JP7204309B2 - 孔開け加工システム - Google Patents
孔開け加工システム Download PDFInfo
- Publication number
- JP7204309B2 JP7204309B2 JP2020159541A JP2020159541A JP7204309B2 JP 7204309 B2 JP7204309 B2 JP 7204309B2 JP 2020159541 A JP2020159541 A JP 2020159541A JP 2020159541 A JP2020159541 A JP 2020159541A JP 7204309 B2 JP7204309 B2 JP 7204309B2
- Authority
- JP
- Japan
- Prior art keywords
- work
- reference axis
- workpiece
- axis
- misalignment
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images














Landscapes
- Punching Or Piercing (AREA)
Description
(1)上記実施形態では、特許請求の範囲の「ツール移動機構」としてスカラー型のロボット60を用いたが、例えば、レール上を移動可能な把持ツール70を昇降可能且つ移動基準軸J3を中心に回転可能に備えた装置を使用してもよい。なお、汎用的なスカラー型のロボット60を使用すれば、コストを抑えることができる。
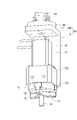
20 加工機
22H 打抜孔
23 ダイ
30 パンチ駆動装置(パンチ駆動部)
50 ワークストッパー(未加工ワーク支持部)
60 ロボット
60H ロボット本体
65 出力テーブル
70 把持ツール
71 チャック
74 把持部材
80 制御部
81 メイン制御部
82 サブ制御部
83 メモリ
90 ワーク
102 第1補正部
103 第2補正部
104 ズレ演算部
J1 原点軸
J2 ダイ基準軸
J3 移動基準軸
J4 ワーク中心軸
R2 計測エリア
Claims (5)
- 円筒形のワークの周方向の複数位置に貫通孔を打ち抜き加工する孔開け加工システムであって、
基端部を固定され、先端側から前記ワークが外側に嵌合されるダイと、
前記ダイの側面に開口する打抜孔に対して進退するパンチと、
前記パンチを駆動するパンチ駆動部と、
未加工のワークを支持する未加工ワーク支持部と、
移動基準軸の回りに複数の把持部材を有し、それら複数の把持部材を前記ワークの側面に押し付けて前記ワークを把持しかつ前記ワークの中心軸を前記移動基準軸と一致するように芯出しする把持ツールと、
ロボット本体の先端部に前記把持ツールを装着してなり、前記把持ツールを移動しかつ前記移動基準軸を中心に回転させることが可能なロボットと、
前記把持ツールに把持された前記ワークの中心軸の前記移動基準軸に対する芯ズレ量及び芯ズレ方向を計測する芯ズレ計測部と、
前記ロボットと前記把持ツールと前記パンチ駆動部とを制御する制御部と、
前記未加工ワーク支持部の前記ワークを前記把持ツールで把持して前記芯ズレ計測部により前記芯ズレ量及び前記芯ズレ方向を計測する計測処理と、前記移動基準軸を前記ダイに設定されたダイ基準軸に一致させて前記ワークを前記ダイに嵌合する嵌合処理と、前記ワークを把持したまま前記パンチにて前記ワークに前記貫通孔を打ち抜き、前記移動基準軸を中心に前記把持ツールを前記ワークと共に回転させてから再度前記パンチにて前記ワークに前記貫通孔を打ち抜く回転打抜処理と、を前記ロボット、前記把持ツール及び前記パンチ駆動部に行わせるための基本動作プログラムを記憶するメモリと、
前記制御部が前記基本動作プログラムを実行する度に、前記嵌合処理で前記移動基準軸を前記ダイ基準軸に一致させる位置制御用の目標位置データを、前記計測処理による計測結果を利用して、前記ワークの中心軸を前記ダイ基準軸に一致させる位置制御用の目標位置データに補正する第1補正部と、
前記制御部が前記基本動作プログラムを実行する度に、前記回転打抜処理で前記移動基準軸を中心に前記把持ツールを回転させる位置制御用の目標位置データを、前記計測処理による計測結果を利用して、前記ワークの中心軸を中心に前記把持ツールを回転させる位置制御用の目標位置データに補正する第2補正部と、を備える孔開け加工システム。 - 前記第1補正部及び前記第2補正部は、前記芯ズレ量が予め設定された基準ズレ量以上であることを条件にして前記補正を行う請求項1に記載の孔開け加工システム。
- 前記芯ズレ計測部は、前記把持ツールに把持された前記ワークが配置されて、前記移動基準軸回りに1回転以上回転される計測エリアと、
前記計測エリアの前記ワークの側面に対向するように配置され、前記ワークの側面までの距離を計測する距離センサと、
前記ワークの回転位置に応じた前記距離の相違に基づいて前記芯ズレ量及び前記芯ズレ方向を演算するズレ演算部と、を有する請求項1又は2に記載の孔開け加工システム。 - 前記未加工ワーク支持部は、前記ダイ基準軸と平行な原点軸に前記ワークを芯出しして支持し、
前記制御部は、前記未加工ワーク支持部の前記ワークを前記把持ツールに把持させるときに、前記移動基準軸を前記原点軸と一致させるように前記ロボットを制御する請求項1から3の何れか1の請求項に記載の孔開け加工システム。 - 前記ダイ基準軸及び前記原点軸及び前記移動基準軸は、上下方向と平行に配置され、
前記ロボット本体は、スカラー型であって、固定ベースに基端部を回転可能に支持されて鉛直軸を中心に回転駆動される第1アームと、前記第1アームの先端部に基端部を回転可能に支持されて鉛直軸を中心に回転駆動されると共に先端部を前記移動基準軸が貫通する第2アームと、前記第2アームの先端部に回転可能かつ直線移動可能に支持されて前記移動基準軸を中心に回転駆動されかつ前記移動基準軸の軸方向にスライド駆動される下向きの出力テーブルと、を有し、
前記把持ツールは、前記複数の把持部材を下面に放射状に配置して備えると共に上面に駆動源を有する駆動源付チャックであって、前記出力テーブルの下面に固定されている請求項4に記載の孔開け加工システム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020159541A JP7204309B2 (ja) | 2020-09-24 | 2020-09-24 | 孔開け加工システム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020159541A JP7204309B2 (ja) | 2020-09-24 | 2020-09-24 | 孔開け加工システム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022052981A JP2022052981A (ja) | 2022-04-05 |
| JP7204309B2 true JP7204309B2 (ja) | 2023-01-16 |
Family
ID=80962906
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020159541A Active JP7204309B2 (ja) | 2020-09-24 | 2020-09-24 | 孔開け加工システム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7204309B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115090747A (zh) * | 2022-07-25 | 2022-09-23 | 信尔胜机械(江苏)有限公司 | 一种压缩机壳体一体化冲孔加工设备 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001129621A (ja) | 1999-10-28 | 2001-05-15 | Asahi-Seiki Mfg Co Ltd | 筒状ワークの筒部壁穴加工装置 |
| US20100083803A1 (en) | 2008-10-03 | 2010-04-08 | Ronald Malcolm Bond Sanderson | Perforating Apparatus |
| JP2018151243A (ja) | 2017-03-13 | 2018-09-27 | 株式会社Screenホールディングス | ワーク保持装置、検査装置およびワーク位置補正方法 |
| JP2019018212A (ja) | 2017-07-12 | 2019-02-07 | 株式会社ジェイテクト | C型フレームプレス装置、及びc型フレームプレス装置によるプレス加工法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01150491A (ja) * | 1987-12-08 | 1989-06-13 | Toshiba Corp | 加工装置 |
-
2020
- 2020-09-24 JP JP2020159541A patent/JP7204309B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001129621A (ja) | 1999-10-28 | 2001-05-15 | Asahi-Seiki Mfg Co Ltd | 筒状ワークの筒部壁穴加工装置 |
| US20100083803A1 (en) | 2008-10-03 | 2010-04-08 | Ronald Malcolm Bond Sanderson | Perforating Apparatus |
| JP2018151243A (ja) | 2017-03-13 | 2018-09-27 | 株式会社Screenホールディングス | ワーク保持装置、検査装置およびワーク位置補正方法 |
| JP2019018212A (ja) | 2017-07-12 | 2019-02-07 | 株式会社ジェイテクト | C型フレームプレス装置、及びc型フレームプレス装置によるプレス加工法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2022052981A (ja) | 2022-04-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9724801B2 (en) | Deburring device including visual sensor and force sensor | |
| KR0185567B1 (ko) | 판금가공기계에서 금속시트의 위치를 결정하는 방법 | |
| US9207668B2 (en) | Method of and apparatus for automated path learning | |
| CN107609228B (zh) | 面向并联钻床的自动钻孔方法 | |
| US10625420B2 (en) | Machining system | |
| US20160257002A1 (en) | Robot system having robot operated in synchronization with bending machine | |
| JP6667376B2 (ja) | 部品圧入方法および部品圧入システム | |
| EP2584419A2 (en) | CNC machine for cutting with plasma, oxygen and water jet used as a cutting tool with automatic setting up a precise position of a cutting tool in a cutting head by autocalibration and method thereof | |
| CN101934423A (zh) | 缝焊设备和缝焊方法 | |
| US10987809B2 (en) | Rotary tool adjuster for robot with end of arm tool having multiple tools | |
| JP7204309B2 (ja) | 孔開け加工システム | |
| US20170045874A1 (en) | Machining system with machine tool and robot for attaching and detaching workpiece | |
| CN111195920B (zh) | 工件把持机械手、机械手系统和机器人系统 | |
| JP7242146B2 (ja) | 孔開け加工システム及び孔開け加工方法 | |
| JP6647308B2 (ja) | 多関節ロボットのティーチングシステム | |
| JP7517411B2 (ja) | 工作機械、加工経路生成方法、及びコンピュータプログラム | |
| JPH03110018A (ja) | ベンディング装置のワーク位置決め装置 | |
| US20240308077A1 (en) | Automated calibration of a production machine | |
| JP4344847B2 (ja) | 多関節型ロボットを用いた加工装置及び方法 | |
| CN109986238B (zh) | 机器人类线形柔性作业视觉模糊仿形控制方法 | |
| CN119819955B (zh) | 一种倒立式车削中心自动上料方法 | |
| JPS635823A (ja) | バツクゲ−ジの突き当て位置決め装置 | |
| JPH04100676A (ja) | 倣いガス切断装置及び方法 | |
| CN210147390U (zh) | 一种圆柱磁石组装机构 | |
| JP2001321833A (ja) | パネルベンダ制御装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220418 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20221215 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20221227 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20221227 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7204309 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |