JP7253149B2 - 巻線体、及び巻線体の製造方法、並びにコイル部品 - Google Patents
巻線体、及び巻線体の製造方法、並びにコイル部品 Download PDFInfo
- Publication number
- JP7253149B2 JP7253149B2 JP2020074657A JP2020074657A JP7253149B2 JP 7253149 B2 JP7253149 B2 JP 7253149B2 JP 2020074657 A JP2020074657 A JP 2020074657A JP 2020074657 A JP2020074657 A JP 2020074657A JP 7253149 B2 JP7253149 B2 JP 7253149B2
- Authority
- JP
- Japan
- Prior art keywords
- winding body
- conductor
- bent
- portions
- continuous
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004804 winding Methods 0.000 title claims description 117
- 238000004519 manufacturing process Methods 0.000 title claims description 24
- 239000004020 conductor Substances 0.000 claims description 178
- 238000005452 bending Methods 0.000 claims description 61
- 238000000034 method Methods 0.000 claims description 20
- 239000011347 resin Substances 0.000 claims description 11
- 229920005989 resin Polymers 0.000 claims description 11
- 238000005520 cutting process Methods 0.000 claims description 7
- 239000011248 coating agent Substances 0.000 claims description 4
- 238000000576 coating method Methods 0.000 claims description 4
- 239000000696 magnetic material Substances 0.000 claims description 4
- 230000007847 structural defect Effects 0.000 description 20
- 239000011162 core material Substances 0.000 description 14
- 238000001878 scanning electron micrograph Methods 0.000 description 10
- 230000003287 optical effect Effects 0.000 description 8
- 230000000052 comparative effect Effects 0.000 description 7
- 238000003384 imaging method Methods 0.000 description 6
- 238000010586 diagram Methods 0.000 description 4
- 230000002500 effect on skin Effects 0.000 description 4
- 238000004080 punching Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 3
- 230000035699 permeability Effects 0.000 description 3
- 239000012141 concentrate Substances 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 238000005530 etching Methods 0.000 description 2
- 230000017525 heat dissipation Effects 0.000 description 2
- 239000011810 insulating material Substances 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000004088 simulation Methods 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 239000004593 Epoxy Substances 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 210000003298 dental enamel Anatomy 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000006247 magnetic powder Substances 0.000 description 1
- 230000000873 masking effect Effects 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000000879 optical micrograph Methods 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 239000002966 varnish Substances 0.000 description 1
Images

























Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/28—Coils; Windings; Conductive connections
- H01F27/2823—Wires
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/28—Coils; Windings; Conductive connections
- H01F27/2871—Pancake coils
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/08—Cooling; Ventilating
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/24—Magnetic cores
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/28—Coils; Windings; Conductive connections
- H01F27/2847—Sheets; Strips
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/28—Coils; Windings; Conductive connections
- H01F27/2876—Cooling
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/34—Special means for preventing or reducing unwanted electric or magnetic effects, e.g. no-load losses, reactive currents, harmonics, oscillations, leakage fields
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/04—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing coils
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/04—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing coils
- H01F41/06—Coil winding
- H01F41/061—Winding flat conductive wires or sheets
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/04—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing coils
- H01F41/06—Coil winding
- H01F41/061—Winding flat conductive wires or sheets
- H01F41/063—Winding flat conductive wires or sheets with insulation
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/28—Coils; Windings; Conductive connections
- H01F27/2847—Sheets; Strips
- H01F2027/2857—Coil formed from wound foil conductor
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/28—Coils; Windings; Conductive connections
- H01F27/2847—Sheets; Strips
- H01F2027/2861—Coil formed by folding a blank
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/28—Coils; Windings; Conductive connections
- H01F27/32—Insulating of coils, windings, or parts thereof
- H01F27/323—Insulation between winding turns, between winding layers
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Coils Or Transformers For Communication (AREA)
- Coils Of Transformers For General Uses (AREA)
Description

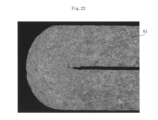
図13~15は、切欠部を形成した実施例試料のCu薄帯について、折り曲げ加工の加工手順を光学顕微鏡で撮像したものである。
図18~21は、切欠部を形成しなかった比較例試料のCu薄帯について、折り曲げ加工の加工手順を光学顕微鏡で撮像したものである。
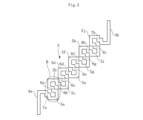
2 中空部
5a~5j 導体部
6a~6i、7a、7b 折曲部位
9 切欠部
10 窪み部
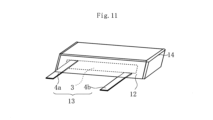
12 磁心コア
13 巻線体
Claims (14)
- 連続薄帯が螺旋状に巻回されたコイル部品用の巻線体であって、
前記連続薄帯は、複数の折曲部位を有すると共に、該折曲部位によって複数の導体部に区分されて重畳状に折り曲げられ、
空洞状の窪み部が、該窪み部の平均深さが前記導体部間に形成される間隙より大きくなるように前記折曲部位に形成されると共に、
前記導体部における前記折曲部位の内側の導体部分が前記窪み部に収容されていることを特徴とする巻線体。 - 絶縁性樹脂が、前記窪み部の少なくとも一部に充填されていることを特徴とする請求項1記載の巻線体。
- 前記連続薄帯は、シート状に展開された状態で少なくとも2つの連なる前記導体部を一組とした階段状とされると共に、前記階段状の前記連続薄帯が前記折曲部位で折り曲げられて形成されていることを特徴とする請求項1又は請求項2記載の巻線体。
- 前記連続薄帯は、厚みが前記コイル部品の駆動周波数に対する表皮厚みの2倍以下に形成されていることを特徴とする請求項1乃至請求項3のいずれかに記載の巻線体。
- 前記連続薄帯は、厚みが前記駆動周波数の表皮厚み以上であることを特徴とする請求項4記載の巻線体。
- 平角線状に形成されていることを特徴とする請求項1乃至請求項5のいずれかに記載の巻線体。
- 表面が絶縁性被膜で覆われていることを特徴とする請求項1乃至請求項6のいずれかに記載の巻線体。
- 連続薄帯を折り曲げて螺旋状に巻回し、巻線体を作製するコイル部品用の巻線体の製造方法であって、
開口部を有するように前記連続薄帯を所定形状に切り出す工程と、
前記連続薄帯を折り曲げる折曲部位の少なくとも一部に切欠部を形成する工程と、
前記切欠部が空洞状の窪み部を形成し前記開口部が連通して重畳状となるように、前記連続薄帯に対し前記折曲部位で折り曲げ加工を施し、前記折曲部位を介して複数に区分された導体部を形成する工程とを含み、
前記窪み部は、前記導体部における前記折曲部位の内側の導体部分が収容されるように形成すること特徴とする巻線体の製造方法。 - 絶縁性樹脂を前記窪み部の少なくとも一部に充填することを特徴とする請求項8記載の巻線体の製造方法。
- 前記所定形状は、階段状であることを特徴とする請求項8又は請求項9記載の巻線体の製造方法。
- 前記折曲部位に対し直交方向の断面がU字状となるように前記切欠部を形成することを特徴とする請求項8乃至請求項10のいずれかに記載の巻線体の製造方法。
- 前記連続薄帯は、厚みが前記コイル部品の駆動周波数に対する表皮厚みの2倍以下であることを特徴とする請求項8乃至請求項11のいずれかに記載の巻線体の製造方法。
- 磁性体材料を含有した磁心コアとコイル導体とを備えたコイル部品であって、
前記コイル導体が請求項1乃至請求項7のいずれかに記載の巻線体で形成されていることを特徴とするコイル部品。 - リアクトルであることを特徴とする請求項13記載のコイル部品。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020074657A JP7253149B2 (ja) | 2020-04-20 | 2020-04-20 | 巻線体、及び巻線体の製造方法、並びにコイル部品 |
| CN202110411258.0A CN113539637B (zh) | 2020-04-20 | 2021-04-16 | 绕组体、绕组体的制造方法及线圈部件 |
| US17/234,249 US20210327642A1 (en) | 2020-04-20 | 2021-04-19 | Winding body and method for manufacturing winding body, and coil component |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020074657A JP7253149B2 (ja) | 2020-04-20 | 2020-04-20 | 巻線体、及び巻線体の製造方法、並びにコイル部品 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021174792A JP2021174792A (ja) | 2021-11-01 |
| JP7253149B2 true JP7253149B2 (ja) | 2023-04-06 |
Family
ID=78082734
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020074657A Active JP7253149B2 (ja) | 2020-04-20 | 2020-04-20 | 巻線体、及び巻線体の製造方法、並びにコイル部品 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20210327642A1 (ja) |
| JP (1) | JP7253149B2 (ja) |
| CN (1) | CN113539637B (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024159524A1 (en) * | 2023-02-03 | 2024-08-08 | Renesas Electronics America Inc. | Flipping coil for wireless power transfer |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004111457A (ja) | 2002-09-13 | 2004-04-08 | Matsushita Electric Ind Co Ltd | コイル部品の製造方法 |
| JP2004111456A (ja) | 2002-09-13 | 2004-04-08 | Matsushita Electric Ind Co Ltd | コイル部品 |
| JP2004186628A (ja) | 2002-12-06 | 2004-07-02 | Koito Mfg Co Ltd | トランス |
| JP2004200456A (ja) | 2002-12-19 | 2004-07-15 | Matsushita Electric Ind Co Ltd | 薄形トランス |
| JP2012243902A (ja) | 2011-05-18 | 2012-12-10 | Sumitomo Electric Ind Ltd | エッジワイズコイル及びエッジワイズコイルの製造方法。 |
| JP2013021307A (ja) | 2011-06-15 | 2013-01-31 | Mitsubishi Electric Corp | 高周波トランス |
| JP2013168568A (ja) | 2012-02-16 | 2013-08-29 | Denso Corp | 四角形状コイルの製造方法とコイル装置 |
| JP2017224767A (ja) | 2016-06-16 | 2017-12-21 | 富士電機株式会社 | 高周波トランス |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3633273A (en) * | 1968-07-05 | 1972-01-11 | Westinghouse Electric Corp | Method of constructing electrical windings |
| JPS5395136U (ja) * | 1976-12-29 | 1978-08-03 | ||
| JPS61184806A (ja) * | 1985-02-12 | 1986-08-18 | Tokyo Kosumosu Denki Kk | らせん状コイル |
| JPH07335443A (ja) * | 1994-06-13 | 1995-12-22 | Hitachi Maxell Ltd | コイル装置およびそれを用いたicメモリ装置 |
| JPH09275023A (ja) * | 1996-04-05 | 1997-10-21 | Nippon Electric Ind Co Ltd | 連続折曲コイル及びこの連続折曲コイルの製造方法並びにこのコイルを用いた高周波トランス及び高周波リアクタ |
| ATE255271T1 (de) * | 2001-06-21 | 2003-12-15 | Magnetek Spa | Kreisförmige flachspulen sowie induktives bauelement, welches mit einer oder mehreren dieser spulen hergestellt wird |
| JP2003092218A (ja) * | 2001-09-18 | 2003-03-28 | Hitachi Cable Ltd | 電気・電子機器用コイル及びその製造方法 |
| US6985062B2 (en) * | 2002-09-13 | 2006-01-10 | Matsushita Electric Industrial Co., Ltd. | Coil component and method of producing the same |
| US7479863B2 (en) * | 2006-03-31 | 2009-01-20 | Astec International Limited | Jointless windings for transformers |
| TWI317137B (en) * | 2006-11-27 | 2009-11-11 | Delta Electronics Inc | Coil element for high frequency transformer |
| TWI475579B (zh) * | 2012-12-14 | 2015-03-01 | Ghing Hsin Dien | 線圈 |
| JP6379689B2 (ja) * | 2014-06-03 | 2018-08-29 | 株式会社デンソー | コイル装置およびコイル装置の製造方法 |
| JP7026883B2 (ja) * | 2018-03-20 | 2022-03-01 | 株式会社オートネットワーク技術研究所 | リアクトル |
| CN108305743A (zh) * | 2018-04-17 | 2018-07-20 | 深圳市沐磁科技有限公司 | 一种扁平线立绕电感线圈及立绕电感器 |
| CN112740514B (zh) * | 2018-09-25 | 2024-09-13 | 松下知识产权经营株式会社 | 线圈的安装构造、定子和马达 |
-
2020
- 2020-04-20 JP JP2020074657A patent/JP7253149B2/ja active Active
-
2021
- 2021-04-16 CN CN202110411258.0A patent/CN113539637B/zh active Active
- 2021-04-19 US US17/234,249 patent/US20210327642A1/en not_active Abandoned
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004111457A (ja) | 2002-09-13 | 2004-04-08 | Matsushita Electric Ind Co Ltd | コイル部品の製造方法 |
| JP2004111456A (ja) | 2002-09-13 | 2004-04-08 | Matsushita Electric Ind Co Ltd | コイル部品 |
| JP2004186628A (ja) | 2002-12-06 | 2004-07-02 | Koito Mfg Co Ltd | トランス |
| JP2004200456A (ja) | 2002-12-19 | 2004-07-15 | Matsushita Electric Ind Co Ltd | 薄形トランス |
| JP2012243902A (ja) | 2011-05-18 | 2012-12-10 | Sumitomo Electric Ind Ltd | エッジワイズコイル及びエッジワイズコイルの製造方法。 |
| JP2013021307A (ja) | 2011-06-15 | 2013-01-31 | Mitsubishi Electric Corp | 高周波トランス |
| JP2013168568A (ja) | 2012-02-16 | 2013-08-29 | Denso Corp | 四角形状コイルの製造方法とコイル装置 |
| JP2017224767A (ja) | 2016-06-16 | 2017-12-21 | 富士電機株式会社 | 高周波トランス |
Also Published As
| Publication number | Publication date |
|---|---|
| CN113539637B (zh) | 2024-04-02 |
| JP2021174792A (ja) | 2021-11-01 |
| CN113539637A (zh) | 2021-10-22 |
| US20210327642A1 (en) | 2021-10-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101124827B1 (ko) | 코일 및 코일의 성형 방법 | |
| JP6648688B2 (ja) | 電子部品 | |
| JP4482477B2 (ja) | 複合型リアクトルの巻線構造 | |
| JP2022185088A (ja) | 電磁部品及び電磁部品の製造方法 | |
| CN110741448A (zh) | 集合导线、集合导线的制造方法以及分段线圈 | |
| JPWO2008096526A1 (ja) | コイル及びコイルの成形方法 | |
| KR102064770B1 (ko) | 점적률 극대화를 위한 3차원 형상을 가지는 평각형 코일 및 이를 포함하는 전동기 | |
| EP1271574A1 (en) | Circular-development planar windings and inductive component made with one or more of said windings | |
| JP6092862B2 (ja) | コイル状部材及びコイル装置 | |
| JP7253149B2 (ja) | 巻線体、及び巻線体の製造方法、並びにコイル部品 | |
| JP4951272B2 (ja) | コイル及びコイルの成形方法 | |
| JPH10172852A (ja) | コイル部品の製造方法 | |
| KR100391775B1 (ko) | 구부린 절연 호일 전도체와 그 제조 방법 | |
| RU2535838C2 (ru) | Катушка индуктивности и способ её изготовления | |
| JP4812641B2 (ja) | コイル及びコイルの成形方法 | |
| US20230352229A1 (en) | Inductor and manufacturing method thereof | |
| JP5950706B2 (ja) | 高周波トランス | |
| JPH06325948A (ja) | 平面コイル及びそれを用いたトランス | |
| JP2007150139A (ja) | インダクタ | |
| JP2002222724A (ja) | コイルの製造方法 | |
| JP2008198666A (ja) | コイルの成形方法及びその方法により製造されたコイル | |
| JP7624695B2 (ja) | チョークコイル | |
| JP7703968B2 (ja) | 導電線および導電線の製造方法 | |
| JP2000036416A (ja) | コイル部品 | |
| US20190013146A1 (en) | Surge voltage reduction member |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20211105 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220928 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220930 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221109 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230224 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230309 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7253149 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |