JP7084980B2 - ドクターブレードチャンバ及びその製造方法 - Google Patents
ドクターブレードチャンバ及びその製造方法 Download PDFInfo
- Publication number
- JP7084980B2 JP7084980B2 JP2020500063A JP2020500063A JP7084980B2 JP 7084980 B2 JP7084980 B2 JP 7084980B2 JP 2020500063 A JP2020500063 A JP 2020500063A JP 2020500063 A JP2020500063 A JP 2020500063A JP 7084980 B2 JP7084980 B2 JP 7084980B2
- Authority
- JP
- Japan
- Prior art keywords
- doctor blade
- main body
- blade chamber
- composite material
- water channel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 18
- 239000002131 composite material Substances 0.000 claims description 40
- 239000000463 material Substances 0.000 claims description 21
- 239000004745 nonwoven fabric Substances 0.000 claims description 13
- 239000000835 fiber Substances 0.000 claims description 11
- 238000000034 method Methods 0.000 claims description 8
- 238000004140 cleaning Methods 0.000 claims description 7
- 238000001746 injection moulding Methods 0.000 claims description 5
- 238000000465 moulding Methods 0.000 claims description 5
- 239000011347 resin Substances 0.000 claims description 5
- 229920005989 resin Polymers 0.000 claims description 5
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 4
- 229910052799 carbon Inorganic materials 0.000 claims description 4
- 239000003575 carbonaceous material Substances 0.000 claims description 2
- 238000007639 printing Methods 0.000 description 19
- 239000000853 adhesive Substances 0.000 description 7
- 230000001070 adhesive effect Effects 0.000 description 7
- 229920000049 Carbon (fiber) Polymers 0.000 description 3
- 239000004917 carbon fiber Substances 0.000 description 3
- 238000003780 insertion Methods 0.000 description 3
- 230000037431 insertion Effects 0.000 description 3
- 238000007789 sealing Methods 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 238000007774 anilox coating Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000005553 drilling Methods 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229920001169 thermoplastic Polymers 0.000 description 2
- 239000004416 thermosoftening plastic Substances 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920006231 aramid fiber Polymers 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F31/00—Inking arrangements or devices
- B41F31/02—Ducts, containers, supply or metering devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F31/00—Inking arrangements or devices
- B41F31/02—Ducts, containers, supply or metering devices
- B41F31/027—Ink rail devices for inking ink rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/50—Shaping or impregnating by compression not applied for producing articles of indefinite length, e.g. prepregs, sheet moulding compounds [SMC] or cross moulding compounds [XMC]
- B29C70/52—Pultrusion, i.e. forming and compressing by continuously pulling through a die
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F35/00—Cleaning arrangements or devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F5/00—Rotary letterpress machines
- B41F5/24—Rotary letterpress machines for flexographic printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/767—Printing equipment or accessories therefor
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Rotary Presses (AREA)
- Inking, Control Or Cleaning Of Printing Machines (AREA)
- Pens And Brushes (AREA)
Description
本発明は、フレキソ印刷の回転印刷ユニットのためのドクターブレードチャンバの技術分野、及び特にそのようなドクターブレードチャンバ及び当該ドクターブレードチャンバの本体を製造する方法に関する。
従来、ドクターブレードチャンバは、金属製、好ましくはアルミニウム製であり、これは、製造上の理由で、金属は押出成形により加工できるからである。
本発明は、上述した欠点の全部又は一部を克服することを目的とする。


本発明は、非限定的な例として提供され、添付の概略図を参照して説明される、本発明に係る実施形態に関する以下の記載により、よりよく理解されるであろう。なお、以下の説明において、同一の参照番号は、構造的及び/又は機能的に同一又は類似の部材に対応する。添付の概略図は、以下に挙げられる。
本発明の内容を示すために上記したように、印刷ユニット100は、以下を含む:
- 版又は印刷版108を支持するように構成されたプレートシリンダ104、
- 複数のセルの容積によって調整される量のインクを集めるための当該複数のセルをその表面上に有し且つ前記インクを前記版108上に移動させるように構成された、スクリーンローラ又はアニロックスローラ103、
- スクリーンローラ103のセルを満たすように構成されたドクターブレードチャンバ101、
- インクタンク107からドクターブレードチャンバ101への前記インクの供給を確実にするポンプ102、及び、
- プレートシリンダ104、延いては版108に対して印刷される担体106を保持する背圧シリンダ105。
Claims (10)
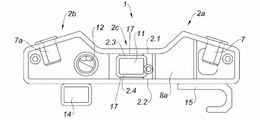
- 本体(2)と、第1ドクターブレード(3)と、第2ドクターブレード(4)と、加圧水路(11)と、を備えたドクターブレードチャンバ(1)であって、
前記本体(2)は、
第1ドクターブレード(3)を保持するように構成された第1部分(2a)と、第2ドクターブレード(4)を保持するように構成された第2部分(2b)と、前記第1部分(2a)と前記第2部分(2b)とを接続する第3部分(2c)と、により区画された単一の中空閉鎖異形材と、
少なくとも前記第1部分(2a)の一部、前記第2部分(2b)の一部及び前記第3部分(2c)により区画され、前記単一の中空閉鎖異形材の外側に設けられた、インクを受けるためのキャビティ(2e)と、を備え、
前記単一の中空閉鎖異形材は、前記本体(2)の長手方向の主軸X-Xに沿って延びており、
前記単一の中空閉鎖異形材は、引抜成形された複合材料からなり、
前記第1ドクターブレード(3)は、前記本体(2)の前記第1部分(2a)に取り付けられており、
前記第2ドクターブレード(4)は、前記第1ドクターブレード(3)に対向して、前記本体(2)の前記第2部分(2b)に取り付けられており、
前記加圧水路(11)は、前記本体(2)の前記単一の中空閉鎖異形材の中空部(2d)内に配置され且つ前記長手方向の主軸X-Xに沿って延びており、
前記加圧水路(11)は、前記加圧水路(11)に開口するとともに、前記単一の中空閉鎖異形材の前記第3部分(2c)を通じて前記加圧水路(11)から突出する少なくとも1つの洗浄ノズル(10)を備え、
複合材料の縦弾性係数又はヤング率と複合材料の密度との比に対応する比弾性率について、厳密に60%超の繊維率を有し引抜成形により前記本体が形成される前記複合材料は、樹脂の低圧射出成形における同一の複合材料の性能比と比較して、112%超の性能比を有する
ことを特徴とする、ドクターブレードチャンバ。 - 前記複合材料は、引抜成形された複合炭素材料である、請求項1に記載のドクターブレードチャンバ。
- 前記本体が形成される前記複合材料は、前記複合材料の体積の厳密に60%超の体積の繊維を含む、請求項1又は2のいずれか1つに記載のドクターブレードチャンバ。
- 前記繊維の体積は、前記複合材料の体積の61%~70%である、請求項3に記載のドクターブレードチャンバ。
- 前記本体(2)の表面に一体化された不織布(16)を備える、請求項1~4のいずれか1つに記載のドクターブレードチャンバ。
- 前記加圧水路(11)の第1側部(2.3)は、前記本体(2)の第1内側面(2.1)に対向して配置され、
前記加圧水路(11)の前記第1側部(2.3)に対向する前記加圧水路(11)の第2側部(2.4)は、前記本体(2)の第2内側面(2.2)に対向して配置されている、請求項1~5のいずれか1つに記載のドクターブレードチャンバ。 - 前記加圧水路(11)は、炭素を含む複合材料からなる異形材である、請求項1~6のいずれか1つに記載のドクターブレードチャンバ。
- 請求項1~7のいずれか1つに記載のドクターブレードチャンバの製造方法であって、
前記製造方法は、前記本体(2)を引抜成形する少なくとも1つのステップを含むことを特徴とする、製造方法。 - 前記ドクターブレードチャンバ(1)の前記本体(2)内に前記加圧水路(11)を、挿入及び組立てる少なくとも1つの追加ステップを含む、請求項8に記載の製造方法。
- 前記加圧水路(11)は、前記ドクターブレードチャンバ(1)の前記本体(2)内に接着により組立てられる、請求項9に記載の製造方法。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1756404A FR3068642A1 (fr) | 2017-07-07 | 2017-07-07 | Corps principal de chambre a racles, chambre a racles associee et procedes de fabrication associes. |
| FR17/56404 | 2017-07-07 | ||
| FR1757253A FR3068643B1 (fr) | 2017-07-07 | 2017-07-28 | Corps principal de chambre a racles, chambre a racles associee et procedes de fabrication associes. |
| FR17/57253 | 2017-07-28 | ||
| PCT/FR2018/051702 WO2019008295A1 (fr) | 2017-07-07 | 2018-07-06 | Corps principal de chambre à racles, chambre à racles associée et procédés de fabrication associés. |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020526416A JP2020526416A (ja) | 2020-08-31 |
| JP7084980B2 true JP7084980B2 (ja) | 2022-06-15 |
Family
ID=60182712
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020500063A Active JP7084980B2 (ja) | 2017-07-07 | 2018-07-06 | ドクターブレードチャンバ及びその製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11110701B2 (ja) |
| EP (1) | EP3648976A1 (ja) |
| JP (1) | JP7084980B2 (ja) |
| KR (1) | KR20200026907A (ja) |
| CN (1) | CN110891791B (ja) |
| FR (2) | FR3068642A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT202200012212A1 (it) * | 2022-06-09 | 2023-12-09 | Lamiflex Spa | Premilama a ‘c’ o a ‘v’ in materiale composito per camere racla di cilindri da stampa e relativo metodo di fabbricazione |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001277474A (ja) | 2000-03-30 | 2001-10-09 | Printing Bureau Ministry Of Finance | 湿紙印刷装置 |
| JP2005067202A (ja) | 2003-08-27 | 2005-03-17 | Man Roland Druckmas Ag | 加工機内コーティングユニット用洗浄装置 |
| JP2008514462A (ja) | 2004-09-28 | 2008-05-08 | アブソリュート エンジニアリング リミテッド | インク回収システム |
| US20090266256A1 (en) | 2008-04-28 | 2009-10-29 | Ewald Rothlein | Doctor blade system |
| CN204801113U (zh) | 2015-07-07 | 2015-11-25 | 马作红 | 纸箱印刷开槽机的刮墨刀 |
| WO2016192735A1 (en) | 2015-06-04 | 2016-12-08 | Tresu A/S | Composite doctor blade chamber |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002241721A (ja) | 2001-02-15 | 2002-08-28 | Keiwa Inc | 粘着シート |
| SE527080C2 (sv) | 2004-05-05 | 2005-12-20 | Akeboose Internat Ab | Anordning och förfarande för kammarrakel |
| FR2881370B1 (fr) * | 2005-01-31 | 2007-04-06 | Epsilon Composite Sarl Sarl | Procede de fabrication d'un rouleau revetu, notamment pour l'imprimerie et le faconnage, rouleau ainsi obtenu |
| NL2002667C2 (nl) * | 2009-03-25 | 2010-09-28 | Bolidt Mij Tot Exploitatie Van Kunststoffen En Bouwwerken B V | Railingelement en werkwijze voor het vervaardigen daarvan. |
-
2017
- 2017-07-07 FR FR1756404A patent/FR3068642A1/fr active Pending
- 2017-07-28 FR FR1757253A patent/FR3068643B1/fr active Active
-
2018
- 2018-07-06 EP EP18752560.5A patent/EP3648976A1/fr active Pending
- 2018-07-06 JP JP2020500063A patent/JP7084980B2/ja active Active
- 2018-07-06 CN CN201880045426.5A patent/CN110891791B/zh active Active
- 2018-07-06 US US16/629,126 patent/US11110701B2/en active Active
- 2018-07-06 KR KR1020207002205A patent/KR20200026907A/ko not_active Application Discontinuation
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001277474A (ja) | 2000-03-30 | 2001-10-09 | Printing Bureau Ministry Of Finance | 湿紙印刷装置 |
| JP2005067202A (ja) | 2003-08-27 | 2005-03-17 | Man Roland Druckmas Ag | 加工機内コーティングユニット用洗浄装置 |
| JP2008514462A (ja) | 2004-09-28 | 2008-05-08 | アブソリュート エンジニアリング リミテッド | インク回収システム |
| US20090266256A1 (en) | 2008-04-28 | 2009-10-29 | Ewald Rothlein | Doctor blade system |
| WO2016192735A1 (en) | 2015-06-04 | 2016-12-08 | Tresu A/S | Composite doctor blade chamber |
| CN204801113U (zh) | 2015-07-07 | 2015-11-25 | 马作红 | 纸箱印刷开槽机的刮墨刀 |
Also Published As
| Publication number | Publication date |
|---|---|
| US11110701B2 (en) | 2021-09-07 |
| FR3068643A1 (fr) | 2019-01-11 |
| CN110891791B (zh) | 2022-04-08 |
| CN110891791A (zh) | 2020-03-17 |
| JP2020526416A (ja) | 2020-08-31 |
| FR3068642A1 (fr) | 2019-01-11 |
| EP3648976A1 (fr) | 2020-05-13 |
| FR3068643B1 (fr) | 2019-08-09 |
| KR20200026907A (ko) | 2020-03-11 |
| US20200130348A1 (en) | 2020-04-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107614266B (zh) | 组合刮墨刀腔 | |
| JP7084980B2 (ja) | ドクターブレードチャンバ及びその製造方法 | |
| EP1862671A1 (de) | Kompressorvorrichtung | |
| EP3999282A1 (de) | Schleifsegment für eine schleifwalze, schleifgerät und verwedung | |
| WO2019008295A1 (fr) | Corps principal de chambre à racles, chambre à racles associée et procédés de fabrication associés. | |
| CN110738920B (zh) | 一种不干胶制品复合方法 | |
| NO309685B1 (no) | Vannfjerningselement for en papirmaskin og fremgangsmåte for fremstilling av elementet | |
| WO2008022096A1 (en) | Doctor blade holder permitting efficient assembly of doctor assemblies and replacement of doctor blades | |
| CN108032554A (zh) | 一种环保手提袋生产线 | |
| CN208896648U (zh) | 网纹辊清洗机 | |
| DE29922546U1 (de) | Dosiersystem für Beschichtungsflüssigkeiten in einer Beschichtungseinheit | |
| DE3915693C1 (en) | Moulding finishing arrangement - includes FRP forming air tight contact with moulding | |
| KR101692968B1 (ko) | 타이어코드의 디핑액 흡입장치 | |
| CN206090178U (zh) | 一种浸渍纸涂胶机的涂胶系统 | |
| DE102007001908A1 (de) | Verfahren zum Herstellen von Bauteilen aus faserverstärktem Kunststoff | |
| CN214401208U (zh) | 一种工程复印原纸生产线用施胶机构 | |
| CN112974137B (zh) | 腻子涂抹机构 | |
| CN215030544U (zh) | 一种课桌板材生产用胶合板涂胶装置 | |
| CN217573668U (zh) | 一种封闭插入式浸胶结构及浸胶预成型机构 | |
| CN216919844U (zh) | 一种水胶涂布机用刮边机构 | |
| CN218804743U (zh) | 一种印刷机传送结构用清理装置 | |
| CN211280115U (zh) | 一种布料涂胶复合装置 | |
| CN210207456U (zh) | 碳纤维板涂胶装置 | |
| CN220111384U (zh) | 一种方便均匀涂抹的涂胶组件 | |
| CN210058849U (zh) | 一种墙纸的涂抹装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200330 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210113 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210209 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20210507 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210511 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210907 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20211206 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220203 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220531 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220603 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7084980 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |