JP7110976B2 - 成形性評価方法、プログラム及び記録媒体 - Google Patents
成形性評価方法、プログラム及び記録媒体 Download PDFInfo
- Publication number
- JP7110976B2 JP7110976B2 JP2018243052A JP2018243052A JP7110976B2 JP 7110976 B2 JP7110976 B2 JP 7110976B2 JP 2018243052 A JP2018243052 A JP 2018243052A JP 2018243052 A JP2018243052 A JP 2018243052A JP 7110976 B2 JP7110976 B2 JP 7110976B2
- Authority
- JP
- Japan
- Prior art keywords
- calculated
- thin plate
- plastic
- instability index
- stress
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images












Description
前記第1ステップによって計算された結果に基づいて、加工硬化率、応力、及び板厚の関数である第1塑性不安定指標を要素ごとに計算する第2ステップと、
前記第2ステップによって計算された前記要素ごとの前記第1塑性不安定指標を板端部から内側に向けて積分し、成形品全体としての第2塑性不安定指標を計算する第3ステップと、
前記第3ステップによって計算された前記第2塑性不安定指標が0に近いほど破断の危険性が高いと評価する第4ステップと
を含み、
前記第1ステップ~前記第4ステップを一連の工程として、連続して実行して得られた解析に基づいて薄板の成形性を評価することを特徴とする成形性評価方法。
前記第2塑性不安定指標であるIを、以下のように、計算された前記第1塑性不安定指標iを穴縁から内側に向けて積分して計算することを特徴とする1.に記載の薄板の成形性評価方法。
前記第2ステップにおいて、前記第5ステップ及び前記第1ステップによって計算された結果に基づいて、加工硬化率、応力、及び板厚の関数である第1塑性不安定指標を要素ごとに計算し、
前記第1ステップ、前記第2ステップ、前記第3ステップ、前記第4ステップ、及び前記第5ステップを一連の工程として連続して実行して得られた解析に基づいて薄板の成形性を評価することを特徴とする1.又は2.に記載の成形性評価方法。
前記第1ステップによって計算された結果に基づいて、加工硬化率、応力、及び板厚の関数である第1塑性不安定指標を要素ごとに計算する第2ステップと、
前記第2ステップによって計算された前記要素ごとの前記第1塑性不安定指標を板端部から内側に向けて積分し、成形品全体としての第2塑性不安定指標を計算する第3ステップと、
前記第3ステップによって計算された前記第2塑性不安定指標が0に近いほど破断の危険性が高いと評価する第4ステップと
をコンピュータに実行させ、
前記第1ステップ、前記第2ステップ、前記第3ステップ、及び前記第4ステップを一連の工程として、連続して実行して得られた解析に基づいて薄板の成形性を評価することを特徴とする成形性評価プログラム。
前記第2塑性不安定指標であるIを、以下のように、計算された前記第1塑性不安定指標iを穴縁から内側に向けて積分して計算することを特徴とする7.に記載の薄板の成形性評価プログラム。
前記第2ステップにおいて、前記第5ステップ及び前記第1ステップによって計算された結果に基づいて、加工硬化率、応力、及び板厚の関数である第1塑性不安定指標を要素ごとに計算し、
前記第1ステップ、前記第2ステップ、前記第3ステップ、前記第4ステップ、及び前記第5ステップを一連の工程として連続して実行して得られた解析に基づいて薄板の成形性を評価することを特徴とする7.又は8.に記載の成形性評価プログラム。
以下において、被試験対象である薄板の応力をσij、歪みをεijとした場合、σijを時間微分した応力速度dσij/dt、εijを時間微分した歪み速度dεij/dtをσij,εijにドットを付した表記とする。同様に、周方向の歪みをεθ、半径方向の歪みをεr、板厚方向の歪みをεtとした場合、εθを時間微分した応力速度dεθ/dt、εrを時間微分した応力速度dεr/dt、εtを時間微分した歪み速度dεt/dtをεθ,εr,εtにドットを付した表記とする。
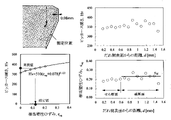
穴広げ試験では、材料に直径d0の円形の穴を開け、直径D0の円筒パンチにより穴を広げ、穴縁端部で亀裂が生じたときを破断限界とし、そのときの直径dと初期穴径d0から、穴広げ率λを得る(図4)。
λ=[(d-d0)/d0]×100
Hv=KHV(εHV+εeq)n
で近似する。更に、引張試験により、素材の相当応力σeq-相当塑性ひずみεeqの関係
σeq=K(ε0+εeq)n
を得る。ここで、KHV,K,ε0,nは材料パラメータである。以上、せん断端面の断面硬さHvを用いて、せん断時に導入された相当塑性ひずみεeq及び相当応力σeqを推定することができる。
以下、本発明の具体的な諸実施例について説明する。
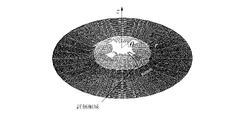
以下、1.6mm厚の590MPa級の高強度鋼板を例に採り、円筒パンチ成形により行ったバーリング加工シミュレーションの結果について説明する。ここでは、例えばパンチ肩半径10mmで直径90mmの円筒パンチと、ダイス肩半径3mmで直径96mmの円筒ダイスとを用い、直径150mmの素板中央に直径10mmの穴を打抜いたものを検討の対象に選定した(図5)。
Hv=310(0.078+εeq)0.122
で近似した。
σeq=985(0.015+εeq)0.122
を求めた。この関係式とせん断端面の断面硬さHvから、せん断時に導入された相当塑性ひずみεeq、相当応力σeqを推定した(図6)。穴縁での応力,ひずみは単軸状態のため、
εeq=εθ,σeq=σθ
である。せん断端面は、だれ、せん断面、破断面、ばりで構成されるが、ここではこのなかでより大きな加工硬化が導入されている破断面の相当塑性ひずみをせん断端面の塑性ひずみεblとした。

図12を用いて、自動車部品の成形性を評価する例として、本発明の具体的構成を説明する。以下の各ステップ、特にステップS6~S9における第1~第4算出手段は、例えばコンピュータの中央処理装置(CPU)の各機能として実現される。
以下、実施例3について説明する。
図13を用いて、自動車部品の成形性を評価する例として、本発明の具体的構成を説明する。以下の各ステップ、特にステップS6~S9における第1~第4算出手段及びステップS16における第5算出手段は、例えばコンピュータの中央処理装置(CPU)の各機能として実現される。
続いて、第5算出手段により、せん断加工による打抜き部の損傷を計算し、この状態量を成形解析に入力する(ステップS16)。第5算出手段は、例えばせん断シミュレーションにより、打抜き端面に導入される塑性ひずみεblと相当応力σeqを算出する。
上述した本実施形態による成形性予測評価方法の各ステップ(図12のステップS5~S9、図13のステップS16及びステップS5~S9等)は、コンピュータのRAMやROM等に記録されたプログラムが動作することによって実現できる。このプログラム及び当該プログラムを記録したコンピュータ読み取り可能な記録媒体は本実施形態に含まれる。
なお、パーソナルユーザ端末装置を用いる代わりに、成形性予測評価方法に特化された所定の計算機等を用いても良い。
Claims (13)
- 有限要素法による数値解析から要素ごとの板厚、歪みテンソル、応力テンソル、及び加工硬化率を計算する第1ステップと、
前記第1ステップによって計算された結果に基づいて、加工硬化率、応力、及び板厚の関数である第1塑性不安定指標を要素ごとに計算する第2ステップと、
前記第2ステップによって計算された前記要素ごとの前記第1塑性不安定指標を板端部から内側に向けて積分し、成形品全体としての第2塑性不安定指標を計算する第3ステップと、
前記第3ステップによって計算された前記第2塑性不安定指標が0に近いほど破断の危険性が高いと評価する第4ステップと
を含み、
前記第1ステップ、前記第2ステップ、前記第3ステップ、及び前記第4ステップを一連の工程として、連続して実行して得られた解析に基づいて薄板の成形性を評価することを特徴とする成形性評価方法。 - 前記第1塑性不安定指標であるiを、前記要素の板厚t、前記要素の周方向応力σθ、加工硬化率dσθ/dεθ、半径座標r、及び半径方向の節点間距離drを用いて、

前記第2塑性不安定指標であるIを、以下のように、計算された前記第1塑性不安定指標iを穴縁から内側に向けて積分して計算することを特徴とする請求項1に記載の薄板の成形性評価方法。

- 前記第1ステップの前に、せん断加工による打抜き部の損傷を計算する第5ステップを更に含み、
前記第2ステップにおいて、前記第5ステップ及び前記第1ステップによって計算された結果に基づいて、加工硬化率、応力、及び板厚の関数である第1塑性不安定指標を要素ごとに計算し、
前記第1ステップ、前記第2ステップ、前記第3ステップ、前記第4ステップ、及び前記第5ステップを一連の工程として連続して実行して得られた解析に基づいて薄板の成形性を評価することを特徴とする請求項1又は2に記載の成形性評価方法。 - 前記第5ステップにおいて、せん断端面の硬さを用いて、穴縁のせん断端面に導入される塑性ひずみεθ及び前記薄板の穴縁から半径方向の周方向応力σθを計算することを特徴とする請求項3に記載の成形性評価方法。
- 前記第5ステップにおいて、前記薄板の初期の穴の直径d0と前記薄板の厚みtとの比d0/t、前記薄板の延性et、及びせん断加工時のパンチとダイのクリアランスcの関係を用いて、穴縁のせん断端面に導入される塑性ひずみεθ及び前記薄板の穴縁から半径方向の周方向応力σθを計算することを特徴とする請求項3に記載の成形性評価方法。
- 前記第5ステップにおいて、有限要素法によるせん断のシミュレーションにより、穴縁のせん断端面に導入される塑性ひずみεθ及び前記薄板の穴縁から半径方向の周方向応力σθを計算することを特徴とする請求項3に記載の成形性評価方法。
- 有限要素法による数値解析から要素ごとの板厚、歪みテンソル、応力テンソル、及び加工硬化率を計算する第1ステップと、
前記第1ステップによって計算された結果に基づいて、加工硬化率、応力、及び板厚の関数である第1塑性不安定指標を要素ごとに計算する第2ステップと、
前記第2ステップによって計算された前記要素ごとの前記第1塑性不安定指標を板端部から内側に向けて積分し、成形品全体としての第2塑性不安定指標を計算する第3ステップと、
前記第3ステップによって計算された前記第2塑性不安定指標が0に近いほど破断の危険性が高いと評価する第4ステップと
をコンピュータに実行させ、
前記第1ステップ、前記第2ステップ、前記第3ステップ、及び前記第4ステップを一連の工程として、連続して実行して得られた解析に基づいて薄板の成形性を評価することを特徴とする成形性評価プログラム。 - 前記第1塑性不安定指標であるiを、前記要素の板厚t、前記要素の周方向応力σθ、加工硬化率dσθ/dεθ、半径座標r、及び半径方向の節点間距離drを用いて、

前記第2塑性不安定指標であるIを、以下のように、計算された前記第1塑性不安定指標iを穴縁から内側に向けて積分して計算することを特徴とする請求項7に記載の薄板の成形性評価プログラム。

- 前記第1ステップの前に、せん断加工による打抜き部の損傷を計算する第5ステップを更に含み、
前記第2ステップにおいて、前記第5ステップ及び前記第1ステップによって計算された結果に基づいて、加工硬化率、応力、及び板厚の関数である第1塑性不安定指標を要素ごとに計算し、
前記第1ステップ、前記第2ステップ、前記第3ステップ、前記第4ステップ、及び前記第5ステップを一連の工程として連続して実行して得られた解析に基づいて薄板の成形性を評価することを特徴とする請求項7又は8に記載の成形性評価プログラム。 - 前記第5ステップにおいて、せん断端面の硬さを用いて、穴縁のせん断端面に導入される塑性ひずみεθ及び前記薄板の穴縁から半径方向の周方向応力σθを計算することを特徴とする請求項9に記載の成形性評価プログラム。
- 前記第5ステップにおいて、前記薄板の初期の穴の直径d0と前記薄板の厚みtとの比d0/t、前記薄板の延性et、及びせん断加工時のパンチとダイのクリアランスcの関係を用いて、穴縁のせん断端面に導入される塑性ひずみεθ及び前記薄板の穴縁から半径方向の周方向応力σθを計算することを特徴とする請求項9に記載の成形性評価プログラム。
- 前記第5ステップにおいて、有限要素法によるせん断のシミュレーションにより、穴縁のせん断端面に導入される塑性ひずみεθ及び前記薄板の穴縁から半径方向の周方向応力σθを計算することを特徴とする請求項9に記載の成形性評価プログラム。
- 請求項7~12のいずれか1項に記載の成形性評価プログラムを記録したことを特徴とするコンピュータ読み取り可能な記録媒体。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017252132 | 2017-12-27 | ||
| JP2017252132 | 2017-12-27 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019118958A JP2019118958A (ja) | 2019-07-22 |
| JP7110976B2 true JP7110976B2 (ja) | 2022-08-02 |
Family
ID=67306758
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018243052A Active JP7110976B2 (ja) | 2017-12-27 | 2018-12-26 | 成形性評価方法、プログラム及び記録媒体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7110976B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110756641B (zh) * | 2019-10-29 | 2021-02-23 | 上汽大众汽车有限公司 | 汽车翼子板全型面回弹补偿的约束方法 |
| JP6919742B1 (ja) * | 2020-04-07 | 2021-08-18 | Jfeスチール株式会社 | 金属板のくびれ限界ひずみ特定方法 |
| CN111709082B (zh) * | 2020-04-28 | 2022-06-07 | 湖南大学 | 一种高效的汽车侧面碰撞安全可靠性设计优化方法 |
| CN114413965B (zh) * | 2022-01-18 | 2023-11-17 | 三一重机有限公司 | 支重轮应力测试方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014208697A1 (ja) | 2013-06-26 | 2014-12-31 | 新日鐵住金株式会社 | 金属板の曲げ破断判定方法、プログラム及び記憶媒体 |
| JP2017140653A (ja) | 2016-02-05 | 2017-08-17 | 新日鐵住金株式会社 | 成形性評価方法、プログラム及び記録媒体 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5146395B2 (ja) * | 2008-08-20 | 2013-02-20 | 新日鐵住金株式会社 | 歪勾配を考慮した伸びフランジ割れの推定方法およびプレス成形シミュレーションの伸びフランジ割れ判定システム |
| JP5445381B2 (ja) * | 2010-07-30 | 2014-03-19 | 新日鐵住金株式会社 | 材料の曲げ破断予測方法および装置、ならびにプログラムおよび記録媒体 |
| US8504339B2 (en) * | 2010-11-30 | 2013-08-06 | Nissan North America, Inc. | Method for door side intrusion simulation with progressive failures |
-
2018
- 2018-12-26 JP JP2018243052A patent/JP7110976B2/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014208697A1 (ja) | 2013-06-26 | 2014-12-31 | 新日鐵住金株式会社 | 金属板の曲げ破断判定方法、プログラム及び記憶媒体 |
| JP2017140653A (ja) | 2016-02-05 | 2017-08-17 | 新日鐵住金株式会社 | 成形性評価方法、プログラム及び記録媒体 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019118958A (ja) | 2019-07-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7110976B2 (ja) | 成形性評価方法、プログラム及び記録媒体 | |
| JP6828476B2 (ja) | エッジ部破断予測方法、プログラム及び記録媒体 | |
| JP6229718B2 (ja) | 金属板の曲げ破断判定方法、プログラム及び記憶媒体 | |
| JP5445381B2 (ja) | 材料の曲げ破断予測方法および装置、ならびにプログラムおよび記録媒体 | |
| KR101065502B1 (ko) | 파단 예측 방법 | |
| JP6852426B2 (ja) | 成形性評価方法、プログラム及び記録媒体 | |
| JP4621217B2 (ja) | 破断予測方法及び装置、並びにプログラム及び記録媒体 | |
| JP6897413B2 (ja) | 成形性評価方法、プログラム及び記録媒体 | |
| EP2543983B1 (en) | Method of assessing fractures, fracture assessment device, program and computer readable recording medium | |
| JP4621216B2 (ja) | 破断限界取得方法及び装置、並びにプログラム及び記録媒体 | |
| KR101886556B1 (ko) | 신장 플랜지 균열 예측 방법, 신장 플랜지 균열 예측 장치, 컴퓨터 프로그램, 및 기록 매체 | |
| JP4880043B2 (ja) | 破断予測方法、破断予測システム、プログラム及び記録媒体 | |
| EP3275565B1 (en) | Blank shape determining method, press molding method, computer program, and recording medium | |
| JP7206902B2 (ja) | 成形性評価方法、プログラム及び記録媒体 | |
| WO2016186135A1 (ja) | 破断予測方法、プログラム、記録媒体及び演算処理装置 | |
| Chen | An analysis of forming limit in the elliptic hole-flanging process of sheet metal | |
| Abbasnejad Dizaji et al. | Effect of hardening models on different ductile fracture criteria in sheet metal forming | |
| JP6303815B2 (ja) | 鍛造割れ予測方法、鍛造割れ予測プログラム、および記録媒体 | |
| Mkaddem et al. | Experimental and numerical optimisation of the sheet products geometry using response surface methodology | |
| Adaixo | Numerical study on the effect of mechanical properties variability in sheet metal forming processes | |
| Huang et al. | Limiting drawing ratio of the cup-drawing process with stabilization matrices approach |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210810 |
|
| TRDD | Decision of grant or rejection written | ||
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220614 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220621 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220704 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7110976 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |