、抵抗溶接、レーザー溶接等を用いることができる。
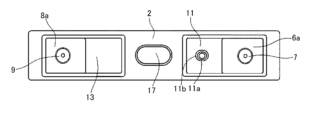
図10は、各部品を取り付けた封口板2の電池内部側の面を示す図である。封口板2への各部品取り付けは次のように行われる。
図11は、第1正極集電体6aに第2正極集電体6bを取り付け、第1負極集電体8aに第2負極集電体8bを取り付けた後の封口板2の電池内部側の面を示す図である。
正極タブ群40Aが接続された第2正極集電体6bを、その一部が第1正極集電体6aと重なるようにして、内部側絶縁部材11上に配置する。そして、薄肉部6cにレーザー照射することにより、第2正極集電体6bと第1正極集電体6aを接合する。これにより接合部62が形成される。また、負極タブ群50Aが接続された第2負極集電体8bを、その一部が第1負極集電体8aと重なるようにして、内部側絶縁部材13上に配置する。そして、薄肉部8cにレーザー照射することにより、第2負極集電体8bと第1負極集電体8aを接合する。これにより接合部63が形成される。
図11における一方の巻回電極体3の上面と他方の巻回電極体3の上面とが直接ないし他の部材を介して接するように二つの正極タブ群40A及び二つの負極タブ群50Aを湾曲させる。これにより、二つの巻回電極体3を一つに纏める。そして、二つの巻回電極体3を、箱状ないし袋状に成形した絶縁シートからなる電極体ホルダー14内に配置する。
1・・・角形外装体
2・・・封口板
2a・・・正極端子挿入孔
2b・・・負極端子挿入孔
100・・・電池ケース
3・・・巻回電極体
4・・・正極板
4A・・・第1端辺
4a・・・正極芯体
4b・・・正極活物質層
4c・・・正極保護層
4d・・・正極芯体露出部
4f・・・活物質層非形成領域
4x・・・第1突出部
40・・・正極タブ
40A・・・正極タブ群
400・・・正極原板
401・・・タブ形成後の正極原板
402・・・最終正極原板
5・・・負極板
5a・・・負極芯体
5b・・・負極活物質層
5c・・・負極芯体露出部
50・・・負極タブ
50A・・・負極タブ群
500・・・負極原板
501・・・タブ形成後の負極原板
502・・・最終負極原板
6・・・正極集電体
6a・・・第1正極集電体
6b・・・第2正極集電体
6c・・・薄肉部
6d・・・集電体開口
6e・・・集電体貫通穴
7・・・正極端子
8・・・負極集電体
8a・・・第1負極集電体
8b・・・第2負極集電体
8c・・・薄肉部
8d・・・集電体開口
9・・・負極端子
10・・・外部側絶縁部材
11・・・内部側絶縁部材
11a・・・注液開口
11b・・・筒状部
12・・・外部側絶縁部材
13・・・内部側絶縁部材
14・・・電極体ホルダー
15・・・電解液注液孔
16・・・封止部材
17・・・ガス排出弁
60、61、62、63・・・接合部
70・・・セパレータ
Claims (5)
- 複数の第1電極タブを有する第1端辺を有する帯状の第1電極板と、
前記第1電極板と極性の異なる帯状の第2電極板と、
前記第1電極板と前記第2電極板を、帯状のセパレータを介して巻回した偏平状の巻回電極体と、
前記複数の第1電極タブが積層された状態で接続された第1電極集電体と、
を備えた二次電池であって、
前記第1電極板は、金属製の第1電極芯体と、前記第1電極芯体上に形成された第1電極活物質層を有し、
前記第1電極板の前記第1端辺のうちの前記第1電極タブが形成されていない部分において、
前記第1電極芯体の一方の面に前記第1電極芯体の一方の面から前記第1電極芯体の厚み方向に突出する第1突出部が形成され、
前記第1電極芯体の他方の面に前記第1電極芯体の他方の面から前記第1電極芯体の厚み方向に突出する突出部が形成されていない、又は前記第1電極芯体の他方の面に前記第1電極芯体の他方の面から前記第1電極芯体の厚み方向に突出すると共に前記第1突出部の突出高さよりも小さい突出高さを有する第2突出部が形成され、
前記巻回電極体において、前記第1電極芯体の前記一方の面が前記巻回電極体の巻回中心側を向くように配置され、
前記第1突出部の突出高さは前記第1電極活物質層の一層の厚みよりも小さい、二次電池。 - 前記第1電極板は正極板であり、
前記第2電極板は負極板である請求項1に記載の二次電池。 - 前記第1電極タブは、前記第1電極芯体の一部である請求項1又は2に記載の二次電池。
- 前記第1電極芯体は、アルミニウム又はアルミニウム合金からなる請求項1~3のいずれか記載の二次電池。
- 前記複数の第1電極タブは、湾曲した状態で前記第1電極集電体に接続された請求項1~4のいずれかに記載の二次電池。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018244060 | 2018-12-27 | ||
| JP2018244060 | 2018-12-27 | ||
| PCT/JP2019/049493 WO2020137714A1 (ja) | 2018-12-27 | 2019-12-17 | 二次電池 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2020137714A1 JPWO2020137714A1 (ja) | 2021-11-11 |
| JP7353302B2 true JP7353302B2 (ja) | 2023-09-29 |
Family
ID=71125915
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020563120A Active JP7353302B2 (ja) | 2018-12-27 | 2019-12-17 | 二次電池 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20220059911A1 (ja) |
| EP (1) | EP3905382A4 (ja) |
| JP (1) | JP7353302B2 (ja) |
| CN (1) | CN113169428B (ja) |
| WO (1) | WO2020137714A1 (ja) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000138052A (ja) | 1998-10-30 | 2000-05-16 | Toyota Motor Corp | 電極の集電構造 |
| JP2001203001A (ja) | 2000-01-18 | 2001-07-27 | Sony Corp | 非水電解質電池及びその製造方法 |
| JP2001266899A (ja) | 2000-03-24 | 2001-09-28 | Sanyo Electric Co Ltd | 長尺状電極板、円筒形電池及びそれらの製造方法 |
| JP2010086807A (ja) | 2008-09-30 | 2010-04-15 | Toshiba Corp | 非水電解質電池 |
| JP2013131337A (ja) | 2011-12-20 | 2013-07-04 | Toyota Industries Corp | 電極体、二次電池、及び車両 |
| JP2014082055A (ja) | 2012-10-15 | 2014-05-08 | Hitachi Vehicle Energy Ltd | 円筒形蓄電素子 |
| JP2016033912A (ja) | 2014-07-30 | 2016-03-10 | 三星エスディアイ株式会社Samsung SDI Co.,Ltd. | 二次電池およびその製造方法 |
| WO2018004177A1 (ko) | 2016-06-27 | 2018-01-04 | 삼성에스디아이(주) | 이차 전지의 제조 방법 및 이를 이용한 이차 전지 |
| WO2018043443A1 (ja) | 2016-08-31 | 2018-03-08 | 三洋電機株式会社 | 二次電池用電極及びその製造方法、並びに二次電池及びその製造方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4245205B2 (ja) * | 1998-03-18 | 2009-03-25 | 三洋電機株式会社 | 非水電解質電池 |
| JP3551365B2 (ja) * | 2000-06-20 | 2004-08-04 | 株式会社デンソー | 扁平形状巻回型電極電池 |
| JP4245429B2 (ja) * | 2003-08-11 | 2009-03-25 | 三洋電機株式会社 | 渦巻状電極群を備えた電池 |
| JP5954339B2 (ja) * | 2014-01-30 | 2016-07-20 | 三洋電機株式会社 | 角形二次電池及びその製造方法 |
| JP6520097B2 (ja) * | 2014-12-11 | 2019-05-29 | 株式会社Gsユアサ | 蓄電素子 |
| JP6582489B2 (ja) * | 2015-03-30 | 2019-10-02 | 三洋電機株式会社 | 角形二次電池及びそれを用いた組電池 |
| JP6701627B2 (ja) * | 2015-05-22 | 2020-05-27 | 株式会社豊田自動織機 | 蓄電装置 |
| JP2017142896A (ja) * | 2016-02-08 | 2017-08-17 | トヨタ自動車株式会社 | 二次電池 |
| JP6241529B2 (ja) * | 2016-10-17 | 2017-12-06 | 三洋電機株式会社 | 非水電解質二次電池の製造方法 |
| JP2018073767A (ja) * | 2016-11-04 | 2018-05-10 | トヨタ自動車株式会社 | 二次電池の製造方法 |
-
2019
- 2019-12-17 US US17/415,139 patent/US20220059911A1/en active Pending
- 2019-12-17 CN CN201980076422.8A patent/CN113169428B/zh active Active
- 2019-12-17 EP EP19903727.6A patent/EP3905382A4/en active Pending
- 2019-12-17 JP JP2020563120A patent/JP7353302B2/ja active Active
- 2019-12-17 WO PCT/JP2019/049493 patent/WO2020137714A1/ja unknown
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000138052A (ja) | 1998-10-30 | 2000-05-16 | Toyota Motor Corp | 電極の集電構造 |
| JP2001203001A (ja) | 2000-01-18 | 2001-07-27 | Sony Corp | 非水電解質電池及びその製造方法 |
| JP2001266899A (ja) | 2000-03-24 | 2001-09-28 | Sanyo Electric Co Ltd | 長尺状電極板、円筒形電池及びそれらの製造方法 |
| JP2010086807A (ja) | 2008-09-30 | 2010-04-15 | Toshiba Corp | 非水電解質電池 |
| JP2013131337A (ja) | 2011-12-20 | 2013-07-04 | Toyota Industries Corp | 電極体、二次電池、及び車両 |
| JP2014082055A (ja) | 2012-10-15 | 2014-05-08 | Hitachi Vehicle Energy Ltd | 円筒形蓄電素子 |
| JP2016033912A (ja) | 2014-07-30 | 2016-03-10 | 三星エスディアイ株式会社Samsung SDI Co.,Ltd. | 二次電池およびその製造方法 |
| WO2018004177A1 (ko) | 2016-06-27 | 2018-01-04 | 삼성에스디아이(주) | 이차 전지의 제조 방법 및 이를 이용한 이차 전지 |
| WO2018043443A1 (ja) | 2016-08-31 | 2018-03-08 | 三洋電機株式会社 | 二次電池用電極及びその製造方法、並びに二次電池及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3905382A1 (en) | 2021-11-03 |
| JPWO2020137714A1 (ja) | 2021-11-11 |
| US20220059911A1 (en) | 2022-02-24 |
| EP3905382A4 (en) | 2022-01-19 |
| CN113169428B (zh) | 2023-03-28 |
| CN113169428A (zh) | 2021-07-23 |
| WO2020137714A1 (ja) | 2020-07-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7350051B2 (ja) | 電極板及びその製造方法、二次電池及びその製造方法 | |
| JP7330211B2 (ja) | 角形二次電池 | |
| JP7545898B2 (ja) | 二次電池用の電極板及びそれを用いた二次電池 | |
| JP7329538B2 (ja) | 二次電池及びその製造方法 | |
| JP7356455B2 (ja) | 二次電池用の電極板及びそれを用いた二次電池 | |
| JP7518767B2 (ja) | 二次電池用の電極板及びそれを用いた二次電池 | |
| JP7353302B2 (ja) | 二次電池 | |
| JP7398392B2 (ja) | 二次電池用の電極板及びそれを用いた二次電池 | |
| WO2020137715A1 (ja) | 電極板及びそれを用いた二次電池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220908 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230711 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230824 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230912 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230919 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7353302 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |