JP7052182B1 - 収容袋体 - Google Patents
収容袋体 Download PDFInfo
- Publication number
- JP7052182B1 JP7052182B1 JP2021067386A JP2021067386A JP7052182B1 JP 7052182 B1 JP7052182 B1 JP 7052182B1 JP 2021067386 A JP2021067386 A JP 2021067386A JP 2021067386 A JP2021067386 A JP 2021067386A JP 7052182 B1 JP7052182 B1 JP 7052182B1
- Authority
- JP
- Japan
- Prior art keywords
- inner bag
- flexible container
- folded
- folding
- bag
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- -1 polyethylene Polymers 0.000 claims description 4
- 239000004698 Polyethylene Substances 0.000 claims description 3
- 229920000573 polyethylene Polymers 0.000 claims description 3
- 238000000034 method Methods 0.000 abstract description 19
- 238000010586 diagram Methods 0.000 abstract description 3
- 238000012545 processing Methods 0.000 description 7
- 238000007789 sealing Methods 0.000 description 6
- 238000007796 conventional method Methods 0.000 description 4
- 230000008569 process Effects 0.000 description 4
- 239000004743 Polypropylene Substances 0.000 description 3
- 230000005484 gravity Effects 0.000 description 3
- 238000009434 installation Methods 0.000 description 3
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 239000002655 kraft paper Substances 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000012856 packing Methods 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000013585 weight reducing agent Substances 0.000 description 2
- 241000238631 Hexapoda Species 0.000 description 1
- 241001465754 Metazoa Species 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 229920013716 polyethylene resin Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000012795 verification Methods 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images






Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/80—Packaging reuse or recycling, e.g. of multilayer packaging
Abstract
Description
しかも充填する場所でフレコンに内袋を装着し、収容袋として使用するのが通例であった。ゆえに、内袋をコンパクトに折り畳み、軽量化と作業性を重視した内袋の商品化を果たした。すなわち、フレコンに内袋を装着する際に、内袋自体を取扱い易い様に、特殊な折り方をし、ロール状に巻き取った。つまり、出来上がりの形状をコンパクトにする事で、作業効率を高めた。その結果、特許第5126180を取得する事が出来た。しかし、当初に予想したほどには評価がされなかった。よって、更に再度、現状の問題点を洗い出した。
本発明のフレコン2に内袋1を設置した図1から図8に図示するように、従来の製品は充填時に内袋1をその都度フレコン2に装着していた。一部では開口した状態の内袋1をフレコン2に装着し、開口した内袋1をフレコン2に装着して供給するだけのフレコン2であった。本発明は図1と図5に図示するように内袋を開口せずにフレコン2の内に容易に設置する事が出来る。更に、図1に図示するようにフレコン2の内部の底部に内袋1を設置する事で充填時にフレコン2に内袋1を装着する作業が容易になる。つまり従来の作業方法である、1から10までの作業工程が本発明により、4工程に省略できるのである。これは、底シール加工の平袋の内袋を使用した際の例である。但し、底シール加工無しの場合は一部の作業は異なるが作業工程は省略出来るのである。以下、底シール加工の平袋の内袋を使用した際の例で説明する。
(作業手順の簡単な説明)
a.クラフトで20枚ほど纏めて梱包され、PPバンドで結束されたポリ袋。
b.梱包のPPバンドを切除。
c.クラフト紙の除去。
d.フレコン内袋の取出し。
e.フレコン内袋を広げて竿に掛ける為に移動。
f.フレコンの設置。
g.広げて竿に掛けたフレコン内袋を取りに行く。
h.フレコンにフレコン内袋を装着。
i.充填。
j.封止。
今回の充填手順方法は下記で示す、f、h、i、j、の4工程である。
f.フレコンの設置。
h.フレコンにフレコン内袋を装着。
i.充填。
j.封止。
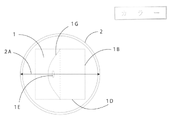
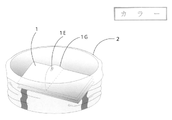
フレコン2が1m3用の場合、一般的なフレコン2の[図1]で示す様に直径2Aは約1,000mm~1,100mmで高さは約1,100mmのサイズが主流である。このフレコン2用の[図2]で示す様にポリエチレン樹脂内袋(以下、内袋と省略する。)1が1m3のフレコン2の内袋である場合、フィルムの厚さは通常50~150μm、好ましくは60~100μmの範囲で選定した。また、[図2]で示す様に内袋1の折径1Aは通常1,900~2,100mm、好ましくは1,800~2,000mm、内袋の長さ1Cは通常2,800~3,500mm、好ましくは2,500~3,300mmの範囲とした。本来、フレコン2が1m3用の場合、フレコン2の円周の長さは3,140mmであり、それに合わせた内袋1の幅である折径は1,570mmあれば、良いのである。しかし、内袋1がフレコン2に対して折径は2,000mmも有り、3割弱も余尺を設けている。更に長さに至っては内袋1がフレコン2に対して斜めにセットされる事もあり、約5割の余尺を設けている。この約5割の余尺は、充填物により比重が変わり、重量換算の場合は容量が変わるのである。それと充填後に内袋1の開口部を封止する為の余尺であるが、必要以上に長くしている。但し、内容物により比重や容量が異なるのでフレコンと内袋のサイズの組み合わせが同一ではない場合があるが、ここでは上記の数値を基準に以下の検証を行った。
条件として
▲1▼ [図1]で示す様に1m3用のフレコン2の底面積とその円周に内接する最大限の四角形が望ましい。
▲2▼ 内袋1のサイズは幅2,000mm×長さ3,000mmであり、フレコン2内における最大限の折り畳み方が望ましい。
▲3▼ [図5]で示す様に▲1▼に▲2▼を設置し、輸送時に▲2▼の位置が▲1▼の中で移動するのを防ぐ事も必要である。
フレコン2に内袋1を組み込んだ製品は一部あるが、殆どの製品はフレコンに装着された内袋1の投入口が既に開口しており、投入口からの小動物や虫等の侵入が危惧される。よって、内袋1の投入口は充填される物が投入される直前まで、異物混入の防止と衛生面では閉じられているのが望ましい。
2.フレコン2内の内袋1を規則正しく折り畳む事で、異物の侵入や混入を防止する。
3.フレコン2内の内袋1を規則正しく折り畳む事で、展開性と開口性を備えられた。
4.フレコン2内の内袋1を規則正しく折り畳む事で、コンパクトに設置出来た。
5.フレコン2内の底部の中心と内袋1底部の中心が重なるように設置するとポリ内袋1のフレコン2内での位置ずれが解消され、内袋1の長さの余尺を短く出来た。
6.フレコン2内の内袋1の開口部の下に、手先が掛かる内袋の取っ手用打ち抜き穴部1Eや、C型カットを設けると内袋1を引き上げてフレコン2に装着する際に使い勝手が良い。
7.フレコン2内の内袋1の開口部を施工する際は底シールの下方をカットして開口部を設けるので、開口部の形状は[図3]で示すように、2個の山と1個の谷を有する波型の曲線1Gが望ましい。その山と谷の中心部に内袋の取っ手用打ち抜き穴部1Eや、C型カットを施工する。
8.フレコン2内の底部に内袋1を固定化する際に、内袋1の内袋の直線底シール1Fの下部に設けた、内袋の取っ手用打ち抜き穴部1EやC型カットを介して、内袋1に片面が滑り難い滑り止めテープ1H等を用いてフレコン2に内袋1を付着させるとポリ内袋1をフレコン2の開口部までに引き上げる事が、更に容易に成る。
9.内袋1をフレコン2の開口部までに引き上げる簡易な方法としては、片面が滑り難い滑り止めテープ1Hを内袋1の開口部の対角線上の2カ所程度の縁部を挟み込む様に貼り付ける。その際、内袋に粘着させた片面が滑り難い滑り止めテープ1Hを半分に折った状態になる様に内袋1の開口部である内袋の縁を挟み込む。この方法だと、内袋の直線底シール1Fとなり、作業の手間は掛かるが内袋の波型曲線カットの位置1Gや内袋の取っ手用打ち抜き穴部1Eや、C型カットが不要になる。
1A 内袋の折径(袋の折部)
1B 内袋の出来上がり幅
1C 内袋の長さ
1D 内袋の流れ方向に屏風折りした長さ
1E 内袋の取っ手用打ち抜き穴部
1F 内袋の直線底シール
1G 内袋の波型曲線カットの位置
1H 片面が滑り難い滑り止めテープ
2 フレコン
2A フレコンの直径
Claims (2)
- 第1の袋体と前記第1の袋体に内装される第2の袋体とを備える収容袋体において、前記第2の袋体は、底部と開口部と結ぶ第1の折り線に沿って屏風折りされて、更に、前記第1の折り線に直交する第2の折り線に沿って屏風折りされるとともに、前記開口部を前記第1の袋体の開口部に向けた状態で、前記第1の袋体に内装されていることを特徴とする、収容袋体。
- 前記第2の袋体は、ポリエチレンを素材とするとともに、前記第1の袋体の底面積の範囲に収まる大きさに折り畳まれていて、更に、前記開口部の端部に滑り止めのテープが粘着されるか、あるいは前記開口部の近傍に抜き打ちが形成されている、請求項1に記載の収納袋体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021067386A JP7052182B1 (ja) | 2021-02-22 | 2021-02-22 | 収容袋体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021067386A JP7052182B1 (ja) | 2021-02-22 | 2021-02-22 | 収容袋体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP7052182B1 true JP7052182B1 (ja) | 2022-04-12 |
| JP2022128379A JP2022128379A (ja) | 2022-09-01 |
Family
ID=81260070
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021067386A Active JP7052182B1 (ja) | 2021-02-22 | 2021-02-22 | 収容袋体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7052182B1 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010126164A (ja) | 2008-11-25 | 2010-06-10 | Apollo Kosan Kk | 熱可塑性樹脂袋 |
| JP2011031980A (ja) | 2009-08-06 | 2011-02-17 | Apollo Kosan Kk | フレキシブルコンテナ用内袋 |
| JP2016060493A (ja) | 2014-09-12 | 2016-04-25 | 凸版印刷株式会社 | 産業用袋の内袋および産業用袋 |
| JP2016529167A (ja) | 2013-06-21 | 2016-09-23 | ヴォーテックス イノヴェーション ワークス (プロプリエタリー) リミテッド | パッケージング構造体 |
-
2021
- 2021-02-22 JP JP2021067386A patent/JP7052182B1/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010126164A (ja) | 2008-11-25 | 2010-06-10 | Apollo Kosan Kk | 熱可塑性樹脂袋 |
| JP2011031980A (ja) | 2009-08-06 | 2011-02-17 | Apollo Kosan Kk | フレキシブルコンテナ用内袋 |
| JP2016529167A (ja) | 2013-06-21 | 2016-09-23 | ヴォーテックス イノヴェーション ワークス (プロプリエタリー) リミテッド | パッケージング構造体 |
| JP2016060493A (ja) | 2014-09-12 | 2016-04-25 | 凸版印刷株式会社 | 産業用袋の内袋および産業用袋 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2022128379A (ja) | 2022-09-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8118489B2 (en) | Bag | |
| US4860893A (en) | Paper roll cover and process for manufacture | |
| EP1321381B2 (en) | Package for compressible products and method of making the package | |
| US20140157727A1 (en) | Package Containing a Breachable Bubble in Combination with a Closure Device | |
| US6443617B2 (en) | Resealable sack or bag | |
| US2020804A (en) | Package | |
| US6318893B1 (en) | Bag for automated filing and sealing machine | |
| CN101621980A (zh) | 伸长型带状绷带 | |
| JP7052182B1 (ja) | 収容袋体 | |
| JP2015054761A (ja) | 切り取り式袋テープ、袋ロールおよび袋ロールの使用方法 | |
| US3333690A (en) | Reclosable dispenser | |
| CA2345510C (en) | Bag for automated filling and sealing machine | |
| US20090017172A1 (en) | Reclosable animal feed container | |
| US5358106A (en) | Garment bag with overlapping closure flaps | |
| US4050623A (en) | Containing box for various products | |
| US20040074955A1 (en) | Pour spout attachment for packages | |
| US3082870A (en) | Combined package and dispenser of plastic wrapping film | |
| WO2002010026A1 (en) | Pour spout attachment for packages | |
| CN103261055A (zh) | 销售包装 | |
| CN206813705U (zh) | 一种可改成收纳盒的纸箱 | |
| JP3013724U (ja) | 携帯用ゴミ袋 | |
| MXPA06006373A (es) | Bolsa de empaque para panales, por ejemplo, y maquina y metodo de produccion. | |
| CN218878094U (zh) | 一种带自粘撕开功能的纸箱 | |
| CN218023051U (zh) | 一种便于咖啡打包的环保纸袋 | |
| JP3039577U (ja) | 被包フィルム梱包体及び被包フィルム用纏束帯 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20210914 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210914 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20211116 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20211228 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220222 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220309 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7052182 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |