JP7010590B2 - 顆粒状複合材料 - Google Patents
顆粒状複合材料 Download PDFInfo
- Publication number
- JP7010590B2 JP7010590B2 JP2016536350A JP2016536350A JP7010590B2 JP 7010590 B2 JP7010590 B2 JP 7010590B2 JP 2016536350 A JP2016536350 A JP 2016536350A JP 2016536350 A JP2016536350 A JP 2016536350A JP 7010590 B2 JP7010590 B2 JP 7010590B2
- Authority
- JP
- Japan
- Prior art keywords
- particles
- group
- composite material
- volume
- particle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/10—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on aluminium oxide
- C04B35/111—Fine ceramics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/05—Metallic powder characterised by the size or surface area of the particles
- B22F1/052—Metallic powder characterised by the size or surface area of the particles characterised by a mixture of particles of different sizes or by the particle size distribution
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/06—Metallic powder characterised by the shape of the particles
- B22F1/065—Spherical particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/10—Sintering only
- B22F3/11—Making porous workpieces or articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/002—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of porous nature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/008—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression characterised by the composition
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/02—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/34—Laser welding for purposes other than joining
- B23K26/342—Build-up welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/352—Working by laser beam, e.g. welding, cutting or boring for surface treatment
- B23K26/354—Working by laser beam, e.g. welding, cutting or boring for surface treatment by melting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B1/00—Producing shaped prefabricated articles from the material
- B28B1/001—Rapid manufacturing of 3D objects by additive depositing, agglomerating or laminating of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0001—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor characterised by the choice of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/141—Processes of additive manufacturing using only solid materials
- B29C64/153—Processes of additive manufacturing using only solid materials using layers of powder being selectively joined, e.g. by selective laser sintering or melting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/165—Processes of additive manufacturing using a combination of solid and fluid materials, e.g. a powder selectively bound by a liquid binder, catalyst, inhibitor or energy absorber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/364—Conditioning of environment
- B29C64/371—Conditioning of environment using an environment other than air, e.g. inert gas
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y70/00—Materials specially adapted for additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y70/00—Materials specially adapted for additive manufacturing
- B33Y70/10—Composites of different types of material, e.g. mixtures of ceramics and polymers or mixtures of metals and biomaterials
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C12/00—Powdered glass; Bead compositions
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C3/00—Glass compositions
- C03C3/04—Glass compositions containing silica
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B20/00—Use of materials as fillers for mortars, concrete or artificial stone according to more than one of groups C04B14/00 - C04B18/00 and characterised by shape or grain distribution; Treatment of materials according to more than one of the groups C04B14/00 - C04B18/00 specially adapted to enhance their filling properties in mortars, concrete or artificial stone; Expanding or defibrillating materials
- C04B20/0076—Use of materials as fillers for mortars, concrete or artificial stone according to more than one of groups C04B14/00 - C04B18/00 and characterised by shape or grain distribution; Treatment of materials according to more than one of the groups C04B14/00 - C04B18/00 specially adapted to enhance their filling properties in mortars, concrete or artificial stone; Expanding or defibrillating materials characterised by the grain distribution
- C04B20/0096—Fillers with bimodal grain size distribution
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B28/00—Compositions of mortars, concrete or artificial stone, containing inorganic binders or the reaction product of an inorganic and an organic binder, e.g. polycarboxylate cements
- C04B28/02—Compositions of mortars, concrete or artificial stone, containing inorganic binders or the reaction product of an inorganic and an organic binder, e.g. polycarboxylate cements containing hydraulic cements other than calcium sulfates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/547—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on sulfides or selenides or tellurides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/56—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/56—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides
- C04B35/5607—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides based on refractory metal carbides
- C04B35/5626—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides based on refractory metal carbides based on tungsten carbides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/62605—Treating the starting powders individually or as mixtures
- C04B35/62695—Granulation or pelletising
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C14/00—Alloys based on titanium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C32/00—Non-ferrous alloys containing at least 5% by weight but less than 50% by weight of oxides, carbides, borides, nitrides, silicides or other metal compounds, e.g. oxynitrides, sulfides, whether added as such or formed in situ
- C22C32/0047—Non-ferrous alloys containing at least 5% by weight but less than 50% by weight of oxides, carbides, borides, nitrides, silicides or other metal compounds, e.g. oxynitrides, sulfides, whether added as such or formed in situ with carbides, nitrides, borides or silicides as the main non-metallic constituents
- C22C32/0052—Non-ferrous alloys containing at least 5% by weight but less than 50% by weight of oxides, carbides, borides, nitrides, silicides or other metal compounds, e.g. oxynitrides, sulfides, whether added as such or formed in situ with carbides, nitrides, borides or silicides as the main non-metallic constituents only carbides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/56—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.7% by weight of carbon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/28—Powder bed fusion, e.g. selective laser melting [SLM] or electron beam melting [EBM]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/30—Process control
- B22F10/34—Process control of powder characteristics, e.g. density, oxidation or flowability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/15—Nickel or cobalt
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/20—Refractory metals
- B22F2301/205—Titanium, zirconium or hafnium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/35—Iron
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2302/00—Metal Compound, non-Metallic compound or non-metal composition of the powder or its coating
- B22F2302/10—Carbide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
- B22F2998/10—Processes characterised by the sequence of their steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/264—Arrangements for irradiation
- B29C64/268—Arrangements for irradiation using laser beams; using electron beams [EB]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0058—Liquid or visquous
- B29K2105/0064—Latex, emulsion or dispersion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/25—Solid
- B29K2105/251—Particles, powder or granules
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y40/00—Auxiliary operations or equipment, e.g. for material handling
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3217—Aluminum oxide or oxide forming salts thereof, e.g. bauxite, alpha-alumina
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3817—Carbides
- C04B2235/3839—Refractory metal carbides
- C04B2235/3847—Tungsten carbides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/40—Metallic constituents or additives not added as binding phase
- C04B2235/405—Iron group metals
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/44—Metal salt constituents or additives chosen for the nature of the anions, e.g. hydrides or acetylacetonate
- C04B2235/446—Sulfides, tellurides or selenides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/52—Constituents or additives characterised by their shapes
- C04B2235/528—Spheres
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5427—Particle size related information expressed by the size of the particles or aggregates thereof millimeter or submillimeter sized, i.e. larger than 0,1 mm
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5436—Particle size related information expressed by the size of the particles or aggregates thereof micrometer sized, i.e. from 1 to 100 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5445—Particle size related information expressed by the size of the particles or aggregates thereof submicron sized, i.e. from 0,1 to 1 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5463—Particle size distributions
- C04B2235/5472—Bimodal, multi-modal or multi-fraction
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/60—Aspects relating to the preparation, properties or mechanical treatment of green bodies or pre-forms
- C04B2235/608—Green bodies or pre-forms with well-defined density
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/04—Making non-ferrous alloys by powder metallurgy
- C22C1/045—Alloys based on refractory metals
- C22C1/0458—Alloys based on titanium, zirconium or hafnium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/08—Alloys with open or closed pores
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C29/00—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides
- C22C29/02—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on carbides or carbonitrides
- C22C29/06—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on carbides or carbonitrides based on carbides, but not containing other metal compounds
- C22C29/08—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on carbides or carbonitrides based on carbides, but not containing other metal compounds based on tungsten carbide
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Description
本明細書で使用する「TJアルゴリズム」は、A.B.Hopkins,F.H.Stillinger,及びS.Torquato,不規則に厳密に詰まった2成分球体の充填が、異常に広範囲の密度を達成する(Disordered strictly jammed binary sphere packings attain an anomalously large range of densities), Physical Review E 88,022205(2013)に記載されるように、球状または非球状物の不規則に厳密に詰まった(機械的には安定)充填(充填は、位置を指定された非重複の目的物の集合体)を生み出す方法を指す。当該TJアルゴリズムは、線形計画法の技術を使用して解かれる最適化問題として、厳密に詰まった充填を生み出す問題に取り組む。この最適化問題において最小化される目的関数は、負の充填率にほぼ等しく選ばれ、ここでその充填率は、目的物が占める空間容積である。
顆粒状複合材料の密度向上プロセスを、すべてのサイズ、形状、及び物理的特徴の構成成分を持つ顆粒状複合材料に対して記述する。本プロセスは一貫して、一般的な粒子における、相対的なサイズの範囲内で入手可能な所与の粒子として公知の、より低い空隙率及び粘度の組み合わせを示す複合材料をもたらす。ここで、特に規定しない限り、粒子サイズは、所与の単一粒子により占められる空間容積を指す。このプロセスはまた、粒子の相分離の低減に繋がり、ここで、グループ間で大きなサイズの差異を伴う多数の粒子グループを複合材料の構成成分として使用する場合、異なるサイズグループへの粒子の分離は、高密度の複合材料の生産においては非常に実務的な障害である。特別に選定したサイズの粒子グループを、目的の比率で合わせ混合する本プロセスは、構造、及び従って材料の、これまで特定されていないタイプの組成物を生み出す。これらの構造は、空隙率及び粘度を含むこれらの物理的特徴を通して、及びまた、非限定的に、構造対相関関数、接触分布、及び構成成分の容積分布を含む統計的尺度を通して、区別できる。具体的には、前述の統計的尺度によりこれらの構造に現われる特定の特徴が、良く知られたそれらの顆粒状複合材料の構造には、その統計的尺度によっても現われない。
顆粒状粒子の機械的に安定な多様な混合物の研究が、新規組成物の特定に繋がった。本組成物は、液体及び固体の両組成物に類似した特徴を表し、例えば、液体のように、適切な外力(重力など)がその平衡形状を再形成した場合には、流れるであろうし、しかし固体のように、変形無しで小さなしかしゼロではない体積応力及びせん断応力に耐えるであろう。この組成物は、粉体のように、固体状及び液体状の特徴を同時に表す。本組成物は、本明細書ですでに定義した意味において、粉体形状で、スラリー(液体)形状で、またはその構成成分が、「ペースト」または「接着成分」により場所を固定された場合には固体形状で現れることができる、顆粒状複合材料である。
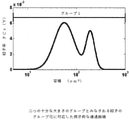
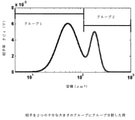
1.DSMG構造は、容積確率密度関数P(V)(または簡単に容積分布、または粒子サイズ分布を指す)を表す構成成分粒子のサイズから成り、隣接する適切なサイズの粒子グループに関連する2つ以上の極大値を含む。「隣接し」かつ「適切なサイズ」の粒子グループを定めるためには、その容積分布P(V)に存在する極大値及び極小値(それらは、やや異なる位置に現れるであろうが)を保持した通過曲線の特定のタイプとしてのその顆粒状複合材料の容積分布を、最初に再プロットすると有益であり、次いで、その顆粒状複合材料を、この通過曲線に従って粒子グループに分割できる。通過曲線としての容積分布の再プロットは、比較目盛り上の異なる容積に現れる極大及び極小を見るために必要である。
1a.この容積分布は、ポイントのセットVS,iとしてプロットでき、ここでこのポイントのセットは、以下の方法に従って、通過曲線PCs(VS,i)と呼ぶ。当該複合材料における最小粒子の容積から最大粒子の容積までの間に占める容積範囲に対して、容積間隔は、幾何学的な尺度で選択される。換言すれば、各間隔は、X(i)=Siに始まり及びX(i+1)=Si+1に終わるということであり、ここで「i」は、i=m...n(「m」及び[n]はどちらかまたは両方がおそらく負である)の整数であり、そのためいくつかの適切に選ばれるスカラーS>1に対応して、「S」の「n」乗は、その最大粒子の容積より大きく、及び「S」の「m」乗は、その最小粒子の容積より小さい。スカラーS=S0は、すべてのS,1<S≦S0に対応して、Sにより決定される適切なサイズの粒子グループの数及び関連する極大値及び極小値が、常に残るように、少なくとも十分に小さく選ばれねばならない。このことは、容積分布P(V)及び通過曲線PCs(VS,i)において極値(最大及び最小)の間に1対1の対応があることを意味し、ここで考慮される極値は、適切なサイズの粒子グループに関連するものである。その結果、適切なサイズの粒子グループに関連した、P(V)及びPCs(VS,i)の両曲線において対応した極大値及び極小値は、互いに同じ意味合いとして語られる。
1b.一旦プロットされた通過曲線は、相互に排他的な連続した容積範囲に、及びその結果、各容積範囲の終点が、そのグループ内の粒子サイズの上下の境界であるように、当該顆粒状複合材料の粒子をサイズグループに、簡単に分割できる。容積が落ち込む終点での粒子は、その終点を持ついずれかのグループに配置できる。当該容積範囲は、互いが「適切なサイズ」の粒子グループを代表し、及び範囲の上下の境界が、適切なサイズの粒子グループに関連する極大値の間で容積が落ち込む極小値にある、ように定められる。「適切なサイズ」の例及びその定義は次のようである。前述の項目1a)に記述される通過曲線から、容積V2及びV3に現れる2つの極大値を考え、V3>V2であり、極大値V2及びV3の各々が関連するグループの平均粒子容積V2 avg及びV3 avgが、V3 avg/V2 avg<=10,000に従う。この後者の条件は、「隣接する」とみなされる粒子グループに対する2つの必要条件の1つである。適切にサイズ分けされた粒子グループに関連したこれらの極大値に対して、a)2つの極大値とみなされるその間に現れるすべての極小値について、V2-3に現れるサイズPCs(V2-3)を伴う極小値「2-3」がなければならず、2つの極大サイズPCs(V2)、PCs(V3)の小さいほうのサイズのほぼ75%であり、及びb)ある容積範囲[Vl,Vr]を占め、Vl<V2 avg<V3 avg<Vr及びVr/Vl=10,000であり、i)VS,iがV1及び、V2及びV2-3で隣接する極大値の間のV1-2に現れる極小値に及ぶ範囲内であるところの、すべてのiのPCS(VS,i)の総和が、及びVS,iが範囲[Vl,Vr]内にあり、その範囲すべてのiのPCS(VS,i)の総和の、少なくとも2%でなければならず、及びii)VS,iがV2-3及びV3とV4で隣接する極大値の間のV3-4に現れる極小値の範囲内であるところの、すべてのiのPCS(VS,i)の総和が、VS,iが、範囲[Vl,Vr]内であるすべてのiのPCS(VS,i)の総和の、少なくとも2%でなければならない。仮に、V2より小さい適切なサイズのV1の極大値が無い場合は、最小粒子サイズよりわずかに小さい容積Vを代わりに採用し、及び仮にV3より大きい適切なサイズのV4の極大値が無い場合は、最大粒子サイズよりわずかに大きい容積Vを代わりに採用する。仮に、対となる極大値の間に複数の極小値がある場合は、任意の極小値を選び得て、及びその基準a)及びb)に合致できるかを確認することを考慮せねばならない。全体として顆粒状複合材料の極大値にうまく適用できた後、基準a)は、適切にサイズ化された粒子グループの極大値(の各サイドの1つ)に関連した両極小値が、それらの間の極大値の75%の超えて大きくないPCS(V)値を有することを要求する、ことに留意することが重要である。
4a.(粒子グループを、そのグループの平均粒子容積で順序づけた場合)、そのセットにおいて隣接する粒子グループの少なくとも1つのペアーが、その2つのグループの「より大きい」グループの容積が、その粒子グループのペアーにおける粒子の総容積の少なくとも20%であり、及びその「より小さい」グループの総粒子容積が、ペアーグループの総粒子容積の少なくとも10%であることを特徴とするように、少なくとも1つのセットを分割することが可能である。仮に、すべての粒子グループのセットにおけるすべての粒子グループのペアーに対してであれば、これらの条件に合致することが不可能であり、一般的には、当該顆粒状複合材料は、DSMG構造を形成しないであろう。
4b.その粉体形態における複合材料全体に対して、前述のようにすべての粒子セットにおけるすべての隣接する粒子グループのペアーを考慮し、少なくとも1つのセットに対して、そのより大きいグループの粒子に対するより大きい最隣接の粒子の平均数が、1以上である。容積Vcである目的の「中心」粒子に対して、容積Vnnである「最隣接粒子」とは、距離Rs未満の移動で、その中心粒子に接触するように配置できる粒子である、と定義され、ここでRS=((3Vnn/4π)1/3+(3Vc/4π)1/3)/2が、その2粒子の平均球相当粒子半径である。最隣接粒子は、その目的に適した「接着成分」または「ペースト」を使用し、その場に粉体構造を「凝固させ」及び得られた固体の断面スライスの画像処理を実施し、及びその複合材料の対相関関数(標準的な散乱実験を介して得られる)及び容積確率密度関数の両方を、当業者による注意深い実験を通して得ることを含む、多様な技術により定義できる。最隣接粒子を決定する方法は、当該DSMG構造とは無関係であるが、合理的で正確な結果を得るには、合理的で正確な方法が必要である。
A.前述の特徴1に定義されるグループで、2つの粒子グループのみから形成される顆粒状複合材料に対して、25%未満の空隙率。
B.前述の特徴1に定義されるグループで、3つ以上の粒子グループから形成される顆粒状複合材料に対して、20%未満の空隙率。
C.構成成分粒子間に溶媒、ペースト、液体またはゲルを含まない粉体形態において、定義の項で記述されたように、非常に一様性またはほぼ非常に一様性である。
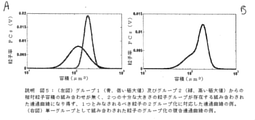
D.粒子グループの少なくとも1つのペアーの間において、1つのグループからの2粒子とその他のグループからの1粒子から成る3粒子の集団の中心部の、3つのほぼ線形な配列の少なくとも1つの確率の増加。その可能なほぼ線形な配列とは、より大きなサイズの粒子グループ及びより小さなサイズの粒子グループに対応して、大―大―小、大―小-大、または大―小―小である。いくつかの複合材料に対して、これらの集団は、顆粒状複合材料の対相関関数の観察により検出でき、散乱実験を使って入手可能になる。球状粒子の2種混合の対相関関数の描写である、この特徴の検出例を、図3に与える。前述の特徴1に記述される粒子グループから成る複合材料に対して、個々のグループ内の粒子は、サイズ及び形状は変動し、1つのグループからの2粒子とその他のグループからの1粒子から成る3粒子の線形集団を表す距離での対相関関数の確率における顕著なピークは、平坦化され及び丸みを帯びるであろう。多数のDSMG構造において、この集団化は、その構造に存在するであろうが、その対相関関数における特徴は、図3に表示されるように、平坦化され及び丸みを帯びるために検出できないであろう。
我々は、生産が可能であるとして公知の複合材料に関連して、最大容積の粒子の最小容積の粒子に対する特定の比率内の粒子に対応した、低減された空隙率、低減された相分離の傾向、及び低減された粘度を持つ、顆粒状複合材料を生産するプロセスをここに記述する。生産される当該複合材料の構造は多くの場合、前述の項において記述したいくつかのまたはすべての構造的及びその他の物理的特徴を示す。
低空隙率の顆粒状複合材料を創出する際に、当該GCDEPを採用する前に、その顆粒状複合材料を構成する利用可能な粒子材料を特定できる。例えば、3Dプリンティングのプロセスで使用するインクを創出する場合において、どんな初期材料が、最終のプリント部材となるかは、一般的に公知である。実施例は、チタンのような純成分、ステンレス鋼及びTi6-4などの合金、炭化チタンまたは窒化ガリウムなどのサーメット、及び砂/アルミニウムなどの混合相の複合材料を包含する。どんな材料が利用可能かに関して、一旦その詳細が確立されれば、それらの混合方法についての計画が開発できる。当該GCDEPは、どんな材料であれ、一旦方法が選ばれ、低減された空隙率及び相対粘度を得るために、おおよその割合でそれらが混合されるならば、それを禁止してはいないことに留意することが重要である。
当該GCDEPのステップは、以下のように1つの実施形態に要約できる。
1.一サブセット内の粒子グループが、空隙率を減らすように組み合わされる時の相対容積を決定する。このステップは、コンピューターシミュレーション、実験、またはルックアップ表を使用して達成できる。すべての3ケースの事例を以下に与える。
2.粒子のサブセット(サブセットは、前項で明確に定義されている)におけるステップ1で決定される情報を考慮し、達成されるおおよその空隙率の計算を含む、そのセット全体の粒子グループが空隙率を減らすように組み合わされた相対容積を、本明細書に記載の公式に沿って計算する。
1)第一サブセットi=1として開始し、サブセット1のすべての「j」に対するφjは、φ1jに等しいとする。
2)粒子グループが、サブセット間でシェアされる場合、次のサブセットのすべての容積V{αn}、すなわち第二サブセットi=2のV00及びV01を計算する。
a.「0,0」で終わる最後の2つの下付き文字「α(i-1),αi」の任意の容積に対して、V{α1,α2,...α(i-2),0,0}=V{α1,α2,...α(i-2),0}*(φ(i-1),j/φi,j)であり、ここで「j」は、両サブセット「i」及び「i-1」にシェアされる粒子グループを指す。例えば、仮に隣接するサブセット{4,5,6}3及び{6,7,8,9}4に対してi=4ならば、V0000=V000*(φ3,6/φ4,6)、及びV0100=V010*(φ3,6/φ4,6)である。仮に、V{α1,α2,...α(i-2),0,0}が、V{α1,α2,...α(i-2),0}より大きければ、V′{α1,α2,...α(i-2),0,0}=V{α1,α2,...α(i-2),0}及びV′{α1,α2,...α(i-2),0}=V′{α1,α2,...α(i-2),0,0}/V{α1,α2,...α(i-2),0,0}を計算する。V{α1,α2,...α(i-2),0}及びV{α1,α2,...α(i-2),0,0}の代わりに、V′{α1,α2,...α(i-2),0}及びV′{α1,α2,...α(i-2),0,0}を各々使用して、そして後続のすべての計算において、V{α1,α2,...α(i-2),0}を要求する任意のその他容積を、代わりのV′{α1,α2,...α(i-2),0}を使用して計算する。
b.「1,0」で終わる最後の2つの下付き文字「α(i-1),αi」についての任意の容積に対して、V{α1,α2,...α(i-2),1,0}=V{α1,α2,...α(i-2),1}であり、サブセット「i-1」のみに属する粒子グループはないと仮定する。仮に、あるとすれば、サブセット「i-1」に属すがサブセット「i」には属さないすべての粒子グループの最小空隙率の混合物により占められる空間率が、判っている必要がある。これら比率は、φi’,jで記述され、及びV{α1,α2,...α(i-2),1,0}が、V{α1,α2,...α(i-2),1,0}=V{α1,α2,...α(i-2),1}*(φ(i-1)′,j/φi,j)として計算されるのに使用され、ここで「j」は、両サブセット「i」及び「i-1」によりシェアされる粒子グループを指す。例えば、サブセット{2,3,4}2,{4,5,6}3及び{6,7,8,9}4に対して「i=4」の場合、V0010=V001*(φ3′,6/φ4,6)であり、ここで、φ3′,6は、粒子グループ5及び6の混合物の空隙率を最小化するグループ6の容積率を表す。
c.「0,1」で終わる最後の2つの下付き文字「α(i-1),αi」の任意の容積に対して、V{α1,α2,...α(i-2),0,1}=V{α1,α2,...α(i-2),0}*(1-Σφ(i-1),j)-V{α1,α2,...α(i-2),0,0}であり、ここでφ(i-1),jの総和は、サブセット「i-1」に属するがサブセット「i」には属さない粒子グループ「j」のすべてのφ(i-1),jを含む。例えば、サブセット{2,3,4}2,{4,5,6}3及び{6,7,8,9}4に対して「i=4」の場合、V0101=V010*(1-φ3,4-φ3,5)-V0100である。
3)いずれの負の容積V{α1,α2,...α(i-1),1}に対しても、当該GCDEPの最初のステップに見出されるφi,jに調整が必要である。以下の2つの見解が可能である。すなわち、第一グループが一般的に第二グループより全体として若干低い空隙率になっている、及び第二グループが一般的に、比較的相分離が少ない。
a.φ′(i-1),(j=x)に対してφ(i-1),(j=x)を減少させる、ここで、φ′(i-1),(j=x)は、サブセット「i」の最小容積V{α1,α2,...α(i-1),1}がゼロである値と定義され、及びここで粒子グループ「j=x」は、両サブセット「i」及び「i-1」に属する。φ(i-1),jの代わりにφ′(i-1),jを使用して、サブセット「i」に対するすべての容積V{αn}を再計算し、及びすべての以降の計算をφ(i-1),jの代わりにφ′(i-1),jを使用して進める。
b.サブセット「i」の容積計算に対してであるが、その他の容積計算に対してではなく、φ′(i-1),jに対してφ(i-1),jを比例して減らし、ここでφ′(i-1),jは、最小容積V{α1,α2,...α(i-1),1}がゼロである値と定義され、及びここで粒子グループ「j」は、サブセット「j」ではなくサブセット「i-1」に属するすべてのグループである。φ(i-1),jの代わりにφ′(i-1),jを使用して、サブセット「i」のすべての容積V{αn}を再計算する。仮にこのステップが採用され、サブセット「i-1」及び「i-2」に対してφiを計算する場合、この減らしたφ′(i-1),jを使用する必要がある。
4)すべてのサブセットに対して容積が計算されるまで、ステップ2)及び3)を繰り返す。
5)その容積V{αn}を使用し各粒子グループ「j」に対するφjを計算する。
以下の式において、ステップ3で論議されたφ′i,jは、指示される場合φi,jと置き換えられる。「i=1」で始まる各サブセット「i」に対して、サブセット「i」より小さい、いかなる「i」にも属さない粒子グループ「j」が考慮される。
a.サブセット「i」のみに属する粒子グループがないサブセット「i」の粒子グループに対して、φj=φi,j*ΣV{α1,α2,...,α(i-1),0}+φ(i+1),j*ΣV{α1,α2,...,α(i-1),1}であり、ここで第一総和は、下付き文字「1」で終わらないサブセット「i」のすべてのV{α1,α2,...,α(i-1),αi}の和であり及び第二総和は、下付き文字「1」で終わるすべてのV{α1,α2,...,α(i-1),αi}の和である。仮に「i」より大きい添え字のサブセットが無い場合、(1-Pj)値は、式の第二項において、φ(i+1),jと置き換わる。例えば、i=4であるサブセット{2,3,4}2,{4,5,6}3,{6,7}4,{7,8,9}5に対しては、φ7=φ4,7*(V0000+V0100+V0010)+φ5,7*(V0001+V0101)である。仮に前述の例で、サブセット5が、混合されていない場合、φ7=φ4,7*(V0000+V0100+V0010)+(1-P7)*(V0001+V0101)である。
b.サブセット「i」のみに属する粒子グループ「j」があるサブセット「i」の粒子グループに対しては、φj=φi,j*ΣV{α1,α2,...,α(i-1),0}+φi′,j*ΣV{α1,α2,...,α(i-1),1}であり、ここで、そのφi′,jは、ステップ2b)で計算されたもの、すなわち、サブセット「i」ではなくサブセット「i-1」に属するすべての粒子グループの最小空隙率の混合物で占められる空間率と同じである。例えば、i=4であるサブセット{2,3,4}2,{4,5,6}3,及び{6,7,8,9}4に対しては、φ7=φ4,7*(V0000+V0100+V0010)+φ4′,7*(V0001+V0101)、φ8=φ4,8*(V0000+V0100+V0010)+φ4′,8*(V0001+V0101)、及びφ9=φ4,9*(V0000+V0100+V0010)+φ4′,9*(V0001+V0101)であるようにφ7、φ8及びφ9が計算される。
6)サブセット間に粒子グループがシェアされていない場合、すべてのサブセットのスーパーセットは、各サブセットが、そのセットに少なくとも1つのその他の粒子グループをもつ粒子グループをシェアするようなサブセットのセットにサブ分割できる。例えば、{1,2}1,{2,3}2,{4,5,6}3,{6,7}4,{8}5は、{1,2}1,{2,3}2;{4,5,6}1,{6,7}2;及び{8}1の3つのセットに分割でき、各サブセット「i」に対するそのセット自身の各容積である(V1){αn}、(V2){αn}、(V3){αn}は、ステップ1)から前述の6)を通して記述される方法で計算される。唯一の違いは、(V1)0=1の場合、例えば、(V2)0は、1-セット1に属する粒子グループの総空隙率に等しく設定され、(V3)0は、1-セット1及び2に属する粒子グループの総空隙率に等しく設定される、等である。前述の例を使用すると、(V2)0=1-φ1-φ2-φ3、及び(V3)0=1-φ1-φ2-φ3-φ4-φ5-φ6-φ7=V20-φ4-φ5-φ6-φ7である。
多数の実用的な環境において、粒子形成が可能な材料は、多数のグループに分割でき、または複合材料が形成できる可能性のある多数の粒子グループが存在する。例えば、コンクリート製造においては、しばしば便利な場所にある採石場または現場に近いその他の骨材生産施設には、10~50種の異なるタイプの骨材がある。または、付加製造においては、特定の平均粒子容積及び標準偏差基準に合致する、特定分子の組成物の粉体材料が製造(または注文)できる。一般的に、小さい比率範囲内の平均容積を持つ多数の粒子グループが利用可能である場合、例えば、最小平均容積に対する最大平均容積の比率が1,000,000である利用可能な10グループがある場合、顆粒状複合材料を構成するすべての利用可能なグループを使用しても、最小空隙率を生み出さないであろう。これらのケースにおいては、低空隙率を達成するための正しいグループ選択が重要である。
前述のように、1つの実施形態において、本発明は、非限定的に、選択的レーザー焼結法(Selective laser sintering, SLS)を含む、付加製造を熟考する。SLSは、プロトタイプモデル及び機能性部品の製造に使用される技術である。SLSは、粉体材料を焼結するパワー出力源としてレーザーを使用し、固体構造を創出するためにその粉体を互いに結合させる。レーザービームの照準が、粉体層の上をスキャンし及びその粉体または粉体の一部を焼結するように切り替わる。粉体が供給され、及び完全な部品になるまで、連続的な焼結層が形成される。当該粉体は、プラスチック、金属、セラミック、炭化物、ガラス、ポリマー物質(と同様これらの組み合わせ)を含み得る。
実施例1.
これは、当該GCDEPを使用しない、付加製造プロセスに対応した高密度粉体の製造の一例である。Ti6-4(Ti-6Al-4V、または(重量で)約6%のアルミニウム、4%のバナジウム、及び非限定的に鉄及び酸素を含むいくつかの最小微量成分を含むチタン)。この例においては、平均粒子サイズが大きく異なる、商用純度のTi6-4粒子の2グループを、空隙率が約18%の圧縮された金属粉を生産するために使用する。第一粒子グループは、8,000μm3の平均粒子容積(約25μmの有効直径)及び5μmの小さい直径標準偏差を有するほぼ正規分布の容積を示す。第二グループの容積は、有効直径に従うほぼlog正規分布(粒子有効直径のlog関数または粒子容積のlog関数としての、ほぼ正規分布の通過曲線、及びまた容積確率密度関数を意味している)であり、0.5μm3(約1μmの有効直径)の平均粒子容積及び0.5μmの直径標準偏差を有する。両粒子グループは、高真球状(真球度>0.95)であり、及び同じグループ内の粒子間の摩擦相互作用係数は、約0.28であり、その粒子を取り囲む薄い自然酸化膜(厚み<5nm)が存在していることを示す。第一グループの非圧縮充填率(粒子で占められる空間率)は、0.60であり、第二グループのそれは、0.595であり、それらグループの真球度及び摩擦係数と一致している。より大きいグループのより小さいグループに対する質量比が、71%対29%であるように、振動なしで徹底的に混合した場合、その容積材料の空隙率は、おおよそ18%であろう。例えば、振動させた場合には、これら粒子は、相分離する傾向を有するため、正確な空隙率は、混合方法に大きく依存する。相分離した混合物は、約40%の空隙率を示すであろう。空隙率18%を達成するためには、最小の振動で上下に徹底的に混合することと圧縮ステップの必要がある。例えば、付加製造において、仮に100μmの混合粉体の層を、ローラーを使用して堆積させ、このローラーで、わずかに高さを低くして、その堆積層に2回目のローラーをかけ、それでその混合物を圧縮する。このケースの場合、その層の表面は、塊状態に比べてより高い空隙率を示すであろうが、約10~20μmの深さであろう。
これは、当該GCDEPを使用しない、付加製造を目的とした高密度粉体の生産の一例である。316スレンレス鋼(約16.5%の炭素、12%のクロム、3%のニッケル、1.4%のモリブデン、0.8%のケイ素、及び微量のリン、硫黄、他の成分)。この例において、約50nmの平均粒子有効直径(65,000nm3の有効容積)、0.86の真球度、及び0.52の摩擦係数を有する連続的な、ほぼlog正規分布サイズ(直径)確率密度関数を示す、単一グループにおける商用純度のステンレス鋼の粒子が、約20%の空隙率の粉体生産に使用される。これを達成するためには、その粒子グループの幾何学的標準偏差は、約5.5μmでなければならず、粒子の総容積の5%が、直径が1mmを超えて大きい(及び40%が、直径で100μmを超えて大きい)ことを意味している。このケースの場合、相分離の心配はないであろうから、付加製造に対して、振動ステップが、空隙率を減らすのに有効であろう。しかしながら、1mm層のレーザープロセスは、複雑であるし、レーザーが、最初に照射される表面から1mmのその層の底部を、融解温度まで加熱するのに必要な時間量により、均一な粒子の融解(最小の蒸発を伴う)が阻害される。さらに、より小さいナノメータースケールの粒子は、容積に対して非常に高い比表面積を有し、非限定的に、静電気力、カシミール及びファンデルワールス力を含む力の影響により多くさらされ、それら粒子が、互いに及び大きな粒子に「吸着」を起こす。静電気力を無効にするために、最小残留電荷の環境(「静電気の無い」環境)が重要であり、及び20%空隙率の達成には、追加の圧縮ステップが必要であろう。
これは、当該GCDEPを使用した高密度顆粒状複合材料の生産の一例である。>0.98の高真球度及び<0.05の低い静摩擦係数を有する鉛ガラス(またソーダ石灰ガラスとも呼ばれる)ビーズの2つのグループを、肉眼で見えるフィルターを形成するために混合した。より大きいビーズのグループは、直径が10mmで、より小さいグループは、直径が2mmである。ビーズ混合物は、非常に一様であり、すなわち、各グループの容積確率密度関数の標準偏差は、ほほゼロである。表1は、多様な小球体平均直径の大球体平均直径(及び容積)に対する比における、無摩擦球体のシミュレートされた混合物(シミュレーションは、TJアルゴリズムを使用して実行された)に対応した、多数の臨界空隙率の一覧であり、表1を参照すると、最小空隙率21.6%が、20.6%の小球体の相対容積率に現れることを見出す。この空隙率を達成するために、圧縮または振動ステップは必要なく、過剰な振動は、これらサイズ比におけるビーズの相分離に繋がるであろう。混合すると、シミュレーション値の0.9%以内に現れる、最小空隙率21.4%が見出され、シミュレーション値の2.4%以内に現れる、20.1%の小球体の相対容積率が見出された。より小さい小球体の相対容積率において見出されるやや低い空隙率は、混合中に現れるより大きい球体のいくらかの序列の結果であるらしかった。図7は、これら試験の実験室的な装置を示す画像を含んでいる。この画像中のビーカーには、相対容積率が約17.5%の2mmビーズ及び相対容積率が82.5%の10mmビーズの、空隙率22.2%の混合物が入っている。この画像は、ビーズのこの直径比に対応した最小空隙率構造を捉えてはいない。
これは、当該GCDEPを使用した高密度顆粒状複合材料の生産の一例である。高真球性(真球度>0.95)で、非常に低摩擦(静摩擦係数が0.07、動摩擦係数が0.03に等しい)の二硫化タングステン粒子の2つのグループを、最小空隙率になるように混合した。第一ルグープは、標準偏差が0.9μm平均サイズが約10.1μmの正規直径分布を示し、及び第二グループはまた、標準偏差が0.14μmで、平均サイズが約1.4μmの正規直径分布を示す。その摩擦係数が非常に低く、真球度は、1に非常に近く、及び平均粒子サイズのパーセンテージとしての標準偏差は、大変に小さいので、これら粒子グループは、摩擦の無い球体と見なすことができる。表1を参照し、空隙率を最小化する混合物が、22.4%の小粒子の相対容積率において、空隙率18.7%で現われることが決定される。これらの値は、小粒子直径の大粒子直径に対する比、0.10及び0.15に対応して、表で与えられる値から、1.4/10.1=0.137の直径比への直線外挿により決定する。低摩擦係数であるため、低空隙率を達成するための振動または圧縮は必要ないが、しかし相分離を誘発することのない混合手順において起きる、いかなる静電気力を打ち消すには、圧縮ステップは、時に必要であり得る。
これは、当該GCDEPを使用した高密度顆粒状複合材料の生産の一例である。非球面性の高い、高摩擦係数粒子で、砕石及び砂から成る3つのグループを、セメント水から成るペーストと混合し、コンクリートを作る。この例においては、コンクリートを形成するために必要なセメント量を最小化し、そのためそのコンクリートは、依然として「施工可能」であり、依然として流れ及び、圧縮後、肉眼で見える気孔を残さないように鉄筋周りの空間を満たすことを意味している。粒子の最大グループは、0.21の平均真円度、2.79g/cm3の密度、0.56の平均真球度、及び0.92の静摩擦係数を有する非常に細長い粉砕花崗岩から成る。その粒子は、4.00mm及び4.18mmのふるいの間で、ふるい分けられ、4.00mmから4.18mmのほぼ一様なサイズ分布を持つ、4.09mmの数平均サイズを産出する。この粒子グループの空隙率(それ自身の)は、P1=52%である。第二粒子グループは、0.54の平均真円度、2.66g/cm3の密度、0.76の平均真球度、及び0.70の静摩擦係数の天然砂から成る。その粒子は、1.00mm及び1.25mmのふるいの間で、ふるい分けられ、1.00mmから1.25mmのほぼ一様なサイズ分布を持つ、1.13mmの数平均サイズを産出する。これもまた天然砂である第三のグループは、0.15mm及び0.20mmのふるいで、ふるい分けられること以外は、第二グループと同じ特徴を示し、0.18mmの平均サイズで0.15mmから0.20mmのほぼ一様な粒子分布を生み出す。第二グループは、P2=45%の、及び第三グループは、P3=44%の(それ自身の)空隙率を示す。第四粒子グループは、ポートランドグレイのセメントから成り、そのセメントは、0.78の平均真円度、3.15g/cm3の密度、0.88の平均真球度、及び0.38の静摩擦係数を示す。その容積確率密度関数は、約97,500μm3(直線サイズの単位で57μm)の算術標準偏差の、ほぼlog正規分布している、およそ33,500μm3の平均粒子容積(有効線形サイズ(直径)が40μm)であり、セメント粒子の容積の97%は150μmより小さい線形サイズ(69%は75μmより小さい)を有することを意味する。そのセメントの空隙率は、30%である。しかしながら、そのセメントのサイズ分布及び平均粒子容積は、そのセメントが水と化学反応する際(粒子は小さくなり)に変化し、そのサイズ分布及び平均粒子容積は、このケースでは無視される。水と反応を考慮するとこれは可能であるが、しかし、最小の砂粒子が、よりセメント粒子のサイズに類似していれば、そのセメントの平均粒子容積及びサイズ分布を、無視できないであろう。
これは、当該GCDEPを使用した高密度顆粒状複合材料の生産の一例である。球状のキャストタングステンカーバイド(WC)粉から成る第一、第二の構造材グループ、及びコバルト(Co)粉から成る第三の結合剤グループの3粒子グループを、選択的レーザー焼結法に対応する複合材料の粉体を形成するように混合する。このWC粒子は、高い真球性を持ち(平均真球度>0.97)及び少量の潤滑剤の添加により0.08の低い静的摩擦係数を示し、この潤滑剤は、焼結中の低い温度(<500℃)で燃焼する。第一粒子グループは、114μmが平均粒子容積で、111μmから118μmの一様なサイズ分布を有する。第二粒子グループもまた、23μmが平均粒子容積で、20μmから26μmの一様なサイズ分布を有する。最初のこの2粒子グループにおける高い真球度及び低い摩擦係数を考慮すると、これらのグループは、摩擦の無い球体であると見積もることができる。コバルト粒子は、丸みを帯びたやや非球面粒子であり、0.84の真球度及び0.37の静摩擦係数を有する。それらの容積は、0.25μm3の算術標準偏差(約0.78μmの有効直径標準偏差)を伴う平均径が約0.4μm3(0.9μmの有効直径)のほぼlog正規分布である。このコバルト粒子は、31%の非圧縮空隙率を示す。図6に解説した方法を使用してこの3グループをサブセットに分割し、2つのサブセット{1,2}1及び{3}2を生み出し、第三グループは2つのより大きなグループによって残された空間にはまると仮定されるのに十分小さい。
これは、当該GCDEPを使用した高密度顆粒状複合材料の生産の一例である。各々約89.5%のチタン、6%のアルミニウム、4%のバナジウム、0.3%の鉄及び0.2%の酸素、及び微量成分から成る、Ti6-4粒子の4グループを、レーザー融解付加製造プロセスに対応した粉体形成のために混合する。第一粒子グループは、0.97の平均真球度、0.25の静摩擦係数を示し、及び302μm3の平均粒子容積(8.3μmの有効直径)を伴う240μm3から380μm3(7.7μmから9.0μmの有効直径)の粒子容積によりほぼ一様に分布する。第二グループは、同様の平均真球度及び静摩擦係数を示し、及び4.8μm3の平均粒子容積を伴う、2.5μm3から7.1μm3の粒子容積(1.7μmから2.4μmの有効直径)においてほぼ一様に分布している。第三粒子グループは、0.91の平均真球度、0.37の静摩擦係数を示し、及び0.075μm3(525nmの有効直径)の平均粒子容積及び約0.015μm3の標準偏差を伴う容積確率密度関数においてlog正規分布している。第四粒子グループは、0.87の平均真球度、0.42の静摩擦係数を示し、及び0.000697μm3(110nmの有効直径)の平均粒子容積及び約0.000290μm3の標準偏差を伴う容積確率密度関数においてlog正規分布している。図6に解説の方法を使用してこの4グループをサブセットに分割し、2つのサブセット{1,2,3}1及び{3,4}2を生み出す。
これは、当該GCDEPを使用した高密度顆粒状複合材料の生産の一例である。高純度(>99.0%)のアルミナ粉(Al2O3)の7グループを混合し、高圧(200MPa)で圧縮し、及び顆粒アーマーとして使用するために、1550℃で固体焼結を行う。この粒子グループは、以下の特性を有する。
1.第一グループは、高さ12.2mm及び直径8.6mmの円柱形状(約0.87の真球度)から成り、容積が680から740mm3(710mm3の平均容積)でほぼ一様な分布を示す。それら粒子の摩擦係数は、0.34である。
2.第二グループは、容積が19.5mm3から22.0mm3(21.8mm3の平均容積、3.4mmの有効平均直径)でほぼ一様に分布する、角のある非球面粒子(0.72の真球度)から成る。それら粒子の摩擦係数は、0.74である。
3.第三グループは、容積が0.55mm3から0.9mm3(0.73mm3の平均容積、1.1mmの有効平均直径)でほぼ一様に分布する、角のある非球面粒子(0.75の真球度)から成る。それら粒子の摩擦係数は、0.59である。
4.第四グループは、0.0016mm3の平均容積及び0.0004mm3の標準偏差(145μmの有効平均直径)の容積で正規分布する、高真球粒子(0.98の真球度)から成る。それら粒子の摩擦係数は、0.17である。
5.第五グループは、容積が5100μm3から6050μm3(5580μm3の平均容積、22.0μmの有効平均直径)でほぼ一様に分布する、高真球粒子(0.97の真球度)から成る。それら粒子の摩擦係数は、0.21である。
6.第六グループは、5.2μm3(5.1μmの有効平均直径)の標準偏差を伴い、平均容積が69μm3でlog正規分布する、丸みを帯びた、やや非球面粒子(0.88の真球度)から成る。それら粒子の摩擦係数は、0.38である。
7.第7グループは、0.05μm3(0.8μmの有効平均直径)の標準偏差を伴い、平均容積が0.27μm3でlog正規分布する、やや丸みを帯びた、非球面粒子(0.84の真球度)から成る。それら粒子の摩擦係数は、0.47である。
以下の値が、計算される。
1.V0=1、φ1=0.386、φ2=0.215、φ3=0.227
2.V00=0.425、V01=-0.0261。サブセット組み合わせ技術のステップ3b)に従い、φ1は、0.369に及びφ2は、0.206に減らし、V01=0を得る。値φ4=0.114。
3.V000=0.195、V001=0.0026、V010=0。値φ5=0.0436
4.V0000=0.080、V0001=0.00070、V0100=0、V0101=0、V0010=0.0026。値φ6=0.0480
5.V00000=0.030、V00001=0.0080、V00010=.00070、V01000=0、V01001=0、V01010=0、V00100=0.00099、V00101=0.00026。値φ7=0.0125。
最大粒子グループから最小粒子グループにおける相対容積率が、37.26%:20.75%:22.90%:11.54%:4.40%:1.88%:1.26%である時、その圧縮粉体の最終空隙率が、0.90%であることが見出される。0.90%の空隙率を達成するには、圧縮前に、静電気の起きない環境における粉体の注意深い混合が必要である。


Claims (20)
- 25%未満の空隙率を有し、流動期間の前後で流動性を維持し、流動期間中に相分離しない不規則で流動性のある粉体を含む顆粒状複合材料であって、
前記顆粒状複合材料は少なくとも2つの粒子グループを含み、当該2つ又はそれ以上のグループが前記複合材料中の全ての粒子を構成し、
前記複合材料を表す通過曲線または同様のサイズ分布における最小の極小点において、前記複合材料中の少なくとも2つのグループが、各グループが相互に排他的な粒子容積の範囲を持ち、
前記2つのグループの間の前記最小の極小点における、前記通過曲線または同様のサイズ分布の値は、前記2つのグループの両極大点における前記通過曲線または同様のサイズ分布の値の75%以下であり、
前記2つのグループのうち大きいほうに関連する粒子の平均粒子容積は、前記2つのグループのうち小さいほうに関連する粒子の平均粒子容積の10,000倍未満であり、
平均して、大きいほうのグループの粒子は、同一グループの少なくとも1つの他の粒子と接触し、
小さいほうのグループ及び大きいほうのグループの両方からの複合粒子全体で複合構造の機械的安定性に寄与する構造を形成する、
顆粒状複合材料。 - 前記粉体が、焼結可能、融合性、又は融解性の粉体である、請求項1に記載の顆粒状複合材料。
- 前記粉体が、金属粒子、セラミック粒子、サーメット粒子、又は、炭化物粒子を含む、請求項1に記載の顆粒状複合材料。
- 前記粉体が、セラミック粒子と金属粒子との混合物、又は、セラミック粒子と金属粒子とポリマー粒子の混合物を含む、請求項1に記載の顆粒状複合材料。
- 前記粉体がチタン合金粒子を含み、前記複合材料が10%の空隙率を有する、請求項1に記載の顆粒状複合材料。
- 前記粉体が、第一グループ及び第二グループの粒子を含み、前記第一グループの粒子の平均粒子容積は、前記第二グループの粒子の平均粒子容積の2,000倍以下である、請求項1に記載の顆粒状複合材料。
- 前記粉体が、第一グループ及び第二グループの粒子を含み、前記第一グループの粒子の平均粒子容積は、前記第二グループの粒子の平均粒子容積の25~2,000倍大きい、請求項1に記載の顆粒状複合材料。
- 前記粉体が、10ミクロン粒子を含む第一グループと、2ミクロン粒子を含む第二グループと、200ナノメートル粒子を含む第三グループと、40ナノメートル粒子を含む第四グループとが、それぞれ62.8%:16.2%:16.7%:4.3%の混合物を含み、
前記顆粒状複合材料の粉体の空隙率が4.4%である、請求項1に記載の顆粒状複合材料。 - 前記複合材料が、厚さ1,000ミクロン未満の層を有し、前記層が第二層上に配置され、前記第二層が厚さ1,000ミクロン未満の顆粒状複合材料の層であり、当該顆粒状複合材料の粉体の空隙率が25%未満である、請求項1に記載の顆粒状複合材料。
- 両方の層が50ミクロンの厚さである、請求項9に記載の顆粒状複合材料。
- 流動時に相分離せず、25%未満の空隙率を有する、流動性のある懸濁液を含む顆粒状複合材料であって、
前記顆粒状複合材料は少なくとも2つの粒子グループを含み、当該2つ又はそれ以上のグループが前記複合材料中の全ての粒子を構成し、
前記複合材料を表す通過曲線または同様のサイズ分布における最小の極小点において、前記複合材料中の少なくとも2つのグループが、各グループが相互に排他的な粒子容積の範囲を持ち、
前記2つのグループの間の前記最小の極小点における、前記通過曲線または同様のサイズ分布の値は、前記2つのグループの両極大点における前記通過曲線または同様のサイズ分布の値の75%以下であり、
前記2つのグループのうち大きいほうに関連する粒子の平均粒子容積は、前記2つのグループのうち小さいほうに関連する粒子の平均粒子容積の10,000倍未満であり、
平均して、大きいほうのグループの粒子は、最近傍に同一グループの少なくとも1つの他の粒子を有し、
複合材料への小さい粒子のグループの混合により与えられた空間の容積を充填し、大きい粒子のみの構成よりも当該混合による空間占有率が増加する、
顆粒状複合材料。 - 前記懸濁液中の粒子が、焼結可能、融合性、又は融解性の粉体である、請求項11に記載の顆粒状複合材料。
- 前記懸濁液が、金属粒子、セラミック粒子、サーメット粒子、又は、炭化物粒子を含む、請求項11に記載の顆粒状複合材料。
- 前記懸濁液が、セラミック粒子と金属粒子との混合物、又は、セラミック粒子と金属粒子とポリマー粒子の混合物を含む、請求項11に記載の顆粒状複合材料。
- 前記懸濁液が、チタン合金粒子を含み、前記複合材料が10%の空隙率を有する、請求項11に記載の顆粒状複合材料。
- 前記懸濁液が、第一グループ及び第二グループの粒子を含み、前記第一グループの粒子の平均粒子容積は、前記第二グループの粒子の平均粒子容積の2,000倍以下である、請求項11に記載の顆粒状複合材料。
- 前記懸濁液が、第一グループ及び第二グループの粒子を含み、前記第一グループの粒子の平均粒子容積は、前記第二グループの粒子の平均粒子容積の25~2,000倍大きい、請求項11に記載の顆粒状複合材料。
- 前記懸濁液が、10ミクロン粒子を含む第一グループと、2ミクロン粒子を含む第二グループと、200ナノメートル粒子を含む第三グループと、40ナノメートル粒子を含む第四グループとが、それぞれ62.8%:16.2%:16.7%:4.3%の混合物を含み、
前記顆粒状複合材料の粉体の空隙率が4.4%である、請求項11に記載の顆粒状複合材料。 - 前記複合材料が、厚さ1,000ミクロン未満の層を有し、前記層が第二層上に配置され、前記第二層が厚さ1,000ミクロン未満の顆粒状複合材料の層であり、当該顆粒状複合材料の懸濁液の空隙率が25%未満である、請求項11に記載の顆粒状複合材料。
- 両方の層が50ミクロンの厚さである、請求項19に記載の顆粒状複合材料。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021092969A JP2021130879A (ja) | 2013-08-20 | 2021-06-02 | 顆粒状複合材料の層 |
Applications Claiming Priority (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201361867788P | 2013-08-20 | 2013-08-20 | |
| US61/867,788 | 2013-08-20 | ||
| US201461933007P | 2014-01-29 | 2014-01-29 | |
| US61/933,007 | 2014-01-29 | ||
| US201462014922P | 2014-06-20 | 2014-06-20 | |
| US62/014,922 | 2014-06-20 | ||
| PCT/US2014/051468 WO2015073081A1 (en) | 2013-08-20 | 2014-08-18 | Density enhancement methods and compositions |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021092969A Division JP2021130879A (ja) | 2013-08-20 | 2021-06-02 | 顆粒状複合材料の層 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2016535169A JP2016535169A (ja) | 2016-11-10 |
| JP2016535169A5 JP2016535169A5 (ja) | 2017-09-21 |
| JP7010590B2 true JP7010590B2 (ja) | 2022-01-26 |
Family
ID=53057839
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016536350A Active JP7010590B2 (ja) | 2013-08-20 | 2014-08-18 | 顆粒状複合材料 |
| JP2021092969A Pending JP2021130879A (ja) | 2013-08-20 | 2021-06-02 | 顆粒状複合材料の層 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021092969A Pending JP2021130879A (ja) | 2013-08-20 | 2021-06-02 | 顆粒状複合材料の層 |
Country Status (10)
| Country | Link |
|---|---|
| US (4) | US10207327B2 (ja) |
| EP (2) | EP3036191A4 (ja) |
| JP (2) | JP7010590B2 (ja) |
| KR (1) | KR102215240B1 (ja) |
| AU (2) | AU2014349205A1 (ja) |
| BR (1) | BR112016003414A8 (ja) |
| CA (2) | CA2920344C (ja) |
| MX (2) | MX2016002172A (ja) |
| WO (1) | WO2015073081A1 (ja) |
| ZA (1) | ZA201601250B (ja) |
Families Citing this family (51)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU2014349205A1 (en) * | 2013-08-20 | 2016-02-25 | Adam Bayne Hopkins | Density enhancement methods and compositions |
| US9505057B2 (en) * | 2013-09-06 | 2016-11-29 | Arcam Ab | Powder distribution in additive manufacturing of three-dimensional articles |
| GB201320888D0 (en) * | 2013-11-27 | 2014-01-08 | Linde Aktiengesellshcaft | Additive manufacturing of titanium article |
| DE102014212176A1 (de) * | 2014-06-25 | 2015-12-31 | Siemens Aktiengesellschaft | Pulverbettbasiertes additives Fertigungsverfahren und Anlage zur Durchführung dieses Verfahrens |
| US10144065B2 (en) | 2015-01-07 | 2018-12-04 | Kennametal Inc. | Methods of making sintered articles |
| KR101799558B1 (ko) * | 2015-08-12 | 2017-11-20 | 인하대학교 산학협력단 | 파쇄된 불규칙 형상의 비정질 유리를 기반으로 한 3d 프린팅용 성형소재와 3d 프린팅용 성형방법 및 성형체 |
| JP6656911B2 (ja) * | 2015-12-22 | 2020-03-04 | 株式会社フジミインコーポレーテッド | 粉末積層造形に用いるための造形用材料 |
| JP6764228B2 (ja) * | 2015-12-22 | 2020-09-30 | 株式会社フジミインコーポレーテッド | 粉末積層造形に用いるための造形用材料 |
| US10844475B2 (en) * | 2015-12-28 | 2020-11-24 | Jx Nippon Mining & Metals Corporation | Method for manufacturing sputtering target |
| WO2017150340A1 (ja) * | 2016-03-01 | 2017-09-08 | 日立金属株式会社 | 複合粒子、複合粉末、複合粒子の製造方法、および複合部材の製造方法 |
| JP6861728B2 (ja) | 2016-04-15 | 2021-04-21 | サンドビック インテレクチュアル プロパティー アクティエボラーグ | サーメット又は超硬合金の三次元印刷 |
| EP3235867A1 (de) | 2016-04-20 | 2017-10-25 | Evonik Röhm GmbH | Perlpolymerisat aus hartphase mit domänen einer weichphase |
| DE102016107630A1 (de) * | 2016-04-25 | 2017-10-26 | Schott Ag | Verfahren zur Herstellung eines Formkörpers aus Glaskeramik mit komplexer Geometrie sowie solcherart hergestellter Formkörper |
| US20170336337A1 (en) * | 2016-05-18 | 2017-11-23 | Tty-Säätiö | Method and apparatus for monitoring a heterogeneous mixture |
| CN106001571B (zh) * | 2016-07-07 | 2017-03-22 | 四川天塬增材制造材料有限公司 | 一种金属零件激光选区合金化增材制造方法 |
| KR102340960B1 (ko) * | 2016-09-28 | 2021-12-17 | 에보닉 오퍼레이션스 게엠베하 | 바인더 젯팅 방법을 사용하는 3d 프린팅에서의 다공성 비드 중합체의 용도 및 제조 |
| JP2018066049A (ja) * | 2016-10-20 | 2018-04-26 | 株式会社リコー | 立体造形用粉末材料、立体造形材料セット、立体造形物製造装置、及び立体造形物の製造方法 |
| WO2018089341A1 (en) * | 2016-11-08 | 2018-05-17 | Purdue Research Foundation | Methods and apparatus for 3d printing of highly viscous materials |
| US10702919B2 (en) | 2016-12-28 | 2020-07-07 | Mitsubishi Electric Corporation | Method for manufacturing alloy molded product |
| JP6825374B2 (ja) * | 2017-01-12 | 2021-02-03 | Tdk株式会社 | 軟磁性材料、コア及びインダクタ |
| JP2018123381A (ja) * | 2017-02-01 | 2018-08-09 | 三菱重工業株式会社 | 2粒径混合粉 |
| US11065863B2 (en) | 2017-02-20 | 2021-07-20 | Kennametal Inc. | Cemented carbide powders for additive manufacturing |
| JP6961972B2 (ja) * | 2017-03-24 | 2021-11-05 | 富士フイルムビジネスイノベーション株式会社 | 立体形状成形装置、情報処理装置及びプログラム |
| US11157907B1 (en) * | 2017-04-26 | 2021-10-26 | Wells Fargo Bank, N.A. | Transaction validation and fraud mitigation |
| US11673330B2 (en) | 2017-04-28 | 2023-06-13 | Hewlett-Packard Development Company, L.P. | Metallic build material granules |
| CN107391790B (zh) * | 2017-06-12 | 2020-08-25 | 深圳大学 | 绿色自密实混凝土及其制备方法 |
| AU2018283171A1 (en) | 2017-06-15 | 2020-01-16 | Uniformity Labs, Inc. | Multilayer parameter-varying fusing and deposition strategies for additive manufacturing |
| JP6509290B2 (ja) | 2017-09-08 | 2019-05-08 | 三菱日立パワーシステムズ株式会社 | コバルト基合金積層造形体、コバルト基合金製造物、およびそれらの製造方法 |
| JP7022595B2 (ja) * | 2018-01-17 | 2022-02-18 | スタンレー電気株式会社 | 電子デバイス、およびその製造方法 |
| JP6958434B2 (ja) * | 2018-03-06 | 2021-11-02 | 三菱マテリアル株式会社 | 金属粒子凝集体及びその製造方法並びにペースト状金属粒子凝集体組成物及びこれを用いた接合体の製造方法 |
| US11167375B2 (en) | 2018-08-10 | 2021-11-09 | The Research Foundation For The State University Of New York | Additive manufacturing processes and additively manufactured products |
| US11453618B2 (en) * | 2018-11-06 | 2022-09-27 | Utility Global, Inc. | Ceramic sintering |
| JP7201401B2 (ja) * | 2018-11-12 | 2023-01-10 | 株式会社フジミインコーポレーテッド | 粉末積層造形に用いるための粉末材料、これを用いた粉末積層造形法および造形物 |
| US11499208B2 (en) | 2019-03-07 | 2022-11-15 | Mitsubishi Heavy Industries, Ltd. | Cobalt based alloy product |
| EP3936632A4 (en) | 2019-03-07 | 2022-11-02 | Mitsubishi Heavy Industries, Ltd. | COBALT BASED ALLOY PRODUCT AND COBALT BASED ALLOY ARTICLE |
| KR102422684B1 (ko) | 2019-03-07 | 2022-07-20 | 미츠비시 파워 가부시키가이샤 | 코발트기 합금 제조물, 해당 제조물의 제조 방법, 및 코발트기 합금 물품 |
| CN111918975B (zh) | 2019-03-07 | 2022-05-17 | 三菱重工业株式会社 | 热交换器 |
| US11613795B2 (en) | 2019-03-07 | 2023-03-28 | Mitsubishi Heavy Industries, Ltd. | Cobalt based alloy product and method for manufacturing same |
| WO2020179082A1 (ja) | 2019-03-07 | 2020-09-10 | 三菱日立パワーシステムズ株式会社 | コバルト基合金粉末、コバルト基合金焼結体およびコバルト基合金焼結体の製造方法 |
| US20210008615A1 (en) * | 2019-07-10 | 2021-01-14 | Lawrence Livermore National Security, Llc | Tailored particles for power-based additive manufacturing |
| JP7278909B2 (ja) * | 2019-09-03 | 2023-05-22 | 東洋アルミニウム株式会社 | 積層造形用金属粉末 |
| JP6756994B1 (ja) * | 2019-09-24 | 2020-09-16 | 冨士ダイス株式会社 | 積層造形用粉末、積層造形物の製造方法及び積層造形物焼結体の製造方法 |
| DE102019125810A1 (de) * | 2019-09-25 | 2021-03-25 | Bayerische Motoren Werke Aktiengesellschaft | Baumaterial für ein Verfahren, insbesondere ein additives Herstellungsverfahren oder ein Fügeverfahren |
| CN110846568A (zh) * | 2019-10-16 | 2020-02-28 | 邯郸钢铁集团有限责任公司 | 一种400MPa级直条钢筋及其生产方法 |
| CN111333474A (zh) * | 2020-03-13 | 2020-06-26 | 北京星际荣耀空间科技有限公司 | 一种固体推进剂及其卧式增材制造方法 |
| WO2022093276A1 (en) * | 2020-10-30 | 2022-05-05 | Hewlett-Packard Development Company, L.P. | Flexibility of features of an object to be additively manufactured |
| CN112958784A (zh) * | 2021-02-01 | 2021-06-15 | 中国科学院金属研究所 | 一种颗粒增强钛基复合材料中增强相均匀分布及生长方向主动控制方法 |
| WO2023064985A1 (en) * | 2021-10-18 | 2023-04-27 | The University Of Queensland | A composition for additive manufacturing |
| EP4268996A1 (en) | 2022-04-29 | 2023-11-01 | EOS GmbH Electro Optical Systems | Powder mixtures for additive manufacture having an increased density |
| CN114951996B (zh) * | 2022-05-27 | 2024-03-22 | 长沙理工大学 | 一种激光能量时空协同调制的激光深熔焊接方法与系统 |
| CN115216666B (zh) * | 2022-06-21 | 2023-01-03 | 南京工业大学 | 高强高韧叠层钛合金复合材料、制备方法以及使用其的飞机起落架 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005023416A (ja) | 2003-07-04 | 2005-01-27 | Hitachi Powdered Metals Co Ltd | 金属−セラミックス焼結積層体の製造方法 |
| JP2005533177A (ja) | 2002-07-12 | 2005-11-04 | エクス ワン コーポレーション | 混合粉末の固体−超固相液相焼結法 |
| JP2011241450A (ja) | 2010-05-19 | 2011-12-01 | Keijiro Yamamoto | 積層造形方法及び積層造形装置 |
Family Cites Families (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5427811B2 (ja) * | 1973-02-07 | 1979-09-12 | ||
| US4073999A (en) * | 1975-05-09 | 1978-02-14 | Minnesota Mining And Manufacturing Company | Porous ceramic or metallic coatings and articles |
| US5431967A (en) | 1989-09-05 | 1995-07-11 | Board Of Regents, The University Of Texas System | Selective laser sintering using nanocomposite materials |
| US5990268A (en) * | 1992-11-23 | 1999-11-23 | Dtm Corporation | Sinterable semi-crystalline powder and near-fully dense article formed therewith |
| DE69604043T2 (de) * | 1995-11-09 | 2000-04-13 | Toyota Motor Co Ltd | Verfahren zur Herstellung einer Form aus Schichten und damit hergestelltes Gussstück |
| JP3402106B2 (ja) * | 1996-01-31 | 2003-04-28 | 株式会社デンソー | 酸素濃度検出素子およびその製造方法 |
| US5817206A (en) * | 1996-02-07 | 1998-10-06 | Dtm Corporation | Selective laser sintering of polymer powder of controlled particle size distribution |
| US6967183B2 (en) * | 1998-08-27 | 2005-11-22 | Cabot Corporation | Electrocatalyst powders, methods for producing powders and devices fabricated from same |
| US6171690B1 (en) * | 1998-08-28 | 2001-01-09 | Ncr Corporation | Thermal transfer media with a mixture of non-melting solid particles of distinct sizes |
| US20010001640A1 (en) * | 1999-03-16 | 2001-05-24 | Steven A. Miller Et Al | Method of making a closed porosity surface coating on a low density preform |
| KR100881306B1 (ko) | 2001-09-28 | 2009-02-03 | 미쓰비시 마테리알 가부시키가이샤 | 은점토용 은분말 및 이 은분말을 함유하는 은점토 |
| US20060147332A1 (en) * | 2004-12-30 | 2006-07-06 | Howmedica Osteonics Corp. | Laser-produced porous structure |
| US7537664B2 (en) * | 2002-11-08 | 2009-05-26 | Howmedica Osteonics Corp. | Laser-produced porous surface |
| US8642455B2 (en) * | 2004-02-19 | 2014-02-04 | Matthew R. Robinson | High-throughput printing of semiconductor precursor layer from nanoflake particles |
| US8329501B1 (en) * | 2004-02-19 | 2012-12-11 | Nanosolar, Inc. | High-throughput printing of semiconductor precursor layer from inter-metallic microflake particles |
| TWI262110B (en) | 2005-03-04 | 2006-09-21 | Foxconn Tech Co Ltd | Method of making porous structure |
| US7731776B2 (en) * | 2005-12-02 | 2010-06-08 | Exxonmobil Research And Engineering Company | Bimodal and multimodal dense boride cermets with superior erosion performance |
| US20090307987A1 (en) * | 2006-07-28 | 2009-12-17 | Geoffrey John Davies | Abrasive compacts |
| DE602006014830D1 (de) | 2006-09-14 | 2010-07-22 | Ibiden Co Ltd | Verfahren zur Herstellung eines Wabenkörpers und Zusammensetzung für Sinterwabenkörper |
| EP2176191B1 (en) * | 2007-07-23 | 2013-01-16 | Element Six Abrasives S.A. | Method for producing an abrasive compact |
| US7799128B2 (en) * | 2008-10-10 | 2010-09-21 | Roman Cement, Llc | High early strength pozzolan cement blends |
| FR2959505B1 (fr) * | 2010-04-28 | 2012-11-16 | Saint Gobain Ct Recherches | Grains de mullite revetus. |
| DE102011053740A1 (de) * | 2011-09-19 | 2013-03-21 | Gühring Ohg | Verfahren zur Herstellung eines Hartstoff-Körpers, zugehöriges sintermetallurgisches Pulver und daraus herstellbarer Hartstoff-Rohling und Hartstoffkörper |
| FR2998496B1 (fr) * | 2012-11-27 | 2021-01-29 | Association Pour La Rech Et Le Developpement De Methodes Et Processus Industriels Armines | Procede de fabrication additive d'une piece par fusion selective ou frittage selectif de lits de poudre a compacite optimisee par faisceau de haute energie |
| WO2014179355A1 (en) * | 2013-04-29 | 2014-11-06 | Madico, Inc. | Nanoporous composite separators with increased thermal conductivity |
| EP3024610B1 (de) * | 2013-07-24 | 2018-11-21 | Emil Müller GmbH | Salzkerne und generative fertigungsverfahren zur herstellung von salzkernen |
| AU2014349205A1 (en) * | 2013-08-20 | 2016-02-25 | Adam Bayne Hopkins | Density enhancement methods and compositions |
| GB201315036D0 (en) | 2013-08-22 | 2013-10-02 | Renishaw Plc | Apparatus and method for building objects by selective solidification of powder material |
| US9505057B2 (en) * | 2013-09-06 | 2016-11-29 | Arcam Ab | Powder distribution in additive manufacturing of three-dimensional articles |
| EP3094669B1 (en) * | 2014-01-16 | 2022-11-23 | Hewlett-Packard Development Company, L.P. | Polymeric powder composition for three-dimensional (3d) printing |
-
2014
- 2014-08-18 AU AU2014349205A patent/AU2014349205A1/en not_active Abandoned
- 2014-08-18 EP EP14861670.9A patent/EP3036191A4/en active Pending
- 2014-08-18 KR KR1020167006973A patent/KR102215240B1/ko active IP Right Grant
- 2014-08-18 EP EP16179428.4A patent/EP3117935A1/en active Pending
- 2014-08-18 US US14/912,661 patent/US10207327B2/en active Active
- 2014-08-18 JP JP2016536350A patent/JP7010590B2/ja active Active
- 2014-08-18 CA CA2920344A patent/CA2920344C/en active Active
- 2014-08-18 WO PCT/US2014/051468 patent/WO2015073081A1/en active Application Filing
- 2014-08-18 CA CA3172723A patent/CA3172723A1/en active Pending
- 2014-08-18 MX MX2016002172A patent/MX2016002172A/es active IP Right Grant
- 2014-08-18 BR BR112016003414A patent/BR112016003414A8/pt not_active Application Discontinuation
-
2016
- 2016-02-18 MX MX2020006880A patent/MX2020006880A/es unknown
- 2016-02-24 ZA ZA2016/01250A patent/ZA201601250B/en unknown
- 2016-03-15 US US15/071,004 patent/US11396044B2/en active Active
-
2018
- 2018-06-22 AU AU2018204556A patent/AU2018204556B2/en active Active
- 2018-12-28 US US16/235,654 patent/US10864577B2/en active Active
-
2021
- 2021-06-02 JP JP2021092969A patent/JP2021130879A/ja active Pending
-
2022
- 2022-06-22 US US17/846,300 patent/US20220395898A1/en active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005533177A (ja) | 2002-07-12 | 2005-11-04 | エクス ワン コーポレーション | 混合粉末の固体−超固相液相焼結法 |
| JP2005023416A (ja) | 2003-07-04 | 2005-01-27 | Hitachi Powdered Metals Co Ltd | 金属−セラミックス焼結積層体の製造方法 |
| JP2011241450A (ja) | 2010-05-19 | 2011-12-01 | Keijiro Yamamoto | 積層造形方法及び積層造形装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| US11396044B2 (en) | 2022-07-26 |
| JP2016535169A (ja) | 2016-11-10 |
| CA2920344A1 (en) | 2015-05-21 |
| US20160200045A1 (en) | 2016-07-14 |
| JP2021130879A (ja) | 2021-09-09 |
| BR112016003414A8 (pt) | 2020-02-11 |
| AU2018204556B2 (en) | 2020-02-06 |
| US20190308244A1 (en) | 2019-10-10 |
| KR20160044014A (ko) | 2016-04-22 |
| CA2920344C (en) | 2022-12-06 |
| US10864577B2 (en) | 2020-12-15 |
| WO2015073081A1 (en) | 2015-05-21 |
| CA3172723A1 (en) | 2015-05-21 |
| US20160368057A1 (en) | 2016-12-22 |
| KR102215240B1 (ko) | 2021-02-15 |
| EP3117935A1 (en) | 2017-01-18 |
| ZA201601250B (en) | 2017-05-31 |
| EP3036191A1 (en) | 2016-06-29 |
| US20220395898A1 (en) | 2022-12-15 |
| MX2016002172A (es) | 2017-01-05 |
| US10207327B2 (en) | 2019-02-19 |
| MX2020006880A (es) | 2020-08-24 |
| EP3036191A4 (en) | 2017-01-18 |
| AU2018204556A1 (en) | 2018-07-12 |
| AU2014349205A1 (en) | 2016-02-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7010590B2 (ja) | 顆粒状複合材料 | |
| Balbaa et al. | Role of powder particle size on laser powder bed fusion processability of AlSi10mg alloy | |
| Averardi et al. | Effect of particle size distribution on the packing of powder beds: A critical discussion relevant to additive manufacturing | |
| Tan et al. | An overview of powder granulometry on feedstock and part performance in the selective laser melting process | |
| Delannay et al. | Assessment of solid state and liquid phase sintering models by comparison of isothermal densification kinetics in W and W-Cu systems | |
| Biesheuvel et al. | Calculation of the composition profile of a functionally graded material produced by centrifugal casting | |
| Bierwisch | Numerical simulations of granular flow and filling | |
| Han et al. | The study on flow properties of nonconvex particles down a rough inclined plane | |
| Bonnas et al. | Fabrication of particle and composition gradients by systematic interaction of sedimentation and electrical field in electrophoretic deposition | |
| Jhabvala | Study of the consolidation process under macro-and microscopic thermal effects in selective laser sintering and selective laser melting | |
| Delie et al. | Effect of inclusion morphology on the densification of powder composites | |
| Kumar et al. | Air and ion deposition processes | |
| Baloyo | Porous metals with novel structures for optimum heat exchange performance | |
| Kohring | Computer simulations of sintering via granular dynamics | |
| Braun et al. | Comparison of static and dynamic powder compaction: Experiment and simulation | |
| Bient et al. | Modeling of distortion after densification during liquid-phase sintering | |
| Nziu et al. | Characterization of titanium powder flow: A review on current status on flowability | |
| Yunn et al. | Micro Powder Injection Molding (µPIM) | |
| Sokolov et al. | Towards new production technologies: 3D printing of scintillators | |
| German et al. | Background Definitions | |
| Bolintineanu et al. | Powder spreading simulations and powder bed characterization for metal additive manufacturing. | |
| Missiaen et al. | Modeling the capillary pressure for the migration of the liquid phase in granular solid–liquid–vapor systems: application to the control of the composition profile in W-Cu FGM materials | |
| Sajithkumar | Metal Powder Benchmarking | |
| Lechman et al. | Investigating Flowability of AM Powders via DEM. | |
| Tian | The Effect of Microstructure on Mechanical Properties of Powder-Based Materials for 3-D printing |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A529 | Written submission of copy of amendment under article 34 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A529 Effective date: 20160414 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170809 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170809 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180816 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180821 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20181119 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190108 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20190625 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191024 |
|
| C60 | Trial request (containing other claim documents, opposition documents) |
Free format text: JAPANESE INTERMEDIATE CODE: C60 Effective date: 20191024 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20191106 |
|
| C21 | Notice of transfer of a case for reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C21 Effective date: 20191112 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20200131 |
|
| C211 | Notice of termination of reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C211 Effective date: 20200204 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20200811 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20210202 |
|
| C13 | Notice of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: C13 Effective date: 20210302 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20210413 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210602 |
|
| C13 | Notice of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: C13 Effective date: 20210907 |
|
| C302 | Record of communication |
Free format text: JAPANESE INTERMEDIATE CODE: C302 Effective date: 20210921 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20211004 |
|
| C23 | Notice of termination of proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C23 Effective date: 20211109 |
|
| C03 | Trial/appeal decision taken |
Free format text: JAPANESE INTERMEDIATE CODE: C03 Effective date: 20211214 |
|
| C30A | Notification sent |
Free format text: JAPANESE INTERMEDIATE CODE: C3012 Effective date: 20211214 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220113 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7010590 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |