JP7344868B2 - 切削工具および切削工具用の小型の孔なし割出し可能なインサート - Google Patents
切削工具および切削工具用の小型の孔なし割出し可能なインサート Download PDFInfo
- Publication number
- JP7344868B2 JP7344868B2 JP2020517880A JP2020517880A JP7344868B2 JP 7344868 B2 JP7344868 B2 JP 7344868B2 JP 2020517880 A JP2020517880 A JP 2020517880A JP 2020517880 A JP2020517880 A JP 2020517880A JP 7344868 B2 JP7344868 B2 JP 7344868B2
- Authority
- JP
- Japan
- Prior art keywords
- insert
- cutting
- cutting insert
- tool
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000005520 cutting process Methods 0.000 title claims description 153
- 239000012530 fluid Substances 0.000 claims description 11
- 238000000034 method Methods 0.000 claims description 10
- 238000003754 machining Methods 0.000 claims description 5
- 230000002093 peripheral effect Effects 0.000 claims description 5
- 230000000717 retained effect Effects 0.000 claims description 2
- UONOETXJSWQNOL-UHFFFAOYSA-N tungsten carbide Chemical group [W+]#[C-] UONOETXJSWQNOL-UHFFFAOYSA-N 0.000 claims description 2
- 230000005291 magnetic effect Effects 0.000 description 47
- 230000014759 maintenance of location Effects 0.000 description 10
- 238000004519 manufacturing process Methods 0.000 description 3
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 230000005294 ferromagnetic effect Effects 0.000 description 2
- 239000003302 ferromagnetic material Substances 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 238000007373 indentation Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000000696 magnetic material Substances 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
- B23C5/20—Milling-cutters characterised by physical features other than shape with removable cutter bits or teeth or cutting inserts
- B23C5/22—Securing arrangements for bits or teeth or cutting inserts
- B23C5/2239—Securing arrangements for bits or teeth or cutting inserts with cutting inserts clamped by a clamping member acting almost perpendicular on the cutting face
- B23C5/2243—Securing arrangements for bits or teeth or cutting inserts with cutting inserts clamped by a clamping member acting almost perpendicular on the cutting face for plate-like cutting inserts
- B23C5/2247—Securing arrangements for bits or teeth or cutting inserts with cutting inserts clamped by a clamping member acting almost perpendicular on the cutting face for plate-like cutting inserts having a special shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING OR HOLDING
- B25B15/00—Screwdrivers
- B25B15/001—Screwdrivers characterised by material or shape of the tool bit
- B25B15/004—Screwdrivers characterised by material or shape of the tool bit characterised by cross-section
- B25B15/005—Screwdrivers characterised by material or shape of the tool bit characterised by cross-section with cross- or star-shaped cross-section
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING OR HOLDING
- B25B15/00—Screwdrivers
- B25B15/02—Screwdrivers operated by rotating the handle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/04—Overall shape
- B23B2200/049—Triangular
- B23B2200/0495—Triangular rounded
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/04—Overall shape
- B23C2200/0477—Triangular
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/08—Rake or top surfaces
- B23C2200/082—Rake or top surfaces with an elevated clamping surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2210/00—Details of milling cutters
- B23C2210/16—Fixation of inserts or cutting bits in the tool
- B23C2210/163—Indexing
Description
インサート保持面の形状は、切削インサートの側面の形状に対応する。
a.インサート保持面を小型インサートの任意の部分に取り付けるステップと、
b.ねじを緩めて、小型インサートをアンクランプまたは解放するステップと、
c.インサートをポケットから引き出し、インサートをインサート保持面から取り外し、それを廃棄するステップと、
d.インサート保持面を交換用切削インサートの未使用逃げ面に取り付けるステップと、
e.交換用インサートをポケットに挿入し、ねじを締めるステップと、を含むことができる。
a.保持面を、通常は摩耗した作動主切れ刃に関連する露出した、またはアクセス可能な主逃げ面に取り付けるステップと、
b.ねじを緩めて、小型インサートをアンクランプまたは解放するステップと、
c.工具をインサートに取り付けるステップと、
d.インサートをポケットから取り外し、未使用主逃げ面がインサート保持面に取り付けられるように、インサートを割り出すステップと、
e.小型インサート14をポケット18に挿入し、ねじを締めるステップと、を含むことができる。
対向するインサート頂面および底面と、それらの間に延在するインサート外周面と、
頂面および底面を通る対称中心軸と、
対称中心軸に沿った測定で1mm~2.5mmの範囲にある最大インサート厚さと、
を含む。
工具本体26は、プラスチック製、または適切な非磁化非強磁性材料製とすることができる。
a.インサート保持面28を小型インサート14、114、214の任意の部分に取り付けるステップと、
b.ねじ74を緩めて、小型インサート14、114、214をアンクランプまたは解放するステップと、
c.インサート14、114、214をポケット18から引き出し、インサート14、114、214をインサート保持面28から取り外し、それを廃棄するステップと、
d.インサート保持面28を、交換用切削インサート14、114、214の未使用主逃げ面172または側部当接面253に取り付けるステップと、
e.交換用インサート14、114、214をポケット18に挿入し、ねじ74を締めるステップと、
を含むことができる。
a.磁気保持面28を、通常は摩耗した作動主切れ刃58、158、258に関連する露出した、もしくはアクセス可能な主逃げ面172、または側部当接面253に取り付けるステップと、
b.ねじ74を緩めて、小型インサート14、114、214をアンクランプまたは解放するステップと、
c.磁気工具16、116、216、316をインサート14、114、214に取り付けるステップと、
d.インサート14、114、214をポケット18から取り外し、未使用主逃げ面172、272がインサート保持面28に取り付けられるように、インサートを割り出すステップと、
e.小型インサート14をポケット18に挿入し、ねじ74を締めるステップと、
を含むことができる。
Claims (13)
- 小型で貫通孔がない割出し可能な切削インサート(14、114、214)であって、
前記切削インサート(14)は、対向するインサート頂面及び底面(48、148、248、50)を備え、
前記インサート頂面は、正確に3つの作動部分(56)を順番に含む外周頂縁(54)を有し、
各作動部分(56)は、正確に3つの主切れ刃(58、158、258)の1つを有し、
前記切削インサート(14、114、214)は、全ての主切れ刃(58、158、258)のみと接線接触する内接円(IC)を有し、
前記内接円(IC)は、3.8mm未満の内接円直径(ICD)を有し、
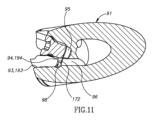
前記切削インサート(14、114、214)は、前記切削インサート(14、114、214)の側面図において前記頂縁(54)を越えて突出する少なくとも1つの当接突出部(55)を有し、
前記当接突出部(55)は、主すくい面(170、270)から延在しチップを偏向させるように構成された偏向器(57)を有し、
前記切削インサート(14、114、214)は、PCD製又はPCB製ではなく超硬合金から作られており、
前記インサート頂面(48、148、248)は、正確に3つの頂部当接サブ面(76)を含む頂部当接面(68)を有し、
各々隣接する3つの頂部当接サブ面(76)は、段の不連続性を有する、切削インサート。 - 前記内接円(IC)は、2.5~3.8mmの範囲の内接円直径(ICD)を有する、請求項1に記載の切削インサート(14、114、214)。
- 前記切削インサート(14、114、214)は、
前記対向するインサート頂面及び底面(48、148、248、50)の間に延在するインサート外周面(52)と、
前記インサート頂面及び底面(48、148、248、50)を通る対称中心軸(CA)と、
前記対称中心軸(CA)に平行な測定で1~2.5mmの範囲にある最大インサート厚さ(MIT)と、
を備える、請求項1又は2に記載の切削インサート(14、114、214)。 - 前記インサート頂面(48、148、248)の平面図において、前記主切れ刃(58、158、258)は、2~4mmの範囲の主切れ刃長さ(CEL)を有する、請求項1~3の何れか一項に記載の切削インサート(14、114、214)。
- 前記切削インサート(14、114、214)は、
前記対向するインサート頂面及び底面(48、148、248、50)の間に延在するインサート外周面(52)と、
前記頂面及び底面(48、148、248、50)を通る対称中心軸(CA)と、を備え、
前記切削インサート(14)は、前記対称中心軸(CA)に関して120°の回転対称性を有する、請求項1~4の何れか一項に記載の切削インサート(14、114、214)。 - 前記対向するインサート頂面及び底面(48、148、248、50)は、頂縁及び底縁(54、80)を備え、
前記インサート頂面(48)の平面図では、前記底縁(80)のいかなる部分も見えない、請求項1~5の何れか一項に記載の切削インサート(14、114、214)。 - 前記内接円(IC)は、2.5mm~3.2mmの範囲の内接円直径(ICD)を有する、請求項1~6の何れか一項に記載の切削インサート(14、114、214)。
- 前記切削インサート(14、114、214)は、片面で、ポジティブであり、
前記インサート底面(50)は、機械加工用に構成されておらず、切れ刃を備えない底縁(80)を備える、請求項1~7の何れか一項に記載の切削インサート(14、114、214)。 - 前記超硬合金は、炭化タングステンである、請求項1~8の何れか一項に記載の切削インサート(14、114、214)。
- 前記切削インサート(14、114、214)は、所定の大きさにプレス加工され、そのいかなる部分も表面も研削されていない、請求項1~9の何れか一項に記載の切削インサート(14、114、214)。
- 請求項1~10の何れか一項に記載の切削インサート(14、114、214)と、
前記切削インサート(14、114、214)を固定するように構成され、寸法決めされたインサートポケット(18)と、
を備える、切削工具(12)。 - 前記切削工具(12)は、流体出口(98)で前記少なくとも1つのインサートポケット(18)に開口する流体チャネル(96)を備える、請求項11に記載の切削工具(12)。
- クランプねじ(74)によって、請求項11又は12に記載の切削工具(10)のインサートポケット(18)に外部で固定された小型の孔なし割出し可能な切削インサート(14、114、214)を割出し又は交換する方法であって、前記方法は、
a.位置決め工具(16、116、216、316)を提供するステップと、
b.通常は摩耗した作動主切れ刃(58、158、258)に関連する露出した若しくはアクセス可能な主逃げ面(172)、又は、側部当接面(253)をインサート保持面(28)と接触させ、それによって前記切削インサート(14、114、214)を維持するステップと、
c.前記クランプねじ(74)を緩めて、前記切削インサート(14、114、214)を前記インサートポケット(18)から解放するステップと、
d.前記切削インサート(14、114、214)を前記位置決め工具(16、116、216、316)で前記ポケット(18)から取り外し、前記切削インサート(14、114、214)を手で割出し又は交換して、未使用切れ刃の主逃げ面(72、172、272)が前記インサート保持面(28)に取り付けられ、それによって維持されるようにするステップと、
e.前記位置決め工具(16、116、216、316)で前記割出し又は交換された切削インサート(14、114、214)を前記ポケット(18)に挿入するステップと、
f.前記クランプねじ(74)を締めて、前記切削インサート(14、114、214)を前記インサートポケット(18)に固定するステップと、
を含む、方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201762572611P | 2017-10-16 | 2017-10-16 | |
| US62/572,611 | 2017-10-16 | ||
| PCT/IL2018/051036 WO2019077597A1 (en) | 2017-10-16 | 2018-09-16 | CUTTING TOOL AND INDEXABLE INSERT WITHOUT LOWER BRAID THERAPY |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2020536751A JP2020536751A (ja) | 2020-12-17 |
| JP2020536751A5 JP2020536751A5 (ja) | 2021-10-21 |
| JP7344868B2 true JP7344868B2 (ja) | 2023-09-14 |
Family
ID=63832465
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020517880A Active JP7344868B2 (ja) | 2017-10-16 | 2018-09-16 | 切削工具および切削工具用の小型の孔なし割出し可能なインサート |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US11241747B2 (ja) |
| EP (1) | EP3697560A1 (ja) |
| JP (1) | JP7344868B2 (ja) |
| KR (1) | KR102582913B1 (ja) |
| CN (1) | CN111212701B (ja) |
| BR (1) | BR112020007392A2 (ja) |
| CA (1) | CA3078338A1 (ja) |
| IL (1) | IL273410B2 (ja) |
| TW (1) | TWI763912B (ja) |
| WO (1) | WO2019077597A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2726516C1 (ru) * | 2020-01-21 | 2020-07-14 | Нина Алексеевна Корюкина | Сборный режущий инструмент |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003127007A (ja) | 2001-08-10 | 2003-05-08 | Sumitomo Electric Ind Ltd | スローアウェイチップ |
| JP2009534210A (ja) | 2006-04-24 | 2009-09-24 | バレナイト リミティド ライアビリティ カンパニー | 側方係止インサートおよび側方係止インサートを用いた材料除去工具 |
| JP2013502328A (ja) | 2009-08-21 | 2013-01-24 | セラムテック ゲゼルシャフト ミット ベシュレンクテル ハフツング | カッティングインサート、特にスローアウェイ式のカッティングインサートの精密プレス加工及び焼結 |
Family Cites Families (50)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3805349A (en) * | 1970-03-30 | 1974-04-23 | Sumitomo Electric Industries | Throw-away insert for milling cutter |
| DE2553298A1 (de) * | 1975-11-27 | 1977-06-08 | Erhard Morgner | Universelles drehwerkzeug fuer aussenbearbeitung |
| US4297058A (en) * | 1980-06-30 | 1981-10-27 | Kennametal Inc. | Indexable cutting insert |
| JPS59140105U (ja) * | 1983-03-11 | 1984-09-19 | 住友電気工業株式会社 | スロ−アウエイチツプ |
| EP0130268A1 (de) * | 1983-07-05 | 1985-01-09 | GFM Gesellschaft für Fertigungstechnik und Maschinenbau Gesellschaft m.b.H. | Messerkopf |
| CH652063A5 (en) * | 1984-01-09 | 1985-10-31 | Willi Sandmeier | Process for re-machining exchangeable cutting inserts which are in the form of a plate and are intended for a chip-removing tool, and cutting insert re-machined in accordance with the process |
| DE3506415A1 (de) | 1985-02-23 | 1986-09-04 | Stellram GmbH, 6056 Heusenstamm | Schraubendreher |
| KR920010888B1 (ko) * | 1985-03-30 | 1992-12-21 | 미쓰비시 마테리알 가부시기가이샤 | 심은날 회전 밀링커터(insert rotary cutter) |
| US4596166A (en) * | 1985-05-22 | 1986-06-24 | Lindsay Harold W | End milling cutter and method of making same |
| SE459237B (sv) | 1987-10-26 | 1989-06-19 | Sandvik Ab | Vaendskaer foer planfraesning |
| US5437522A (en) * | 1991-09-06 | 1995-08-01 | Iscar Ltd. | Milling cutter with overlapping edge insert |
| JPH06126572A (ja) * | 1992-10-22 | 1994-05-10 | Toshiba Tungaloy Co Ltd | フライス工具の切刃チップ自動交換装置 |
| JPH06182605A (ja) * | 1992-12-18 | 1994-07-05 | Hitachi Ltd | 突起付スローアウェイチップ |
| IT230444Y1 (it) * | 1993-10-01 | 1999-06-07 | Omus S P A In Amministrazione | Inserto tagliente perfezionato per alesatori |
| EP0661122A1 (de) * | 1993-12-27 | 1995-07-05 | Plansee Tizit Gesellschaft M.B.H. | Wendeschneidplatte |
| SE511550C2 (sv) | 1996-10-17 | 1999-10-18 | Seco Tools Ab | Verktyg och skär för fräsning |
| SE510851C2 (sv) * | 1996-12-23 | 1999-06-28 | Sandvik Ab | Skär samt hållare för skärande metallbearbetning |
| JPH11156607A (ja) * | 1997-11-28 | 1999-06-15 | Sumitomo Electric Ind Ltd | 切削工具 |
| SE518855C2 (sv) * | 1998-03-10 | 2002-11-26 | Seco Tools Ab | Skärverktyg och skär |
| IL129665A (en) * | 1999-04-29 | 2008-06-05 | Rafael Morgulis | A spinning and putting tool for him |
| US6488450B2 (en) * | 2001-01-22 | 2002-12-03 | Ingersoll Cutting Tool Company | T-slot milling cutter and insert therefor |
| EP1435271A4 (en) | 2001-08-10 | 2008-03-26 | Sumitomo Electric Industries | HIGH-PRESSURE FRITTED TRANCHET DISPOSABLE BLADE HAVING AN EVIDENCE OR GROOVE, FIXING MECHANISM, AND MANUFACTURING METHOD THEREOF |
| SE525829C2 (sv) | 2002-06-26 | 2005-05-10 | Seco Tools Ab | Dubbelsidigt vändskär med bomberad biskäregg samt tillverkningsmetod för skäret |
| US6918746B2 (en) * | 2003-04-25 | 2005-07-19 | Electro-Motive Diesel, Inc. | Diesel engine water pump with thrust bearing preload |
| US7001115B2 (en) * | 2003-07-21 | 2006-02-21 | Kennametal Inc. | Cutting insert and toolholder for holding the same |
| US7189031B2 (en) * | 2003-12-11 | 2007-03-13 | Kennametal Inc. | Toolholder with insert clamp and method for the same |
| US20050271483A1 (en) | 2004-06-02 | 2005-12-08 | Sandvik Ab | Indexable cutting inserts and methods for producing the same |
| US7278805B2 (en) | 2005-10-03 | 2007-10-09 | Kennametal Inc. | Cutting insert for effective chip control |
| JP4609304B2 (ja) * | 2005-12-19 | 2011-01-12 | 三菱マテリアル株式会社 | インサートの外周研削方法及び外周研削装置 |
| SE530780C2 (sv) * | 2006-01-10 | 2008-09-09 | Sandvik Intellectual Property | Indexerbart skär med olika släppningsvinklar samt svarvverktyg |
| SE530090C2 (sv) | 2006-06-27 | 2008-02-26 | Sandvik Intellectual Property | Planfrässkär med flera bågformiga deleggar och konvexa släppningsytor |
| BRPI0813258A2 (pt) | 2007-06-21 | 2014-12-30 | Ceramtec Ag | Placa de corte negativa com superfície duplamente positiva livre |
| FR2928284B1 (fr) * | 2008-03-10 | 2010-06-04 | Safety Production | "plaquette de coupe a deflecteur de copeaux" |
| IL199285A (en) * | 2009-06-11 | 2012-12-31 | Iscar Ltd | Shima and cutting tools for her |
| KR101107444B1 (ko) * | 2009-06-10 | 2012-01-19 | 대구텍 유한회사 | 절삭 공구 및 절삭 공구용 인서트 |
| KR20120020153A (ko) * | 2009-06-16 | 2012-03-07 | 가부시키가이샤 탕가로이 | 절삭용 인서트 및 날끝교환식 정면 밀링 커터 |
| IL200063A (en) * | 2009-07-26 | 2014-01-30 | Iscar Ltd | Cutting and rotating cutting tools |
| IL206272A (en) * | 2010-06-07 | 2014-08-31 | Iscar Ltd | Cutting and milling |
| CN103124609B (zh) * | 2010-09-27 | 2015-08-19 | 株式会社钨钛合金 | 切削刀片以及切削工具 |
| KR101928112B1 (ko) * | 2010-12-31 | 2018-12-11 | 다이아몬드 이노베이션즈, 인크. | 다결정성 보디에 구멍 및 카운터싱크를 생성하는 방법 |
| IL211444A0 (en) * | 2011-02-27 | 2011-06-30 | Kennametal Inc | High feed cutting insert |
| AT12700U1 (de) * | 2011-07-05 | 2012-10-15 | Ceratizit Austria Gmbh | Bohrer-schneideinsatz |
| FR2979555B1 (fr) * | 2011-09-01 | 2013-09-27 | Safety | Vis de bridage a empreinte positive |
| DK2763809T3 (da) * | 2011-10-06 | 2020-09-07 | Ceram Gmbh | Miniature-skæreplatte |
| SE536345C2 (sv) * | 2012-01-20 | 2013-09-03 | Sandvik Intellectual Property | Håltagningsverktyg med bytbart skär innefattande han- och honartade säkringsmedel |
| JP5878086B2 (ja) | 2012-06-21 | 2016-03-08 | 住友電工ハードメタル株式会社 | 切削工具の製造方法 |
| EP3254790A1 (en) * | 2012-09-27 | 2017-12-13 | Tungaloy Corporation | Cutting insert and rotary cutting tool with such an insert |
| US9481038B2 (en) | 2013-12-11 | 2016-11-01 | Iscar, Ltd. | Cutting insert having a dovetail anti-slip arrangement |
| DE102015108902B3 (de) | 2015-06-05 | 2016-07-07 | Kennametal Inc. | Reibahle |
| US10076795B2 (en) * | 2015-11-19 | 2018-09-18 | Iscar, Ltd. | Triangular tangential milling insert and milling tool |
-
2018
- 2018-08-21 US US16/106,310 patent/US11241747B2/en active Active
- 2018-08-28 TW TW107129881A patent/TWI763912B/zh active
- 2018-09-16 CN CN201880067154.9A patent/CN111212701B/zh active Active
- 2018-09-16 JP JP2020517880A patent/JP7344868B2/ja active Active
- 2018-09-16 BR BR112020007392-0A patent/BR112020007392A2/pt not_active Application Discontinuation
- 2018-09-16 WO PCT/IL2018/051036 patent/WO2019077597A1/en unknown
- 2018-09-16 CA CA3078338A patent/CA3078338A1/en active Pending
- 2018-09-16 KR KR1020207012521A patent/KR102582913B1/ko active IP Right Grant
- 2018-09-16 EP EP18785454.2A patent/EP3697560A1/en active Pending
- 2018-09-16 IL IL273410A patent/IL273410B2/en unknown
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003127007A (ja) | 2001-08-10 | 2003-05-08 | Sumitomo Electric Ind Ltd | スローアウェイチップ |
| JP2009534210A (ja) | 2006-04-24 | 2009-09-24 | バレナイト リミティド ライアビリティ カンパニー | 側方係止インサートおよび側方係止インサートを用いた材料除去工具 |
| JP2013502328A (ja) | 2009-08-21 | 2013-01-24 | セラムテック ゲゼルシャフト ミット ベシュレンクテル ハフツング | カッティングインサート、特にスローアウェイ式のカッティングインサートの精密プレス加工及び焼結 |
Non-Patent Citations (1)
| Title |
|---|
| 住友電工ハードメタル株式会社,イゲタロイ切削工具,日本,2008年,B108頁 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102582913B1 (ko) | 2023-09-26 |
| WO2019077597A1 (en) | 2019-04-25 |
| RU2020110466A3 (ja) | 2022-01-12 |
| CN111212701A (zh) | 2020-05-29 |
| RU2020110466A (ru) | 2021-11-18 |
| IL273410B1 (en) | 2023-12-01 |
| CN111212701B (zh) | 2023-05-12 |
| TW201922382A (zh) | 2019-06-16 |
| US20190111494A1 (en) | 2019-04-18 |
| JP2020536751A (ja) | 2020-12-17 |
| IL273410A (en) | 2020-05-31 |
| CA3078338A1 (en) | 2019-04-25 |
| KR20200067166A (ko) | 2020-06-11 |
| EP3697560A1 (en) | 2020-08-26 |
| BR112020007392A2 (pt) | 2020-09-29 |
| TWI763912B (zh) | 2022-05-11 |
| US11241747B2 (en) | 2022-02-08 |
| IL273410B2 (en) | 2024-04-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10005132B2 (en) | Cutting tool and cutting insert having exactly three cutting portions therefor | |
| CA2891295C (en) | Cutting tool and cutting insert with a rearward resilience slit | |
| CA2636356C (en) | Cutting tool | |
| JP7227262B2 (ja) | ボアレスの刃先交換可能なインサート、及びインサート保持表面を有する位置決め工具を含むフライス・キット | |
| EP1415742B1 (en) | Indexible turning tool for chipforming machining | |
| CA2880173A1 (en) | Cutting tool and cutting insert with a stopper surface | |
| JP2022541989A (ja) | インサート適合器、及び、インサート適合器を備える旋削工具 | |
| JP7344868B2 (ja) | 切削工具および切削工具用の小型の孔なし割出し可能なインサート | |
| WO2013105081A1 (en) | Cutting insert having hole orientation indicia and method for making thereof | |
| WO2008051161A1 (en) | Cutting portion with a friction surface cooperating with a wrench | |
| EP2536521A1 (en) | Cutting insert and cutting tool | |
| RU2777388C2 (ru) | Режущий инструмент и уменьшенная индексируемая вставка без отверстий для него | |
| RU2773752C2 (ru) | Фрезерный комплект, содержащий индексируемую вставку без отверстий и позиционирующее приспособление, имеющее поверхность для удержания вставки | |
| GB2332161A (en) | Reuse of disposable cutter inserts | |
| JP2001009617A (ja) | スローアウェイ式切削工具 | |
| JPH10128612A (ja) | 刃部交換式エンドミル | |
| JP2003340611A (ja) | 内径加工用スローアウェイ式切削工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20200424 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20200424 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210913 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210913 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220815 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220825 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221124 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20230310 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230629 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20230706 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230825 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230904 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7344868 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |