JP6974854B2 - π型熱電変換素子のセル直列構造を有する機能性素子とその作製方法 - Google Patents
π型熱電変換素子のセル直列構造を有する機能性素子とその作製方法 Download PDFInfo
- Publication number
- JP6974854B2 JP6974854B2 JP2018538450A JP2018538450A JP6974854B2 JP 6974854 B2 JP6974854 B2 JP 6974854B2 JP 2018538450 A JP2018538450 A JP 2018538450A JP 2018538450 A JP2018538450 A JP 2018538450A JP 6974854 B2 JP6974854 B2 JP 6974854B2
- Authority
- JP
- Japan
- Prior art keywords
- spun yarn
- type
- base material
- functional element
- sewn
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
















Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K99/00—Subject matter not provided for in other groups of this subclass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/02—Yarns or threads characterised by the material or by the materials from which they are made
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02N—ELECTRIC MACHINES NOT OTHERWISE PROVIDED FOR
- H02N11/00—Generators or motors not provided for elsewhere; Alleged perpetua mobilia obtained by electric or magnetic means
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N—ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N10/00—Thermoelectric devices comprising a junction of dissimilar materials, i.e. devices exhibiting Seebeck or Peltier effects
- H10N10/01—Manufacture or treatment
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N—ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N10/00—Thermoelectric devices comprising a junction of dissimilar materials, i.e. devices exhibiting Seebeck or Peltier effects
- H10N10/10—Thermoelectric devices comprising a junction of dissimilar materials, i.e. devices exhibiting Seebeck or Peltier effects operating with only the Peltier or Seebeck effects
- H10N10/17—Thermoelectric devices comprising a junction of dissimilar materials, i.e. devices exhibiting Seebeck or Peltier effects operating with only the Peltier or Seebeck effects characterised by the structure or configuration of the cell or thermocouple forming the device
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N—ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N10/00—Thermoelectric devices comprising a junction of dissimilar materials, i.e. devices exhibiting Seebeck or Peltier effects
- H10N10/80—Constructional details
- H10N10/85—Thermoelectric active materials
- H10N10/851—Thermoelectric active materials comprising inorganic compositions
- H10N10/855—Thermoelectric active materials comprising inorganic compositions comprising compounds containing boron, carbon, oxygen or nitrogen
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N—ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N10/00—Thermoelectric devices comprising a junction of dissimilar materials, i.e. devices exhibiting Seebeck or Peltier effects
- H10N10/80—Constructional details
- H10N10/85—Thermoelectric active materials
- H10N10/856—Thermoelectric active materials comprising organic compositions
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Inorganic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Woven Fabrics (AREA)
Description
しかし、従来の面積単価の高い熱電変換素子では経済的メリットが得にくいとう理由から、これまでのところ限定的な利用に留っている。そこで、大面積に対して低コストで利用でき、様々な形状の表面に対応できる柔軟性があり軽量化が図られた大面積フレキシブル熱電デバイスを実現することにより、使用用途が大きく広がる可能性がある。例えば、スマートビルディングなどで用いるセンサーネットワークにおける分散型自立電源や、体温による小型電気デバイスの駆動電源などに用いることが期待できる。
例えば、体温37℃、外気温22℃の15℃の温度差がついた界面に対して、熱伝導率が0.1W/mKのデバイスを貼り付けるとすると、温度差を10℃つけるためには5mm程度の厚みが必要となる。仮に200μm程度の小さい厚みでは、1℃程度の温度差しかつかない。室温付近では熱電デバイスの効率と温度差には、ほぼ線形の関係があることから、熱電デバイスの厚みと熱電効率の関係は、厚みが大きくなると温度差は15℃に近づき、熱電効率が飽和する。高い熱電効率を得るためには、熱電デバイスに十分な膜厚が必要なのである。
しかしながら、デバイスの低温側と大気中との界面には対流熱抵抗が存在しているため、高温側からの熱流がせき止められ、薄膜形状(数百μm)では殆ど温度差がつかないという実態がある。また、薄膜材料でミリメートルオーダーの膜厚を成膜するのは困難である。従来のフレキシブル熱電デバイスは、薄膜材料を使用していることから、その厚みは200μm程度以下であり、実用的な高出力が得られ難いという問題点があった。
また、絶縁性繊維からなる経糸に、熱電対を形成する2種の金属繊維Xと金属繊維Yとを交互に緯糸として織り込まれたもので、全体として緯糸が金属繊維Xと金属繊維Yとからなる熱電対列を形成する熱電変換材料が知られている(特許文献3を参照)。
また、熱電デバイスを構成するP型とN型の半導体層とは別に、それらを直列に多数接続する電極を形成する必要があり、界面抵抗の増加による熱電効率の低下、経時劣化、プロセスの複雑化などの問題があった。
なお、本明細書において、機能性素子は、発電を目的とする素子、冷却/加熱を目的とする素子、温度センシングを目的とする素子など様々な機能を発揮できる素子という意味で用いている。
本発明の機能性素子における導電性繊維状物質の長手方向の熱伝導率が、10W/mK未満に抑制されていることが好ましい。より好ましくは、導電性繊維状物質の長手方向の熱伝導率が、1W/mK未満、更に好ましくは、0.1W/mK未満に抑制されている。導電性繊維状物質の長手方向の熱伝導率を抑制することにより、本発明の機能性素子の断熱性を持たせる。本発明の機能性素子では、上述の通り、絶縁性材料の厚さによって、温度差方向に対する素子の厚み制御を行い、絶縁性材料の表と裏で十分な温度差をつける。絶縁性材料の表と裏の間には、導電性繊維状物質が貫通することになるので、導電性繊維状物質の径方向(横断方向)ではなく、長手方向の熱伝導率を抑制することにより、本発明の機能性素子の断熱性が向上する。
導電性繊維状物質が断熱性を有することにより、機能性素子のフレキシブル熱電デバイス全体が断熱性にでき、導電性繊維状物質の断熱性を高めることによって、全体の断熱性能を向上することができる。
本発明の機能性素子を用いるフレキシブル熱電デバイスが想定している使用温度(高温側)は、35(体温)〜100℃程度までの場合には、低温側の冷却として、自然空冷で対応可能である。
なお、導電性繊維状物質を横断する方向より長手方向のほうが際だって熱伝導率が高いと推察する。特に、カーボンナノチューブ(CNT)の場合はその比が数十倍〜数百倍に達すると推察できる。
紡績糸の断面を、例えば、長方形や長楕円形あるいは星形など比表面積が大きい形状にすることにより、露出部での熱抵抗を小さくできる。
グラフェンナノリボンは、例えば、文献(H.Sakaguchi et al., "Width-Controlled Sub-Nanometer Graphene Nanoribbon Films Synthesized by Radical-Polymerized Chemical Vapor Deposition", Advanced Materials, Volume 26, Issue 24, pp.4134-4138, 2014)に作製方法や物性が開示されている。
フラーレンナノウィスカーは、例えば、文献(宮澤薫一, ”フラーレンナノウィスカーの合成と性質”, 表面科学 Vol. 28, No. 1, pp. 34-39, 2007)に作製方法や物性が開示されている。
CNT1本の直径は、1〜2nmであり、CNTを繊維にする場合に最も細いものとして10nm程度まであり得るが、機械的強度の観点から、少なくとも0.1μm以上の径のCNT紡績糸を用いる。また、多く撚り合せることにより100μm以上の径のCNT紡績糸も実現可能であるが、絶縁性基材の表面と裏面に交互に縫い込む際の作業容易性が要求されるため、100μm以下の径のCNT紡績糸を用いる。
なお、CNTから成る繊維は、CNTとCNTの接合部に籠状タンパク質が挿入されることが好ましい。CNTとCNTの接合部に籠状タンパク質が挿入されることにより、接合部の絶縁性のシェル部によって局所的なフォノン(格子振動)反射が生じ、熱電変換材料全体としての熱伝導率が低くなり、断熱性の基材と組み合わせることによって熱電変換効率をさらに向上させることができる。さらに、籠状タンパク質の内部に無機半導体粒子を内包させることで、接合部において電子あるいはホールを選択的にトンネル輸送することができ、導電率とゼーベック係数を向上させることができる。
本発明の機能性素子の製造方法は、上述した機能性素子の製造方法であって、下記のステップ1),2)を繰り返すことにより、波縫いの方向と直交する方向に電流経路が形成され、該電流経路に沿ってπ型構造直列接続が形成させる。
(ステップ1)
n型紡績糸とp型紡績糸の一方を第1紡績糸、他方を第2紡績糸とし、絶縁基材の表面と裏面の一方を第1面、他方を第2面として、第1紡績糸が絶縁性基材に直線状に波縫いされている状態で、波縫いされた第1紡績糸に並行に隣接して第2紡績糸を波縫いする際に、第1面で一工程前に縫った第1紡績糸の第1面に露出している部分を交差させ、少なくとも1回捻じった後に縫う。
(ステップ2)
次に、波縫いされた第2紡績糸に並行に隣接して第1紡績糸を波縫いする際に、第2面で一工程前に縫った第2紡績糸の第2面に露出している部分を交差させ、少なくとも1回捻じった後に縫う。
衣服や車のシートの表皮などに用いる場合に適した1mm程度の厚みの素子から、建築用断熱材料に用いるための10cm程度の厚みの素子までスケーラブルに用いることができる熱電デバイスの作製方法であり、幅広い用途に用いることができる。
π型構造熱電変換セルは、p型半導体部とn型半導体部から構成され、各セルが直列接続されて熱電変換素子になる。π型熱電変換セルでは、熱電変換素子の表面と裏面に温度差が生じると、ゼーベック効果によって起電力が発生する。そのため、熱電変換素子は片面を加温し(高温側)、他方の面を冷却(低温側)することにより、熱電変換素子に温度差が生じて発電する。
また、図2(2)は、5個のπ型熱電変換セルの直列構造を1ブロックとして、5ブロックが並列に接続された接続トポロジーを示している。
図に示すように、電極1から電極2へ向かう電流経路に沿ってπ型熱電変換セルが直列接続されている。また、π型熱電変換セルの半セル毎に並列接続されている。これにより、π型熱電変換セルが直列接続と並列接続の両方で網目状に縦横に接続されている。
図4において、点線部分の部分がそれぞれ1個のπ型熱電変換セルを形成している。
また、電流経路の取り方を変えると、図5において、点線部分の部分がそれぞれ1個のπ型熱電変換セルを示している。トポロジー的には図3と図4あるいは図5は等価である。
図4あるいは図5で説明した接続から電気的接続を現すための細線を取り去り、代わりにp型紡績糸あるいはn型紡績糸を想定して、それらを蛇行して接続させると図6となる。図6において、実線で示された部分が表面側、点線で示された部分が裏面側になるように3次元構造を形成すると、長方形で囲まれた部分がそれぞれ1個のπ型熱電変換セルとなっている。すなわち、トポロジー的には図3から図4に至るまで、すべて等価である。
図6に描かれた長方形および符号A〜Cは、この素子においてセル直列接続と見なすことができる電流経路の例を示すためのものである。符号Aで示す領域は、p型紡績糸とn型紡績糸の一つの交点を直線的につなぐp型紡績糸辺とn型紡績糸辺の組を1つのπ型セルと見なす場合が描かれている。図の下から左上に2セル分進み、次に右上に1セル分進むように経路をたどると、3セルの直列接続と見なすことができる。また、符号Bで示す領域は、p型紡績糸とn型紡績糸の一つの交点を屈曲してつなぐp型紡績糸辺とn型紡績糸辺の組を一つのπ型セルと見なす場合が描かれている。図の下から糸上をジグザグに進むように経路をたどると、3セルの直列接続と見なすことができる。符号Cで示す領域はπ型セルのとりかたとして符号Aのときと符号Bのときのものが混在する場合が描かれている。屈曲してつながれたπ型セルをつないで下から2セル進み、そこから右上に直線的につながれたπ型セルを1セル進むように経路をたどると、3セルの直列接続と見なすことができる。
このように、本発明の機能素子では、どの交点を見ても2つのp型紡績糸辺と2つのn型紡績糸辺の任意の組み合わせによる4種のπ型セルが定義でき、発電時の電位が単調に変化してゆく方向に経路をたどるとき、多数の任意の直列接続経路をとることができる。このトポロジー的特徴によって、断線に対して出力特性が低下しにくいという利点を得ることができるものである。
ここで、本明細書における「網目構造素子の直列数」とは、対極の電位を結ぶ電圧降下の接続方向にπ型熱電変換セルのユニット数を数えるものであるとし、また、「網目構造素子の並列数」とは、等電位を結ぶ接続方向に熱電糸の結節点を数え、結節点が最も少ない列の結節点数の2倍とする。但し、その両端などで熱電糸のが次の段に接続されていないものがあれば、それを減ずると定義する。
p型紡績糸1、n型紡績糸2及び銅線4が係合される箇所には、交点の電気的接続を補強するために銀ペースト5が塗布されている。なお、銀ペーストに限られず、カーボンペーストなど各種導電性ペーストであっても構わない。
以下では、導電性ナノファイバーの紡績糸として、CNT紡績糸について説明する。
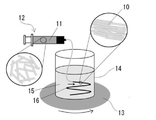
CNTは、HiPCO法(鉄を触媒として、一酸化炭素を炭素源として成長させる手法)を用いて作られたNanoIntegris社のものを使用した。超音波分散させ、3重量%のSDS(Sodium Dodecyl Sulfate)水溶液に分散させた。図8を参照して、CNT紡績糸の作製方法について説明する。
まず、ディスペンサー12に入れたCNT分散剤11を回転台13に乗せた容器14内の凝集液15に吐出することによって、流体力学的に延伸紡糸を行った。凝集液15は、5重量%のPVA(Polyvinyl alcohol)水溶液を用いた。回転速度は約50rpm、中心軸から3cm程度離れたところで水流に対し並行になるように、ディスペンサー12のノズルの向きと位置を調整して、CNT分散剤11の吐出を行って紡糸状CNT16を作製した。その後、溶媒を純水に置換して、紡糸状CNT16を一方の端から引き上げ、大気中で乾燥させることにより、CNT紡績糸を作製した。得られたCNT紡績糸の直径は10〜30μm程度であった。

n型ドーパントとして知られているPEI(Polyethyleneimine)を用いて、CNT紡績糸のキャリアドーピングを行った。n型ドーピングは1重量%のPEI水溶液(溶媒:メタノール)に対して、CNT紡績糸を一定時間浸すことで行った。浸漬時間と、導電率及びゼーベック係数の関係を図12に示す。
CNT紡績糸をPEIに浸漬して十分な時間ドーピングを行うと、ゼーベック係数がn型に変化しており、PEIがドナーとして機能していることがわかる。導電率の時間変化については、ドーピング当初は、ドナー分子によって電子が注入されると、CNTに本来存在するホールを打ち消し、真性に近づき導電率がいったん減少するが、ドーピングが更に進行すると電子が多数キャリアとなって導電率が増加する。
ゼーベック係数Sは、下記数式1のように、電子とホールの各々の導電率の重みをもったゼーベック係数の和となる。
図9では、1本のp型CNT紡績糸が絶縁性基材3に波縫いされた状態を示している。図9に示すように、絶縁性基材3には、p型CNT紡績糸1aが絶縁性基材3の表面と裏面を交互に貫通するように、直線状に波縫いで縫い込まれている。
なお、図4に示すような電流収穫配線として銅などの良導体の細線を両端部に用いる場合、例えばステップS01において、p型紡績糸を用いる代わりに良導体細線を用い、さらに繰り返しの最終のステップS03において、p型紡績糸を用いる代わりに良導体細線を用いれば良い。
繰り返しによって形成された構造は、波縫いの方向とは直交する方向が電流経路となり、その電流経路に沿ってπ型構造直列接続が形成され、波縫い方向にはそのπ型構造が半セル毎に、すなわち等電位となる点同士が横に並列接続された構造となる。
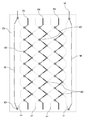
図15(1)は、従来技術であるπ型構造直列構造を基本とする熱電変換素子において、面積増によって十分な発電電力量を得るために、直列接続ユニットを3組並置したものを示している。これら3組の直列接続ユニットは、素子外部において並列接続される。
この素子において、図の×印で示された箇所で電流経路に断線が生じた場合を考える。この1カ所の断線によって、灰色に塗られた直列接続ユニット1組が完全に発電動作を停止する結果となる。
例えば、π型セルが10段直列接続されたユニットを10組並置し、外部で並列接続させた大面積素子を考える。この大面積素子において、どこか1カ所で紡績糸が断線すると、合計の電気コンダクタンスが90%(すなわち、電気抵抗は約110%)になり、最大発電電力量も90%に低下する。すなわち、10%の発電電力低下が起こる。
図15(2)に示す機能性素子において、図の×印でしめされた箇所で電流経路に断線が生じた場合を考える。この1カ所の断線によって、灰色に塗られたπ型構造半セルは発電動作を停止するが、電流経路のトポロジーが網目構造となっていることから、同一のπ型構造セルに属すると見なすことができる隣接した半セルを含めて全てのセルに電流経路が確保されていることから断線した縫い目部分以外の発電動作に影響は及ばない。
例えば、π型セル10×10ユニットの網目構造を持つ大面積素子を考える。総セル数は、前述の従来型直列接続による大面積素子と同じである。この大面積素子において、どこか1カ所で紡績糸が断線すると、合計の電気コンダクタンスは約99%(すなわち、電気抵抗は約101%)、最大発電電力量は約99%になる。すなわち、発電電力低下は1%に抑制される。
図8に示した方法によってCNT複合材料を紡糸したp型紡績糸、および、それに対して図12に示した方法によってドーピングを施したn型紡績糸を用い、図11及び図14に示した方法によって、図7に示した網目構造を有する機能性素子を作製したものの熱電特性を評価した。
機能性素子の熱電出力特性グラフを図13に、解放端電圧を下記表2に示す。表2から、表面と裏面との間の温度差に比例して、解放端電圧が増加していることがわかる。また、図13に示すように、出力特性も負荷抵抗に応じて出力電力が電圧に対して放物線を描く理論どおりの特性となっている。
この機能性素子は十分な柔軟性を有しており、曲げ、捻り、および数%程度の引っ張りに対して、素子抵抗が変化しないことが確認された。また、断熱性基材と熱伝導率が低いCNT複合材料紡績糸を用いているため、大気中において片面を手で触れるだけで温度差5〜10℃に相当する出力が得られることが確認された。
図7の模式図では、4本のp型紡績糸1と3本のn型紡績糸2が、それぞれ絶縁性基材の表面と裏面を交互に貫通する際に糸を交差させられ、1回捻じられ係合し接合され、p型紡績糸1とn型紡績糸2はそれぞれ縫い目が6本設けられ、これによりπ型熱電変換セルが直列接続と並列接続の両方で網目状に縦横に接続された構造(直列数3.5ユニット、並列数12ユニットの構造)が形成されているが、本実施例では、図16の模式図に示すように、3本のp型紡績糸1と2本のn型紡績糸2が、それぞれ絶縁性基材の表面と裏面を交互に貫通する際に糸を交差させられ、1回捻じられ係合し接合され、p型紡績糸1とn型紡績糸2はそれぞれ縫い目が7本設けられ、これによりπ型熱電変換セルが直列接続と並列接続の両方で網目状に縦横に接続された構造(直列数2.5ユニット、並列数14ユニット)が形成されている。
p型紡績糸1、n型紡績糸2及び銅線4が係合される箇所には、交点の電気的接続を補強するために銀ペースト5が塗布された。
CNT紡績糸の作製方法は、実施例1と同様であるが、使用したCNTおよび凝集液が異なり、作製したCNT紡績糸の径に違いがある。実施例1と同様に、図8を参照して説明する。
CNTは、eDIPS法(enhanced Direct Injection Pyrolytic Synthesis method)を用いて作られたものを使用した。超音波分散させ、3重量%のSDS(Sodium Dodecyl Sulfate)水溶液に分散させ、さらにバインダーとして0.01重量%のポリエチレングリコールを添加した。図8に示すように、ディスペンサー12に入れたCNT分散剤11を回転台13に乗せた容器14内の凝集液15に吐出することによって、流体力学的に延伸紡糸を行った。凝集液15は、純メタノールを用いた。回転速度は約50rpm、中心軸から3cm程度離れたところで水流に対し並行になるように、ディスペンサー12のノズルの向きと位置を調整して、CNT分散剤11の吐出を行って紡糸状CNT16を作製した。その後、溶媒を純水に置換して、紡糸状CNT16を一方の端から引き上げ、大気中で乾燥させることにより、CNT紡績糸を作製した。得られたCNT紡績糸の直径は30〜50μm程度であり、実施例1のCNT紡績糸(直径10〜30μm程度)より太い紡績糸が作製できた。
イオン液体として知られる[BMIM]PF6を用いて、CNT紡績糸のn型ドーピングを行った。ドーパント溶液として、[BMIM]PF6にDMSO(Dimethyl sulfoxide)を体積比10%となるように添加し、CNT紡績糸を24時間浸漬することでドーピングを行った。ここで、DMSOは、[BMIM]PF6がCNT紡績糸へ浸透するのを補助する役割がある。浸漬後のCNT紡績糸に付着するイオン液体は、実験用コットン布で拭き取った。
上記のn型ドーピングにより、本来、p型特性(ゼーベック係数;47.8μV/K)であったCNT紡績糸が、n型特性(ゼーベック係数;−49.1μV/K)となることを確認した。
イオン液体を用いて、CNT紡績糸に対するキャリアドーピングを施すと、少数ではあるが一定割合で存在する乖離フッ素イオンがCNTと電荷交換し、CNTに電子を供与して自身は中性となる。中性となったフッ素はフッ素ガスとして、またフッ素イオンを生みだす際に中性となったリンフッ化物分子もガスとして大気中に放出される。このような、大気への陰イオン成分(PF6)の放出のため、CNTに付着したイオン液体のイオンバランスが崩れ、負電荷の一部をCNTが受け持つことでn型化すると推察する。
下記表3は、イオン液体の[BMIM]PF6を用いてドーピングしたCNT紡績糸のSEM−EDX元素分析結果を示している。
本実施例の機能性素子の熱電特性を評価した。本実施例の機能性素子の熱電出力特性グラフを、図17に示す。CNT紡績糸の作製法ならびにドーピング法の改良により、図13と比較して直列数が少ないにもかかわらず同等の出力電圧が得られており(図13の場合は直列数が3.5ユニットであるのに対して、図17の場合は直列数が2.5ユニットである)、出力電力は増加していた。また、負荷抵抗に応じて出力電力が電圧に対して、放物線を描く理論どおりの特性となっていた。
本実施例の機能性素子は十分な柔軟性を有しており、曲げ、捻り、および数%程度の引っ張りに対して、素子抵抗が変化しないことが確認された。また、断熱性基材と熱伝導率が低いCNT複合材料紡績糸を用いているため、大気中において片面を手で触れるだけで温度差5〜10℃に相当する出力が得られることが確認された。
また、測定された素子抵抗の変化から、素子コンダクタンスは0.912倍であり、1カ所の断線による低下は8.8%程度であったと判断される。これは理論的に予測された4.8%よりやや大きいが、各セルの抵抗値にバラツキがあるための誤差であると推測される。
なお、図19において、電圧源(V61,V62)は、素子の電流−電圧特性を得るために入れた電圧源であり、これらは内部抵抗は0(ゼロ)としている。また、符号22で示される三角マークは、基準電位(0V)を表している。
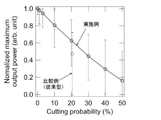
図19に示す等価回路モデルは、π型熱電変換セルの直列数3ユニット、並列数10ユニットの接続に相当する回路であり、各編み目の発電機能は、内部抵抗を持った電圧源で表されている。電圧源の内部抵抗を乱数によって設定された確率で無限大とみなせるほどに大きくすることで、ある一定確率で編み目を構成する紡績糸が切断されることの影響を再現した。計算は、リニアテクノロジー社のLTspiceを用いた。
比較のために、同等の直列数と並列数であるが網目状の接続を有さない、従来型の単純な並列数10ユニットの場合の素子の出力の計算結果を、切断確率20%について点線で示してある。切断確率20%において、従来型の単純な並列数10ユニットの場合は、既に出力が全く失われる可能性があるのに対して、本実施例の機能性素子の場合は、最低でも30%程度の出力が残存していることが示された。この結果は、本実施例の機能性素子の構造が、実使用環境下での機能性素子の主力安定性と寿命の延長に大きく貢献することを示すものである。
また、熱電変換素子は熱電対と同じ構造を有していることから、本発明の機能性素子は、汎用性の高い面状の高感度内外温度差センサ、自動車のシートやオフィスの椅子あるいはカーペットなどに組み込む人感センサなどにも利用できる。
また、発電に用いるゼーベック効果と冷却に用いるペルチェ効果は本質的に可逆の現象であることから、本発明の機能性素子は、自動車、電車、航空機などの座面や背もたれに用いる布状ペルチェ冷却素子、加熱・冷却機能を備えた衣服などにも利用できる。
2,2a〜2c n型CNT紡績糸
3 絶縁性基材
4 銅線
5 銀ペースト
6a,6b 断線箇所
7a,7b 不良化範囲
8 断線箇所
10 CNT
11 CNT分散剤
12 ディスペンサー
13 回転台
14 容器
15 凝集液
16 紡糸状CNT
21 電圧源
22 基準電位
V1〜V62 電圧源
Claims (11)
- 絶縁性基材の厚み方向の温度差を利用するπ型熱電変換セルの直列構造が複数並列に並び、p型とn型が切り換わる部位で、発電時に同電位となる段間が電気的に接続されるトポロジーを有する素子であって、
前記絶縁性基材は、断熱性と柔軟性を有するシート状または帯状で、使用環境において基材単体で形状保持し得る基材強度を有し、
前記素子は、断熱性を有する導電性繊維状物質から成るn型紡績糸とp型紡績糸が、前記絶縁性基材に交互かつ並行して縫い込まれ、それぞれ前記絶縁性基材の表面と裏面を交互に貫通する際に互いに電気的に接続されており、
前記n型紡績糸と前記p型紡績糸が、それぞれ前記絶縁性基材の表面と裏面を交互に貫通する際に、前記n型紡績糸と前記p型紡績糸が交差あるいは接触させられ、交点あるいは接点に導電性ペーストによる電気的接続の補強が設けられ、
前記絶縁性基材と前記n型紡績糸が互いに緩やかに結合し、前記絶縁性基材と前記p型紡績糸が互いに緩やかに結合し、π型熱電変換セルが電気回路として直列接続と並列接続の両方で網目状に縦横に接続され、断線に対する素子の耐性を高めたことを特徴とする機能性素子。 - 前記導電性繊維状物質の長手方向の熱伝導率が、10W/mK未満に抑制されていることを特徴とする請求項1に記載の機能性素子。
- 前記n型紡績糸と前記p型紡績糸が、前記絶縁性基材の厚み方向に対して斜めに貫通し、前記絶縁性基材の表面と裏面にそれぞれ露出される部分を増減させたことを特徴とする請求項1又は2に記載の機能性素子。
- 前記n型紡績糸と前記p型紡績糸が帯状、又は、前記n型紡績糸と前記p型紡績糸の断面が多角形もしくは楕円形であることを特徴とする請求項1〜3の何れかに記載の機能性素子。
- 前記絶縁性基材は、伸縮性を有することを特徴とする請求項1〜4の何れかに記載の機能性素子。
- 前記絶縁性基材は、布又は紙、あるいは、発泡ポリマー、エラストマー、綿状凝集体及びゲル状凝集体から選択される素材を板状あるいはシート状に加工したものの何れかであることを特徴とする請求項5に記載の機能性素子。
- 前記絶縁性基材は、縫製されたものであり、縫製される際に、前記n型紡績糸と前記p型紡績糸が、同時に縫製されたことを特徴とする請求項1〜6の何れかに記載の機能性素子。
- 前記絶縁性基材は、π型熱電変換セルの厚みと実質的同一の径を有する縦糸と横糸を用いて縫製されたことを特徴とする請求項7に記載の機能性素子。
- 前記n型紡績糸及び前記p型紡績糸は、カーボンナノチューブ(CNT)、カーボンナノファイバー(CNF)、グラフェン、グラフェンナノリボン、フラーレンナノウィスカー及び無機半導体ウィスカーの群から選択される1種以上の導電性ナノファイバーと、
ポリマー、デンドリマー、ポリペプチド及びタンパク質の群から選択される1種以上を主成分とする絶縁性材料又は導電性材料との複合材料から成ることを特徴とする請求項1〜8の何れかに記載の機能性素子。 - 前記n型紡績糸及び前記p型紡績糸は、0.1〜100μmの径のCNTから成る繊維を複数撚り合せた撚糸であることを特徴とする請求項1〜8に記載の機能性素子。
- 請求項1〜10の機能性素子の製造方法であって、
前記n型紡績糸と前記p型紡績糸の一方を第1紡績糸、他方を第2紡績糸とし、前記絶縁性基材の表面と裏面の一方を第1面、他方を第2面として、
第1紡績糸が前記絶縁性基材に直線状に波縫いされている状態で、
波縫いされた第1紡績糸に並行に隣接して第2紡績糸を波縫いする際に、第1面で一工程前に縫った第1紡績糸の第1面に露出している部分を交差させ、少なくとも1回捻じった後に縫うステップ、
次に、波縫いされた第2紡績糸に並行に隣接して第1紡績糸を波縫いする際に、第2面で一工程前に縫った第2紡績糸の第2面に露出している部分を交差させ、少なくとも1回捻じった後に縫うステップ、
上記のステップを繰り返すことにより、波縫いの方向と直交する方向に電流経路が形成され、該電流経路に沿ってπ型構造直列接合が形成されることを特徴とする機能性素子の作製方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016173221 | 2016-09-06 | ||
| JP2016173221 | 2016-09-06 | ||
| PCT/JP2017/032179 WO2018047882A1 (ja) | 2016-09-06 | 2017-09-06 | π型熱電変換素子のセル直列構造を有する機能性素子とその作製方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2018047882A1 JPWO2018047882A1 (ja) | 2019-07-11 |
| JP6974854B2 true JP6974854B2 (ja) | 2021-12-01 |
Family
ID=61562151
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018538450A Active JP6974854B2 (ja) | 2016-09-06 | 2017-09-06 | π型熱電変換素子のセル直列構造を有する機能性素子とその作製方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP6974854B2 (ja) |
| WO (1) | WO2018047882A1 (ja) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7440028B2 (ja) * | 2019-01-08 | 2024-02-28 | 味の素株式会社 | 組成物 |
| JP7402485B2 (ja) * | 2019-08-05 | 2023-12-21 | 国立大学法人横浜国立大学 | フラーレンナノウィスカーを含む複合材の作製方法 |
| JP2021111664A (ja) * | 2020-01-08 | 2021-08-02 | 国立大学法人鳥取大学 | 熱電変換素子及びその製造方法並びに熱電変換デバイス |
| CN112461291A (zh) * | 2020-11-11 | 2021-03-09 | 大连海事大学 | 一种模块化拼接式自供能装置及海洋生物传感器系统 |
| CN113257984B (zh) * | 2021-04-15 | 2022-11-11 | 深圳大学 | 可调温柔性热电器件及其制备方法与应用 |
| US11906364B2 (en) * | 2021-07-06 | 2024-02-20 | King Abdulaziz University | Flexible infrared irradiation and temperature sensors |
| JP2023072395A (ja) * | 2021-11-12 | 2023-05-24 | 国立研究開発法人産業技術総合研究所 | 自立型半導体素子およびその製造方法 |
| WO2023127590A1 (ja) * | 2021-12-28 | 2023-07-06 | 日東電工株式会社 | 熱電変換素子およびセンサモジュール |
| WO2023127591A1 (ja) * | 2021-12-28 | 2023-07-06 | 日東電工株式会社 | センサ付き真空断熱材 |
| WO2023127592A1 (ja) * | 2021-12-28 | 2023-07-06 | 日東電工株式会社 | 熱電変換モジュール |
| JP2024005793A (ja) * | 2022-06-30 | 2024-01-17 | Tpr株式会社 | 熱電変換モジュール及び熱電変換素子の構造 |
| WO2024150608A1 (ja) * | 2023-01-11 | 2024-07-18 | 日東電工株式会社 | 発光素子付き真空断熱材、保冷容器、発光素子付き真空断熱材の検査方法、および、発光素子付き真空断熱材の製造方法 |
| WO2025084208A1 (ja) * | 2023-10-18 | 2025-04-24 | 日東電工株式会社 | カーボンナノチューブ繊維の製造方法、カーボンナノチューブ凝固体製造装置、および、カーボンナノチューブ繊維の製造システム |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19833180C2 (de) * | 1998-07-23 | 2003-01-02 | Hans K Seibold | Fertigungsverfahren für thermoelektrische Energiewandlerketten |
| FR2817617A1 (fr) * | 2000-12-01 | 2002-06-07 | Edouard Serras | Procede de fabrication de convertisseurs thermo-electriques |
| JP3963213B2 (ja) * | 2002-01-15 | 2007-08-22 | 独立行政法人情報通信研究機構 | 編込み型熱電変換パネル |
| WO2004003273A2 (en) * | 2002-06-28 | 2004-01-08 | North Carolina State University | Fabric and yarn structures for improving signal integrity in fabric based electrical circuits |
| US20060070650A1 (en) * | 2004-10-04 | 2006-04-06 | Jacob Fraden | Temperature gradient detector |
| FR2899999B1 (fr) * | 2006-04-13 | 2008-06-27 | Commissariat Energie Atomique | Structure thermoelectrique et utilisation de la structure thermoelectrique pour former une structure textile |
| JP2010537410A (ja) * | 2007-08-14 | 2010-12-02 | ナノコンプ テクノロジーズ インコーポレイテッド | ナノ構造材料ベースの熱電発電装置 |
| US20120227778A1 (en) * | 2011-03-11 | 2012-09-13 | Imec | Thermoelectric Textile |
| DE102011115172B4 (de) * | 2011-09-23 | 2017-02-16 | Werner Neumann | Verfahren zur Herstellung eines textilen thermoelektrischen Bauelements, textile thermoelektrische Bauelemente und Verwendungen eines textilen thermoelektrischen Bauelements |
| GB2507316B (en) * | 2012-10-26 | 2015-09-16 | Engineered Capabilities Ltd | Thermoelectric transducers |
| US9929332B2 (en) * | 2014-04-25 | 2018-03-27 | North Carolina State University | Flexible thermoelectric devices, methods of preparation thereof, and methods of recovering waste heat therewith |
| JP6529097B2 (ja) * | 2015-03-25 | 2019-06-12 | 国立大学法人 奈良先端科学技術大学院大学 | π型熱電変換素子のセル直列構造を有する機能性素子及びその作製方法 |
-
2017
- 2017-09-06 JP JP2018538450A patent/JP6974854B2/ja active Active
- 2017-09-06 WO PCT/JP2017/032179 patent/WO2018047882A1/ja not_active Ceased
Also Published As
| Publication number | Publication date |
|---|---|
| WO2018047882A1 (ja) | 2018-03-15 |
| JPWO2018047882A1 (ja) | 2019-07-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6974854B2 (ja) | π型熱電変換素子のセル直列構造を有する機能性素子とその作製方法 | |
| JP6529097B2 (ja) | π型熱電変換素子のセル直列構造を有する機能性素子及びその作製方法 | |
| Ito et al. | From materials to device design of a thermoelectric fabric for wearable energy harvesters | |
| Sun et al. | Stretchable fabric generates electric power from woven thermoelectric fibers | |
| Shen et al. | Review on fiber-based thermoelectrics: materials, devices, and textiles | |
| Ryan et al. | All-organic textile thermoelectrics with carbon-nanotube-coated n-type yarns | |
| Tang et al. | Highly machine-washable e-textiles with high strain sensitivity and high thermal conduction | |
| US20090025774A1 (en) | Thermoelectric means and fabric-type structure incorporating such a means | |
| Jiang et al. | Facile fabrication of cotton-based thermoelectric yarns for the construction of textile generator with high performance in human heat harvesting | |
| CN113265880B (zh) | 超柔性自发电纱线、全纤维基超柔性温差自发电织物及其制备方法 | |
| Karalis et al. | Carbon fiber/epoxy composite laminates as through-thickness thermoelectric generators | |
| Yu et al. | Phase-transition-promoted thermoelectric textiles based on twin surface-modified CNT fibers | |
| Ding et al. | PEDOT/CNT/Bi2Te3 coated porous thermoelectric yarns for textile based wearable thermoelectric generator | |
| KR20230060017A (ko) | 탄소나노튜브와 금속 나노와이어를 포함하는 전도성 섬유의 제조방법 및 이를 포함하는 전도성 섬유 | |
| Chen et al. | Advanced thermoelectric textiles for power generation: principles, design, and manufacturing | |
| JP2017195232A (ja) | 繊維状の熱電素子 | |
| JP2017050958A (ja) | 熱電変換布帛、これを用いた熱電変換発電装置、熱電変換温調装置及び自動車用温調シート | |
| JP6013638B1 (ja) | 導電性ナノファイバー | |
| JP2019149494A (ja) | フラーレン含有体および半導体デバイス | |
| JP2014096240A (ja) | 面状発熱体用布帛並びに面状発熱体及びその製造方法 | |
| JP7749255B2 (ja) | 熱電変換素子及びその製造方法並びに熱電変換デバイス | |
| TWI729922B (zh) | 高發熱安定型可拉伸性複合電熱材料、其製作方法、以及高發熱安定型可拉伸性電熱元件 | |
| Fan et al. | Highly Conductive and Mechanically Robust PEDOT: PSS‐Based Fibers: Fabrication Methods, Structure‐Property Relations, and Potential Applications | |
| Choi et al. | Thermal coalescence-driven structural transformation of carbon nanotube fibers for flexible thermoelectrics | |
| Zheng et al. | Organic thermoelectric textiles for harvesting thermal energy and powering electronics |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A529 | Written submission of copy of amendment under article 34 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A5211 Effective date: 20190225 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190227 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200527 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210712 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210824 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211025 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211028 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6974854 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |