JP6983173B2 - 向上した光学性能を有する中間膜 - Google Patents
向上した光学性能を有する中間膜 Download PDFInfo
- Publication number
- JP6983173B2 JP6983173B2 JP2018551924A JP2018551924A JP6983173B2 JP 6983173 B2 JP6983173 B2 JP 6983173B2 JP 2018551924 A JP2018551924 A JP 2018551924A JP 2018551924 A JP2018551924 A JP 2018551924A JP 6983173 B2 JP6983173 B2 JP 6983173B2
- Authority
- JP
- Japan
- Prior art keywords
- windshield
- interlayer
- less
- image
- profile
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 230000003287 optical effect Effects 0.000 title description 4
- 239000011229 interlayer Substances 0.000 claims description 321
- 238000000926 separation method Methods 0.000 claims description 86
- 238000000034 method Methods 0.000 claims description 38
- 238000004519 manufacturing process Methods 0.000 claims description 23
- 230000015572 biosynthetic process Effects 0.000 claims description 13
- 238000010030 laminating Methods 0.000 claims description 6
- 239000011159 matrix material Substances 0.000 claims description 6
- 238000004458 analytical method Methods 0.000 claims description 4
- 229920000642 polymer Polymers 0.000 description 48
- 239000010410 layer Substances 0.000 description 37
- 239000011521 glass Substances 0.000 description 33
- 229920002554 vinyl polymer Polymers 0.000 description 14
- 229920006254 polymer film Polymers 0.000 description 12
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 11
- 239000000654 additive Substances 0.000 description 10
- 238000000576 coating method Methods 0.000 description 10
- 230000006870 function Effects 0.000 description 10
- 229920006324 polyoxymethylene Polymers 0.000 description 10
- 230000007704 transition Effects 0.000 description 10
- 239000011248 coating agent Substances 0.000 description 9
- 238000001125 extrusion Methods 0.000 description 8
- 239000000463 material Substances 0.000 description 8
- 230000008569 process Effects 0.000 description 6
- 230000002829 reductive effect Effects 0.000 description 6
- 239000006096 absorbing agent Substances 0.000 description 5
- 239000005336 safety glass Substances 0.000 description 5
- 239000000758 substrate Substances 0.000 description 5
- 229920001169 thermoplastic Polymers 0.000 description 5
- 230000005540 biological transmission Effects 0.000 description 4
- 239000004014 plasticizer Substances 0.000 description 4
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- ZTQSAGDEMFDKMZ-UHFFFAOYSA-N Butyraldehyde Chemical compound CCCC=O ZTQSAGDEMFDKMZ-UHFFFAOYSA-N 0.000 description 3
- 150000001299 aldehydes Chemical class 0.000 description 3
- 239000002981 blocking agent Substances 0.000 description 3
- 238000013461 design Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 238000006073 displacement reaction Methods 0.000 description 3
- 230000036961 partial effect Effects 0.000 description 3
- -1 polyethylene Polymers 0.000 description 3
- 239000005368 silicate glass Substances 0.000 description 3
- 229920005992 thermoplastic resin Polymers 0.000 description 3
- FTZILAQGHINQQR-UHFFFAOYSA-N 2-Methylpentanal Chemical compound CCCC(C)C=O FTZILAQGHINQQR-UHFFFAOYSA-N 0.000 description 2
- QTBSBXVTEAMEQO-UHFFFAOYSA-M Acetate Chemical compound CC([O-])=O QTBSBXVTEAMEQO-UHFFFAOYSA-M 0.000 description 2
- 239000004925 Acrylic resin Substances 0.000 description 2
- 229920000178 Acrylic resin Polymers 0.000 description 2
- 239000006057 Non-nutritive feed additive Substances 0.000 description 2
- 239000012963 UV stabilizer Substances 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 239000003963 antioxidant agent Substances 0.000 description 2
- 230000000903 blocking effect Effects 0.000 description 2
- 239000005388 borosilicate glass Substances 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 239000002738 chelating agent Substances 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 230000006378 damage Effects 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 238000007872 degassing Methods 0.000 description 2
- 239000002270 dispersing agent Substances 0.000 description 2
- 239000000975 dye Substances 0.000 description 2
- 239000003063 flame retardant Substances 0.000 description 2
- 239000012760 heat stabilizer Substances 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- 238000005342 ion exchange Methods 0.000 description 2
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 2
- 239000000314 lubricant Substances 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 239000012528 membrane Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 239000002667 nucleating agent Substances 0.000 description 2
- 238000005457 optimization Methods 0.000 description 2
- 239000000049 pigment Substances 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 239000002861 polymer material Substances 0.000 description 2
- 239000002952 polymeric resin Substances 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 239000004800 polyvinyl chloride Substances 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- 239000013615 primer Substances 0.000 description 2
- 239000002987 primer (paints) Substances 0.000 description 2
- 239000010453 quartz Substances 0.000 description 2
- 230000005855 radiation Effects 0.000 description 2
- 239000005361 soda-lime glass Substances 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 239000004094 surface-active agent Substances 0.000 description 2
- 229920003002 synthetic resin Polymers 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 239000004416 thermosoftening plastic Substances 0.000 description 2
- 238000011282 treatment Methods 0.000 description 2
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 1
- LGYNIFWIKSEESD-UHFFFAOYSA-N 2-ethylhexanal Chemical compound CCCCC(CC)C=O LGYNIFWIKSEESD-UHFFFAOYSA-N 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- 239000005977 Ethylene Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- 208000027418 Wounds and injury Diseases 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 238000007754 air knife coating Methods 0.000 description 1
- 230000003078 antioxidant effect Effects 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- WPYMKLBDIGXBTP-UHFFFAOYSA-N benzoic acid Chemical compound OC(=O)C1=CC=CC=C1 WPYMKLBDIGXBTP-UHFFFAOYSA-N 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 238000000748 compression moulding Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 239000007822 coupling agent Substances 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- VPXSRGLTQINCRV-UHFFFAOYSA-N dicesium;dioxido(dioxo)tungsten Chemical compound [Cs+].[Cs+].[O-][W]([O-])(=O)=O VPXSRGLTQINCRV-UHFFFAOYSA-N 0.000 description 1
- OEIWPNWSDYFMIL-UHFFFAOYSA-N dioctyl benzene-1,4-dicarboxylate Chemical compound CCCCCCCCOC(=O)C1=CC=C(C(=O)OCCCCCCCC)C=C1 OEIWPNWSDYFMIL-UHFFFAOYSA-N 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000005329 float glass Substances 0.000 description 1
- 229920001002 functional polymer Polymers 0.000 description 1
- 239000005350 fused silica glass Substances 0.000 description 1
- 230000004886 head movement Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- JARKCYVAAOWBJS-UHFFFAOYSA-N hexanal Chemical compound CCCCCC=O JARKCYVAAOWBJS-UHFFFAOYSA-N 0.000 description 1
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- AMGQUBHHOARCQH-UHFFFAOYSA-N indium;oxotin Chemical compound [In].[Sn]=O AMGQUBHHOARCQH-UHFFFAOYSA-N 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 208000014674 injury Diseases 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000002452 interceptive effect Effects 0.000 description 1
- 229920000554 ionomer Polymers 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 229910052746 lanthanum Inorganic materials 0.000 description 1
- FZLIPJUXYLNCLC-UHFFFAOYSA-N lanthanum atom Chemical compound [La] FZLIPJUXYLNCLC-UHFFFAOYSA-N 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 229910044991 metal oxide Inorganic materials 0.000 description 1
- 150000004706 metal oxides Chemical class 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229910052755 nonmetal Inorganic materials 0.000 description 1
- NUJGJRNETVAIRJ-UHFFFAOYSA-N octanal Chemical compound CCCCCCCC=O NUJGJRNETVAIRJ-UHFFFAOYSA-N 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- XNGIFLGASWRNHJ-UHFFFAOYSA-L phthalate(2-) Chemical compound [O-]C(=O)C1=CC=CC=C1C([O-])=O XNGIFLGASWRNHJ-UHFFFAOYSA-L 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920005668 polycarbonate resin Polymers 0.000 description 1
- 239000004431 polycarbonate resin Substances 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 238000004445 quantitative analysis Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000002310 reflectometry Methods 0.000 description 1
- 239000012758 reinforcing additive Substances 0.000 description 1
- 239000012763 reinforcing filler Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920002379 silicone rubber Polymers 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 238000004611 spectroscopical analysis Methods 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000000326 ultraviolet stabilizing agent Substances 0.000 description 1
Images





















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10009—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets
- B32B17/10036—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets comprising two outer glass sheets
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B27/00—Optical systems or apparatus not provided for by any of the groups G02B1/00 - G02B26/00, G02B30/00
- G02B27/01—Head-up displays
- G02B27/0101—Head-up displays characterised by optical features
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10165—Functional features of the laminated safety glass or glazing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10559—Shape of the cross-section
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10559—Shape of the cross-section
- B32B17/10568—Shape of the cross-section varying in thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10761—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing vinyl acetal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/1077—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing polyurethane
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10788—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing ethylene vinylacetate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/06—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the heating method
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/16—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating
- B32B37/18—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating involving the assembly of discrete sheets or panels only
- B32B37/182—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating involving the assembly of discrete sheets or panels only one or more of the layers being plastic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J1/00—Windows; Windscreens; Accessories therefor
- B60J1/02—Windows; Windscreens; Accessories therefor arranged at the vehicle front, e.g. structure of the glazing, mounting of the glazing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60K—ARRANGEMENT OR MOUNTING OF PROPULSION UNITS OR OF TRANSMISSIONS IN VEHICLES; ARRANGEMENT OR MOUNTING OF PLURAL DIVERSE PRIME-MOVERS IN VEHICLES; AUXILIARY DRIVES FOR VEHICLES; INSTRUMENTATION OR DASHBOARDS FOR VEHICLES; ARRANGEMENTS IN CONNECTION WITH COOLING, AIR INTAKE, GAS EXHAUST OR FUEL SUPPLY OF PROPULSION UNITS IN VEHICLES
- B60K35/00—Instruments specially adapted for vehicles; Arrangement of instruments in or on vehicles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60K—ARRANGEMENT OR MOUNTING OF PROPULSION UNITS OR OF TRANSMISSIONS IN VEHICLES; ARRANGEMENT OR MOUNTING OF PLURAL DIVERSE PRIME-MOVERS IN VEHICLES; AUXILIARY DRIVES FOR VEHICLES; INSTRUMENTATION OR DASHBOARDS FOR VEHICLES; ARRANGEMENTS IN CONNECTION WITH COOLING, AIR INTAKE, GAS EXHAUST OR FUEL SUPPLY OF PROPULSION UNITS IN VEHICLES
- B60K35/00—Instruments specially adapted for vehicles; Arrangement of instruments in or on vehicles
- B60K35/60—Instruments characterised by their location or relative disposition in or on vehicles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60K—ARRANGEMENT OR MOUNTING OF PROPULSION UNITS OR OF TRANSMISSIONS IN VEHICLES; ARRANGEMENT OR MOUNTING OF PLURAL DIVERSE PRIME-MOVERS IN VEHICLES; AUXILIARY DRIVES FOR VEHICLES; INSTRUMENTATION OR DASHBOARDS FOR VEHICLES; ARRANGEMENTS IN CONNECTION WITH COOLING, AIR INTAKE, GAS EXHAUST OR FUEL SUPPLY OF PROPULSION UNITS IN VEHICLES
- B60K35/00—Instruments specially adapted for vehicles; Arrangement of instruments in or on vehicles
- B60K35/65—Instruments specially adapted for specific vehicle types or users, e.g. for left- or right-hand drive
- B60K35/654—Instruments specially adapted for specific vehicle types or users, e.g. for left- or right-hand drive the user being the driver
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/03—3 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/006—Transparent parts other than made from inorganic glass, e.g. polycarbonate glazings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60K—ARRANGEMENT OR MOUNTING OF PROPULSION UNITS OR OF TRANSMISSIONS IN VEHICLES; ARRANGEMENT OR MOUNTING OF PLURAL DIVERSE PRIME-MOVERS IN VEHICLES; AUXILIARY DRIVES FOR VEHICLES; INSTRUMENTATION OR DASHBOARDS FOR VEHICLES; ARRANGEMENTS IN CONNECTION WITH COOLING, AIR INTAKE, GAS EXHAUST OR FUEL SUPPLY OF PROPULSION UNITS IN VEHICLES
- B60K2360/00—Indexing scheme associated with groups B60K35/00 or B60K37/00 relating to details of instruments or dashboards
- B60K2360/20—Optical features of instruments
- B60K2360/33—Illumination features
- B60K2360/334—Projection means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60K—ARRANGEMENT OR MOUNTING OF PROPULSION UNITS OR OF TRANSMISSIONS IN VEHICLES; ARRANGEMENT OR MOUNTING OF PLURAL DIVERSE PRIME-MOVERS IN VEHICLES; AUXILIARY DRIVES FOR VEHICLES; INSTRUMENTATION OR DASHBOARDS FOR VEHICLES; ARRANGEMENTS IN CONNECTION WITH COOLING, AIR INTAKE, GAS EXHAUST OR FUEL SUPPLY OF PROPULSION UNITS IN VEHICLES
- B60K2360/00—Indexing scheme associated with groups B60K35/00 or B60K37/00 relating to details of instruments or dashboards
- B60K2360/77—Instrument locations other than the dashboard
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B27/00—Optical systems or apparatus not provided for by any of the groups G02B1/00 - G02B26/00, G02B30/00
- G02B27/01—Head-up displays
- G02B27/0101—Head-up displays characterised by optical features
- G02B2027/013—Head-up displays characterised by optical features comprising a combiner of particular shape, e.g. curvature
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Transportation (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Joining Of Glass To Other Materials (AREA)
- Instrument Panels (AREA)
Description
[0002]本発明は、ポリマー中間膜、及びポリマー中間膜から製造されるフロントガラスのような多層パネルに関する。
[0012]下記において、添付の図面を参照して本発明の種々の態様を詳細に記載する。

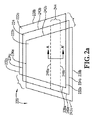
[0107]上記の式は、小さい角度θに関してはtanθ=θという微少角近似に基づいているので、二重像分離距離(D1)を虚像距離(mm)で割った値は分離角(ラジアン)に等しい。mm/ピクセルの比は、較正像から計算することによって求めることができる。次に、上部及び下部アイボックス反射二重像分離距離を測定するために、フロントガラスの標準取付条件にしたがって配置されたフロントガラス320及びHUD投影システム316を用いて運転者の高さHを調節する。上部アイボックス反射二重像分離距離を測定する際には、カメラレンズの中心線を182.4mmの高さHに動かし、126.2mmの運転者高さHに配置されたカメラレンズの中心線を用いて下部アイボックス反射二重像分離距離を測定する。カメラを配置したら、運転者距離D及び見下ろし角度θを計算することができる。次に、それぞれの高さに関して反射二重像分離距離を求めることができる。
[0112]態様1は、1対のグレージングパネル;及び、グレージングパネルの間に配置されてそれぞれと接触しており、HUD領域を画定し、HUD領域は少なくとも1つの変動角度の区域を含むテーパー状の縦方向の厚さプロファイルを有するポリマー中間膜;を含むフロントガラスであって、フロントガラスは、そのフロントガラスに関する標準取付条件において測定して、2分未満の上部アイボックス反射二重像分離距離、及び2分未満の下部アイボックス反射二重像分離距離の少なくとも1つを示す上記フロントガラスである。
[0120]態様9は、テーパー状の縦方向の厚さプロファイルが一定角度の区域を含まない、態様1〜8のいずれかの特徴を含むフロントガラスである。
[0122]態様11は、HUD領域が、中間膜の上側取付縁部から離隔してそれに対して平行の上側取付HUD境界、及び中間膜の下側取付縁部から離隔してそれに対して平行の下側取付HUD境界によって画定されており、上側HUD境界及び下側HUD境界は、フロントガラスの運転席側取付縁部と助手席側取付縁部の間の距離の少なくとも40%に及んでいる、態様1〜10のいずれかの特徴を含むフロントガラスである。
[0125]態様14は、ポリマー中間膜が単層中間膜である、態様1〜13のいずれかの特徴を含むフロントガラスである。
[0127]態様16は、フロントガラスがASTM−E90にしたがって20℃において測定して少なくとも約34dBのコインシデンス周波数における音響伝達損失を有する、態様1〜15のいずれかの特徴を含むフロントガラスである。
[0131]態様20は、少なくとも1つのグレージングパネルが、アルミナ−シリケートガラス、ホウケイ酸ガラス、石英又は溶融シリカガラス、ソーダ石灰ガラス、ポリカーボネート、及びアクリル樹脂からなる群から選択される少なくとも1種類の材料から形成される、態様1〜19のいずれかの特徴を含むフロントガラスである。
[0133]態様22は、中間膜又は中間膜を含むフロントガラスを製造する方法であって、(a)目標中間膜のHUD領域に関する規定の縦方向くさび角度プロファイルを得て;そして、(b)中間膜を形成して形成された中間膜を与える;ことを含み;ここで、形成された中間膜はHUD領域を画定しており、形成は、形成された中間膜のHUD領域の少なくとも50%が、目標中間膜のHUD領域に関する規定の縦方向くさび角度プロファイルから0.10mrad以下変動する縦方向くさび角度プロファイルを有するように行う上記方法である。
本発明は以下の実施態様を含む。
(1)1対のグレージングパネル;及び
グレージングパネルの間に配置されてそれぞれと接触しており、HUD領域を画定し、HUD領域は少なくとも1つの変動角度の区域を含むテーパー状の縦方向の厚さプロファイルを有するポリマー中間膜;
を含むフロントガラスであって、
フロントガラスは、そのフロントガラスに関する標準取付条件において測定して、2分未満の上部アイボックス反射二重像分離距離、及び2分未満の下部アイボックス反射二重像分離距離の少なくとも1つを示す上記フロントガラス。
(2)フロントガラスは、そのフロントガラスに関する標準取付条件において測定して、2分未満の上部アイボックス反射二重像分離距離、及び2分未満の下部アイボックス反射二重像分離距離の両方を示す、(1)に記載のフロントガラス。
(3)フロントガラスは、そのフロントガラスに関する標準取付条件において測定して、1分未満の上部アイボックス反射二重像分離距離、及び1分未満の下部アイボックス反射二重像分離距離の少なくとも1つを示す、(1)に記載のフロントガラス。
(4)HUD領域は、HUD領域の少なくとも一部にわたって増加する縦方向のくさび角度プロファイルを有する、(1)に記載のフロントガラス。
(5)HUD領域は、HUD領域の少なくとも一部にわたって減少する縦方向のくさび角度プロファイルを有する、(1)に記載のフロントガラス。
(6)HUD領域は、HUD領域の少なくとも一部にわたって一定に維持される縦方向のくさび角度プロファイルを有する、(1)に記載のフロントガラス。
(7)テーパー状の縦方向の厚さプロファイルは少なくとも2つの変動角度の区域を含む、(1)に記載のフロントガラス。
(8)テーパー状の縦方向の厚さプロファイルは一定角度の区域を含まない、(1)に記載のフロントガラス。
(9)HUD領域は平坦な水平方向の厚さプロファイルを有する、(1)に記載のフロントガラス。
(10)中間膜及びパネルはそれぞれ、上側取付縁部、下側取付縁部、運転席側取付縁部、及び助手席側取付縁部を含み、中間膜の上側及び下側取付縁部は、フロントガラスが取付位置にある際に互いから垂直方向に離隔して互いに対して平行であり、中間膜の運転席側取付縁部及び助手席側取付縁部は、それぞれ中間膜の上側取付縁部及び下側取付縁部と接していて、フロントガラスが取付位置にある際に互いから水平方向に離隔して互いに対して平行であり、HUD領域は、中間膜の上側取付縁部よりも中間膜の下側取付縁部に近接して配置されている、(1)に記載のフロントガラス。
(11)HUD領域は、中間膜の上側取付縁部から離隔してそれに対して平行の上側取付HUD境界、及び中間膜の下側取付縁部から離隔してそれに対して平行の下側取付HUD境界によって画定されており、上側HUD境界及び下側HUD境界は、フロントガラスの運転席側取付縁部と助手席側取付縁部の間の距離の少なくとも40%に及んでいる、(10)に記載のフロントガラス。
(12)中間膜又は中間膜を含むフロントガラスを製造する方法であって、
(a)目標中間膜のHUD領域に関する規定の縦方向くさび角度プロファイルを得て;そして
(b)中間膜を形成して形成された中間膜を与える;
ことを含み;
ここで、形成された中間膜はHUD領域を画定しており、形成は、形成された中間膜のHUD領域の少なくとも50%が、目標中間膜のHUD領域に関する規定の縦方向くさび角度プロファイルから0.10mrad以下変動する縦方向くさび角度プロファイルを有するように行う上記方法。
(13)形成を、形成された中間膜のHUD領域の少なくとも90%が、目標中間膜のHUD領域に関する規定の縦方向くさび角度プロファイルから0.10mrad以下変動する縦方向くさび角度プロファイルを有するように行う、(12)に記載の方法。
(14)形成を、形成された中間膜のHUD領域のいずれも、目標中間膜のHUD領域に関する規定の縦方向くさび角度プロファイルから0.10mradより多く変動する縦方向くさび角度プロファイルを有しないように行う、(12)に記載の方法。
(15)形成を、形成された中間膜のHUD領域の少なくとも50%が、目標中間膜のHUD領域に関する規定の縦方向くさび角度プロファイルから0.075mrad以下変動する縦方向くさび角度プロファイルを有するように行う、(12)に記載の方法。
(16)形成された中間膜のHUD領域が少なくとも1つの変動角度の区域を含む、(12)に記載の方法。
(17)フロントガラスを製造する方法であって、1対のグレージングパネルの間に形成された中間膜を積層してフロントガラスを形成することを更に含み;
フロントガラスは、そのフロントガラスに関する標準取付条件において測定して、2分未満の上部アイボックス反射二重像分離距離、及び2分未満の下部アイボックス反射二重像分離距離の少なくとも1つを示す、(12)に記載の方法。
(18)中間膜を含むフロントガラスを製造する方法であって、
(a)目標中間膜のHUD領域に関する規定の縦方向くさび角度プロファイルを得て;
(b)中間膜を形成して形成された中間膜を与え、ここで、形成された中間膜はHUD領域を画定しており、形成は、形成された中間膜のHUD領域の少なくとも50%が、目標中間膜のHUD領域に関する規定の縦方向くさび角度プロファイルから0.10mrad以下変動する縦方向くさび角度プロファイルを有するように行い;そして
(c)形成された中間膜を1対のグレージングパネルの間に積層してフロントガラスを形成し、ここでフロントガラスは、そのフロントガラスに関する標準取付条件において測定して、2分未満の上部アイボックス反射二重像分離距離、及び2分未満の下部アイボックス反射二重像分離距離の少なくとも1つを示す;
ことを含む上記方法。
(19)形成を、形成された中間膜のHUD領域の少なくとも90%が、目標中間膜のHUD領域に関する規定の縦方向くさび角度プロファイルから0.10mrad以下変動する縦方向くさび角度プロファイルを有するように行う、(18)に記載の方法。
(20)フロントガラスは、そのフロントガラスに関する標準取付条件において測定して、1分未満の上部アイボックス反射二重像分離距離、及び1分未満の下部アイボックス反射二重像分離距離の少なくとも1つを示す、(18)に記載の方法。
Claims (4)
- 中間膜又は中間膜を含むフロントガラスを製造する方法であって、
(a)目標中間膜のHUD領域に関する規定の縦方向くさび角度プロファイルを得て;そして
(b)中間膜を形成して形成された中間膜を与える;
ことを含み;
ここで、形成された中間膜はHUD領域を画定しており、形成は、形成された中間膜のHUD領域の全体にわたって、目標中間膜のHUD領域に関する規定の縦方向くさび角度プロファイルから0mradを超えて0.10mrad以下変動する縦方向くさび角度プロファイルを有するように行う上記方法。 - 形成を、形成された中間膜のHUD領域の全体にわたって、目標中間膜のHUD領域に関する規定の縦方向くさび角度プロファイルから0mradを超えて0.075mrad以下変動する縦方向くさび角度プロファイルを有するように行う、請求項1に記載の方法。
- フロントガラスを製造する方法であって、1対のグレージングパネルの間に形成された中間膜を積層してフロントガラスを形成することを更に含み;
フロントガラスは、そのフロントガラスに関する標準取付条件において測定して、2分未満の上部アイボックス反射二重像分離距離、及び2分未満の下部アイボックス反射二重像分離距離の少なくとも1つを示し、
標準取付条件は、標準の高さの運転者がそのフロントガラスに関して最小の反射二重像分離距離を観察する与えられたフロントガラスに関する取付条件であり、
標準の高さの運転者は、そのアイボックスの中心線が、取り付けた状態のフロントガラスの内部上の最も低い位置から水平に引いた線から134.4mmの高さである運転者であり、
上部アイボックス反射二重像分離距離及び下部アイボックス反射二重像分離距離は以下の方法で測定される、請求項1に記載の方法。
光をHUD投影システムからフロントガラスを通して通過させることによって投影像を生成する。カメラレンズの中心線が182.4mm(上部アイボックス反射二重像分離距離の測定時)又は126.2mm(下部アイボックス反射二重像分離距離の測定時)の高さに位置するデジタルカメラを用いて投影像を撮像する。カメラによって撮像された得られた像をデジタル化して、複数のピクセルを含むデジタル投影像を形成する。デジタル化したら、撮像画像を定量分析して、少なくとも1つの一次像指標、及び少なくとも1つの二次像指標を含むプロファイルを形成する。分析は、デジタル投影像の少なくとも一部を、像のその部分におけるピクセルの強度を表す数値を含む垂直像マトリクスに変換することによって行う。マトリクスの列を抽出し、ピクセル数に対してグラフ化してプロファイルを与える。プロファイルに関する一次像指標をプロファイルに関する二次像指標と比較して差を求める。次に、この差に基づいて一次ピークと二次ピークの間の分離距離(ピクセル)を用いて、次式:
- 中間膜を含むフロントガラスを製造する方法であって、
(a)目標中間膜のHUD領域に関する規定の縦方向くさび角度プロファイルを得て;
(b)中間膜を形成して形成された中間膜を与え、ここで、形成された中間膜はHUD領域を画定しており、形成は、形成された中間膜のHUD領域の全体にわたって、目標中間膜のHUD領域に関する規定の縦方向くさび角度プロファイルから0mradを超えて0.10mrad以下変動する縦方向くさび角度プロファイルを有するように行い;そして
(c)形成された中間膜を1対のグレージングパネルの間に積層してフロントガラスを形成し、ここでフロントガラスは、そのフロントガラスに関する標準取付条件において測定して、2分未満の上部アイボックス反射二重像分離距離、及び2分未満の下部アイボックス反射二重像分離距離の少なくとも1つを示す;
ことを含み、
標準取付条件は、標準の高さの運転者がそのフロントガラスに関して最小の反射二重像分離距離を観察する与えられたフロントガラスに関する取付条件であり、
標準の高さの運転者は、そのアイボックスの中心線が、取り付けた状態のフロントガラスの内部上の最も低い位置から水平に引いた線から134.4mmの高さである運転者であり、
上部アイボックス反射二重像分離距離及び下部アイボックス反射二重像分離距離は以下の方法で測定される、上記方法。
光をHUD投影システムからフロントガラスを通して通過させることによって投影像を生成する。カメラレンズの中心線が182.4mm(上部アイボックス反射二重像分離距離の測定時)又は126.2mm(下部アイボックス反射二重像分離距離の測定時)の高さに位置するデジタルカメラを用いて投影像を撮像する。カメラによって撮像された得られた像をデジタル化して、複数のピクセルを含むデジタル投影像を形成する。デジタル化したら、撮像画像を定量分析して、少なくとも1つの一次像指標、及び少なくとも1つの二次像指標を含むプロファイルを形成する。分析は、デジタル投影像の少なくとも一部を、像のその部分におけるピクセルの強度を表す数値を含む垂直像マトリクスに変換することによって行う。マトリクスの列を抽出し、ピクセル数に対してグラフ化してプロファイルを与える。プロファイルに関する一次像指標をプロファイルに関する二次像指標と比較して差を求める。次に、この差に基づいて一次ピークと二次ピークの間の分離距離(ピクセル)を用いて、次式:
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201662318128P | 2016-04-04 | 2016-04-04 | |
| US62/318,128 | 2016-04-04 | ||
| US15/440,263 US20170285339A1 (en) | 2016-04-04 | 2017-02-23 | Interlayers having enhanced optical performance |
| US15/440,263 | 2017-02-23 | ||
| PCT/US2017/023298 WO2017176452A1 (en) | 2016-04-04 | 2017-03-21 | Interlayers having enhanced optical performance |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2019518691A JP2019518691A (ja) | 2019-07-04 |
| JP2019518691A5 JP2019518691A5 (ja) | 2020-04-23 |
| JP6983173B2 true JP6983173B2 (ja) | 2021-12-17 |
Family
ID=59959348
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018551924A Active JP6983173B2 (ja) | 2016-04-04 | 2017-03-21 | 向上した光学性能を有する中間膜 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20170285339A1 (ja) |
| EP (1) | EP3439872A1 (ja) |
| JP (1) | JP6983173B2 (ja) |
| KR (1) | KR102401304B1 (ja) |
| CN (1) | CN108883610B (ja) |
| WO (1) | WO2017176452A1 (ja) |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6721039B2 (ja) * | 2016-04-07 | 2020-07-08 | Agc株式会社 | 合わせガラス |
| JP6828266B2 (ja) * | 2016-04-18 | 2021-02-10 | ソニー株式会社 | 画像表示装置及び画像表示装置、並びに移動体 |
| CN108027517B (zh) * | 2016-07-18 | 2021-09-28 | 法国圣戈班玻璃厂 | 用于为观察者显示图像信息的平视显示器系统 |
| US20180099488A1 (en) * | 2016-10-06 | 2018-04-12 | Rayotek Scientific, Inc. | High Strength Laminate Glass Structure and Method of Making Same |
| US9946064B1 (en) * | 2017-01-20 | 2018-04-17 | E-Lead Electronic Co., Ltd. | Anti-ghosting reflection device and a display system with the same |
| US11433650B2 (en) * | 2017-03-30 | 2022-09-06 | Sekisui Chemical Co., Ltd. | Intermediate film for laminated glasses, and laminated glass |
| CN110636994B (zh) * | 2017-05-23 | 2022-11-01 | Agc株式会社 | 夹层玻璃 |
| CN107907999B (zh) * | 2017-11-22 | 2023-11-03 | 苏州萝卜电子科技有限公司 | 增强现实抬头显示装置以及消重影方法 |
| US10845595B1 (en) * | 2017-12-28 | 2020-11-24 | Facebook Technologies, Llc | Display and manipulation of content items in head-mounted display |
| DE102018213269A1 (de) * | 2018-08-08 | 2020-02-13 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zum Betreiben einer Blickfeldanzeigevorrichtung für ein Kraftfahr-zeug |
| US20210394493A1 (en) * | 2018-09-26 | 2021-12-23 | Kuraray Co., Ltd. | Intermediate laminate and method for producing same, laminate, and glazing material |
| KR20200073722A (ko) * | 2018-12-14 | 2020-06-24 | 삼성전자주식회사 | 반사 시스템 |
| CN110045502A (zh) * | 2019-03-23 | 2019-07-23 | 深圳京龙睿信科技有限公司 | 抬头显示器 |
| CN113759564A (zh) * | 2020-06-04 | 2021-12-07 | 浙江棱镜全息科技有限公司 | 汽车用空气成像装置及人机交互车载辅助系统 |
| US20230288699A1 (en) * | 2020-07-30 | 2023-09-14 | Solutia Inc. | Interlayers having enhanced optical performance |
| US20230278309A1 (en) * | 2020-07-30 | 2023-09-07 | Solutia Inc. | Interlayers having enhanced optical performance in transmission |
| WO2022271905A1 (en) * | 2021-06-25 | 2022-12-29 | Solutia Inc. | Ir-reflective compound interlayers |
| WO2024076944A1 (en) | 2022-10-04 | 2024-04-11 | Solutia Inc. | Methods of recycling polyvinyl butyral |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4017661A (en) | 1974-08-09 | 1977-04-12 | Ppg Industries, Inc. | Electrically conductive transparent laminated window |
| US4799745A (en) | 1986-06-30 | 1989-01-24 | Southwall Technologies, Inc. | Heat reflecting composite films and glazing products containing the same |
| BR8707429A (pt) | 1986-08-20 | 1988-11-01 | Libbey Owens Ford Co | Montagem de vidro para controle de transmissao solar e processo de producao da mesma |
| US4786783A (en) | 1987-08-11 | 1988-11-22 | Monsanto Company | Electrically heatable laminated window |
| DE19535053A1 (de) * | 1994-10-04 | 1996-04-11 | Volkswagen Ag | Gekrümmte Verbundscheibe |
| US6797396B1 (en) | 2000-06-09 | 2004-09-28 | 3M Innovative Properties Company | Wrinkle resistant infrared reflecting film and non-planar laminate articles made therefrom |
| US7521110B2 (en) * | 2001-06-15 | 2009-04-21 | E. I. Du Pont De Nemours And Company | Shaped interlayer for heads-up display windshields and process for preparing same |
| CN101171541A (zh) * | 2005-05-11 | 2008-04-30 | 纳幕尔杜邦公司 | 具有楔形轮廓的聚合物夹层 |
| DE102007059323A1 (de) * | 2007-12-07 | 2009-06-10 | Saint-Gobain Sekurit Deutschland Gmbh & Co. Kg | Windschutzscheibe mit einem HUD-Sichtfeld |
| PT2217438T (pt) * | 2007-12-07 | 2018-07-05 | Saint Gobain | Para-brisas curvo para veículos fabricado em vidro laminado |
| DE102013012648A1 (de) * | 2013-07-30 | 2014-03-27 | Daimler Ag | Windschutzscheibe für einen ein Head-up-Display umfassenden Kraftwagen |
| CA2932471C (en) * | 2013-12-12 | 2020-03-10 | Saint-Gobain Glass France | Thermoplastic film for a laminated glass pane having a nonlinear continuous wedge insert in the vertical direction in some sections |
| US9975315B2 (en) * | 2014-12-08 | 2018-05-22 | Solutia Inc. | Poly(vinyl acetal) resin compositions, layers, and interlayers having enhanced optical properties |
-
2017
- 2017-02-23 US US15/440,263 patent/US20170285339A1/en not_active Abandoned
- 2017-03-21 EP EP17714998.6A patent/EP3439872A1/en active Pending
- 2017-03-21 WO PCT/US2017/023298 patent/WO2017176452A1/en active Application Filing
- 2017-03-21 CN CN201780021916.7A patent/CN108883610B/zh active Active
- 2017-03-21 KR KR1020187031819A patent/KR102401304B1/ko active IP Right Grant
- 2017-03-21 JP JP2018551924A patent/JP6983173B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019518691A (ja) | 2019-07-04 |
| CN108883610B (zh) | 2021-12-28 |
| EP3439872A1 (en) | 2019-02-13 |
| KR20180132796A (ko) | 2018-12-12 |
| KR102401304B1 (ko) | 2022-05-23 |
| WO2017176452A1 (en) | 2017-10-12 |
| CN108883610A (zh) | 2018-11-23 |
| US20170285339A1 (en) | 2017-10-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6983173B2 (ja) | 向上した光学性能を有する中間膜 | |
| US11065844B2 (en) | Laminated glass | |
| TWI414423B (zh) | 減低聲音之楔形聚合物內層 | |
| KR102243045B1 (ko) | 헤드업 디스플레이용 복합판유리 | |
| CN101119843B (zh) | 轻度变形中间层 | |
| KR20180015747A (ko) | 증강 현실 헤드업 디스플레이(hud)용 투영 장치 | |
| EP3441375B1 (en) | Laminated glass | |
| CN104553193A (zh) | 具有熔体破裂表面的多层聚合物中间层 | |
| CN108973608A (zh) | 夹层玻璃 | |
| JP6898510B2 (ja) | 積層ガラスペインのための熱可塑性フィルム | |
| RU2731541C1 (ru) | Способ получения термопластичной комбинированной пленки | |
| US20220371300A1 (en) | Wedge-shaped multi-layer interlayer with outer skin layers of varying thickness | |
| TW201733799A (zh) | 聚合性內層及展現增強性質與效能的由其製得之多層面板 | |
| TWI714752B (zh) | 層合玻璃用中間膜及層合玻璃 | |
| US20230288699A1 (en) | Interlayers having enhanced optical performance | |
| TWI698349B (zh) | 聚合性內層及展現增強性質與效能的由其製得之多層面板 | |
| US20230278309A1 (en) | Interlayers having enhanced optical performance in transmission | |
| WO2024071340A1 (ja) | 合わせガラス用中間膜、合わせガラス及びこれらの製造方法 | |
| CN117580707A (zh) | 红外反射复合夹层 | |
| CN114845859A (zh) | 具有变化厚度外表层的楔形形状的多层夹层 | |
| EA045130B1 (ru) | Многослойное остекление для проецирования изображения с индикаторной панели на ветровом стекле (hud) | |
| CN112912786A (zh) | 用于平视显示器的复合安全玻璃板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200310 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200310 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20201225 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210127 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210409 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210901 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20211029 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211118 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211122 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6983173 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R157 | Certificate of patent or utility model (correction) |
Free format text: JAPANESE INTERMEDIATE CODE: R157 |