JP7005896B2 - ガスフロースパッタリング装置及びスパッタリングターゲット原料の製造方法 - Google Patents
ガスフロースパッタリング装置及びスパッタリングターゲット原料の製造方法 Download PDFInfo
- Publication number
- JP7005896B2 JP7005896B2 JP2016256657A JP2016256657A JP7005896B2 JP 7005896 B2 JP7005896 B2 JP 7005896B2 JP 2016256657 A JP2016256657 A JP 2016256657A JP 2016256657 A JP2016256657 A JP 2016256657A JP 7005896 B2 JP7005896 B2 JP 7005896B2
- Authority
- JP
- Japan
- Prior art keywords
- flat plate
- sputtering
- target
- gas flow
- targets
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images










Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/34—Sputtering
-
- G—PHYSICS
- G11—INFORMATION STORAGE
- G11B—INFORMATION STORAGE BASED ON RELATIVE MOVEMENT BETWEEN RECORD CARRIER AND TRANSDUCER
- G11B5/00—Recording by magnetisation or demagnetisation of a record carrier; Reproducing by magnetic means; Record carriers therefor
- G11B5/84—Processes or apparatus specially adapted for manufacturing record carriers
- G11B5/851—Coating a support with a magnetic layer by sputtering
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physical Vapour Deposition (AREA)
- Manufacturing Of Magnetic Record Carriers (AREA)
Description
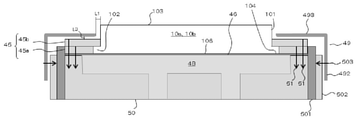
内部を真空にすることが可能なスパッタリングチャンバーと、前記チャンバー内に間隔を置いて互いのスパッタ面が対向するように配置された一対の平板ターゲットと、各平板ターゲットを冷却するための一対の冷却装置と、各平板ターゲットを冷却装置に固定するための導電性固定部材と、前記一対の平板ターゲットの間にスパッタガスを供給するための一つ又は二つ以上のガス吐出口と、一対の平板ターゲット間の空間部を挟んでガス吐出口とは反対側に、ガス吐出口に向き合うように配置されたスパッタ粒子を堆積させる部材とを備えたガスフロースパッタリング装置であって、
前記一対の平板ターゲットはそれぞれの側面から延出した取付部位を有しており、前記取付部位が前記固定部材と前記冷却装置によって挟まれた位置関係で前記一対の平板ターゲットがそれぞれ冷却装置に固定されており、
前記固定部材は前記一対の平板ターゲットとは接触しない絶縁性シールド部材によって被覆されている、
ガスフロースパッタリング装置である。
(試験例1)
図1、図2-1に示す構成(但し、スパッタリングターゲットの取付構造は図3に示す構造を採用。)の平板ターゲット対向型ガスフロースパッタリング装置を用い、図3、図8に示す構成でスパッタリングターゲットを取り付けて下記の条件でスパッタ膜を成膜した。一対の平板ターゲットの間隔調整機構としては、ボールねじ直動機構を採用した。スパッタリングターゲットは焼結法により作製したインゴットを所定の形状まで機械加工することにより準備した。
また、スパッタガス吐出ユニットを、図9に示すように、多数のガス吐出口を空間部12の入口となるスリットの長さ全体にわたって一列に配置した。スパッタガス吐出ユニットが有する吐出口の数は20個とした。
また、第一固定部品の形状は矩形状枠体であり、第一固定部品の材質はステンレスとした。第二固定部品の形状は矩形状枠体であり、第二固定部品の材質はステンレスとした。
・電源:DC電源
・電力密度: 44W/cm2
・スパッタガス圧力: 85Pa
・スパッタガス流量(各吐出口からの流量の総和):Ar:21.8sccm/cm2
・合計スパッタ時間: 250hr
・ターゲット形状:矩形平板状
・ターゲット寸法:85mm(X方向)×135mm(Y方向)×20mmt
・ターゲット合計投影面積:230cm2
・ターゲット材質:Cu
・ターゲット相対密度:99%
・スパッタ開始前における一対の平板ターゲット間の間隔S1:30mm
・平板ターゲットと成膜対象基板の距離D:80mm
・成膜対象基板の材質:ステンレス
・成膜対象基板の寸法:200mm×200mm×3mmt
・成膜対象基板温度: 40℃
・絶縁性シールド部材の材質:アルミナ(絶縁破壊電圧:50kV)
・平板ターゲットと絶縁性シールド部材の間隔L1:0.5mm
・絶縁性シールド部材の上面板の下面と導電性固定部材の上面との距離L3:0.1mm以下
・ターゲットの冷却:冷却水使用
・固定部品及び絶縁性シールド部材の冷却装置への固定方法:ボルト締結
・冷却装置用の絶縁性シールド部材:アルミナ(絶縁破壊電圧:50kV)
試験例1で求めた放電時間及び積算電力と、ターゲット厚みの平均減少量との関係に基づき、スパッタ中に、一対の平板ターゲットの平均間隔の変化幅が5mm以下となるように間隔調整機構による間隔調整を手動で行った他は、試験例1と同一条件でスパッタ膜を成膜した。その結果、試験中、異常放電が発生することなく、合計250時間のスパッタ時間を経過することができた。この試験のスパッタレートは0.069g/h/cm2であった。スパッタ試験後のターゲットの減少重量に対する、成膜対象基板の増加重量の割合は26%であった。スパッタ試験後のターゲットの減少重量に対する、絶縁性シールド部材の増加重量の割合は46%であった。
スパッタ中に、定期的(10時間毎)にチャンバーを開けて一対の平板ターゲットの重量を測定することで平均間隔の変化幅を計算し、その変化幅が5mm以下となるように間隔調整機構による間隔調整を手動で行った他は、試験例1と同一条件でスパッタ膜を成膜した。その結果、試験中、異常放電が発生することなく、合計250時間のスパッタ時間を経過することができた。この試験のスパッタレートは0.067g/h/cm2であった。スパッタ試験後のターゲットの減少重量に対する、成膜対象基板の増加重量の割合は25%であった。スパッタ試験後のターゲットの減少重量に対する、絶縁性シールド部材の増加重量の割合は48%であった。
(試験例4)
絶縁性シールド部材を取り外してスパッタ試験を行った他は試験例1と同様のスパッタ条件として、スパッタ膜を成膜した。この場合、ターゲット固定部品と他のアノード電位の部材との間で異常放電が発生して安定した成膜ができず、開始直後に成膜を中止した。スパッタリングチャンバー内を確認したところ、ターゲットと固定部材の表面に異常放電痕が残っていた。
平板ターゲットと絶縁性シールド部材の間隔L1を0として両者を接触させた他は、試験例1と同様のスパッタ条件として、スパッタ膜を成膜した。この場合、ターゲットと絶縁性シールドの間で異常放電が頻発し、成膜を30分で中止した。この試験のスパッタレートは0.064g/h/cm2であった。スパッタ試験後のターゲットの減少重量に対する、成膜対象基板の増加重量の割合は31%であった。スパッタ試験後のターゲットの減少重量に対する、絶縁性シールド部材の増加重量の割合は44%であった。
平板ターゲットと絶縁性シールド部材の間隔L1を2.2mmとした他は、試験例1と同様のスパッタ条件として、スパッタ膜を成膜した。この場合、成膜当初は異常放電が少なく、安定した成膜ができていたが、3時間経過後に異常放電が頻発して放電を中止した。スパッタリングチャンバー内を確認したところ、固定部材もスパッタされてしまっていた。この試験のスパッタレートは0.062g/h/cm2であった。スパッタ試験後のターゲットの減少重量に対する、成膜対象基板の増加重量の割合は25%であった。スパッタ試験後のターゲットの減少重量に対する、絶縁性シールド部材の増加重量の割合は44%であった。
平板ターゲットと絶縁性シールド部材の間隔L1を0.1mmとした他は、試験例1と同様のスパッタ条件として、スパッタ膜を成膜した。この場合、成膜当初は異常放電が少なく、安定した成膜ができていたが、2時間経過後に異常放電が頻発して放電を中止した。スパッタリングチャンバー内を確認したところ、ターゲットと絶縁性シールドの間に異常放電痕が残っていた。この試験のスパッタレートは0.067g/h/cm2であった。スパッタ試験後のターゲットの減少重量に対する、成膜対象基板の増加重量の割合は30%であった。スパッタ試験後のターゲットの減少重量に対する、絶縁性シールド部材の増加重量の割合は51%であった。
平板ターゲットと絶縁性シールド部材の間隔L1を1.5mmとした他は、試験例1と同様のスパッタ条件として、スパッタ膜を成膜した。この場合、異常放電が少なく、安定した成膜ができており、5時間経過後に予定通り成膜を終了した。しかし、スパッタリングチャンバー内を確認したところ、固定部材もスパッタされてしまっていた。この試験のスパッタレートは0.069g/h/cm2であった。スパッタ試験後のターゲットの減少重量に対する、成膜対象基板の増加重量の割合は26%であった。スパッタ試験後のターゲットの減少重量に対する、絶縁性シールド部材の増加重量の割合は46%であった。
ガスフロースパッタ条件を以下のように変更した他は、試験例1と同様のスパッタ条件として、スパッタ膜を成膜した。
・電力密度: 22W/cm2
・スパッタガス圧力: 70Pa
・スパッタガス流量(各吐出口からの流量の総和):Ar:32.7sccm/cm2
・ターゲット材質:Cu-TiO2-SiO2
・ターゲット相対密度:95%
・平板ターゲットと絶縁性シールド部材の間隔L1:0.4mm
・スパッタ開始前における一対の平板ターゲット間の間隔S1:20mm
この場合、異常放電が少なく、安定した成膜ができており、5時間経過後に予定通り成膜を終了した。スパッタリングチャンバー内を確認したところ、異常は見られなかった。この試験のスパッタレートは0.013g/h/cm2であった。スパッタ試験後のターゲットの減少重量に対する、成膜対象基板の増加重量の割合は28%であった。スパッタ試験後のターゲットの減少重量に対する、絶縁性シールド部材の増加重量の割合は48%であった。
ガスフロースパッタ条件を以下のように変更した他は、試験例1と同様のスパッタ条件として、スパッタ膜を成膜した。
<ガスフロースパッタ条件>
・電力密度: 28W/cm2
・スパッタガス圧力: 25Pa
・スパッタガス流量(各吐出口からの流量の総和):Ar:14.2sccm/cm2
・ターゲット材質:Cu-TiO2
・ターゲット相対密度:97%
・ターゲット寸法:143mm(X方向)×493mm(Y方向)×30mmt
・ターゲット合計投影面積:1410cm2
・平板ターゲットと絶縁性シールド部材の間隔L1:0.8mm
この場合、異常放電が少なく、安定した成膜ができており、5時間経過後に予定通り成膜を終了した。また、スパッタリングチャンバー内を確認したところ、異常は見られなかった。この試験のスパッタレートは0.011g/h/cm2であった。スパッタ試験後のターゲットの減少重量に対する、成膜対象基板の増加重量の割合は40%であった。スパッタ試験後のターゲットの減少重量に対する、絶縁性シールド部材の増加重量の割合は42%であった。
図1、図2-1に示す構成(但し、スパッタリングターゲットの取付構造は図4に示す構造を採用。)の平板ターゲット対向型ガスフロースパッタリング装置を用い、図4に示す構成でスパッタリングターゲットを取り付けて下記の条件でスパッタ膜を成膜した。ガスフロースパッタ条件を以下のように変更した他は、試験例1と同様の装置構成及びスパッタ条件として、スパッタ膜を成膜した。
<ガスフロースパッタ条件>
・平板ターゲットと絶縁性シールド部材の間隔L1:4.5mm
・絶縁性シールド部材の上面板の下面と導電性固定部材の上面との距離L3:4.6mm
この場合、異常放電が少なく、安定した成膜ができており、5時間経過後に予定通り成膜を終了した。しかし、スパッタリングチャンバー内を確認したところ、固定部材もスパッタされてしまっていた。この試験のスパッタレートは0.028g/h/cm2であった。スパッタ試験後のターゲットの減少重量に対する、成膜対象基板の増加重量の割合は48%であった。スパッタ試験後のターゲットの減少重量に対する、絶縁性シールド部材の増加重量の割合は37%であった。
図1、図2-1に示す構成(但し、スパッタリングターゲットの取付構造は図5に示す構造を採用。)の平板ターゲット対向型ガスフロースパッタリング装置を用い、図5に示す構成でスパッタリングターゲットを取り付けて下記の条件でスパッタ膜を成膜した。ガスフロースパッタ条件を以下のように変更した他は、試験例1と同様の装置構成及びスパッタ条件として、スパッタ膜を成膜した。
<ガスフロースパッタ条件>
・平板ターゲットと絶縁性シールド部材の間隔L1:0.6mm
・絶縁性シールド部材の上面板の下面と導電性固定部材の上面との距離L3:0.1mm
この場合、異常放電が少なく、安定した成膜ができており、5時間経過後に予定通り成膜を終了した。しかし、スパッタリングチャンバー内を確認したところ、固定部材もスパッタされてしまっていた。この試験のスパッタレートは0.034g/h/cm2であった。スパッタ試験後のターゲットの減少重量に対する、成膜対象基板の増加重量の割合は44%であった。スパッタ試験後のターゲットの減少重量に対する、絶縁性シールド部材の増加重量の割合は40%であった。
図1、図2-1に示す構成(但し、スパッタリングターゲットの取付構造は図6に示す構造を採用。)の平板ターゲット対向型ガスフロースパッタリング装置を用い、図6に示す構成でスパッタリングターゲットを取り付けて下記の条件でスパッタ膜を成膜した。ガスフロースパッタ条件を以下のように変更した他は、試験例1と同様の装置構成及びスパッタ条件として、スパッタ膜を成膜した。
<ガスフロースパッタ条件>
・平板ターゲットと絶縁性シールド部材の間隔L1:0.6mm
・絶縁性シールド部材の上面板の下面と導電性固定部材の上面との距離L3:0.5mm
この場合、異常放電が少なく、安定した成膜ができており、5時間経過後に予定通り成膜を終了した。また、スパッタリングチャンバー内を確認したところ、異常は見られなかった。この試験のスパッタレートは0.007g/h/cm2であった。スパッタ試験後のターゲットの減少重量に対する、成膜対象基板の増加重量の割合は27%であった。スパッタ試験後のターゲットの減少重量に対する、絶縁性シールド部材の増加重量の割合は48%であった。
図1、図2-1に示す構成(但し、スパッタリングターゲットの取付構造は図7に示す構造を採用。)の平板ターゲット対向型ガスフロースパッタリング装置を用い、図7に示す構成でスパッタリングターゲットを取り付けて下記の条件でスパッタ膜を成膜した。ガスフロースパッタ条件を以下のように変更した他は、試験例1と同様の装置構成及びスパッタ条件として、スパッタ膜を成膜した。
<ガスフロースパッタ条件>
・電力密度: 33W/cm2
・スパッタガス圧力: 130Pa
・スパッタガス流量(各吐出口からの流量の総和):Ar:33.3sccm/cm2
・ターゲット寸法:100mm(X方向)×150mm(Y方向)×10mmt
・ターゲット合計投影面積:300cm2
・スパッタ開始前における一対の平板ターゲット間の間隔S1:20mm
・平板ターゲットと絶縁性シールド部材の間隔L1:0.2mm
・絶縁性シールド部材の上面板の下面と導電性固定部材の上面との距離L3:0.2mm
・バッキングプレートの材質:Cu(ターゲットと一体構造)
この場合、異常放電が少なく、安定した成膜ができており、5時間経過後に予定通り成膜を終了した。また、スパッタリングチャンバー内を確認したところ、異常は見られなかった。この試験のスパッタレートは0.033g/h/cm2であった。スパッタ試験後のターゲットの減少重量に対する、成膜対象基板の増加重量の割合は24%であった。スパッタ試験後のターゲットの減少重量に対する、絶縁性シールド部材の増加重量の割合は48%であった。
11 スパッタリングチャンバー
12 空間部
13 スパッタ粒子
14 スパッタガス吐出口
15 直流電源
16 スパッタ粒子を堆積させる部材
17 スパッタガス
18 ホルダ(保持部材)
19 間隔調整機構
20 排気口
22 ガス吐出ユニット
24 ガス吐出ユニットの入口
26 管状部材
28 ガス導入管
29 シール材
45 導電性固定部材
45a 第一固定部品
45b 第二固定部品
46 ダイアフラム
47 バッキングプレート
48 冷却水
49 絶縁性シールド部材
491 周壁
492 側板
493 上面板
50 冷却装置
51 締結具
52 伸縮部材
101 ターゲットの側面
102 取付部位
103 平板ターゲットの上面(スパッタ面)
104 取付部位の下面
106 平板ターゲットの下面
501 冷却装置用の絶縁性シールド部材
502 締結具取付ベース
503 締結具
Claims (18)
- 内部を真空にすることが可能なスパッタリングチャンバーと、前記チャンバー内に間隔を置いて互いのスパッタ面が対向するように配置された一対の平板ターゲットと、各平板ターゲットを冷却するための一対の冷却装置と、各平板ターゲットを冷却装置に固定するための導電性固定部材と、前記一対の平板ターゲットの間にスパッタガスを供給するための一つ又は二つ以上のガス吐出口と、一対の平板ターゲット間の空間部を挟んでガス吐出口とは反対側に、ガス吐出口に向き合うように配置されたスパッタ粒子を堆積させる部材とを備えたガスフロースパッタリング装置であって、
前記一対の平板ターゲットはそれぞれの側面から延出した取付部位を有しており、前記取付部位が前記固定部材と前記冷却装置によって挟まれた位置関係で前記一対の平板ターゲットがそれぞれ冷却装置に固定されており、
前記固定部材には一つ又は二つ以上の貫通穴が設けられており、更に、冷却装置には取付穴が設けられており、貫通穴及び取付穴に締結具が挿入されていることにより、前記一対の平板ターゲットが冷却装置に固定されており、
前記固定部材は前記一対の平板ターゲットとは接触しない絶縁性シールド部材によって被覆されている、
ガスフロースパッタリング装置。 - 前記固定部材の上面及び外側面が前記一対の平板ターゲットとは接触しない絶縁性シールド部材によって被覆されている請求項1に記載のガスフロースパッタリング装置。
- 前記一対の平板ターゲットは導電性である請求項1又は2に記載のガスフロースパッタリング装置。
- 前記一対の平板ターゲットはスパッタ面とは反対の面が前記冷却装置に直接又は間接的に接触した状態で前記固定部材により固定されている請求項1~3の何れか一項に記載のガスフロースパッタリング装置。
- 各平板ターゲットと前記絶縁性シールド部材の最近接距離が0.1~5mmに調整されている請求項1~4の何れか一項に記載のガスフロースパッタリング装置。
- 絶縁性シールド部材が、酸化アルミニウム、酸化ケイ素、酸化ジルコニウム、酸化マグネシウム、酸化イットリウム、酸化カルシウム、酸化チタン、及び窒化ホウ素よりなる群から選択される一種又は二種以上の材料で構成される請求項1~5の何れか一項に記載のガスフロースパッタリング装置。
- 前記絶縁性シールド部材は、各平板ターゲットの側面に沿って間隔を置いて該側面を囲繞するように立設された周壁を有する請求項1~6の何れか一項に記載のガスフロースパッタリング装置。
- 各平板ターゲットの側面と絶縁性シールド部材の周壁との間隔は0.1~2mmである請求項7に記載のガスフロースパッタリング装置。
- 前記絶縁性シールド部材は、各平板ターゲットのスパッタ面の縁部を被覆するように配置される請求項1~8のいずれか一項に記載のガスフロースパッタリング装置。
- 前記一対の平板ターゲットが非磁性材料及び磁性材料の複合体で構成されている請求項1~9の何れか一項に記載のガスフロースパッタリング装置。
- 側面から延出した取付部位の上面は平板ターゲットの上面よりも低い位置にある請求項1~10の何れか一項に記載のガスフロースパッタリング装置。
- 導電性固定部材が平板ターゲットの上面よりも上側に突出しない請求項1~11の何れか一項に記載のガスフロースパッタリング装置。
- 請求項1~12の何れか一項に記載のガスフロースパッタリング装置を用いてスパッタする工程を含むスパッタリングターゲット原料の製造方法。
- 電力密度を10W/cm2以上としてスパッタする請求項13に記載の製造方法。
- スパッタガスの流量を一対の平板ターゲットの対向するスパッタ面の合計投影面積1cm2当たりの流量で表して1sccm/cm2以上としてスパッタする請求項13又は14に記載の製造方法。
- スパッタガスの圧力を10Pa以上としてスパッタする請求項13~15の何れか一項に記載の製造方法。
- スパッタ粒子を堆積させる部材が使用済みのスパッタリングターゲットであり、当該ターゲットの浸食部分にスパッタ粒子を堆積させることを含む請求項13~16の何れか一項に記載の製造方法。
- 前記絶縁性シールド部材に堆積するスパッタ粒子の合計質量を、前記スパッタ粒子を堆積させる部材に堆積するスパッタ粒子の質量よりも大きくすることを含む請求項13~17の何れか一項に記載の製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016256657A JP7005896B2 (ja) | 2016-12-28 | 2016-12-28 | ガスフロースパッタリング装置及びスパッタリングターゲット原料の製造方法 |
| CN201780078453.8A CN110100042B (zh) | 2016-12-28 | 2017-12-11 | 气流溅射装置以及溅射靶原料的制造方法 |
| PCT/JP2017/044448 WO2018123550A1 (ja) | 2016-12-28 | 2017-12-11 | ガスフロースパッタリング装置及びスパッタリングターゲット原料の製造方法 |
| SG10202105751VA SG10202105751VA (en) | 2016-12-28 | 2017-12-11 | Gas flow sputtering device and method for producing sputtering target raw material |
| TW106145564A TWI660060B (zh) | 2016-12-28 | 2017-12-25 | 氣流濺鍍裝置及濺鍍靶材原料的製造方法 |
| JP2021087172A JP2021127524A (ja) | 2016-12-28 | 2021-05-24 | ガスフロースパッタリング装置及びスパッタリングターゲット原料の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016256657A JP7005896B2 (ja) | 2016-12-28 | 2016-12-28 | ガスフロースパッタリング装置及びスパッタリングターゲット原料の製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021087172A Division JP2021127524A (ja) | 2016-12-28 | 2021-05-24 | ガスフロースパッタリング装置及びスパッタリングターゲット原料の製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2018109206A JP2018109206A (ja) | 2018-07-12 |
| JP2018109206A5 JP2018109206A5 (ja) | 2019-08-22 |
| JP7005896B2 true JP7005896B2 (ja) | 2022-01-24 |
Family
ID=62708037
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016256657A Active JP7005896B2 (ja) | 2016-12-28 | 2016-12-28 | ガスフロースパッタリング装置及びスパッタリングターゲット原料の製造方法 |
| JP2021087172A Pending JP2021127524A (ja) | 2016-12-28 | 2021-05-24 | ガスフロースパッタリング装置及びスパッタリングターゲット原料の製造方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021087172A Pending JP2021127524A (ja) | 2016-12-28 | 2021-05-24 | ガスフロースパッタリング装置及びスパッタリングターゲット原料の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| JP (2) | JP7005896B2 (ja) |
| CN (1) | CN110100042B (ja) |
| SG (1) | SG10202105751VA (ja) |
| TW (1) | TWI660060B (ja) |
| WO (1) | WO2018123550A1 (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004183022A (ja) | 2002-12-02 | 2004-07-02 | Ulvac Japan Ltd | ターゲット装置及びスパッタリング装置 |
| JP2009066497A (ja) | 2007-09-12 | 2009-04-02 | Bridgestone Corp | 光触媒酸化チタン薄膜及びその製造方法 |
| JP2012144793A (ja) | 2011-01-13 | 2012-08-02 | Sumitomo Heavy Ind Ltd | ターゲット、およびこれを備えた成膜装置 |
| JP2013147711A (ja) | 2012-01-20 | 2013-08-01 | Renesas Electronics Corp | 気相成長装置 |
| WO2013136962A1 (ja) | 2012-03-15 | 2013-09-19 | Jx日鉱日石金属株式会社 | 磁性材スパッタリングターゲット及びその製造方法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2218736A1 (en) * | 1995-05-11 | 1996-11-14 | Steven D. Hurwitt | Sputtering apparatus with isolated coolant and sputtering target therefor |
-
2016
- 2016-12-28 JP JP2016256657A patent/JP7005896B2/ja active Active
-
2017
- 2017-12-11 SG SG10202105751VA patent/SG10202105751VA/en unknown
- 2017-12-11 WO PCT/JP2017/044448 patent/WO2018123550A1/ja active Application Filing
- 2017-12-11 CN CN201780078453.8A patent/CN110100042B/zh active Active
- 2017-12-25 TW TW106145564A patent/TWI660060B/zh active
-
2021
- 2021-05-24 JP JP2021087172A patent/JP2021127524A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004183022A (ja) | 2002-12-02 | 2004-07-02 | Ulvac Japan Ltd | ターゲット装置及びスパッタリング装置 |
| JP2009066497A (ja) | 2007-09-12 | 2009-04-02 | Bridgestone Corp | 光触媒酸化チタン薄膜及びその製造方法 |
| JP2012144793A (ja) | 2011-01-13 | 2012-08-02 | Sumitomo Heavy Ind Ltd | ターゲット、およびこれを備えた成膜装置 |
| JP2013147711A (ja) | 2012-01-20 | 2013-08-01 | Renesas Electronics Corp | 気相成長装置 |
| WO2013136962A1 (ja) | 2012-03-15 | 2013-09-19 | Jx日鉱日石金属株式会社 | 磁性材スパッタリングターゲット及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW201827632A (zh) | 2018-08-01 |
| JP2021127524A (ja) | 2021-09-02 |
| CN110100042A (zh) | 2019-08-06 |
| JP2018109206A (ja) | 2018-07-12 |
| CN110100042B (zh) | 2021-12-07 |
| TWI660060B (zh) | 2019-05-21 |
| SG10202105751VA (en) | 2021-07-29 |
| WO2018123550A1 (ja) | 2018-07-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8197894B2 (en) | Methods of forming sputtering targets | |
| US6494999B1 (en) | Magnetron sputtering apparatus with an integral cooling and pressure relieving cathode | |
| KR20070085127A (ko) | 냉각 타겟을 사용한 스퍼터링 | |
| US11037769B2 (en) | Physical vapor deposition processing systems target cooling | |
| CN102230158A (zh) | 溅射靶、溅射靶-背衬板组装体以及成膜装置 | |
| WO2007024428A2 (en) | Monolithic sputter target backing plate with integrated cooling passages | |
| JP2007291524A (ja) | スパッター源用ターゲット | |
| US20170084434A1 (en) | Diffusion-bonded sputter target assembly and method of manufacturing | |
| JP7005896B2 (ja) | ガスフロースパッタリング装置及びスパッタリングターゲット原料の製造方法 | |
| JP6858365B2 (ja) | ガスフロースパッタリング装置、ガスフロースパッタ用ターゲット及びスパッタリングターゲット原料の製造方法 | |
| US10381203B2 (en) | Backing plate obtained by diffusion-bonding anticorrosive metal and Mo or Mo alloy, and sputtering target-backing plate assembly provided with said backing plate | |
| KR101347967B1 (ko) | Ito 스퍼터링 타깃 | |
| JP4639764B2 (ja) | 円筒状ターゲット及び成膜方法 | |
| US20150034481A1 (en) | Fastening member and vacuum device | |
| CN104968829A (zh) | 溅射设备 | |
| JP5246017B2 (ja) | スパッタリング装置 | |
| WO2020158272A1 (ja) | ターゲットおよび成膜装置並びに成膜対象物の製造方法 | |
| CN103348035B (zh) | 溅射靶 | |
| US20230227963A1 (en) | Preparation method of niobium diselenide film with ultra-low friction and low electrical noise under sliding electrical contact in vacuum | |
| WO2004023515A1 (de) | Zerstäubungskatode, herstellverfahren sowie katode hierzu | |
| JP2011137215A (ja) | 平行平板型プラズマcvd装置 | |
| Dahlgren | Materials production by high rate sputter deposition | |
| JP2006336083A (ja) | 多段カソード電極機構 | |
| JP2006131968A (ja) | 円筒状マグネトロンスパッタ装置 | |
| KR20120072072A (ko) | 고효율 이형상 스퍼터링 타겟 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190513 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190614 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200225 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200825 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200917 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20210224 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210524 |
|
| C60 | Trial request (containing other claim documents, opposition documents) |
Free format text: JAPANESE INTERMEDIATE CODE: C60 Effective date: 20210524 |
|
| C11 | Written invitation by the commissioner to file amendments |
Free format text: JAPANESE INTERMEDIATE CODE: C11 Effective date: 20210601 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20210715 |
|
| C21 | Notice of transfer of a case for reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C21 Effective date: 20210720 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210921 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20211012 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211130 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211220 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7005896 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R154 | Certificate of patent or utility model (reissue) |
Free format text: JAPANESE INTERMEDIATE CODE: R154 |