マイクロ流路デバイスは、2枚の積層する基板間に幅500nm乃至1mm程度の微細なマイクロ流路が形成されたデバイスであり、マイクロ流路に連通する注入孔から有機化合物、生体試料などの微量の試料をマイクロ流路に注入し、試料を混合、反応、合成、抽出、分析する等の用途で用いられている。
マイクロ流路の形状や大きさは、マイクロ流路に注入する試料についてのこれらの用途の判定に影響しないように高精度に製造されるが、基板の接合面間を接合する際に、気泡が残っていたり、加熱接合や接着剤の収縮等の影響で、接合した2枚の基板が湾曲し、マイクロ流路も変形するという問題があった。
また、2枚の積層する基板の間に形成されるマイクロ流路の形状や数は、マイクロ流路デバイスの用途に応じて任意に設計されるが、基板間の2次元平面内という制約を受けるので、近年は、それぞれ2枚の積層する基板の間にマイクロ流路を形成した複数のマイクロ流路チップを、積層方向に多段に重ね、積層方向で重ねられるマイクロ流路チップのマイクロ流路間を、積層方向に基板を貫通させた貫通孔を介して連通し、マイクロ流路を3次元の立体形状で形成するマイクロ流路デバイスが検討されている。
このマイクロ流路デバイスでは、各マイクロ流路チップを構成する基板がわずかに湾曲しても、多段に重ねることによって湾曲する変位が累積されて全体で大きく湾曲したり、水平面に沿ってマイクロ流路チップを多段に重ねることが困難となっていた。
そこで、マイクロ流路が形成される基板や、接合面の間にマイクロ流路を形成して接合される2枚の積層する基板の湾曲や反りを防止する種々の方法が提案されている。このうち、特許文献1のマイクロ流路デバイスは、積層する2枚の基板の接合面に基板を溶解しない揮発性液体を介在させて接合面に残る空気を揮発させ、その後、揮発性液体を除去した基板間を密着し、加熱及び加圧により接合している。従って、接合面間に残留する気泡によって接合する基板が湾曲することがない。
また、特許文献2のマイクロ流路デバイスは、一方の基板の接合面のマイクロ流路に沿った周囲に微小突起を形成し、微小突起の部分と対向する接合面との間を超音波溶着により接合する。これにより、2枚の基板の対向する接合面間に空気が残留していても、微小突起の部分で接合するので、気泡が残留することによるマイクロ流路の変形や基板の反りを防止できる。
また、特許文献3のマイクロ流路デバイスは、マイクロ流路が形成されていない接合面の一部にマイクロ流路として使用しないダミー流路を形成する。接合面にダミー流路が形成されるので、成形金型から離型しやすくなり、離型の際に発生する基板の反りが防止される。
また、特許文献4のマイクロ流路デバイスは、第1基板の可変形温度を第2基板の可変形温度より高い材質とし、積層させた第1基板と第2基板をそれぞれの加熱変形温度の間で加熱し、湾曲する張り合わせ面の一方に合わせて他方の張り合わせ面が追従して密着するように湾曲させる。
また、特許文献5のマイクロ流路デバイスは、樹脂製フィルムが接合する基板の接合面より側方に突出する出っ張り部を基板の側面に形成し、基板の接合面に樹脂フィルムを加熱接合する際に、出っ張り部を冶具で押さえつけて、基板の反りを抑える。
特許文献1のマイクロ流路デバイスは、基板間を接合する前に、揮発性液体を接合面に付着させる必要があり、また、基板の一部が変形している場合には、その変形による隙間の空気は除去することができない。また、特許文献2のマイクロ流路デバイスは、微小突起の部分でのみ接合するので、接合強度が弱く、更に、特許文献1と特許文献2に記載のいずれのマイクロ流路デバイスも、基板自体に応力が発生することによる湾曲や反りを防止するものではなく、基板の一部が湾曲していると、基板の接合面の隙間からマイクロ流路に注入する試料が漏れ出す恐れがある。
また、特許文献3では、ダミー流路を形成することと、金型からの離型が容易で基板の反りが防止されるとの因果関係が必ずしも明確ではないが、多数のダミー流路が同一方向に形成されているだけなので、基板の接合面間に残留する気泡や、接合工程において基板に発生する応力によって各方向に発生する恐れのある基板の湾曲や反りを防止することはできない。
また、特許文献4のマイクロ流路デバイスは、接合する2枚の基板の材料に加熱変形温度の異なる材料とする制約があるとともに、変形した一枚の基板に対して他方の基板を合わせるので、マイクロ流路は湾曲した基板に沿って形成され、特許文献5のマイクロ流路デバイスは、基板の各方向への反りを防止するために、基板の4カ所の各側面に出っ張り部を設ける必要があり、基板間を接合する工程で、基板を平坦面に維持する冶具が必要となるので、いずれも実用的ではない。
更に、2枚の基板の接合前に、2枚の基板の対向する接合面の間に潤滑液を介在させ、2枚の基板間のスライドを容易にして、2枚の基板を相対位置決めしているが、潤滑液が気化するまでは、接合させることができず、生産スループット低下の原因となっていた。
本発明は、このような従来の問題点を考慮してなされたものであり、2枚の基板の接合面の間に気泡が残留していたり、基板を接合する工程において基板の一部に応力が発生しても、接合した2枚以上の多段流路基板が湾曲したり、反りが生じることがないマイクロ流路デバイスを提供することを目的とする。
また、2枚の積層する基板のいずれかに簡単な加工を加えるだけで、接合した2枚の基板の平面性を維持できるマイクロ流路デバイスを提供することを目的とする。
また、潤滑液を用いて接合する2枚の基板間の位置決めを行っても、短時間に接合工程を行うことができるマイクロ流路デバイスを提供することを目的とする。
上述の目的を達成するため、請求項1に記載のマイクロ流路デバイスは、表面にマイクロ流路が凹設された平板状の第1樹脂基板と、第1樹脂基板の表面上に積層される第2樹脂基板を備え、第1樹脂基板の表面のマイクロ流路が凹設された部位を除く第1接合領域と、第1接合領域に積層方向で対向する第2樹脂基板の第2接合領域が一体に接合されるマイクロ流路デバイスであって、
第1接合領域と第2接合領域のいずれか一方若しくは双方の接合面のマイクロ流路が凹設された部位に接しない接合領域に、凹溝若しくはスリットからなる応力緩和部が格子状に形成されていることを特徴とする。
第1接合領域と第2接合領域の接合面の間に気泡が残留していたり、第1接合領域と第2接合領域の接合面を接合する工程に起因して、接合する第1接合領域と第2接合領域の一部に接合面に沿った応力が発生しても、接合面に形成される凹溝若しくはスリットからなる応力緩和部において応力による歪が吸収され、部分的に発生した応力は、応力緩和部を越えて伝達されず、接合する第1樹脂基板と第2樹脂基板の全体に湾曲や反りは生じない。
応力緩和部は、接合面に格子状に形成されているので、接合面に沿っていずれの方向の応力が発生しても、応力緩和部を超えて伝達されず、接合する第1樹脂基板と第2樹脂基板はいずれの方向にも湾曲しない。
請求項2に記載のマイクロ流路デバイスは、接合面に応力緩和部が形成される第1樹脂基板若しくは第2樹脂基板は、PDMS(ポリジメチルシロキサン)で成形され、第1接合領域と第2接合領域の双方の接合面を表面改質して、第1接合領域と第2接合領域が一体に接合されることを特徴とする。
接合する第1樹脂基板と第2樹脂基板の少なくとも一方が、エラストマーであるPDMSで成形されるので、一方の接合領域にわずかな湾曲部があっても、対向する他方の接合領域と密着し、表面改質してむらなく一体に接合できる。
また、応力緩和部は、エラストマーであるPDMSで成形される第1樹脂基板若しくは第2樹脂基板に形成されるので、応力緩和部において接合面に沿った大きい伸縮変位が吸収される。
また、マイクロ流路を囲う第1樹脂基板若しくは第2樹脂基板のいずれかが、半透明あるいは透明材料であるPDMSを成形材料として成形されるので、マイクロ流路へ注入する試料の色や量を目視確認できる。
請求項3に記載のマイクロ流路デバイスは、第1樹脂基板が、PDMS(ポリジメチルシロキサン)を成形材料として成形され、応力緩和部は、第1接合領域の接合面に形成される凹溝からなることを特徴とする。
マイクロ流路が凹設される第1樹脂基板の表面と同一面に応力緩和部が形成されるので、マイクロ流路を形成する金型の成形面を加工するだけで、格子状の応力緩和部が形成される。
マイクロ流路と応力緩和部が形成される第1樹脂基板が、金型の成形面への転写性にすぐれたPDMSを成形材料として成形されるので、微細なマイクロ流路と応力緩和部を高精度に第1接合領域の接合面に形成できる。
請求項4に記載のマイクロ流路デバイスは、マイクロ流路と凹溝の第1接合領域の接合面からの深さが同一であることを特徴とする。
フォトリソグラフィー技術によるレジストエッチングあるいは電鋳工法により、マイクロ流路と凹溝を形成する同一高さの突部を有する型が容易に得られる。
請求項5に記載のマイクロ流路デバイスは、応力緩和部が、接合する第1樹脂基板と第2樹脂基板の側面に開口する凹溝からなることを特徴とする。
第1接合領域と第2接合領域を接合する際にその間に残される気泡は、周囲の凹溝を通して凹溝の開口から外部に排出され、第1接合領域と第2接合領域の接合面間に残留する気泡が圧縮されることよる応力は発生しない。
請求項6に記載のマイクロ流路デバイスは、それぞれ第1樹脂基板と第2樹脂基板を積層してなる複数のマイクロ流路チップが、積層方向に多段に積層されて一体に接合され、多段に積層された各マイクロ流路チップに形成されるマイクロ流路間は、第1樹脂基板若しくは第2樹脂基板を積層方向に貫通する貫通孔を介して連通するとともに、積層方向で対向するマイクロ流路チップの第1接合領域と第2接合領域の一方若しくは双方の接合面に、凹溝若しくはスリットからなる応力緩和部が格子状に形成されていることを特徴とする。
第1樹脂基板と第2樹脂基板の間にマイクロ流路が形成されるマイクロ流路チップが多段に重ねられ、各マイクロ流路チップに形成されるマイクロ流路間が貫通孔を介して連通するので、3次元の立体形状でマイクロ流路を形成できる。
多段に重ねられる各マイクロ流路チップの接合面に部分的に発生する応力は、応力緩和部を越えて伝達されず、接合するマイクロ流路チップの全体に湾曲や反りが生じないので多段に重ねることができ、また多段に重ねても、各マイクロ流路は水平面に沿って形成される。
請求項7に記載のマイクロ流路デバイスは、表面にマイクロ流路が凹設された平板状の第1樹脂基板と、第1樹脂基板の表面上に積層される第2樹脂基板を備え、第1樹脂基板の表面のマイクロ流路が凹設された部位を除く第1接合領域と、第1接合領域に積層方向で対向する第2樹脂基板の第2接合領域が一体に接合されるマイクロ流路デバイスであって、
第1接合領域と第2接合領域のいずれか一方若しくは双方の接合面のマイクロ流路が凹設された部位に接しない接合領域の全体に、接合する第1樹脂基板と第2樹脂基板の側面に開口する多数の凹溝が形成されていることを特徴とする。
第1樹脂基板と第2樹脂基板を接合する前に、2枚の基板の対向する接合面の間に潤滑液を介在させ、2枚の基板間のスライドを容易にして相対位置決めしても、潤滑液は、凹溝に流れて接合面に残留せず、また、外部に開口して通気する凹溝内で早期に気化する。
第1接合領域と第2接合領域の接合面の間に気泡が残留していたり、第1接合領域と第2接合領域の接合面を接合する工程に起因して、接合面に沿って凹溝に交差する方向の応力が発生しても、その応力による歪は凹溝で吸収され、凹溝を超えて伝達されず、接合する第1樹脂基板と第2樹脂基板の湾曲が緩和される。
請求項8に記載のマイクロ流路デバイスは、第1樹脂基板と第2樹脂基板の少なくとも一方は、PDMS(ポリジメチルシロキサン)で成形され、第1接合領域と第2接合領域の双方の接合面を表面改質して、第1接合領域と第2接合領域が一体に接合されることを特徴とする。
PDMS(ポリジメチルシロキサン)の自己吸着性により密着する第1樹脂基板と第2樹脂基板の接合面間に潤滑液を介在させることにより、2枚の基板間のスライドを容易にして相対位置決めすることができる。接合面間に介在させた潤滑液は、凹溝に流れて接合面に残留せず、また、外部に開口して通気する凹溝内で早期に気化する。
請求項9に記載のマイクロ流路デバイスは、凹溝が、第1接合領域の接合面に形成され、マイクロ流路と凹溝の第1接合領域の接合面からの深さが同一であることを特徴とする。
フォトリソグラフィー技術によるレジストエッチングあるいは電鋳工法により、マイクロ流路と凹溝を形成する同一高さの突部を有する型が容易に得られる。
請求項10に記載のマイクロ流路デバイスは、それぞれ第1樹脂基板と第2樹脂基板を積層してなる複数のマイクロ流路チップが、積層方向に多段に積層されて一体に接合され、多段に積層された各マイクロ流路チップに形成されるマイクロ流路間は、第1樹脂基板若しくは第2樹脂基板を積層方向に貫通する貫通孔を介して連通するとともに、積層方向で対向するマイクロ流路チップの第1接合領域と第2接合領域の一方若しくは双方の接合面の全体に、接合する第1樹脂基板と第2樹脂基板の側面に開口する多数の凹溝が形成されていることを特徴とする
多段に重ねられた各マイクロ流路チップの2枚の基板の対向する接合面の間に潤滑液を介在させ、全てのマイクロ流路間が貫通孔を介して連通するように、積層される多数の第1樹脂基板と第2樹脂基板を同時にスライドさせて相対位置決めしても、潤滑液は、各接合面に形成される凹溝に流れて接合面に残留せず、また、外部に開口して通気する凹溝内で早期に気化する。
請求項1の発明によれば、2枚の接合させる樹脂基板の間に気泡が残留していたり、樹脂基板の接合面を接合する工程において、接合面の一部に応力が発生しても、接合面に格子状に形成する応力緩和部を越えて応力が伝達されないので、接合した2枚の樹脂基板を平坦にできる。従って、2枚の樹脂基板の間に形成されるマイクロ流路を、その一部が傾斜したり、内径が変化することがなく、高精度に形成できる。
請求項2の発明によれば、接合する第1樹脂基板と第2樹脂基板の少なくとも一方が、エラストマーであるPDMSで成形されるので、第1接合領域若しくは第2接合領域に部分的に大きな応力が生じても、接合する第1接合領域と第2接合領域の全体を平坦に維持できる。
また、接合する第1樹脂基板と第2樹脂基板の接合面を表面改質して接合するので、第1接合領域と第2接合領域がむらなく一体に接合され、第1接合領域と第2接合領域の隙間からマイクロ流路に注入した試料が漏れ出ない。
請求項3の発明によれば、マイクロ流路を形成する型の成形面に加工を加えるだけで、格子状の応力緩和部を形成できる。
また、微細なマイクロ流路と応力緩和部とを高精度に接合面に形成できる。
請求項4と請求項9の発明によれば、マイクロ流路と格子状の応力緩和部の凹溝を、高精度の成形が可能な電鋳の金型あるいはフォトリソグラフィー技術によるレジストエッチング型で成形することができる。
請求項5の発明によれば、接合する第1接合領域と第2接合領域の接合面間に気泡が残留することがなく、残留する気泡が圧縮されることよる応力が接合面に発生しない。
請求項6の発明によれば、第1樹脂基板と第2樹脂基板を積層したマイクロ流路チップを多段に重ねて、マイクロ流路を立体形状で設計でき、また、マイクロ流路チップを多段に重ねても、各マイクロ流路チップのマイクロ流路は水平面に沿って形成される。
請求項7の発明によれば、第1樹脂基板と第2樹脂基板間の接合面間の摩擦を減じて2枚の基板間の相対位置決めを容易にするするために、接合面に潤滑液を介在させても、潤滑液は早期に気化し、若しくは凹溝に収容されて接合面に残らないので、相対位置決め後に、早期に第1樹脂基板と第2樹脂基板間を接合できる。
また、2枚の接合させる樹脂基板の間に気泡が残留していたり、樹脂基板の接合面を接合する工程において、接合面の一部に応力が発生しても、接合面に形成する凹溝を越えて応力による歪が伝達されないので、接合した2枚の樹脂基板を平坦に近づけることができる。
請求項8の発明によれば、少なくとも一方の接合面が自己吸着性を有するPDMSであって、密着する接合面間のスライドを容易にするために潤滑液を介在させても、スライドさせて相対位置決めした後の接合面間に潤滑液が残留しないので、表面改質した接合面間を早期に接合できる。
また、接合する第1樹脂基板と第2樹脂基板の少なくとも一方が、エラストマーであるPDMSで成形されるので、第1接合領域若しくは第2接合領域に部分的に大きな応力が生じても、接合する第1接合領域と第2接合領域の全体を平坦に維持できる。
また、第1樹脂基板と第2樹脂基板の接合面を表面改質して接合するので、第1接合領域と第2接合領域がむらなく一体に接合され、第1接合領域と第2接合領域の隙間からマイクロ流路に注入した試料が漏れ出ない。
請求項10の発明によれば、潤滑液を用いて、多段に積層された各マイクロ流路チップの第1樹脂基板と第2樹脂基板を同時にスライドさせて相対位置決めしても、潤滑液が各接合面間に残らず、多段に積層された全てのマイクロ流路チップ間を早期に一体に接合できる。
以下、本発明の第1実施の形態に係るマイクロ流路デバイス1を、図1乃至図7を用いて説明する。このマイクロ流路デバイス1は、積層する2枚の樹脂基板であるベースシート2とカバーシート3とから構成され、ベースシート2とカバーシート3を積層することにより、その間に形成されるマイクロ流路5に有機化合物、生体試料などの微量の試料を注入し、マイクロ流路5内に注入される試料を混合、反応、合成、抽出、分離、若しくは分析する用途で使用される。
ベースシート2は、PDMS(ポリジメチルシロキサン)を成形材料として、後述する電鋳の金型を用いたインジェクション成形で全体が薄肉の平板状に形成され、図4乃至図6に示すように、その表面(カバーシート3との対向面)に、幅及び深さが500nm乃至1mmのマイクロ流路5を形成する凹部5aと、凹部5aと同一深さの応力緩和部となる多数の凹溝4が形成されている。マイクロ流路5を形成する凹部5aは、マイクロ流路デバイス1の用途に応じて、その長さや形状、本数が任意に設計され、凹部5aの一端は、後述する注入孔6や排出孔7にマイクロ流路5に連通させるために凹部5aの幅より長い内径の円筒形となっている。また、応力緩和部となる多数の凹溝4は、直交する2方向に沿った多数の凹溝4が、ベースシート2の表面のマイクロ流路5を形成する凹部5aの形成部位を除く第1接合領域2Aの全域に、それぞれ交差して格子状にむらなく形成される。
ベースシート2を金型で成形する成形材料を、金型内で流動性の高いPDMSとするので、金型の成形面への転写性にすぐれ、微小なマイクロ流路5を形成する凹部5aや凹溝4をベースシート2の表面に高精度に形成できる。
本実施の形態において、ベースシート2の表面に凹設するマイクロ流路5を形成する凹部5aや応力緩和部となる凹溝4を同一の深さとするので、微細なマイクロ流路5を形成する凹部5aや凹溝4を高精度に成形可能な電鋳の金型12を用いて、ベースシート2をインジェクション成形することができる。以下、ベースシート2を成形する電鋳の金型12の製造方法を図7で説明する。
図7(a)は、シリコンウェハーやガラス基板等の平滑度の高い基材13の表面に、スピンコートなどで薄膜のフォトレジスト11を塗布した工程を示し、フォトレジスト11の厚さは、マイクロ流路5を形成する凹部5a及び凹溝4の深さと同一とする。
つづいて、このフォトレジスト11のマイクロ流路5を形成する凹部5aの成形部11aと凹溝4の成形部11bをフォトマスクを通して露光し、露光部分をエッチングで除去してパターンニングし、図7(b)に示すように、パターンニングした成形部11a、11bにシリコンウェハーやガラス基板等の基材13を露出させる。
尚、ここで得られるレジストエッチング型は、図示するように、成形するベースシート2と同一形状となるが、フォトレジスト11のマイクロ流路5を形成する凹部5aの成形部11aと凹溝4の成形部11b以外の部分をフォトマスクを通して露光し、露光部分をエッチングで除去してパターンニングすれば、成形するベースシート2と反転形状のレジストエッチング型が得られるので、この反転形状のレジストエッチング型をそのまま成形型として用いてベースシート2を成形することもできる。
その後、フォトレジスト11をパターンニングした図7(b)のレジストエッチング型にニッケル電鋳処理を行い、ニレジストエッチング型の表面に沿って、ニッケルの金属板14と基材13が露出する成形部11a、11bの部分に金属突部14aを電着する(図7(c))。電鋳処理により形成する金属突部14aは、それぞれマイクロ流路5を形成する凹部5aと凹溝4を形成する成形面となるので、その高さは、凹部5aと凹溝4の深さと同一となる。
電鋳で金属板14と金属突部14aを形成した後、平滑度の高い基材13から金属板14と金属突部14aを剥離し、その周囲の残るフォトレジスト11を全て取り除いて、金属突部14aの端面を研磨し、図7(d)に示すベースシート2を成形する金型のキャビティ12を得る。
図7に示す工程で製造される金型のキャビティ12は、ベースシート2の輪郭を含む成形面で、マイクロ流路5を形成する凹部5aの成形部11aを除く成形面の全域に、凹溝4を形成する金属突部14aが格子状に突設されている。従って、金型のコアとキャビティ12の間でPDMSをインジェクション成形して得られる成形シート10は、図3に示すように、マイクロ流路5を形成する凹部5aが凹設されている他、その周囲の残る全域に格子状に凹溝4が凹設されている。
ベースシート2は、図3に示す成形シート10から図中破線で示すベースシート2の輪郭に沿って切断して製造するので、輪郭で切断したベースシート2の側面には、凹溝4の端面が表れる。
ベースシート2の表面に積層されるカバーシート3も、PDMSを成形材料として、金型を用いたインジェクション成形によって全体がベースシート2と同一の輪郭の平板状に形成され、ベースシート2の円筒形となった凹部5aの各一端の位置に合わせて、マイクロ流路5へ試料を注入する注入孔6とマイクロ流路5から試料を排出する排出孔7が穿設されている。
尚、上述のように、ベースシート2とカバーシート3は、いずれもインジェクション成形で成形しているが、金型を用いて量産可能に成形できれば、流動数、PDMSの種類、ベースシート2やカバーシート3の形状に合わせて、適宜トランスファー成形、コンプレッション成形等の種々の成形法で成形することができる。
また、2枚の樹脂基板であるベースシート2とカバーシート3は、樹脂であればその素材について制約はないが、応力緩和部において大きい歪を吸収するようにPDMS等の透明若しくは半透明の熱可塑性エラストマーで形成することが好ましい。
このようにして製造されたベースシート2とカバーシート3とは、ベースシート2の表面の第1接合領域2Aと、第1接合領域2Aに対向するカバーシート3の裏面の第2接合領域3Aとにそれぞれプラズマを照射するプラズマ処理を行って表面改質した後、ベースシート2とカバーシート3の輪郭を一致させて積層し、格子状の凹溝4を除いて対向する全ての第1接合領域2Aと第2接合領域3Aの対向面を接合面として、接合面間を隙間なく密着し、これにより第1接合領域2Aと第2接合領域3Aが一体化され強固に接合される。
ここで第1接合領域2Aと第2接合領域3Aの接合面を密着させる際には、第1接合領域2Aに格子状に形成された凹溝4がベースシート2とカバーシート3を積層させた側面に開口するので、ベースシート2の第1接合領域2Aとカバーシート3の第2接合領域3Aの接合面間に気泡が残されていても、両者の接合面を密着させる過程で、残留する気泡は、その周囲に形成される凹溝4を介して外部に排出される。
表面改質した接合面間を密着させて一体化する過程では、表面改質の反応が第1接合領域2Aと第2接合領域3Aの接合面の全域で一様に進行せず、一部が収縮した後にその周囲が一体に接合する等の原因で、接合する第1接合領域2Aと第2接合領域3Aの一部に接合面に沿った残留応力が生じることがある。しかしながら、その接合面に沿った残留応力の方向がいずれの方向であっても、残留応力によって生じる接合面に沿った歪は、その周囲に形成された応力緩和部である凹溝4の幅が変化することにより吸収され、残留応力は凹溝4を越えて伝達されない。その結果、接合する第1接合領域2Aと第2接合領域3Aは、湾曲せず、ベースシート2とカバーシート3とは、平坦性を保った状態で一体に積層される。
また、表面改質され、一体化して接合される第1接合領域2Aと第2接合領域3Aの接合面の間に気泡が残留しないので、残留する気泡によって第1接合領域2Aや第2接合領域3Aが湾曲することがない。
尚、第1接合領域2Aと第2接合領域3Aの接合面にプラズマを照射するプラズマ処理は、真空プラズマ処理と大気圧プラズマ処理のいずれであってもよく、また、両者の接合面を表面改質する処理としては、プラズマ処理の他に、エキシマランプから接合面に真空紫外線(VUV)を照射する真空紫外線(VUV)処理、コロナー放電処理等であってもよい。
ベースシート2の表面に同一の輪郭のカバーシート3を積層させることにより、ベースシート2の凹部5aがカバーシート3で覆われ、外部に対して密封されたマイクロ流路5が形成され、また、図2に示すように、円筒形の凹部5aの各一端で連通する注入孔6と排出孔7を介してマイクロ流路5がカバーシート3の表面に開口し、注入孔6からマイクロ流路5へ試料を注入し、排出口7からマイクロ流路5に注入された試料を排出するマイクロ流路デバイス10が製造される。
このマイクロ流路デバイス1は、平坦に製造されるので、マイクロ流路5は、湾曲したり、内径が変化することがなく、水平面に沿って支持されるマイクロ流路5へ試料を通過させることができる。
次に、本発明の第2実施の形態に係るマイクロ流路デバイス30を、図11と図12を用いて説明する。この第2実施の形態の説明においては、上述のマイクロ流路デバイス1について、ベースシート32の第1接合領域32Aに形成される凹溝31の形状が異なるだけであるので、マイクロ流路デバイス1の構成と同一若しくは同様に作用する構成については、同一番号を付してその詳細な説明を省略する。
このマイクロ流路デバイス30は、PDMS(ポリジメチルシロキサン)を成形材料として成形される2枚のベースシート32とカバーシート3とから構成され、ベースシート32の表面(カバーシート3との対向面)に、幅及び深さが500nm乃至1mmのマイクロ流路5を形成する凹部5aと、凹部5aの形成部位を除く第1接合領域32Aの全域に、凹部5aと同一深さの多数の凹溝31がむらなく形成されている。
多数の凹溝31は、第1実施の形態にかかる凹溝4のように、必ずしも格子状に形成する必要はなく、その一端がベースシート32の縁に達し、接合したベースシート32とカバーシート3の側面に開口する形状であれば、所望の形状とすることができ、ここでは図12に示すように、互いに平行な水平線と、水平線に直交する鉛直線に沿って形成されている。
このベースシート2とカバーシート32を積層させて一体に接合する工程では、ベースシート2の表面の第1接合領域2Aと、第1接合領域32Aに対向するカバーシート32の裏面の第2接合領域32Aとにそれぞれプラズマを照射するプラズマ処理を行って表面改質し、その後、ベースシート2とカバーシート32を積層させ、その輪郭が一致するように、積層面に沿って相対的に摺動させて位置決めする。この位置決め工程では、ベースシート2とカバーシート32とが自己吸着性を有するPDMSで形成されているので、相互に密着し、積層面に沿って摺動させることができない。
そこで、表面改質したベースシート2とカバーシート32を、PDMSに影響せず、積層面に不純物が残留しない超純水、メタノール、エタノール、イソプロピルアルコール等の潤滑液に浸漬して、接合する第1接合領域2Aと第2接合領域32Aの間にこれらの潤滑液を介在させ、接合面に沿ったベースシート2とカバーシート32のスライドを容易にして相対位置決めする。
ベースシート2とカバーシート32間が相対的にスライドする間に、第1接合領域2Aと第2接合領域32Aが対向する接合面の間に介在していた潤滑液は、凹溝31内に流れ込み、表面改質した第1接合領域2Aと第2接合領域32Aが対向する接合面に残らない。また、外部に連通し、通気性のある凹溝31に滞留した潤滑液は、短時間に気化し、消失する。
その結果、表面改質した第1接合領域2Aと第2接合領域32A間が直接密着することにより、相対位置決めした後、早期に接合する。
次に、本発明の第3実施の形態に係るマイクロ流路デバイス20を、図8、図9を用いて説明する。この第3実施の形態の説明においても、上述の第1実施の形態にかかるマイクロ流路デバイス1の構成と同一若しくは同様に作用する構成については、同一番号を付してその詳細な説明を省略する。
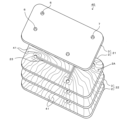
マイクロ流路デバイス20は、図8に示すように、上下2段に積層されたマイクロ流路チップ21、22から構成され、各マイクロ流路チップ21、22は、それぞれベースシート2の第1接合領域2Aとカバーシート3の第2接合領域3Aの接合面が表面改質され、一体に接合されている。更に、積層方向で対向するマイクロ流路チップ21、22の対向面、すなわち、マイクロ流路チップ21のベースシート2の裏面とマイクロ流路チップ22のカバーシート3の表面の接合面も表面改質され、一体に接合され、図9に示すように、4枚のシート2、3が相互に一体に接合した状態で積層される。
接合されるマイクロ流路チップ21の裏面とマイクロ流路チップ22の表面の少なくとも一方、ここではマイクロ流路チップ22のカバーシート3の表面にも、応力緩和部となる多数の凹溝4が、後述する貫通孔25Bの形成部位を除く表面の全域に、格子状にむらなく形成されている。従って、積層方向で対向するマイクロ流路チップ21の裏面とマイクロ流路チップ22の表面を表面改質して一体に接合する際にも、マイクロ流路チップ21、22が湾曲したり反りが生じることがなく、全体を平坦面に沿って積層できる。
各マイクロ流路チップ21、22のベースシート2とカバーシート3との間に形成されるマイクロ流路23、24は、所望の任意形状に形成され、マイクロ流路チップ21、22を積層した状態で、図9の破線で示すように、上段のマイクロ流路チップ21のベースシート2に積層方向に穿設された貫通孔25Aと、下段のマイクロ流路チップ22のカバーシート3に積層方向に穿設された貫通孔25Bを介して連通している。貫通孔25A、25Bでマイクロ流路23、24間を連通させる連通位置も任意に設計できるので、マイクロ流路23、24と貫通孔25A、25Bにより所望のマイクロ流路を立体形状で設計できる。
本実施の形態によれば、多数のベースシート2とカバーシート3を重ねても、積層方向で対向する接合面のいずれかに応力緩和部となる多数の凹溝4が格子状に凹設されているので、個々のベースシート2とカバーシート3が湾曲したり、反ることがなく、全体が平坦面に沿って形成される。従って、マイクロ流路デバイス20を水平に支持することによって、各マイクロ流路チップ21、22のマイクロ流路23、24も傾斜することなく水平に支持され、設計値通りに試料を流動させることができる。
尚、この第3実施の形態に係るマイクロ流路デバイス20においては、下段のマイクロ流路チップ21のカバーシート3を省略し、上段のマイクロ流路チップ21を構成するベースシート2の裏面と、下段のマイクロ流路チップ21を構成するベースシート2の表面の第1接合領域2Aを一体に接合すれば、ベースシート2とカバーシート3からなる3枚の樹脂基板を積層させるだけで、貫通孔25Aで連通するマイクロ流路チップ21のマイクロ流路23と、マイクロ流路チップ22のマイクロ流路24を形成できる。
この第3実施の形態に係るマイクロ流路デバイス20のベースシート2に形成される凹溝4についても、図13に示すマイクロ流路デバイス40の凹溝41のように、必ずしも格子状に形成する必要はなく、その一端がベースシート32の縁に達し、接合したベースシート2とカバーシート3の側面に開口する形状であれば、曲線を含む任意の形状に沿って形成するこもできる。
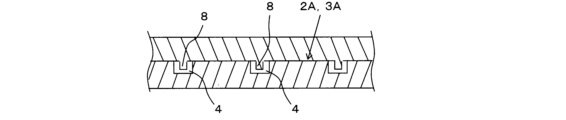
上述の各実施の形態において、応力緩和部となる凹溝4や凹溝31、41は、縦断面の輪郭が矩形であるが、その形状は任意の形状とすることができる。また、図10に示すように、第1接合領域2A若しくは第2接合領域3Aの一方の接合面に凹設する凹溝4に対して、対向する他方の第2接合領域3A若しくは第1接合領域2Aの接合面から、両者を接合した際に凹溝4内に遊嵌する突条8を一体に突設してもよい。このように、応力緩和部の変形を拘束しない突条8を対向する第2接合領域3A若しくは第1接合領域2Aの接合面に突設すれば、突条8の部分の縦断面についての積層方向(図中上下方向)に関する断面二次モーメントが増大し、突条8が突設され部分で湾曲しにくくなるので、接合する相手側の第2接合領域3A若しくは第1接合領域2Aも平坦とすることができる。
また、接合面に凹設される凹溝4を応力緩和部としたが、接合面に沿って発生する応力が主として圧縮応力である場合には、接合面に格子状に形成するスリットを応力緩和部とすることもできる。このようなスリットは、例えば、格子状のトムソン刃を、第1接合領域2A若しくは第2接合領域3Aの接合面からシート2、3の肉厚内に押し込んで形成する。切削刃で形成するスリットは、電鋳の金型で成形する深さ20μm程度の凹溝4より、接合面の内奥深くまで形成することができるので、応力緩和部においてより効果的に応力の伝達を遮断できる。
このように第1接合領域2A若しくは第2接合領域3Aの接合面に形成する応力緩和部である凹溝4やスリット若しくは潤滑液の気化を促進させる凹溝31、41は、マイクロ流路5を形成する凹部5aに接しないその限界まで接近させてむらなく形成するのが好ましい。
更に、凹溝4若しくはスリットからなる応力緩和部若しくは凹溝31、41は、対向する第1接合領域2A若しくは第2接合領域3Aのいずれの接合面に形成してもよく、また、第1接合領域2Aと第2接合領域3Aのそれぞれの接合面に形成してもよい。一方、応力緩和部は、必ずしも第1接合領域2A若しくは第2接合領域3Aの全面にむらなく形成する必要はなく、接合によって湾曲や反りが生じやすい部分や湾曲やそりを解消したい部分にのみ形成してもよい。
また、上述の各実施の形態では、ベースシート2の第1接合領域2Aとカバーシート3の第2接合領域3Aの接合面を表面改質して一体に接合しているが、接着剤により接合面間を接着したり、超音波溶着により接合するなど、接合面を他の接合方法で接合するものであってもよい。