JP7217455B2 - 二軸延伸ポリブチレンテレフタレート系フィルムを含む深絞り包装用蓋材 - Google Patents
二軸延伸ポリブチレンテレフタレート系フィルムを含む深絞り包装用蓋材 Download PDFInfo
- Publication number
- JP7217455B2 JP7217455B2 JP2019004593A JP2019004593A JP7217455B2 JP 7217455 B2 JP7217455 B2 JP 7217455B2 JP 2019004593 A JP2019004593 A JP 2019004593A JP 2019004593 A JP2019004593 A JP 2019004593A JP 7217455 B2 JP7217455 B2 JP 7217455B2
- Authority
- JP
- Japan
- Prior art keywords
- film
- deep
- lid material
- layer
- packaging
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Landscapes
- Packages (AREA)
- Laminated Bodies (AREA)
Description
また、深絞り包装用蓋材と深絞り包装用底材とを密閉シールしてフランジとなる部分に剛性を持たせる目的や深絞り包装用蓋材と深絞り包装用底材とをヒートシールした後、ヒートシールしたフランジ部がカールするのを防止する目的で、深絞り包装用蓋材を構成する最外層に二軸延伸ポリエチレンテレフタレート(以下、「OPET」とも記載する。)フィルムやCPPフィルムが使用されている。
さらに、近年、商品価値を高める目的で、深絞り包装用蓋材の透明性やヒートシール部が白化しないことまでも求められるようになってきている。
[1]ポリブチレンテレフタレート樹脂、またはポリブチレンテレフタレート樹脂に対してポリエチレンテレフタレート樹脂を30質量%以下の範囲で配合したポリエステル系樹脂組成物のいずれかからなる二軸延伸ポリブチレンテレフタレート系フィルムからなる最外層と、酸素バリア層と、シーラント層とを含む積層体、又は該最外層とシーラント層とを含む積層体からなる深絞り包装用蓋材。
[2]前記二軸延伸ポリブチレンテレフタレート系フィルムは長手方向(MD)及び幅方向(TD)における150℃熱収縮率が0.1%~5%のフィルムであることを特徴とする、[1]に記載の深絞り包装用蓋材。
[3]前記二軸延伸ポリブチレンテレフタレート系フィルムは長手方向(MD)における150℃熱収縮率と幅方向(TD)における150℃熱収縮率との比(MD/TD)、又は前記二軸延伸ポリブチレンテレフタレート系フィルムの幅方向(TD)における150℃熱収縮率と長手方向(MD)における150℃熱収縮率との比(TD/MD)が1.0~30.0のフィルムであることを特徴とする、[1]又は[2]に記載の深絞り包装用蓋材。
[4]前記二軸延伸ポリブチレンテレフタレート系フィルムは4方向(0°(MD)、45°、90°(TD)、135°)すべての引張破断強度が170MPa以上のフィルムであることを特徴とする、[1]~[3]のいずれかに記載の深絞り包装用蓋材。
該深絞り包装用蓋材は[1]~[4]のいずれかに記載の深絞り包装用蓋材であることを特徴とする、深絞り包装体。
本発明に係る深絞り包装用蓋材の好ましい態様の1つは、
ポリブチレンテレフタレート樹脂、またはポリブチレンテレフタレート樹脂に対してポリエチレンテレフタレート樹脂を30質量%以下の範囲で配合したポリエステル系樹脂組成物のいずれかからなる二軸延伸ポリブチレンテレフタレート系フィルムからなる最外層と、酸素バリア層と、シーラント層とを含む積層体、又は該最外層とシーラント層とを含む積層体からなる深絞り包装用蓋材であって、
前記二軸延伸ポリブチレンテレフタレート系フィルムは長手方向(MD)における150℃熱収縮率が1.4%~3.8%であり、幅方向(TD)における150℃熱収縮率が0.1%~1.2%のフィルムであり、
前記二軸延伸ポリブチレンテレフタレート系フィルムは長手方向(MD)における150℃熱収縮率と幅方向(TD)における150℃熱収縮率との比(MD/TD)、又は前記二軸延伸ポリブチレンテレフタレート系フィルムの幅方向(TD)における150℃熱収縮率と長手方向(MD)における150℃熱収縮率との比(TD/MD)が1.8~25.0のフィルムであり、
前記二軸延伸ポリブチレンテレフタレート系フィルムは4方向(0°(MD)、45°、90°(TD)、135°)すべての引張破断強度が170MPa以上のフィルムであることを特徴とする、深絞り包装用蓋材である。
本発明の深絞り包装用蓋材は、図2(a)に示したように、OPBT系フィルムからなる最外層21と、酸素バリア層22と、シーラント層23とを含む積層体、又は図2(b)に示したように、OPBT系フィルムからなる最外層21とシーラント層23とを含む積層体からなるものなどである。
また、本発明の深絞り包装用蓋材は、最外層21と酸素バリア層22との間に又は最外層21とシーラント層23との間に印刷層を設けてもよく、また最外層21、酸素バリア層22およびシーラント層23の各層の間に、又は最外層21とシーラント層23との間に接着樹脂層などの中間層を1層以上設けてもよい。
なお、本明細書において、「未延伸」とは「無延伸」と同じ意味として用いる。
<最外層>
本発明の深絞り包装用蓋材の最外層は、ポリブチレンテレフタレート樹脂、又はポリブチレンテレフタレート樹脂に対してポリエチレンテレフタレート樹脂を30質量%以下の範囲で配合したポリエステル系樹脂組成物のいずれかからなる二軸延伸ポリブチレンテレフタレート系フィルムからなるものである。
OPBT系フィルムに用いられるポリブチレンテレフタレート(以下、「PBT」とも記載する。)樹脂は、ブチレンテレフタレートを主たる繰返し単位とするポリエステルであれば特に限定されるものでは無いが、具体的にはグリコール成分としての1,4-ブタンジオール、又はそのエステル形成性誘導体と、二塩基酸成分としてのテレフタル酸、又はそのエステル形成性誘導体を主成分とし、それらを縮合して得られるホモ、またはコポリマータイプのポリエステルである。最適な機械的強度特性を付与するためには、ポリブチレンテレフタレート樹脂のうち、融点200~250℃、IV値1.10~1.35dl/gの範囲のものが好ましく、さらには融点215~225℃、IV値1.15~1.30dl/gの範囲のものが特に好ましい。
であり、PET樹脂を配合することによりPBT樹脂の結晶化を適度に抑制することが可能となり、延伸加工性が格段に向上する。配合するPET樹脂は、エチレンテレフタレートを主たる繰返し単位とするポリエステルであれば特に限定されるものでは無いが、具体的にはグリコール成分としてのエチレングリコール、二塩基酸成分としてのテレフタル酸を主成分としたホモタイプが特に好ましい。最適な機械的強度特性を付与するためには、PET樹脂のうち、融点240~265℃、IV値0.55~0.90dl/gの範囲のものが好ましく、さらには融点245~260℃、IV値0.60~0.80dl/gの範囲のものが特に好ましい。PET樹脂を30質量%より多く配合すると、延伸フィルム、または未延伸原反の剛性が高くなり過ぎて、結果として耐圧強度、衝撃強度及び突刺し強度の低下や原反割れに伴う延伸不調が発生する虞があるため好ましくない。
なお、本発明に用いるPBT樹脂ペレット及びPET樹脂ペレットは加熱溶融時の加水分解による粘度低下を避けるため、加熱溶融前に水分率が好ましくは0.05質量%以下、より好ましくは0.01質量%以下になるように十分予備乾燥を行った上で使用するのが好ましい。
OPBT系フィルムを安定的に製造するには、延伸前未延伸原反の結晶化を極力抑制する必要があり、押出されたPBT系溶融体を冷却して製膜する際、PBT系樹脂の結晶化温度領域をある速度以上で冷却する、すなわち原反冷却速度が重要な因子となる。その原反冷却速度は200℃/秒以上であり、好ましくは250℃/秒以上であり、特に好ましくは350℃/秒以上であり、高い冷却速度で製膜された未延伸原反は極めて低い結晶状態を保っているため、延伸時のバブルの安定性が飛躍的に向上する。さらに高速での製膜も可能になることから、生産性も向上する。冷却速度が200℃/秒未満では、得られた未延伸原反の結晶性が高くなり延伸性が低下する虞があるだけでなく、極端な場合には延伸バブルが破裂し、延伸が継続しない場合がある。
まず、PBT系樹脂は210~280℃の温度に設定された押出機によって溶融混練され、Tダイ製膜の場合は、シート状の溶融樹脂を水槽に浸漬することにより内外とも直接水冷する。一方、環状製膜の場合は、押出機に下向きに取り付けられた環状ダイより下方に押し出され、溶融管状薄膜が成形される。
PBT系未延伸原反は、25℃以下、好ましくは20℃以下の雰囲気温度に保ちつつ延伸ゾーンまで搬送する必要があり、当該温度管理下では滞留時間に関係無く、製膜直後の未延伸原反の結晶性を維持することが出来る。この延伸開始点までの結晶化制御は、前記
未延伸原反の製膜技術とともに、PBT系樹脂の二軸延伸を安定して行う上で重要なポイントと言える。
延伸温度は、40~80℃の範囲が好ましく、特に好ましくは45~65℃である。前記の高い冷却速度で製造した未延伸原反は、結晶性が低いため、比較的低温域の延伸温度で安定して延伸可能である。80℃を超える高温延伸では、延伸バブルの揺れが激しくなって、大きな延伸ムラが発生して厚み精度の良好なフィルムが得られない可能性がある。一方、40℃未満の延伸温度では、低温延伸による過度な延伸配向結晶化が発生し易く、フィルムの白化等を招き、場合によって延伸バブルが破裂し延伸継続困難となる可能性がある。このように二軸延伸加工を施すことにより、特に強度物性が飛躍的に向上し、かつ異方性が少ないOPBT系フィルムを得ることが出来る。
25.0である。150℃熱収縮率比(MD/TD又はTD/MD)が30.0よりも大きい場合、深絞り包装用蓋材が深絞り包装体のボイル処理時やレトルト処理時の熱によって大きく変形する可能性があり、また深絞り包装用蓋材と深絞り包装用底材との張り合せ部であるフランジ部(ヒートシールしたフランジ部)がカールして、深絞り包装体の見栄えを損ねる虞がある。また150℃熱収縮率比(MD/TD又はTD/MD)が0.1%よりも小さい場合、ヒートシールしたフランジ部がカールしやすくなるので、好ましくない。
一方、OPBT系フィルムの引張破断伸度は好ましくは50%以上150%以下であり、より好ましくは100%以上150%以下である。引張破断伸度が150%より大きい場合、あるいは50%より小さい場合、印刷やラミネート工程時にOPBT系フィルムの破断や伸び等が発生しやすくなるため好ましくない。
本発明の深絞り包装用蓋材の酸素バリア層は酸素バリア性を付与するものであって、例えば、エチレン-酢酸ビニル共重合体ケン化物(以下、「EVOH」とも記載する。)層や芳香族ナイロン系樹脂層を含む共押出しフィルムを用いた層を好ましく使用できる。
EVOHはその中でも、エチレン含有量は3~70モル%であることが好ましい。優れた酸素バリア性を付与するという観点からは、上記エチレン含有量は10~65モル%であることがより好ましく、20~65モル%であることがさらに好ましく、25~60モル%であることが特に好ましい。上記エチレン含有量が70モル%を超える場合は、酸素バリア性が不足する虞がある。
また、ビニルエステル成分のケン化度は好ましくは80%以上であり、より好ましくは95%以上であり、更に好ましくは99%以上である。上記ケン化度が80%未満の場合、酸素バリア性が悪くなる虞がある。
シレンピメラミド共重合体、メタキシレン/パラキシレンアゼラミド共重合体、メタキシレン/パラキシレンアジパミド/セバカミド共重合体等が挙げられる。これらの中でも、メタキシレンジアミンとアジピン酸との重縮合反応から得られる結晶性のポリメタキシレンアジパミド(MXD6)が好ましい。
蒸着膜の形成方法としては、真空蒸着法、スパッタリング法、イオンプレーティング法等の物理気相成長法、もしくはプラズマ化学気相成長法、熱化学気相成長法、光化学気相成長法等の化学気相成長法を用いることができるが、生産性やコストの点から真空蒸着法が特に好ましく用いられている。
本発明の深絞り包装用蓋材のシーラント層は特に限定するものではないが、未延伸ポリエチレン系フィルム、未延伸ポリプロピレン系フィルム、未延伸ポリ塩化ビニルフィルム、エチレン-酢酸ビニルフィルム、アイオノマーフィルム、その他エチレンコポリマー系フィルム等が使用できる。
本発明の深絞り包装用蓋材において、シーラント層の厚みは特に限定するものではないが、耐ピンホール性の観点から30~100μm程度とすればよい。
本発明の深絞り包装用蓋材は、上記の最外層と、上記の酸素バリア層と、上記のシーラント層とを含む積層体、又は上記の最外層と上記のシーラント層とを含む積層体からなるものなどである。
また、印刷層に用いるインキとしては、グラビア印刷方式の場合、ウレタン系の1液又は2液のインキが好ましく使用できる。
印刷層の厚みは特に限定されるものではないが、好ましくは1~5μmである。
酸素バリア性維持層としては、ポリオレフィン系樹脂層、ポリアミド系樹脂層及びポリ
ブチレンテレフタレート樹脂層などを使用することができる。これにより、本発明の深絞り包装用蓋材は、酸素バリア性や耐ピンホール性をより高めることができる。
酸素バリア性維持層の厚みは特に限定されないが、求める耐ピンホール性の程度に応じて5~30μm程度とすればよい。
本発明の深絞り包装用蓋材の製造方法は特に限定されないが、最外層、酸素バリア層及びシーラント層をそれぞれ別々に作製した後、ドライラミネート法、プレス法や押出ラミネート法などにより各層を積層する方法や、Tダイ法やチューブラ法などにより、酸素バリア層とシーラント層との複合層を作製した後、ドライラミネート法、プレス法や押出ラミネート法などにより最外層と、複合層とを積層する方法などが挙げられる。
本発明の深絞り包装体は、上記の深絞り包装用蓋材と、内容物を収容するための凹部および該深絞り包装用蓋材と張り合わせられるフランジ部を有する底材とを備えた包装体である。
本発明の深絞り包装体は、深絞り包装用底材と深絞り包装用蓋材とをヒートシール等の接着手段によって、接着させることによって作製することができる。
本発明の深絞り包装体の製造方法の一例として、深絞り成形機を用いて、フィルム(包材)を所望の形状及び大きさの深絞り包装用底材に成形し(フィルム供給工程及びフィルム成形工程)、その中にスライスハム等の内容物を充填し(内容物充填工程)、深絞り包装用底材のフランジ部と深絞り包装用蓋材とをヒートシールし(蓋材供給工程及びシール工程)、真空包装し(真空包装工程)、冷却し(冷却工程)、カットすることにより(切断工程)、製造する方法が挙げられる。
[最外層]
・ホモCPP:未延伸ポリプロピレンフィルム(三井化学東セロ株式会社製、SC、厚さ30μm又は40μm)
・OPET:二軸延伸ポリエチレンテレフタレートフィルム(東洋紡株式会社製、E5102、厚さ12μm)
・ONY:二軸延伸ナイロンフィルム(興人フィルム&ケミカルズ株式会社製、ボニールRX、厚さ15μm)
[酸素バリア層]
・バリアNY:MXD6ナイロンとナイロン-6の共押出多層2軸延伸ガスバリアナイロンフィルム(興人フィルム&ケミカルズ株式会社製、ボニールSPY、厚さ15μm)
[シーラント層]
・LLDPE:未延伸直鎖状短鎖分岐ポリエチレンフィルム(三井化学東セロ株式会社製、TUX-HCE、厚さ50μm)
・レトCPP:未延伸ポリプロピレンフィルム(三井化学東セロ株式会社製、SC、厚さ60μm)
140℃で5時間熱風乾燥機にて乾燥したPBT樹脂ペレット(ホモタイプ、融点=224℃、IV値=1.26dl/g)を押出機中、シリンダーおよびダイ温度210~275℃の各条件で溶融混練して溶融管状薄膜を環状ダイより下方に押し出した。引き続き、冷却マンドレルの外径を通しカラプサロールで折り畳んだ後、引取ニップロールにより1.2m/分の速度で製膜引取りを行った。溶融管状薄膜に直接接触する冷却水の温度は内側、外側ともに20℃であり、原反冷却速度は416℃/秒であった。未延伸原反の厚みは185μm、折径は143mmであり、PBT樹脂中にはあらかじめ滑剤としてステアリン酸マグネシウムを1000ppm添加した。図3に示す構造のチューブラー同時二軸延伸装置にて、上記の条件で製膜した未延伸原反31を20℃の雰囲気中でニップロール32まで搬送し、縦横同時二軸延伸を行った。延伸倍率はMDが3.2倍であり、TDが3.2倍であり、延伸温度は60℃であった。次に、この二軸延伸フィルム37を熱ロール式熱処理設備、次いでテンター式熱処理設備に投入し、210℃で熱処理を施すことによりOPBTフィルムを得た。なお、フィルムの厚みは15μmであった。
(150℃収縮率の評価方法)
MD、TD方向へそれぞれ20cmにカットした四角形のフィルムを150℃の雰囲気で30分間処理し、処理前後のそれぞれの方向の長さを測定し収縮率を求めた。
(引張破断強伸度の評価方法)
引張破断強伸度は、オリエンテック製―テンシロン(RTC-1210-A)を使用し、試料幅15mm、チャック間100mm、引張速度200mm/分の条件で、0℃(MD)方向/45°方向/90°(TD)方向/135°方向の4方向それぞれについて測
定し、得られた応力-ひずみ曲線に基づいて、各方向での引張破断強度、引張破断伸度、および4方向の引張破断強度のうち最大値と最小値の比を求めた。
深絞り包装用底材フィルム1:ポリプロピレン(PP)(40μm)/MXD6(10μm)/無延伸ナイロン(CNY)(25μm)/PP(70μm)の未延伸複合フィルムを共押出環状ダイを使用した下向冷水成型法により成膜した。
深絞り包装用底材フィルム2:PP(40μm)/EVOH(10μm)/PP(70μm)の未延伸複合フィルムを共押出環状ダイを使用した下向冷水成型法により成膜した。
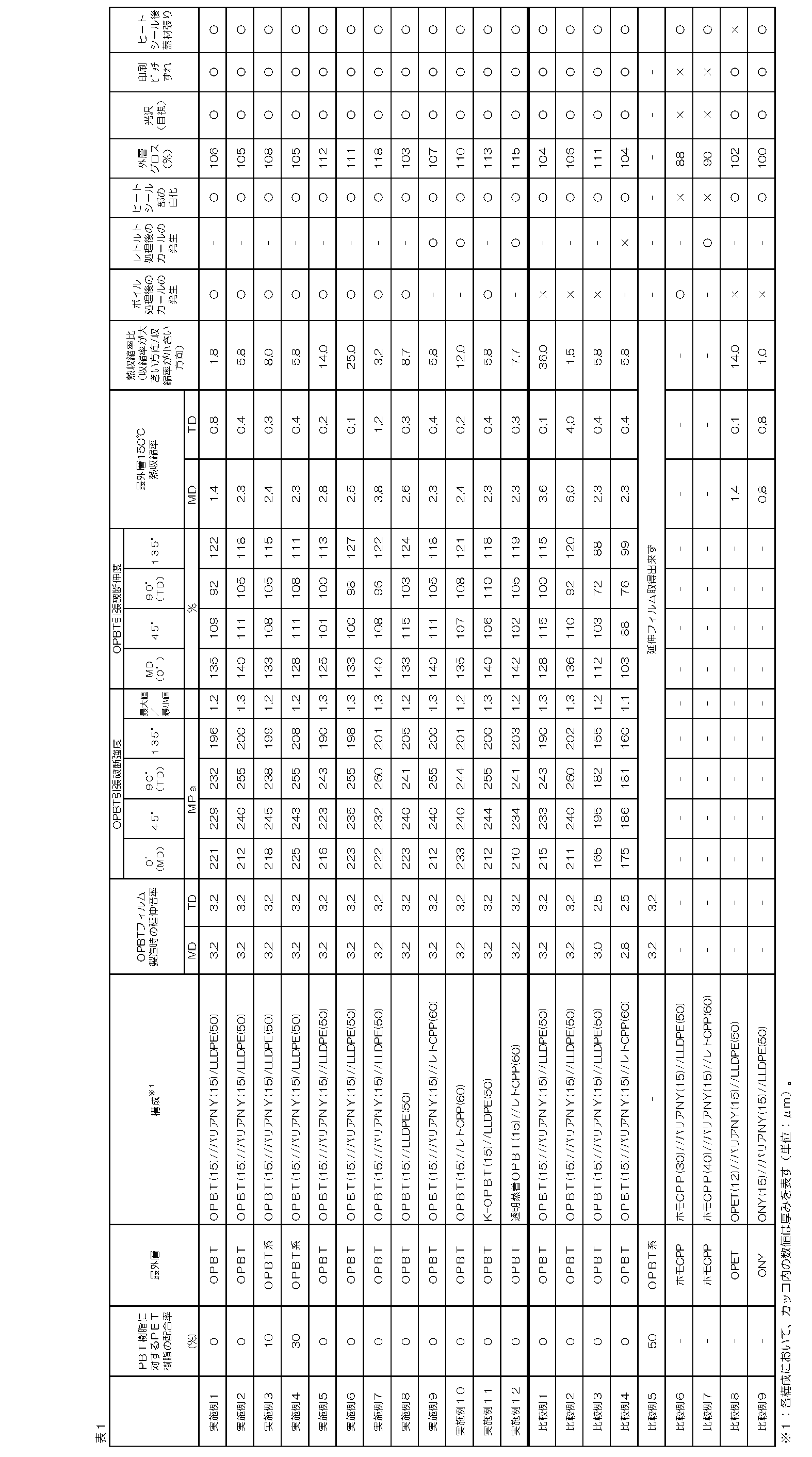
製造例1で得られたOPBTフィルム(MD/TD熱収縮率が1.4%/0.8%のOPBTフィルム)の表面に、通常のポリウレタン系インキからなる通常のグラビアインキ組成物を使用し、グラビア印刷方式で所望の印刷模様を形成した。次にOPBTフィルムの印刷された面にドライラミネート用接着剤(2液硬化型ポリウレタン)を塗布し溶剤を乾燥させて接着樹脂層(固形分で3.5g/m2)を形成した後、該接着樹脂層の表面に
酸素バリア層としてバリアNY(MXD6ナイロンとナイロン-6の共押出多層2軸延伸ガスバリアナイロンフィルム)を張り合わせた後、同じ手順で該酸素バリア層の表面にシーラント層としてLLDPE(未延伸直鎖状短鎖分岐ポリエチレンフィルム)を張り合せ、深絞り包装用蓋材を得た。
また、深絞り包装機(MULTIVAC R535)を用いて、深絞り包装用底材フィルム2を100℃に加熱し加圧時間0.25秒、加工速度6.7c/分で真空圧空成形して、成形サイズ100mm×100mm、深さ5~30mmの底材を得た。
その後、上記の深絞り包装用蓋材と上記の底材とを合せて、150℃×2秒の条件でヒートシールして深絞り包装体を作製した。
実施例1において、MD/TD熱収縮率が2.3%/0.4%のOPBTフィルムに変えた以外は実施例1と同様に行った。
実施例1において、MD/TD熱収縮率が2.4%/0.3%のOPBT系フィルムに変えた以外は実施例1と同様に行った。
実施例1において、MD/TD熱収縮率が2.3%/0.4%のOPBT系フィルムに変えた以外は実施例1と同様に行った。
実施例1において、MD/TD熱収縮率が2.8%/0.2%のOPBTフィルムに変えた以外は実施例1と同様に行った。
実施例1において、MD/TD熱収縮率が2.5%/0.1%のOPBTのフィルムに変えた以外は実施例1と同様に行った。
実施例1において、MD/TD熱収縮率が3.8%/1.2%のOPBTフィルムに変えた以外は実施例1と同様に行った。
製造例1と同様の操作により、150℃におけるMD/TD熱収縮率が2.6%/0.3%であるOPBTフィルムを得た。得られたOPBTフィルムの表面に、通常のポリウレタン系インキからなる通常のグラビアインキ組成物を使用し、グラビア印刷方式で所望の印刷模様を形成した。次にOPBTフィルムの印刷された面にドライラミネート用接着剤(2液硬化型ポリウレタン)を塗布し溶剤を乾燥させて接着樹脂層(固形分で3.5g/m2)を形成した後、該接着樹脂層の表面にシーラント層としてLLDPE(未延伸直
鎖状短鎖分岐ポリエチレンフィルム)を張り合せ、深絞り包装用蓋材を得た。
また、深絞り包装機(MULTIVAC R535)を用いて、深絞り包装用底材フィルム2を100℃に加熱し加圧時間0.25秒、加工速度6.7c/分で真空圧空成形して、成形サイズ100mm×100mm、深さ5~30mmの底材を得た。
その後、上記の深絞り包装用蓋材と上記の底材とを合せて、150℃×2秒の条件でヒートシールして深絞り包装体を作製した。
実施例2において、LLDPE(未延伸直鎖状短鎖分岐ポリエチレンフィルム)をレトCPP(未延伸ポリプロピレンフィルム)に変え、深絞り包装用底材フィルム2を深絞り包装用底材フィルム1に変えた以外は実施例2と同様に行った。
実施例8において、MD/TD熱収縮率が2.4%/0.2%のOPBTフィルムに変え、また、LLDPE(未延伸直鎖状短鎖分岐ポリエチレンフィルム)をレトCPP(未延伸ポリプロピレンフィルム)に変えた以外は実施例8と同様に行った。
実施例2において、最外層兼酸素バリア層としてK-OPBT(OPBTフィルム上にポリ塩化ビニリデンからなるコーディング層を設けたフィルム、厚さ15μm)を使用し、深絞り包装用底材フィルム2を深絞り包装用底材フィルム1に変えた以外は実施例2と同様に行った。
実施例10において、最外層兼酸素バリア層として透明蒸着OPBT(MD/TD熱収縮率が2.3%/0.3%のOPBTフィルム上にシリカ蒸着を施したフィルム、厚さ15μm)を使用した以外は、実施例10と同様に行った。
実施例1において、熱収縮率が3.6%/0.1%のOPBTフィルムに変えた以外は実施例1と同様に行った。
実施例1において、熱収縮率が6.0%/4.0%のOPBTフィルムに変えた以外は実施例1と同様に行った。
実施例2において、MD/TD延伸倍率を3.0倍/2.5倍に変えた以外は実施例2と同様に行った。
実施例9において、MD/TD延伸倍率を2.8倍/2.5倍に変えた以外は実施例9
と同様に行った。
PBT樹脂とPET樹脂を50/50でブレンドしたものを用いて、製造例1の製造方法で成膜後、延伸を行ったが延伸が安定せず、延伸フィルムを取得することができなかった。
実施例1において、最外層のOPBTフィルムをホモCPP(厚さ30μm)に変えた以外は実施例1と同様に行った。
実施例9において、最外層のOPBTフィルムをホモCPP(厚さ40μm)に変えた以外は実施例9と同様に行った。
実施例1において、最外層のOPBTフィルムをOPETフィルム(厚さ12μm)に変えた以外は実施例1と同様に行った。
実施例1において、最外層のOPBTフィルムをONYフィルム(厚さ15μm)に変えた以外は実施例1と同様に行った。
作製した包装体について、沸騰水によるボイル処理を30分間実施した後、直ちに包装体を水平台上に置いて観察し、包装体のヒートシールしたフランジ部の四隅のうち、最もカールが大きい箇所の水平台からの高さを「カール最大高さ」として測定し、カール最大高さが5mm以下の場合は○とし、5mmを超える場合は×とした。
(レトルト処理後のカールの発生)
作製した深絞り包装体をレトルト釜に入れ、温度135℃×圧力3.1kg/cm2で
、30分間レトルト処理した後、直ちに包装体を水平台上に置いて観察し、包装体のヒートシールしたフランジ部の四隅のうち、最もカールが大きい箇所の水平台からの高さを「カール最大高さ」として測定し、カール最大高さが5mm以下の場合は○とし、5mmを超える場合は×とした。
(ヒートシール後ヒートシール部の白化)
深絞り包装用蓋材と深絞り包装用底材とを温度160℃でヒートシールした後のヒートシール箇所の白化有無を評価した。白化が無い場合は〇とし、白化が発生した場合は×とした。
(グロス値)
深絞り包装用蓋材について、最外層側のグロス値をJIS K7105に準拠して測定した。
(光沢目視)
深絞り包装用蓋材の最外層側から光沢性を目視で評価した。光沢があった場合は○とし、光沢が無い場合は×とした。
(印刷ピッチずれ評価)
深絞り包装用蓋材に、グラビア印刷で8色を順に重ねて印刷した。そして、印刷模様のピッチ寸法精度は、1色目を基準とし、2色目以降の各色との寸法差が全て±0.1%以内であったもの場合は○とし、1色でも0.1%を超えた場合が×とした。
(ヒートシール後蓋材張り)
作製した深絞り包装体について、蓋材に弛みが見られない場合は○とし、蓋材に弛みが見られる場合は×とした。
ピッチ寸法精度のよいOPETと同じように印刷加工が可能で、ボイル処理後やレトルト処理後もヒートシールしたフランジ部がカールしにくく、且つヒートシール部が白化しにくいため、商品価値を落とすことがない薄いフィルムを提供することができ、廃棄物減容化を可能にする深絞り包装用蓋材である。
11 深絞り包装用蓋材
12 深絞り包装用底材
13 フランジ部
14 食品
21 最外層
22 酸素バリア層
23 シーラント層
31 未延伸原反
32 ニップロール
33 ヒーター
34 冷却リング
35 カラプサロール
36 ニップロール
37 二軸延伸フィルム
Claims (2)
- ポリブチレンテレフタレート樹脂、またはポリブチレンテレフタレート樹脂に対してポリエチレンテレフタレート樹脂を30質量%以下の範囲で配合したポリエステル系樹脂組成物のいずれかからなる二軸延伸ポリブチレンテレフタレート系フィルムからなる最外層と、酸素バリア層と、シーラント層とを含む積層体、又は該最外層とシーラント層とを含む積層体からなる深絞り包装用蓋材であって、
前記二軸延伸ポリブチレンテレフタレート系フィルムは長手方向(MD)における150℃熱収縮率が1.4%~3.8%であり、幅方向(TD)における150℃熱収縮率が0.1%~1.2%のフィルムであり、
前記二軸延伸ポリブチレンテレフタレート系フィルムは長手方向(MD)における150℃熱収縮率と幅方向(TD)における150℃熱収縮率との比(MD/TD)、又は前記二軸延伸ポリブチレンテレフタレート系フィルムの幅方向(TD)における150℃熱収縮率と長手方向(MD)における150℃熱収縮率との比(TD/MD)が1.8~25.0のフィルムであり、
前記二軸延伸ポリブチレンテレフタレート系フィルムは4方向(0°(MD)、45°、90°(TD)、135°)すべての引張破断強度が170MPa以上のフィルムであることを特徴とする、深絞り包装用蓋材。 - 深絞り包装用蓋材と、内容物を収容するための凹部および該深絞り包装用蓋材と張り合わせられるフランジ部を有する深絞り包装用底材とを備えた深絞り包装体であって、
該深絞り包装用蓋材は請求項1に記載の深絞り包装用蓋材であることを特徴とする、深絞り包装体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019004593A JP7217455B2 (ja) | 2019-01-15 | 2019-01-15 | 二軸延伸ポリブチレンテレフタレート系フィルムを含む深絞り包装用蓋材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019004593A JP7217455B2 (ja) | 2019-01-15 | 2019-01-15 | 二軸延伸ポリブチレンテレフタレート系フィルムを含む深絞り包装用蓋材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020111004A JP2020111004A (ja) | 2020-07-27 |
| JP7217455B2 true JP7217455B2 (ja) | 2023-02-03 |
Family
ID=71668043
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019004593A Active JP7217455B2 (ja) | 2019-01-15 | 2019-01-15 | 二軸延伸ポリブチレンテレフタレート系フィルムを含む深絞り包装用蓋材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7217455B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022026808A (ja) * | 2020-07-31 | 2022-02-10 | 興人フィルム&ケミカルズ株式会社 | 二軸延伸ポリエステルシーラントフィルム |
| JP2024173698A (ja) * | 2023-05-31 | 2024-12-12 | 株式会社レゾナック・パッケージング | 蓋用積層材 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004066455A (ja) | 2002-08-01 | 2004-03-04 | Toppan Printing Co Ltd | 容器蓋材 |
| JP2005289403A (ja) | 2004-03-31 | 2005-10-20 | Mitsubishi Plastics Ind Ltd | 深絞り包装体 |
| JP2007203532A (ja) | 2006-01-31 | 2007-08-16 | Mitsubishi Plastics Ind Ltd | 蓋材 |
| JP2012121241A (ja) | 2010-12-09 | 2012-06-28 | Kohjin Co Ltd | 二軸延伸ポリブチレンテレフタレートフィルム |
| JP2013203455A (ja) | 2012-03-29 | 2013-10-07 | Dainippon Printing Co Ltd | レトルト殺菌包装容器用の蓋材 |
| JP2017052524A (ja) | 2015-09-07 | 2017-03-16 | 株式会社クレハ | 深絞り成形用多層フィルム及びその製造方法 |
| JP2018103402A (ja) | 2016-12-22 | 2018-07-05 | ダイセルバリューコーティング株式会社 | 食品包装用多層フィルム |
-
2019
- 2019-01-15 JP JP2019004593A patent/JP7217455B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004066455A (ja) | 2002-08-01 | 2004-03-04 | Toppan Printing Co Ltd | 容器蓋材 |
| JP2005289403A (ja) | 2004-03-31 | 2005-10-20 | Mitsubishi Plastics Ind Ltd | 深絞り包装体 |
| JP2007203532A (ja) | 2006-01-31 | 2007-08-16 | Mitsubishi Plastics Ind Ltd | 蓋材 |
| JP2012121241A (ja) | 2010-12-09 | 2012-06-28 | Kohjin Co Ltd | 二軸延伸ポリブチレンテレフタレートフィルム |
| JP2013203455A (ja) | 2012-03-29 | 2013-10-07 | Dainippon Printing Co Ltd | レトルト殺菌包装容器用の蓋材 |
| JP2017052524A (ja) | 2015-09-07 | 2017-03-16 | 株式会社クレハ | 深絞り成形用多層フィルム及びその製造方法 |
| JP2018103402A (ja) | 2016-12-22 | 2018-07-05 | ダイセルバリューコーティング株式会社 | 食品包装用多層フィルム |
Non-Patent Citations (1)
| Title |
|---|
| 興人フィルム&ケミカルズ株式会社HP,二軸延伸PBTフィルム「ボブレット」のご紹介,日本,2018年10月15日,https://www.kohjin.co.jp/company/release/pdf/181015.pdf |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2020111004A (ja) | 2020-07-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5956115B2 (ja) | 二軸延伸ポリブチレンテレフタレート系フィルムを含むレトルト用包材 | |
| AU2007216113B2 (en) | Heat shrinkable multilayer film and packaging material using same | |
| EP3224304B1 (en) | Sealable and peelable polyester film | |
| AU749877B2 (en) | Heat-shrinkable multilayer film | |
| US20110039098A1 (en) | Gas-barrier films and sheets | |
| US12611848B2 (en) | Sealable and easy opening polyester films | |
| JP2014015233A (ja) | 二軸延伸ポリブチレンテレフタレート系フィルムを含む液体充填用包材 | |
| US12545014B2 (en) | Sealable and easy opening polyester films | |
| JP6347499B2 (ja) | 二軸延伸ポリブチレンテレフタレート系フィルムを含む液体充填用包材 | |
| JP4644548B2 (ja) | ポリアミド系樹脂積層フィルム | |
| JP7217455B2 (ja) | 二軸延伸ポリブチレンテレフタレート系フィルムを含む深絞り包装用蓋材 | |
| JPH04169231A (ja) | 内層延伸フィルム及びその製造方法 | |
| JP7194925B2 (ja) | 二軸延伸ポリブチレンテレフタレートフィルムを含む真空成形用又は真空圧空成形用包材 | |
| EP4516503A1 (en) | Thermally shrinkable multilayer film and method for producing same | |
| JP4769602B2 (ja) | 蓋材 | |
| JP4817858B2 (ja) | 蓋材 | |
| JPH10278202A (ja) | 多層延伸ポリアミドフィルム及びその製造方法 | |
| JP7248199B2 (ja) | 未延伸ポリエステルフィルム及びその製造方法 | |
| JP4921002B2 (ja) | 容器包装体の製造方法 | |
| JP3583180B2 (ja) | 多層構成フィルムの製造方法 | |
| JP2022058250A (ja) | ポリアミド系積層フィルム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210929 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220629 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220630 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20220826 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221024 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230111 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230116 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7217455 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |