JP7066678B2 - 耐衝撃性があり収縮可能な編まれた管状スリーブおよびその構築方法 - Google Patents
耐衝撃性があり収縮可能な編まれた管状スリーブおよびその構築方法 Download PDFInfo
- Publication number
- JP7066678B2 JP7066678B2 JP2019510934A JP2019510934A JP7066678B2 JP 7066678 B2 JP7066678 B2 JP 7066678B2 JP 2019510934 A JP2019510934 A JP 2019510934A JP 2019510934 A JP2019510934 A JP 2019510934A JP 7066678 B2 JP7066678 B2 JP 7066678B2
- Authority
- JP
- Japan
- Prior art keywords
- shrinkable
- yarn
- heat
- knitting
- knitted
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images












Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B1/00—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B1/22—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes specially adapted for knitting goods of particular configuration
- D04B1/225—Elongated tubular articles of small diameter, e.g. coverings or reinforcements for cables or hoses
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D1/00—Woven fabrics designed to make specified articles
- D03D1/0035—Protective fabrics
- D03D1/0041—Cut or abrasion resistant
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/50—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads
- D03D15/513—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads heat-resistant or fireproof
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/50—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads
- D03D15/567—Shapes or effects upon shrinkage
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D3/00—Woven fabrics characterised by their shape
- D03D3/02—Tubular fabrics
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B1/00—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B1/10—Patterned fabrics or articles
- D04B1/12—Patterned fabrics or articles characterised by thread material
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02G—INSTALLATION OF ELECTRIC CABLES OR LINES, OR OF COMBINED OPTICAL AND ELECTRIC CABLES OR LINES
- H02G3/00—Installations of electric cables or lines or protective tubing therefor in or on buildings, equivalent structures or vehicles
- H02G3/02—Details
- H02G3/04—Protective tubing or conduits, e.g. cable ladders or cable troughs
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/04—Heat-responsive characteristics
- D10B2401/041—Heat-responsive characteristics thermoplastic; thermosetting
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2403/00—Details of fabric structure established in the fabric forming process
- D10B2403/02—Cross-sectional features
- D10B2403/023—Fabric with at least two, predominantly unlinked, knitted or woven plies interlaced with each other at spaced locations or linked to a common internal co-extensive yarn system
- D10B2403/0231—Fabric with at least two, predominantly unlinked, knitted or woven plies interlaced with each other at spaced locations or linked to a common internal co-extensive yarn system including contracting yarn, e.g. blister fabrics
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2403/00—Details of fabric structure established in the fabric forming process
- D10B2403/02—Cross-sectional features
- D10B2403/024—Fabric incorporating additional compounds
- D10B2403/0241—Fabric incorporating additional compounds enhancing mechanical properties
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2505/00—Industrial
- D10B2505/12—Vehicles
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Mechanical Engineering (AREA)
- Knitting Of Fabric (AREA)
- Gloves (AREA)
- Professional, Industrial, Or Sporting Protective Garments (AREA)
Description
この出願は、2016年8月24日に提出された米国仮出願連続番号第62/378,992号および2017年8月23日に提出された米国特許出願連続番号第15/684,875号の利益を主張し、参照によりその内容全体がここに組み込まれる。
1.技術分野
この発明は、概して、細長い部材を保護するためのテキスタイルスリーブ、より特定的には、収縮可能な編まれた管状スリーブに関する。
編まれた(knitted)スリーブの中に、ワイヤ、ワイヤハーネス、ケーブルおよび様々なタイプの管などの細長い部材を収容して、細長い部材への衝撃および摩耗、流体ならびに熱的影響に対する保護を提供することが知られている。スリーブおよびその内容物に対するダメージを防ぐために高い耐衝撃性が必要とされる用途においては、巻付可能であり周方向に連続的でもある管状スリーブが知られている。各々は衝撃力および摩耗に対する好適な保護を提供するために作製され得るが、各々は欠点を伴う。巻付可能なスリーブは、クランプ、ストラップ、テープなどの、保護されている細長い部材の周りにそれらを固定するための二次的な固定具を要求するため、組付けの間に追加の労力および時間が要求され、これにより組付けの費用を増加させる。さらに、二次的な固定具を在庫に置いておく必要があることは、費用がかかる。またさらに、二次的な固定具は、使用の間にほどける可能性を呈することがあり、これにより細長い部材の環境影響に対する直接の暴露の危険を与える。加えて、巻付可能なスリーブは、典型的には、対向する縁部が互いに重なり合う不均一な厚さを有するため、スリーブの外囲/表面は、不均一な外観を有し、狭いエリアで用いられることを妨げることがあり、または他の態様では組付けを困難にすることがある、増加された厚さの領域を有する。巻付可能なスリーブに対する別の欠点は、異なる直径の用途のために異なるサイズを在庫に置いておく必要性であり、これは棚卸しおよび費用をさらに増加させる。加えて、所望の耐衝撃性を提供するためには、一般的に、比較的厚い壁を形成する必要があり、比較的狭い空間では巻付可能なスリーブを使用することをできなくすることがある。
本発明の1つの局面は、細長い部材を経路決めするとともに保護するためのテキスタイルスリーブを提供する。スリーブは、両開放端部間で中心軸に沿って延在する周方向に連続した管状の外周を有する細長い編まれた壁を含む。壁は、収縮可能な糸と非収縮可能な糸とを含む。収縮可能な糸は、直径方向に拡大された第1の状態から、直径方向に収縮された第2の状態まで径方向に縮径される能力を有する壁を提供する。収縮可能な糸および非収縮可能な糸は、互いに交互に並ぶコースのグループにおいて編まれる。
本発明の別の局面によれば、収縮可能な糸は、モノフィラメントとして提供され得る。
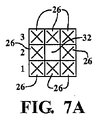
図面をより詳細に参照すると、図1および図2は、本開示の1つの局面に従って構築される、以下スリーブ10とよばれる、編まれた保護管状スリーブを概略的に示す。図1には、スリーブ10が、保護対象となる細長い部材12の周りに配置されるように示される。スリーブ10は、以下、組み付けられた状態、収縮された状態、および/または第2の状態とよばれる、細長い部材12の周りにおける直径方向に収縮された完全に組み付けられた第2の状態で示される。図2には、スリーブ10が、以下、組付け部品の状態、収縮されていない状態、および/または第1の状態とよばれる、「編まれたままの」直径方向に拡大された収縮されていない組付け部品の第1の状態で示される。スリーブ10は、外面15ともよばれる周方向に連続した管状の外周と、両開放端部20,22間で中心長手方向軸18に沿って延在する内側キャビティ17を画定する内面16とを有する細長い編まれた壁14を有する。周方向に連続的かつ管状であることによって、スリーブ10は、巻付可能なスリーブにおいて見られ得るような長手方向に延在する自由側縁部を有さず、したがってスリーブ10はその長さに沿って開かれることが可能ではないということが理解されるべきである。壁14は、少なくとも1本の高度に収縮可能な糸24と、少なくとも1本の、以下、非収縮可能な糸26ともよばれる、非収縮可能または実質的に非収縮可能な糸とを含む、少なくとも2つの異なるタイプの糸を含む。実質的に非収縮可能な糸によって、意味されることは、糸26が市販されていない、またはそうでなければ当業者に収縮可能であると考えられないということであり、その元の長さの約1~10%の間など若干収縮し得るとしても、これはその元の長さの約20%以上収縮する高度に収縮可能な糸24によって提供されるような収縮範囲とはかけ離れているということであると認識されるべきである。このように、スリーブ10を編む際、壁14は、編ステッチを介して互いに連結される、収縮可能な糸24の周方向に延在する編コース28および非収縮可能な糸26の周方向に延在する編コース30の両方を有する。スリーブ10が拡大され収縮されていない第1の状態にある間、スリーブ10を編む際に、たとえばワイヤ、ワイヤハーネスまたは管など、細長い部材12は、キャビティ17を通って容易に配置されることができる。壁14が収縮されてない「編まれたまま」である結果、細長い部材12は、引っかかるまたはもつれることなくスリーブ10のキャビティ17を通って容易に供給されることができる。そして、スリーブ10が細長い部材12に沿って適切に配置された状態で、スリーブ10は、収縮可能な糸24を長手方向に収縮させるのに十分な温度まで加熱され、これにより、壁14を、直径が細長い部材12の外面に密接したぴったりとした当接になるように十分に縮径させる。それぞれの比率は約1.5:1~5:1またはそれ以上の間である。したがって、単一のスリーブ10は、各異なる直径の細長い部材12のための別のスリーブを有する必要なく細長い部材の直径の幅範囲にわたって組み付けられるのに有用である。各異なる用途のための異なる大きさのスリーブの幅の仕分けを必要としないことは別に、他の利点は、とりわけ、壁14が細長い部材12の周りにぴったりとした嵌合へ収縮することによって細長い部材12に対して固定された関係でスリーブ10を維持するための二次的な固定具を必要としないこと、非収縮可能な糸26の少なくとも一部の変化される構成によって細長い部材12に対して高められた衝撃保護を提供すること、収縮されたスリーブ10の外囲を最小化することを含み、本開示の全体を見る際に当業者にとって明らかになるであろう。
Claims (19)
- 細長い部材を経路決めするとともに保護するためのテキスタイルスリーブであって、
両開放端部間で中心軸に沿って延在する周方向に連続した管状の外周を有する細長い編まれた壁を備え、前記壁は、熱収縮可能な糸と非熱収縮可能な糸とを含み、前記熱収縮可能な糸は、直径方向に収縮されていない第1の状態から直径方向に収縮された第2の状態まで径方向に縮径される能力を有する壁を提供し、前記熱収縮可能な糸は複数の周方向に延在する収縮可能なコースで編まれ、前記非熱収縮可能な糸は複数の周方向に延在する非収縮可能なコースで編まれ、前記複数の周方向に延在する収縮可能なコースと前記複数の周方向に延在する非収縮可能なコースとは、互いに交互に並び、前記非熱収縮可能な糸は、前記壁の内面に沿って周方向に延在する浮遊部を形成する、テキスタイルスリーブ。 - 直径方向に収縮されていない前記第1の状態および直径方向に収縮された前記第2の状態のそれぞれの直径の比率は、1.5~1以上である、請求項1に記載のテキスタイルスリーブ。
- 前記熱収縮可能な糸は、熱収縮される際に、前記非熱収縮可能な糸の前記浮遊部から径方向内側に延在する嵩高い枕部を形成する、請求項1に記載のテキスタイルスリーブ。
- 周方向に延在する前記浮遊部は、少なくとも1つの針に占められる空間をとばす、請求項1に記載のテキスタイルスリーブ。
- 前記熱収縮可能な糸は、偶数または奇数の針の一方で編まれ、前記非熱収縮可能な糸は、偶数または奇数の針の他方で編まれる、請求項1に記載のテキスタイルスリーブ。
- 前記熱収縮可能な糸は、両面編パターンまたは天竺編パターンのうちの一方で編まれる、請求項1に記載のテキスタイルスリーブ。
- 前記非熱収縮可能な糸は、オットマンステッチパターンで編まれる、請求項1に記載のテキスタイルスリーブ。
- 前記壁は、直径方向に収縮されていない前記第1の状態にあるときの第1の密度と、直径方向に縮径された前記第2の状態にあるときの第2の密度とを有し、前記第2の密度は、前記第1の密度よりも少なくとも2倍大きい、請求項1に記載のテキスタイルスリーブ。
- 前記壁は、前記熱収縮可能な糸を収縮させるのに必要とされる温度よりも低く、かつ前記非熱収縮可能な糸の融点よりも低い融点を有する、低融点可融性糸を含んで編まれ得る、請求項1に記載のテキスタイルスリーブ。
- 前記低融点可融性糸は、前記熱収縮可能な糸および前記非熱収縮可能な糸の少なくとも一方とともに撚り合わされるまたは供給される、請求項9に記載のテキスタイルスリーブ。
- テキスタイルスリーブを構築する方法であって、
熱収縮可能な糸および非熱収縮可能な糸で、両開放端部間で中心軸に沿って延在する周方向に連続した管状の外周を有する細長い壁を編むことを備え、前記熱収縮可能な糸は、直径方向に収縮されていない第1の状態から直径方向に収縮された第2の状態まで径方向に縮径する能力を有する前記壁を提供し、前記熱収縮可能な糸は複数の周方向に延在する収縮可能なコースで編まれ、前記非熱収縮可能な糸は複数の周方向に延在する非収縮可能なコースで編まれ、前記複数の周方向に延在する収縮可能なコースと前記複数の周方向に延在する非収縮可能なコースとは、互いに交互に並び、前記方法は、前記非熱収縮可能な糸を有する少なくとも1つの針をとばして前記壁の内面に沿って周方向に延在する浮遊部を形成することをさらに含む、方法。 - 直径方向に収縮されていない前記第1の状態および直径方向に収縮された前記第2の状態のそれぞれの直径の比率は、1.5~1以上である、請求項11に記載の方法。
- 前記熱収縮可能な糸を収縮させる際に、前記非熱収縮可能な糸の前記浮遊部から径方向内側に延在する嵩高い枕部を形成することをさらに含む、請求項11に記載の方法。
- 前記熱収縮可能な糸を偶数または奇数の針の一方で編み、前記非熱収縮可能な糸を偶数または奇数の針の他方で編むことをさらに含む、請求項11に記載の方法。
- 前記熱収縮可能な糸を、両面編パターンまたは天竺編パターンの一方で編むことをさらに含む、請求項11に記載の方法。
- 前記非熱収縮可能な糸を、オットマンステッチパターンで編むことをさらに含む、請求項11に記載の方法。
- 直径方向に収縮されていない前記第1の状態にあるときの第1の密度を有し、直径方向に縮径された前記第2の状態にあるときの第2の密度とを有する前記壁を編むことをさらに含み、前記第2の密度は、前記第1の密度よりも少なくとも2倍大きい、請求項11に記載の方法。
- 前記熱収縮可能な糸を収縮させるのに必要とされる温度よりも低く、かつ前記非熱収縮可能な糸の融点よりも低い融点を有する、低融点可融性糸を含む前記壁を編むことをさらに含む、請求項11に記載の方法。
- 前記熱収縮可能な糸および前記非熱収縮可能な糸の少なくとも一方とともに撚り合わされるまたは供給される前記低融点可融性糸を提供することをさらに含む、請求項18に記載の方法。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201662378992P | 2016-08-24 | 2016-08-24 | |
| US62/378,992 | 2016-08-24 | ||
| US15/684,875 | 2017-08-23 | ||
| US15/684,875 US10415162B2 (en) | 2016-08-24 | 2017-08-23 | Impact resistant, shrinkable knitted tubular sleeve and method of construction thereof |
| PCT/US2017/048304 WO2018039399A1 (en) | 2016-08-24 | 2017-08-24 | Impact resistant, shrinkable knitted tubular sleeve and method of construction thereof |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2019525023A JP2019525023A (ja) | 2019-09-05 |
| JP2019525023A5 JP2019525023A5 (ja) | 2020-09-24 |
| JP7066678B2 true JP7066678B2 (ja) | 2022-05-13 |
Family
ID=61241784
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019510934A Active JP7066678B2 (ja) | 2016-08-24 | 2017-08-24 | 耐衝撃性があり収縮可能な編まれた管状スリーブおよびその構築方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10415162B2 (ja) |
| EP (1) | EP3504366B1 (ja) |
| JP (1) | JP7066678B2 (ja) |
| KR (1) | KR102404351B1 (ja) |
| CN (1) | CN109863263B (ja) |
| BR (1) | BR112019003664A2 (ja) |
| WO (1) | WO2018039399A1 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106037119A (zh) * | 2016-07-25 | 2016-10-26 | 信泰(福建)科技有限公司 | 一体鞋面制造方法及一体编织鞋面 |
| US11517062B2 (en) * | 2018-05-15 | 2022-12-06 | Brian Timlick | Helmet with unique impact absorption and redirection features |
| CN113423885B (zh) * | 2018-12-28 | 2023-12-29 | 伟创力有限公司 | 用于粘合织物的编织低熔点纱线 |
| EP4028589A1 (en) * | 2019-09-10 | 2022-07-20 | Federal-Mogul Powertrain LLC | Corrugated woven sleeve and method of construction thereof |
| US11686022B2 (en) | 2020-02-11 | 2023-06-27 | Federal-Mogul Powertrain Llc | Impact resistant, wrappable, corrugated, multilayered woven sleeve and method of construction thereof |
| US11643758B2 (en) | 2020-03-13 | 2023-05-09 | Shenzhen Jdd Tech New Material Co., Ltd. | Protective tube |
| KR102592189B1 (ko) * | 2023-02-27 | 2023-10-20 | 안켐 주식회사 | 멀티 레이어를 갖는 직물 슬리브 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005509805A (ja) | 2001-11-14 | 2005-04-14 | フェデラル−モーグル パワートレイン インコーポレイテッド | 編成された回旋状保護スリーブ |
| JP2016516912A (ja) | 2013-03-14 | 2016-06-09 | フェデラル−モーグル パワートレイン インコーポレイテッドFederal−Mogul Powertrain, Inc. | 端部のほつれに対して抵抗を有する熱収縮織物製スリーブ、これを用いたアセンブリ、およびその構築方法 |
| JP2017186686A (ja) | 2016-04-01 | 2017-10-12 | 株式会社オオカワニット | 丸編管状構造体、その製造方法及びその製造装置 |
| JP2017212818A (ja) | 2016-05-26 | 2017-11-30 | 株式会社オートネットワーク技術研究所 | 電線保護部材、電線保護部材付電線及び電線保護部材付電線の製造方法 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2738566A (en) | 1955-05-17 | 1956-03-20 | Carter William Co | Puckered knit fabric and method of producing same |
| GB1185299A (en) * | 1966-06-07 | 1970-03-25 | Courtaulds Ltd | Knitting Method |
| GB1493007A (en) * | 1975-05-12 | 1977-11-23 | Goodyear Tire & Rubber | Hose structure |
| SU1026825A1 (ru) * | 1979-12-25 | 1983-07-07 | Предприятие П/Я А-7113 | Фильтрующий материал |
| GB8921967D0 (en) | 1989-09-29 | 1989-11-15 | Raychem Sa Nv | Recoverable fabric sleeve |
| US5146662A (en) * | 1991-12-30 | 1992-09-15 | Fierkens Richard H J | Lead frame cutting apparatus for various sized integrated circuit packages and method therefor |
| US5952067A (en) * | 1996-12-02 | 1999-09-14 | A&P Technology, Inc. | Braided structure having uncrimped strands |
| GB0131016D0 (en) * | 2001-12-27 | 2002-02-13 | Voith Fabrics Heidenheim Gmbh | Roll covers |
| DE10212922A1 (de) * | 2002-03-22 | 2003-10-16 | Iprotex Gmbh & Co Kg | Geflechtschlauch |
| US7395680B2 (en) * | 2004-07-20 | 2008-07-08 | Federal Mogul Worldwide, Inc. | Self-curling knitted sleeve and method of fabrication |
| FR2897877B1 (fr) | 2006-02-28 | 2008-07-11 | Fed Mogul Systems Prot Group S | Gaine de protection aux chocs d'un tuyau, notamment pour conduite de carburant |
| US20070240896A1 (en) | 2006-04-17 | 2007-10-18 | Ott Donald C Jr | Protective sleeve assembly having an integral closure member and methods of manufacture and use thereof |
| DE102007023062A1 (de) * | 2007-05-16 | 2008-11-20 | Iprotex Gmbh & Co. Kg | Verfahren zum Herstellen eines Gewebes und hierbei hergestelltes Gewebe |
| JP2009024287A (ja) * | 2007-07-20 | 2009-02-05 | Cordon Co Ltd | 吸音性スリーブ及びその製造方法 |
| WO2011090845A1 (en) | 2010-01-19 | 2011-07-28 | Mmi-Ipco, Llc | Composite textile fabrics |
| JP3166050U (ja) * | 2010-12-03 | 2011-02-17 | 藤井株式会社 | 伸縮性円筒形枕カバー布帛 |
| JP5886311B2 (ja) * | 2010-12-08 | 2016-03-16 | フェデラル−モーグル パワートレイン インコーポレイテッドFederal−Mogul Powertrain, Inc. | 保護コーティングを有する繊維スリーブおよびその製造方法 |
| US20130224408A1 (en) | 2012-02-23 | 2013-08-29 | Cassie M. Malloy | Knit sleeve for an oil dip stick tube, combination thereof, method of construction thereof and method of dampening the vibration of an oil dip stick tube |
| DE102013203538A1 (de) * | 2013-03-01 | 2014-09-04 | Fränkische Industrial Pipes GmbH & Co. KG | Strickschrumpfschlauch und Verfahren zu dessen Herstellung |
| JP2014231665A (ja) * | 2013-04-30 | 2014-12-11 | 株式会社島精機製作所 | 凹凸のある多層編地 |
| US20160076176A1 (en) | 2014-09-17 | 2016-03-17 | Myant Capital Partners Inc. | Seamless silhouette with engineered insulation property |
| US10202714B2 (en) * | 2014-10-30 | 2019-02-12 | Federal-Mogul Powertrain Llc | Braided textile sleeve with self-sustaining expanded and contracted states and method of construction thereof |
| US11168415B2 (en) * | 2016-07-01 | 2021-11-09 | Federal-Mogul Powertrain Llc | Circumferentially continuous and constrictable textile sleeve and method of construction thereof |
-
2017
- 2017-08-23 US US15/684,875 patent/US10415162B2/en active Active
- 2017-08-24 BR BR112019003664-4A patent/BR112019003664A2/pt not_active Application Discontinuation
- 2017-08-24 WO PCT/US2017/048304 patent/WO2018039399A1/en unknown
- 2017-08-24 KR KR1020197007177A patent/KR102404351B1/ko active IP Right Grant
- 2017-08-24 JP JP2019510934A patent/JP7066678B2/ja active Active
- 2017-08-24 CN CN201780065708.7A patent/CN109863263B/zh active Active
- 2017-08-24 EP EP17761721.4A patent/EP3504366B1/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005509805A (ja) | 2001-11-14 | 2005-04-14 | フェデラル−モーグル パワートレイン インコーポレイテッド | 編成された回旋状保護スリーブ |
| JP2016516912A (ja) | 2013-03-14 | 2016-06-09 | フェデラル−モーグル パワートレイン インコーポレイテッドFederal−Mogul Powertrain, Inc. | 端部のほつれに対して抵抗を有する熱収縮織物製スリーブ、これを用いたアセンブリ、およびその構築方法 |
| JP2017186686A (ja) | 2016-04-01 | 2017-10-12 | 株式会社オオカワニット | 丸編管状構造体、その製造方法及びその製造装置 |
| JP2017212818A (ja) | 2016-05-26 | 2017-11-30 | 株式会社オートネットワーク技術研究所 | 電線保護部材、電線保護部材付電線及び電線保護部材付電線の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20190039241A (ko) | 2019-04-10 |
| US20180057977A1 (en) | 2018-03-01 |
| WO2018039399A1 (en) | 2018-03-01 |
| JP2019525023A (ja) | 2019-09-05 |
| BR112019003664A2 (pt) | 2019-05-21 |
| EP3504366A1 (en) | 2019-07-03 |
| EP3504366B1 (en) | 2022-06-15 |
| CN109863263A (zh) | 2019-06-07 |
| CN109863263B (zh) | 2022-01-28 |
| US10415162B2 (en) | 2019-09-17 |
| KR102404351B1 (ko) | 2022-05-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7066678B2 (ja) | 耐衝撃性があり収縮可能な編まれた管状スリーブおよびその構築方法 | |
| JP7058261B2 (ja) | 耐衝撃性があり収縮可能な編組された管状スリーブおよびその構築方法 | |
| JP7098605B2 (ja) | 耐衝撃性があり収縮可能な織られた管状スリーブおよびその構築方法 | |
| US9840793B2 (en) | Non-kinking wrapple knit sleeve and method of construction thereof | |
| JP7109434B2 (ja) | マルチキャビティ、収縮可能なスリーブおよびその構築方法 | |
| US11168415B2 (en) | Circumferentially continuous and constrictable textile sleeve and method of construction thereof | |
| JP2019525025A5 (ja) | ||
| EP3737785B1 (en) | Impact resistant, tubular textile sleeve and method of construction thereof | |
| JP2022518057A (ja) | 熱収縮性糸を有する編まれた保護スリーブおよびその構築方法 | |
| EP3658706B1 (en) | Braided textile sleeve with locked yarns and method of construction thereof |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200811 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200811 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210726 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210817 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20211112 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220329 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220427 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7066678 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |