JP6941316B2 - 化粧シート及びその製造方法 - Google Patents
化粧シート及びその製造方法 Download PDFInfo
- Publication number
- JP6941316B2 JP6941316B2 JP2017023127A JP2017023127A JP6941316B2 JP 6941316 B2 JP6941316 B2 JP 6941316B2 JP 2017023127 A JP2017023127 A JP 2017023127A JP 2017023127 A JP2017023127 A JP 2017023127A JP 6941316 B2 JP6941316 B2 JP 6941316B2
- Authority
- JP
- Japan
- Prior art keywords
- ultraviolet absorber
- decorative sheet
- layer
- raw fabric
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 9
- 239000010410 layer Substances 0.000 claims description 227
- 239000006097 ultraviolet radiation absorber Substances 0.000 claims description 133
- 239000004744 fabric Substances 0.000 claims description 131
- 229920005989 resin Polymers 0.000 claims description 107
- 239000011347 resin Substances 0.000 claims description 107
- 239000011342 resin composition Substances 0.000 claims description 58
- 239000000463 material Substances 0.000 claims description 48
- 238000000034 method Methods 0.000 claims description 46
- -1 polypropylene Polymers 0.000 claims description 37
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 30
- 239000002667 nucleating agent Substances 0.000 claims description 27
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical group [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 claims description 24
- 238000012360 testing method Methods 0.000 claims description 23
- 239000004743 Polypropylene Substances 0.000 claims description 21
- 229920001155 polypropylene Polymers 0.000 claims description 21
- 229920005672 polyolefin resin Polymers 0.000 claims description 18
- 230000008859 change Effects 0.000 claims description 17
- 239000012528 membrane Substances 0.000 claims description 17
- 150000003904 phospholipids Chemical class 0.000 claims description 14
- 239000011787 zinc oxide Substances 0.000 claims description 12
- 239000002502 liposome Substances 0.000 claims description 10
- 239000002105 nanoparticle Substances 0.000 claims description 10
- WPYMKLBDIGXBTP-UHFFFAOYSA-N benzoic acid Chemical compound OC(=O)C1=CC=CC=C1 WPYMKLBDIGXBTP-UHFFFAOYSA-N 0.000 claims description 8
- 239000002356 single layer Substances 0.000 claims description 8
- JYEUMXHLPRZUAT-UHFFFAOYSA-N 1,2,3-triazine Chemical group C1=CN=NN=C1 JYEUMXHLPRZUAT-UHFFFAOYSA-N 0.000 claims description 7
- 239000002245 particle Substances 0.000 claims description 7
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 claims description 5
- 230000003068 static effect Effects 0.000 claims description 4
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 claims description 4
- 239000002270 dispersing agent Substances 0.000 claims description 3
- CETPSERCERDGAM-UHFFFAOYSA-N ceric oxide Chemical compound O=[Ce]=O CETPSERCERDGAM-UHFFFAOYSA-N 0.000 claims description 2
- 229910000422 cerium(IV) oxide Inorganic materials 0.000 claims description 2
- 239000002537 cosmetic Substances 0.000 claims description 2
- 239000000976 ink Substances 0.000 description 43
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 30
- 230000000052 comparative effect Effects 0.000 description 24
- 239000010408 film Substances 0.000 description 22
- 238000001723 curing Methods 0.000 description 21
- 239000001569 carbon dioxide Substances 0.000 description 15
- 229910002092 carbon dioxide Inorganic materials 0.000 description 15
- 229920001577 copolymer Polymers 0.000 description 15
- 239000012071 phase Substances 0.000 description 15
- VXNZUUAINFGPBY-UHFFFAOYSA-N 1-Butene Chemical compound CCC=C VXNZUUAINFGPBY-UHFFFAOYSA-N 0.000 description 14
- 238000001704 evaporation Methods 0.000 description 14
- 230000002441 reversible effect Effects 0.000 description 14
- 238000011282 treatment Methods 0.000 description 14
- 229920001971 elastomer Polymers 0.000 description 13
- 239000006096 absorbing agent Substances 0.000 description 12
- 238000013461 design Methods 0.000 description 11
- 229910052751 metal Inorganic materials 0.000 description 11
- 239000002184 metal Substances 0.000 description 11
- 238000005259 measurement Methods 0.000 description 10
- JRZJOMJEPLMPRA-UHFFFAOYSA-N 1-nonene Chemical compound CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 9
- 239000005977 Ethylene Substances 0.000 description 9
- 239000012790 adhesive layer Substances 0.000 description 9
- 150000001336 alkenes Chemical class 0.000 description 9
- 239000000806 elastomer Substances 0.000 description 9
- 239000000203 mixture Substances 0.000 description 9
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 8
- IAQRGUVFOMOMEM-UHFFFAOYSA-N butene Natural products CC=CC IAQRGUVFOMOMEM-UHFFFAOYSA-N 0.000 description 8
- 239000003795 chemical substances by application Substances 0.000 description 8
- 239000013538 functional additive Substances 0.000 description 8
- 150000003839 salts Chemical class 0.000 description 8
- QRUDEWIWKLJBPS-UHFFFAOYSA-N benzotriazole Chemical compound C1=CC=C2N[N][N]C2=C1 QRUDEWIWKLJBPS-UHFFFAOYSA-N 0.000 description 7
- 239000012964 benzotriazole Substances 0.000 description 7
- 239000000843 powder Substances 0.000 description 7
- 238000007639 printing Methods 0.000 description 7
- 239000000126 substance Substances 0.000 description 7
- 230000002087 whitening effect Effects 0.000 description 7
- HEDRZPFGACZZDS-UHFFFAOYSA-N Chloroform Chemical compound ClC(Cl)Cl HEDRZPFGACZZDS-UHFFFAOYSA-N 0.000 description 6
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 6
- 238000010521 absorption reaction Methods 0.000 description 6
- 239000004840 adhesive resin Substances 0.000 description 6
- 229920006223 adhesive resin Polymers 0.000 description 6
- 239000011256 inorganic filler Substances 0.000 description 6
- 229910003475 inorganic filler Inorganic materials 0.000 description 6
- 238000010030 laminating Methods 0.000 description 6
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 5
- 239000000654 additive Substances 0.000 description 5
- 230000000740 bleeding effect Effects 0.000 description 5
- 230000006866 deterioration Effects 0.000 description 5
- 239000000839 emulsion Substances 0.000 description 5
- 239000007788 liquid Substances 0.000 description 5
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 5
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 5
- 229920005604 random copolymer Polymers 0.000 description 5
- 229920006027 ternary co-polymer Polymers 0.000 description 5
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 4
- 239000005057 Hexamethylene diisocyanate Substances 0.000 description 4
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 4
- 239000005062 Polybutadiene Substances 0.000 description 4
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 4
- 239000000853 adhesive Substances 0.000 description 4
- 230000001070 adhesive effect Effects 0.000 description 4
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 4
- 239000011230 binding agent Substances 0.000 description 4
- HVYWMOMLDIMFJA-DPAQBDIFSA-N cholesterol Chemical compound C1C=C2C[C@@H](O)CC[C@]2(C)[C@@H]2[C@@H]1[C@@H]1CC[C@H]([C@H](C)CCCC(C)C)[C@@]1(C)CC2 HVYWMOMLDIMFJA-DPAQBDIFSA-N 0.000 description 4
- 238000000576 coating method Methods 0.000 description 4
- 238000001816 cooling Methods 0.000 description 4
- 229920003244 diene elastomer Polymers 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 238000010894 electron beam technology Methods 0.000 description 4
- 238000001125 extrusion Methods 0.000 description 4
- RRAMGCGOFNQTLD-UHFFFAOYSA-N hexamethylene diisocyanate Chemical compound O=C=NCCCCCCN=C=O RRAMGCGOFNQTLD-UHFFFAOYSA-N 0.000 description 4
- 239000000049 pigment Substances 0.000 description 4
- 229920002857 polybutadiene Polymers 0.000 description 4
- 239000002987 primer (paints) Substances 0.000 description 4
- 230000002829 reductive effect Effects 0.000 description 4
- 239000005060 rubber Substances 0.000 description 4
- 239000002904 solvent Substances 0.000 description 4
- 238000005507 spraying Methods 0.000 description 4
- 238000003756 stirring Methods 0.000 description 4
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 3
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 3
- 229920003171 Poly (ethylene oxide) Polymers 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 3
- NRCMAYZCPIVABH-UHFFFAOYSA-N Quinacridone Chemical compound N1C2=CC=CC=C2C(=O)C2=C1C=C1C(=O)C3=CC=CC=C3NC1=C2 NRCMAYZCPIVABH-UHFFFAOYSA-N 0.000 description 3
- 239000002253 acid Substances 0.000 description 3
- 238000004220 aggregation Methods 0.000 description 3
- 230000002776 aggregation Effects 0.000 description 3
- 150000001412 amines Chemical class 0.000 description 3
- 239000003963 antioxidant agent Substances 0.000 description 3
- 230000003078 antioxidant effect Effects 0.000 description 3
- 239000008346 aqueous phase Substances 0.000 description 3
- 235000012000 cholesterol Nutrition 0.000 description 3
- 229920006026 co-polymeric resin Polymers 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 3
- 239000003086 colorant Substances 0.000 description 3
- 235000014113 dietary fatty acids Nutrition 0.000 description 3
- 239000000194 fatty acid Substances 0.000 description 3
- 229930195729 fatty acid Natural products 0.000 description 3
- 230000036571 hydration Effects 0.000 description 3
- 238000006703 hydration reaction Methods 0.000 description 3
- 230000001771 impaired effect Effects 0.000 description 3
- 239000012948 isocyanate Substances 0.000 description 3
- 150000002513 isocyanates Chemical class 0.000 description 3
- 239000004611 light stabiliser Substances 0.000 description 3
- 150000002632 lipids Chemical class 0.000 description 3
- 239000000155 melt Substances 0.000 description 3
- 229920000728 polyester Polymers 0.000 description 3
- 229920000573 polyethylene Polymers 0.000 description 3
- 229920000098 polyolefin Polymers 0.000 description 3
- 239000004814 polyurethane Substances 0.000 description 3
- 229920002635 polyurethane Polymers 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 3
- 239000007787 solid Substances 0.000 description 3
- 239000000454 talc Substances 0.000 description 3
- 229910052623 talc Inorganic materials 0.000 description 3
- 229920002725 thermoplastic elastomer Polymers 0.000 description 3
- 239000004711 α-olefin Substances 0.000 description 3
- QGKMIGUHVLGJBR-UHFFFAOYSA-M (4z)-1-(3-methylbutyl)-4-[[1-(3-methylbutyl)quinolin-1-ium-4-yl]methylidene]quinoline;iodide Chemical compound [I-].C12=CC=CC=C2N(CCC(C)C)C=CC1=CC1=CC=[N+](CCC(C)C)C2=CC=CC=C12 QGKMIGUHVLGJBR-UHFFFAOYSA-M 0.000 description 2
- FKTHNVSLHLHISI-UHFFFAOYSA-N 1,2-bis(isocyanatomethyl)benzene Chemical compound O=C=NCC1=CC=CC=C1CN=C=O FKTHNVSLHLHISI-UHFFFAOYSA-N 0.000 description 2
- VZXPHDGHQXLXJC-UHFFFAOYSA-N 1,6-diisocyanato-5,6-dimethylheptane Chemical compound O=C=NC(C)(C)C(C)CCCCN=C=O VZXPHDGHQXLXJC-UHFFFAOYSA-N 0.000 description 2
- ZGEGCLOFRBLKSE-UHFFFAOYSA-N 1-Heptene Chemical compound CCCCCC=C ZGEGCLOFRBLKSE-UHFFFAOYSA-N 0.000 description 2
- AFFLGGQVNFXPEV-UHFFFAOYSA-N 1-decene Chemical compound CCCCCCCCC=C AFFLGGQVNFXPEV-UHFFFAOYSA-N 0.000 description 2
- CRSBERNSMYQZNG-UHFFFAOYSA-N 1-dodecene Chemical compound CCCCCCCCCCC=C CRSBERNSMYQZNG-UHFFFAOYSA-N 0.000 description 2
- ADOBXTDBFNCOBN-UHFFFAOYSA-N 1-heptadecene Chemical compound CCCCCCCCCCCCCCCC=C ADOBXTDBFNCOBN-UHFFFAOYSA-N 0.000 description 2
- JLPULHDHAOZNQI-ZTIMHPMXSA-N 1-hexadecanoyl-2-(9Z,12Z-octadecadienoyl)-sn-glycero-3-phosphocholine Chemical compound CCCCCCCCCCCCCCCC(=O)OC[C@H](COP([O-])(=O)OCC[N+](C)(C)C)OC(=O)CCCCCCC\C=C/C\C=C/CCCCC JLPULHDHAOZNQI-ZTIMHPMXSA-N 0.000 description 2
- GQEZCXVZFLOKMC-UHFFFAOYSA-N 1-hexadecene Chemical compound CCCCCCCCCCCCCCC=C GQEZCXVZFLOKMC-UHFFFAOYSA-N 0.000 description 2
- KWKAKUADMBZCLK-UHFFFAOYSA-N 1-octene Chemical compound CCCCCCC=C KWKAKUADMBZCLK-UHFFFAOYSA-N 0.000 description 2
- PJLHTVIBELQURV-UHFFFAOYSA-N 1-pentadecene Chemical compound CCCCCCCCCCCCCC=C PJLHTVIBELQURV-UHFFFAOYSA-N 0.000 description 2
- HFDVRLIODXPAHB-UHFFFAOYSA-N 1-tetradecene Chemical compound CCCCCCCCCCCCC=C HFDVRLIODXPAHB-UHFFFAOYSA-N 0.000 description 2
- UPMLOUAZCHDJJD-UHFFFAOYSA-N 4,4'-Diphenylmethane Diisocyanate Chemical compound C1=CC(N=C=O)=CC=C1CC1=CC=C(N=C=O)C=C1 UPMLOUAZCHDJJD-UHFFFAOYSA-N 0.000 description 2
- WSSSPWUEQFSQQG-UHFFFAOYSA-N 4-methyl-1-pentene Chemical compound CC(C)CC=C WSSSPWUEQFSQQG-UHFFFAOYSA-N 0.000 description 2
- RSWGJHLUYNHPMX-UHFFFAOYSA-N Abietic-Saeure Natural products C12CCC(C(C)C)=CC2=CCC2C1(C)CCCC2(C)C(O)=O RSWGJHLUYNHPMX-UHFFFAOYSA-N 0.000 description 2
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 2
- 239000005711 Benzoic acid Substances 0.000 description 2
- YDNKGFDKKRUKPY-JHOUSYSJSA-N C16 ceramide Natural products CCCCCCCCCCCCCCCC(=O)N[C@@H](CO)[C@H](O)C=CCCCCCCCCCCCCC YDNKGFDKKRUKPY-JHOUSYSJSA-N 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- BDCFUHIWJODVNG-UHFFFAOYSA-N Desmosterol Natural products C1C=C2CC(O)C=CC2(C)C2C1C1CCC(C(C)CCC(CC)C(C)C)C1(C)CC2 BDCFUHIWJODVNG-UHFFFAOYSA-N 0.000 description 2
- 239000004593 Epoxy Substances 0.000 description 2
- CPLXHLVBOLITMK-UHFFFAOYSA-N Magnesium oxide Chemical compound [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 2
- IMNFDUFMRHMDMM-UHFFFAOYSA-N N-Heptane Chemical compound CCCCCCC IMNFDUFMRHMDMM-UHFFFAOYSA-N 0.000 description 2
- CRJGESKKUOMBCT-VQTJNVASSA-N N-acetylsphinganine Chemical compound CCCCCCCCCCCCCCC[C@@H](O)[C@H](CO)NC(C)=O CRJGESKKUOMBCT-VQTJNVASSA-N 0.000 description 2
- SUHOOTKUPISOBE-UHFFFAOYSA-N O-phosphoethanolamine Chemical compound NCCOP(O)(O)=O SUHOOTKUPISOBE-UHFFFAOYSA-N 0.000 description 2
- CBENFWSGALASAD-UHFFFAOYSA-N Ozone Chemical compound [O-][O+]=O CBENFWSGALASAD-UHFFFAOYSA-N 0.000 description 2
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 2
- KHPCPRHQVVSZAH-HUOMCSJISA-N Rosin Natural products O(C/C=C/c1ccccc1)[C@H]1[C@H](O)[C@@H](O)[C@@H](O)[C@@H](CO)O1 KHPCPRHQVVSZAH-HUOMCSJISA-N 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- BGYHLZZASRKEJE-UHFFFAOYSA-N [3-[3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoyloxy]-2,2-bis[3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoyloxymethyl]propyl] 3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoate Chemical compound CC(C)(C)C1=C(O)C(C(C)(C)C)=CC(CCC(=O)OCC(COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)(COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)=C1 BGYHLZZASRKEJE-UHFFFAOYSA-N 0.000 description 2
- 238000010306 acid treatment Methods 0.000 description 2
- QYIXCDOBOSTCEI-UHFFFAOYSA-N alpha-cholestanol Natural products C1CC2CC(O)CCC2(C)C2C1C1CCC(C(C)CCCC(C)C)C1(C)CC2 QYIXCDOBOSTCEI-UHFFFAOYSA-N 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 238000000149 argon plasma sintering Methods 0.000 description 2
- 239000011324 bead Substances 0.000 description 2
- 235000010233 benzoic acid Nutrition 0.000 description 2
- 238000009835 boiling Methods 0.000 description 2
- 239000002775 capsule Substances 0.000 description 2
- 229940106189 ceramide Drugs 0.000 description 2
- ZVEQCJWYRWKARO-UHFFFAOYSA-N ceramide Natural products CCCCCCCCCCCCCCC(O)C(=O)NC(CO)C(O)C=CCCC=C(C)CCCCCCCCC ZVEQCJWYRWKARO-UHFFFAOYSA-N 0.000 description 2
- KRVSOGSZCMJSLX-UHFFFAOYSA-L chromic acid Substances O[Cr](O)(=O)=O KRVSOGSZCMJSLX-UHFFFAOYSA-L 0.000 description 2
- 238000003851 corona treatment Methods 0.000 description 2
- 238000005336 cracking Methods 0.000 description 2
- 238000002425 crystallisation Methods 0.000 description 2
- 230000008025 crystallization Effects 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- AVSXSVCZWQODGV-DPAQBDIFSA-N desmosterol Chemical compound C1C=C2C[C@@H](O)CC[C@]2(C)[C@@H]2[C@@H]1[C@@H]1CC[C@H]([C@@H](CCC=C(C)C)C)[C@@]1(C)CC2 AVSXSVCZWQODGV-DPAQBDIFSA-N 0.000 description 2
- 150000001993 dienes Chemical class 0.000 description 2
- 239000006185 dispersion Substances 0.000 description 2
- 239000008344 egg yolk phospholipid Substances 0.000 description 2
- 238000004049 embossing Methods 0.000 description 2
- 239000008393 encapsulating agent Substances 0.000 description 2
- HQQADJVZYDDRJT-UHFFFAOYSA-N ethene;prop-1-ene Chemical group C=C.CC=C HQQADJVZYDDRJT-UHFFFAOYSA-N 0.000 description 2
- AWJWCTOOIBYHON-UHFFFAOYSA-N furo[3,4-b]pyrazine-5,7-dione Chemical compound C1=CN=C2C(=O)OC(=O)C2=N1 AWJWCTOOIBYHON-UHFFFAOYSA-N 0.000 description 2
- 238000007646 gravure printing Methods 0.000 description 2
- 239000012760 heat stabilizer Substances 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 229920001903 high density polyethylene Polymers 0.000 description 2
- 239000004700 high-density polyethylene Substances 0.000 description 2
- 229920003049 isoprene rubber Polymers 0.000 description 2
- AYLRODJJLADBOB-QMMMGPOBSA-N methyl (2s)-2,6-diisocyanatohexanoate Chemical compound COC(=O)[C@@H](N=C=O)CCCCN=C=O AYLRODJJLADBOB-QMMMGPOBSA-N 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- VAMFXQBUQXONLZ-UHFFFAOYSA-N n-alpha-eicosene Natural products CCCCCCCCCCCCCCCCCCC=C VAMFXQBUQXONLZ-UHFFFAOYSA-N 0.000 description 2
- VVGIYYKRAMHVLU-UHFFFAOYSA-N newbouldiamide Natural products CCCCCCCCCCCCCCCCCCCC(O)C(O)C(O)C(CO)NC(=O)CCCCCCCCCCCCCCCCC VVGIYYKRAMHVLU-UHFFFAOYSA-N 0.000 description 2
- NHLUYCJZUXOUBX-UHFFFAOYSA-N nonadec-1-ene Chemical compound CCCCCCCCCCCCCCCCCC=C NHLUYCJZUXOUBX-UHFFFAOYSA-N 0.000 description 2
- 239000002736 nonionic surfactant Substances 0.000 description 2
- CCCMONHAUSKTEQ-UHFFFAOYSA-N octadec-1-ene Chemical compound CCCCCCCCCCCCCCCCC=C CCCMONHAUSKTEQ-UHFFFAOYSA-N 0.000 description 2
- 230000001590 oxidative effect Effects 0.000 description 2
- YWAKXRMUMFPDSH-UHFFFAOYSA-N pentene Chemical compound CCCC=C YWAKXRMUMFPDSH-UHFFFAOYSA-N 0.000 description 2
- WTJKGGKOPKCXLL-RRHRGVEJSA-N phosphatidylcholine Chemical compound CCCCCCCCCCCCCCCC(=O)OC[C@H](COP([O-])(=O)OCC[N+](C)(C)C)OC(=O)CCCCCCCC=CCCCCCCCC WTJKGGKOPKCXLL-RRHRGVEJSA-N 0.000 description 2
- 150000003014 phosphoric acid esters Chemical class 0.000 description 2
- 150000004291 polyenes Chemical class 0.000 description 2
- 229940098458 powder spray Drugs 0.000 description 2
- 239000002516 radical scavenger Substances 0.000 description 2
- 239000010409 thin film Substances 0.000 description 2
- DVKJHBMWWAPEIU-UHFFFAOYSA-N toluene 2,4-diisocyanate Chemical compound CC1=CC=C(N=C=O)C=C1N=C=O DVKJHBMWWAPEIU-UHFFFAOYSA-N 0.000 description 2
- KHPCPRHQVVSZAH-UHFFFAOYSA-N trans-cinnamyl beta-D-glucopyranoside Natural products OC1C(O)C(O)C(CO)OC1OCC=CC1=CC=CC=C1 KHPCPRHQVVSZAH-UHFFFAOYSA-N 0.000 description 2
- 230000000007 visual effect Effects 0.000 description 2
- HZVFRKSYUGFFEJ-YVECIDJPSA-N (2r,3r,4s,5r)-7-phenylhept-6-ene-1,2,3,4,5,6-hexol Chemical compound OC[C@@H](O)[C@@H](O)[C@H](O)[C@@H](O)C(O)=CC1=CC=CC=C1 HZVFRKSYUGFFEJ-YVECIDJPSA-N 0.000 description 1
- PRBHEGAFLDMLAL-GQCTYLIASA-N (4e)-hexa-1,4-diene Chemical compound C\C=C\CC=C PRBHEGAFLDMLAL-GQCTYLIASA-N 0.000 description 1
- QYIXCDOBOSTCEI-QCYZZNICSA-N (5alpha)-cholestan-3beta-ol Chemical compound C([C@@H]1CC2)[C@@H](O)CC[C@]1(C)[C@@H]1[C@@H]2[C@@H]2CC[C@H]([C@H](C)CCCC(C)C)[C@@]2(C)CC1 QYIXCDOBOSTCEI-QCYZZNICSA-N 0.000 description 1
- XIIAYQZJNBULGD-UHFFFAOYSA-N (5alpha)-cholestane Natural products C1CC2CCCCC2(C)C2C1C1CCC(C(C)CCCC(C)C)C1(C)CC2 XIIAYQZJNBULGD-UHFFFAOYSA-N 0.000 description 1
- PORPENFLTBBHSG-MGBGTMOVSA-N 1,2-dihexadecanoyl-sn-glycerol-3-phosphate Chemical compound CCCCCCCCCCCCCCCC(=O)OC[C@H](COP(O)(O)=O)OC(=O)CCCCCCCCCCCCCCC PORPENFLTBBHSG-MGBGTMOVSA-N 0.000 description 1
- TZCPCKNHXULUIY-RGULYWFUSA-N 1,2-distearoyl-sn-glycero-3-phosphoserine Chemical compound CCCCCCCCCCCCCCCCCC(=O)OC[C@H](COP(O)(=O)OC[C@H](N)C(O)=O)OC(=O)CCCCCCCCCCCCCCCCC TZCPCKNHXULUIY-RGULYWFUSA-N 0.000 description 1
- 229940106006 1-eicosene Drugs 0.000 description 1
- FIKTURVKRGQNQD-UHFFFAOYSA-N 1-eicosene Natural products CCCCCCCCCCCCCCCCCC=CC(O)=O FIKTURVKRGQNQD-UHFFFAOYSA-N 0.000 description 1
- GRWZFPFQSHTXHM-UHFFFAOYSA-N 11-methyldodec-1-ene Chemical compound CC(C)CCCCCCCCC=C GRWZFPFQSHTXHM-UHFFFAOYSA-N 0.000 description 1
- LPWUGKDQSNKUOQ-UHFFFAOYSA-N 12-ethyltetradec-1-ene Chemical compound CCC(CC)CCCCCCCCCC=C LPWUGKDQSNKUOQ-UHFFFAOYSA-N 0.000 description 1
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 1
- MBVGJZDLUQNERS-UHFFFAOYSA-N 2-(trifluoromethyl)-1h-imidazole-4,5-dicarbonitrile Chemical compound FC(F)(F)C1=NC(C#N)=C(C#N)N1 MBVGJZDLUQNERS-UHFFFAOYSA-N 0.000 description 1
- CAAMSDWKXXPUJR-UHFFFAOYSA-N 3,5-dihydro-4H-imidazol-4-one Chemical compound O=C1CNC=N1 CAAMSDWKXXPUJR-UHFFFAOYSA-N 0.000 description 1
- OLGHJTHQWQKJQQ-UHFFFAOYSA-N 3-ethylhex-1-ene Chemical compound CCCC(CC)C=C OLGHJTHQWQKJQQ-UHFFFAOYSA-N 0.000 description 1
- YPVPQMCSLFDIKA-UHFFFAOYSA-N 3-ethylpent-1-ene Chemical compound CCC(CC)C=C YPVPQMCSLFDIKA-UHFFFAOYSA-N 0.000 description 1
- YHQXBTXEYZIYOV-UHFFFAOYSA-N 3-methylbut-1-ene Chemical compound CC(C)C=C YHQXBTXEYZIYOV-UHFFFAOYSA-N 0.000 description 1
- LDTAOIUHUHHCMU-UHFFFAOYSA-N 3-methylpent-1-ene Chemical compound CCC(C)C=C LDTAOIUHUHHCMU-UHFFFAOYSA-N 0.000 description 1
- KLCNJIQZXOQYTE-UHFFFAOYSA-N 4,4-dimethylpent-1-ene Chemical compound CC(C)(C)CC=C KLCNJIQZXOQYTE-UHFFFAOYSA-N 0.000 description 1
- OPMUAJRVOWSBTP-UHFFFAOYSA-N 4-ethyl-1-hexene Chemical compound CCC(CC)CC=C OPMUAJRVOWSBTP-UHFFFAOYSA-N 0.000 description 1
- SUWJESCICIOQHO-UHFFFAOYSA-N 4-methylhex-1-ene Chemical compound CCC(C)CC=C SUWJESCICIOQHO-UHFFFAOYSA-N 0.000 description 1
- QNJMAPUHMGDDBE-UHFFFAOYSA-N 9-methyldec-1-ene Chemical compound CC(C)CCCCCCC=C QNJMAPUHMGDDBE-UHFFFAOYSA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- 229920001651 Cyanoacrylate Polymers 0.000 description 1
- FBPFZTCFMRRESA-FSIIMWSLSA-N D-Glucitol Natural products OC[C@H](O)[C@H](O)[C@@H](O)[C@H](O)CO FBPFZTCFMRRESA-FSIIMWSLSA-N 0.000 description 1
- FBPFZTCFMRRESA-JGWLITMVSA-N D-glucitol Chemical compound OC[C@H](O)[C@@H](O)[C@H](O)[C@H](O)CO FBPFZTCFMRRESA-JGWLITMVSA-N 0.000 description 1
- 239000004606 Fillers/Extenders Substances 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- JZNWSCPGTDBMEW-UHFFFAOYSA-N Glycerophosphorylethanolamin Natural products NCCOP(O)(=O)OCC(O)CO JZNWSCPGTDBMEW-UHFFFAOYSA-N 0.000 description 1
- ZWZWYGMENQVNFU-UHFFFAOYSA-N Glycerophosphorylserin Natural products OC(=O)C(N)COP(O)(=O)OCC(O)CO ZWZWYGMENQVNFU-UHFFFAOYSA-N 0.000 description 1
- VQTUBCCKSQIDNK-UHFFFAOYSA-N Isobutene Chemical class CC(C)=C VQTUBCCKSQIDNK-UHFFFAOYSA-N 0.000 description 1
- 241000446313 Lamella Species 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- MWCLLHOVUTZFKS-UHFFFAOYSA-N Methyl cyanoacrylate Chemical compound COC(=O)C(=C)C#N MWCLLHOVUTZFKS-UHFFFAOYSA-N 0.000 description 1
- 229920002292 Nylon 6 Polymers 0.000 description 1
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 1
- 229920001214 Polysorbate 60 Polymers 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 1
- 229920002125 Sokalan® Polymers 0.000 description 1
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 1
- XSQUKJJJFZCRTK-UHFFFAOYSA-N Urea Chemical compound NC(N)=O XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- 229920002433 Vinyl chloride-vinyl acetate copolymer Polymers 0.000 description 1
- ATBOMIWRCZXYSZ-XZBBILGWSA-N [1-[2,3-dihydroxypropoxy(hydroxy)phosphoryl]oxy-3-hexadecanoyloxypropan-2-yl] (9e,12e)-octadeca-9,12-dienoate Chemical compound CCCCCCCCCCCCCCCC(=O)OCC(COP(O)(=O)OCC(O)CO)OC(=O)CCCCCCC\C=C\C\C=C\CCCCC ATBOMIWRCZXYSZ-XZBBILGWSA-N 0.000 description 1
- BAPJBEWLBFYGME-UHFFFAOYSA-N acrylic acid methyl ester Natural products COC(=O)C=C BAPJBEWLBFYGME-UHFFFAOYSA-N 0.000 description 1
- 230000003213 activating effect Effects 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 230000004523 agglutinating effect Effects 0.000 description 1
- 150000005215 alkyl ethers Chemical class 0.000 description 1
- SOGAXMICEFXMKE-UHFFFAOYSA-N alpha-Methyl-n-butyl acrylate Natural products CCCCOC(=O)C(C)=C SOGAXMICEFXMKE-UHFFFAOYSA-N 0.000 description 1
- AWUCVROLDVIAJX-UHFFFAOYSA-N alpha-glycerophosphate Natural products OCC(O)COP(O)(O)=O AWUCVROLDVIAJX-UHFFFAOYSA-N 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 229910000147 aluminium phosphate Inorganic materials 0.000 description 1
- 229920006125 amorphous polymer Polymers 0.000 description 1
- PYKYMHQGRFAEBM-UHFFFAOYSA-N anthraquinone Natural products CCC(=O)c1c(O)c2C(=O)C3C(C=CC=C3O)C(=O)c2cc1CC(=O)OC PYKYMHQGRFAEBM-UHFFFAOYSA-N 0.000 description 1
- 150000004056 anthraquinones Chemical class 0.000 description 1
- 125000000751 azo group Chemical group [*]N=N[*] 0.000 description 1
- RWCCWEUUXYIKHB-UHFFFAOYSA-N benzophenone Chemical compound C=1C=CC=CC=1C(=O)C1=CC=CC=C1 RWCCWEUUXYIKHB-UHFFFAOYSA-N 0.000 description 1
- 239000012965 benzophenone Substances 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 229920005549 butyl rubber Polymers 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 239000004202 carbamide Substances 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 125000004432 carbon atom Chemical group C* 0.000 description 1
- 239000004359 castor oil Substances 0.000 description 1
- 235000019438 castor oil Nutrition 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- XIIAYQZJNBULGD-LDHZKLTISA-N cholestane Chemical compound C1CC2CCCC[C@]2(C)[C@@H]2[C@@H]1[C@@H]1CC[C@H]([C@H](C)CCCC(C)C)[C@@]1(C)CC2 XIIAYQZJNBULGD-LDHZKLTISA-N 0.000 description 1
- 150000001841 cholesterols Chemical class 0.000 description 1
- 239000004927 clay Substances 0.000 description 1
- 229910052570 clay Inorganic materials 0.000 description 1
- 238000004581 coalescence Methods 0.000 description 1
- 229910017052 cobalt Inorganic materials 0.000 description 1
- 239000010941 cobalt Substances 0.000 description 1
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 239000003431 cross linking reagent Substances 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000000502 dialysis Methods 0.000 description 1
- 125000005442 diisocyanate group Chemical group 0.000 description 1
- XNMQEEKYCVKGBD-UHFFFAOYSA-N dimethylacetylene Chemical class CC#CC XNMQEEKYCVKGBD-UHFFFAOYSA-N 0.000 description 1
- 238000002845 discoloration Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 229940069096 dodecene Drugs 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- QYIXCDOBOSTCEI-FBVYSKEZSA-N epidihydrocholesterin Chemical compound C([C@@H]1CC2)[C@H](O)CC[C@]1(C)[C@@H]1[C@@H]2[C@@H]2CC[C@H]([C@H](C)CCCC(C)C)[C@@]2(C)CC1 QYIXCDOBOSTCEI-FBVYSKEZSA-N 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 150000004665 fatty acids Chemical class 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000003349 gelling agent Substances 0.000 description 1
- 238000007429 general method Methods 0.000 description 1
- ZEMPKEQAKRGZGQ-XOQCFJPHSA-N glycerol triricinoleate Natural products CCCCCC[C@@H](O)CC=CCCCCCCCC(=O)OC[C@@H](COC(=O)CCCCCCCC=CC[C@@H](O)CCCCCC)OC(=O)CCCCCCCC=CC[C@H](O)CCCCCC ZEMPKEQAKRGZGQ-XOQCFJPHSA-N 0.000 description 1
- 150000002327 glycerophospholipids Chemical class 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- STBLQDMGPBQTMI-UHFFFAOYSA-N heptane;isocyanic acid Chemical compound N=C=O.N=C=O.CCCCCCC STBLQDMGPBQTMI-UHFFFAOYSA-N 0.000 description 1
- 125000004435 hydrogen atom Chemical group [H]* 0.000 description 1
- 229940099578 hydrogenated soybean lecithin Drugs 0.000 description 1
- 238000007641 inkjet printing Methods 0.000 description 1
- GWVMLCQWXVFZCN-UHFFFAOYSA-N isoindoline Chemical compound C1=CC=C2CNCC2=C1 GWVMLCQWXVFZCN-UHFFFAOYSA-N 0.000 description 1
- NIMLQBUJDJZYEJ-UHFFFAOYSA-N isophorone diisocyanate Chemical compound CC1(C)CC(N=C=O)CC(C)(CN=C=O)C1 NIMLQBUJDJZYEJ-UHFFFAOYSA-N 0.000 description 1
- 239000012939 laminating adhesive Substances 0.000 description 1
- 239000000395 magnesium oxide Substances 0.000 description 1
- JDSHMPZPIAZGSV-UHFFFAOYSA-N melamine Chemical compound NC1=NC(N)=NC(N)=N1 JDSHMPZPIAZGSV-UHFFFAOYSA-N 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 239000010445 mica Substances 0.000 description 1
- 229910052618 mica group Inorganic materials 0.000 description 1
- 239000012046 mixed solvent Substances 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- TVMXDCGIABBOFY-UHFFFAOYSA-N n-Octanol Natural products CCCCCCCC TVMXDCGIABBOFY-UHFFFAOYSA-N 0.000 description 1
- JFNLZVQOOSMTJK-KNVOCYPGSA-N norbornene Chemical compound C1[C@@H]2CC[C@H]1C=C2 JFNLZVQOOSMTJK-KNVOCYPGSA-N 0.000 description 1
- 238000007645 offset printing Methods 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 150000001451 organic peroxides Chemical class 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 230000036961 partial effect Effects 0.000 description 1
- 239000011049 pearl Substances 0.000 description 1
- 238000007719 peel strength test Methods 0.000 description 1
- 150000008104 phosphatidylethanolamines Chemical class 0.000 description 1
- 150000003905 phosphatidylinositols Chemical class 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-N phosphoric acid Substances OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 239000011574 phosphorus Substances 0.000 description 1
- LFGREXWGYUGZLY-UHFFFAOYSA-N phosphoryl Chemical group [P]=O LFGREXWGYUGZLY-UHFFFAOYSA-N 0.000 description 1
- 230000000176 photostabilization Effects 0.000 description 1
- IEQIEDJGQAUEQZ-UHFFFAOYSA-N phthalocyanine Chemical compound N1C(N=C2C3=CC=CC=C3C(N=C3C4=CC=CC=C4C(=N4)N3)=N2)=C(C=CC=C2)C2=C1N=C1C2=CC=CC=C2C4=N1 IEQIEDJGQAUEQZ-UHFFFAOYSA-N 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 238000009832 plasma treatment Methods 0.000 description 1
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 description 1
- 239000004584 polyacrylic acid Substances 0.000 description 1
- 229920001083 polybutene Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 229920002503 polyoxyethylene-polyoxypropylene Polymers 0.000 description 1
- 229920005633 polypropylene homopolymer resin Polymers 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000007650 screen-printing Methods 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- NRHMKIHPTBHXPF-TUJRSCDTSA-M sodium cholate Chemical compound [Na+].C([C@H]1C[C@H]2O)[C@H](O)CC[C@]1(C)[C@@H]1[C@@H]2[C@@H]2CC[C@H]([C@@H](CCC([O-])=O)C)[C@@]2(C)[C@@H](O)C1 NRHMKIHPTBHXPF-TUJRSCDTSA-M 0.000 description 1
- 238000010532 solid phase synthesis reaction Methods 0.000 description 1
- 239000000600 sorbitol Substances 0.000 description 1
- 229940083466 soybean lecithin Drugs 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 229910002076 stabilized zirconia Inorganic materials 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229920003048 styrene butadiene rubber Polymers 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 239000011593 sulfur Substances 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 239000013076 target substance Substances 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 229910000349 titanium oxysulfate Inorganic materials 0.000 description 1
- 239000012780 transparent material Substances 0.000 description 1
- VQOXUMQBYILCKR-UHFFFAOYSA-N tridecaene Natural products CCCCCCCCCCCC=C VQOXUMQBYILCKR-UHFFFAOYSA-N 0.000 description 1
- DCXXMTOCNZCJGO-UHFFFAOYSA-N tristearoylglycerol Chemical compound CCCCCCCCCCCCCCCCCC(=O)OCC(OC(=O)CCCCCCCCCCCCCCCCC)COC(=O)CCCCCCCCCCCCCCCCC DCXXMTOCNZCJGO-UHFFFAOYSA-N 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- 238000009736 wetting Methods 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
Landscapes
- Laminated Bodies (AREA)
Description
これに対し、特許文献1においては、ポリオレフィンシートの表面に、トリアジン系の有機系紫外線吸収剤を含む樹脂からなるトップコート層を設けることが開示されている。
この他にも、トップコート層を具備しない化粧シートであって、最表層となる透明樹脂層の表面にエンボス模様を形成している化粧シートの場合、いかに透明樹脂層の耐候性を向上させても、層厚が薄くなるエンボス模様の凹部において耐候性が十分に得られないおそれがある。このため、下層に設けられたインキ層や原反層における当該凹部に位置する部分から劣化が進行して白化や破断が生じるおそれがあるという問題点を有していた。
本発明は、原反層に紫外線吸収剤を含有させても該紫外線吸収剤の凝集を抑制することで、原反層と他の樹脂層との優れた密着性を有し、さらに優れた耐候性を有する化粧シートを提供することを目的とする。
そして、課題を達成するべく、本発明の一態様の化粧シートは、オレフィン系樹脂を主成分とする樹脂組成物からなる原反層を備える化粧シートであって、前記原反層は、紫外線吸収剤を含有しており、前記紫外線吸収剤が、外膜で包含された紫外線吸収剤ベシクルの状態で前記原反層を構成する樹脂組成物に添加されたことを特徴とする。
また、原反層の表面においてブリードアウトの発生が抑制できるため、原反層における他の樹脂層と隣接する表面においては、優れた密着性を実現することができる。そして、基材と隣接する表面においては、ブリードアウトに起因する粉噴きやベタつきが生じることを抑えることが出来る。この結果、例えば、化粧シートをロール状で保管する場合に、原反層に接触する当該化粧シートの最表層が粉噴きによって意匠性が損なわれたり、ベタついて使用感が損なわれたりすることを防止することができる。
ベシクルの外膜となるその他の物質としては、ノニオン系界面活性剤や、これとコレステロール類もしくはトリアシルグリセロールの混合物などの分散剤が挙げられる。このうちノニオン系界面活性剤としては、ポリグリセリンエーテル、ジアルキルグリセリン、ポリオキシエチレン硬化ヒマシ油、ポリオキシエチレンアルキルエーテル、ポリオキシエチレンソルビタン脂肪酸エステル、ソルビタン脂肪酸エステル、ポリオキシエチレンポリオキシプロピレンコポリマー、ポリブタジエン−ポリオキシエチレン共重合体、ポリブタジエン−ポリ2−ビニルピリジン、ポリスチレン−ポリアクリル酸共重合体、ポリエチレンオキシド−ポリエチルエチレン共重合体、ポリオキシエチレン−ポリカプロラクタム共重合体等の1種または2種以上を使用することができる。コレステロール類としては、コレステロール、α−コレスタノール、β−コレスタノール、コレスタン、デスモステロール(5,24−コレスタジエン−3β−オール)、コール酸ナトリウムまたはコレカルシフェロール等を使用することができる。
紫外線吸収剤としては、無機系紫外線吸収剤または有機系紫外線吸収剤を用いることができる。特に、無機系紫外線吸収剤は、経年劣化が小さく、長期間に亘って安定した紫外線吸収性能を得ることができる。また、有機系紫外線吸収剤は、透明性に優れており、原反層の意匠性を損なうことなく耐候性を向上させることができる。
特に、酸化亜鉛は、透明性に優れており、原反層の意匠性を損なうことなく耐候性を向上させることができるため好適である。なお、無機系紫外線吸収剤の粒径は1nm〜200nmの範囲内のものを用いることが好ましい。このような、無機系紫外線吸収剤は、原反層を構成する樹脂組成物中に主成分である樹脂材料100質量部に対して0.1質量部以上10質量部以下の範囲で含有されていることが好ましい。より好ましくは、樹脂材料100質量部に対して0.5質量部以上2質量部以下の範囲である。なお、無機系紫外線吸収剤の含有量が0.1質量部よりも少ないと紫外線吸収性能が十分に得られず、含有量が10質量部よりも多いとブリードアウトが生じる可能性が高くなる。
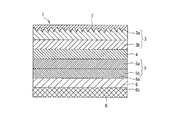
本実施形態の化粧シート1は、図1に示すように、原反層6の上に、インキ層5,接着剤層4,透明樹脂層3,及びトップコート層2がこの順に形成された場合を例示している。そして、図1では、化粧シート1が基材Bに貼り付けられた化粧板の状態を例示している。そして、原反層6には、上述のような紫外線吸収剤ベシクルを添加することで、原反層6に紫外線吸収剤を含有した。
このような化粧シート1は、例えば、紫外線吸収剤をベシクルで包含した紫外線吸収剤ベシクルを、原反層6を構成する樹脂組成物に添加して原反層6を作製し、作製された原反層6の一方の面にインキ層5を設けることで、原反層6としての原反樹脂シートを作製し、その原反樹脂シートに接着剤層4が形成されたものと、透明樹脂層3に接着性樹脂層3bを共押ししたものとをドライラミネートまたは押出ラミネートなどで貼り合わせることによって得られる。
<トップコート層>
化粧シート1の最表面には、表面の保護や艶の調整としての役割を果たすトップコート層2が設けられており、主成分の樹脂材料としては、ポリウレタン系、アクリルシリコン系、フッ素系、エポキシ系、ビニル系、ポリエステル系、メラミン系、アミノアルキッド系、尿素系などの樹脂材料から適宜選択して用いることができる。樹脂材料の形態は、水性、エマルジョン、溶剤系など特に限定されるものではない。硬化法についても1液タイプ、2液タイプ、紫外線硬化法など適宜選択して行うことができる。
このようなトップコート層2を形成する際には、エンボス模様3aの凹部に対してトップコート用樹脂材料組成物を塗布し、不要な塗液をスキージなどで掻き取るワイピングなどによって形成することができる。
トップコート層2の下面には、透明樹脂層3が設けられている。当該透明樹脂層3の主成分として用いる樹脂材料はオレフィン系樹脂からなることが好適であり、ポリプロピレン、ポリエチレン、ポリブテンなどの他に、αオレフィン(例えば、プロピレン、1−ブテン、1−ペンテン、1−ヘキセン、1−ヘプテン、1−オクテン、1−ノネン、1−デセン、1−ウンデセン、1−ドデセン、トリデセン、1−テトラデセン、1−ペンタデセン、1−ヘキサデセン、1−ヘプタデセン、1−オクタデセン、1−ノナデセン、1−エイコセン、3−メチル−1−ブテン、3−メチル−1−ペンテン、3−エチル−1−ペンテン、4−メチル−1−ペンテン、4−メチル−1−ヘキセン、4,4−ジメチル−1−ペンテン、4−エチル−1−ヘキセン、3−エチル−1−ヘキセン、9−メチル−1−デセン、11−メチル−1−ドデセン、12−エチル−1−テトラデセンなど)を単独重合あるいは2種類以上共重合させたものや、エチレン・酢酸ビニル共重合体、エチレン・ビニルアルコール共重合体、エチレン・メチルメタクリレート共重合体、エチレン・エチルメタクリレート共重合体、エチレン・ブチルメタクリレート共重合体、エチレン・メチルアクリレート共重合体、エチレン・エチルアクリレート共重合体、エチレン・ブチルアクリレート共重合体などのように、エチレンまたはαオレフィンとそれ以外のモノマーとを共重合させたものが挙げられる。また、化粧シート1の表面強度の向上を図る場合には、高結晶性のポリプロピレンを用いることが好ましい。
また、透明樹脂層3の表面には、意匠性を向上させるためにエンボス模様3aが形成されている。エンボス模様3aは、トップコート層2を形成する前に、凹凸模様を有するエンボス版を用いて熱および圧力を付与することによってエンボス模様3aを形成する方法や、押出機を用いて製膜する際に凹凸模様を有する冷却ロールを用いてシートの冷却と同時にエンボス模様3aを形成する方法などによって形成することができる。また、エンボス模様3aの凹部にインキなどを埋め込んでさらに意匠性を向上させることもできる。
透明樹脂層3に、ナノサイズの造核剤が添加されていることが好ましい。特に、ナノサイズの造核剤が、単層膜の外膜を具備するベシクルに内包された、造核剤ベシクルの形で添加されていることが好ましい。造核剤をベシクル化することで、造核剤の分散性を向上でき、造核剤の凝集を抑制して均一に分散できる。
透明樹脂層3を構成する樹脂に対して造核剤ベシクルを添加することにより、樹脂の結晶化度を向上させることで、造核剤の添加による光の散乱を抑制して、極めて高い透明性を有する透明樹脂シートを得ることができる。このようにナノサイズの造核剤を添加することで、透明樹脂シートの表面の耐傷性や後加工性をさらに向上させることが出来る。
超臨界逆相蒸発法とは、超臨界状態または臨界点以上の温度条件下もしくは臨界点以上の圧力条件下の二酸化炭素を用いて対象物質を内包したナノサイズのベシクル(カプセル)を作製する方法である。超臨界状態の二酸化炭素とは、臨界温度(30.98℃)および臨界圧力(7.3773±0.0030MPa)以上の超臨界状態にある二酸化炭素を意味し、臨界点以上の温度条件下もしくは臨界点以上の圧力条件下の二酸化炭素とは、臨界温度だけ、あるいは臨界圧力だけが臨界条件を超えた条件下の二酸化炭素を意味する。
ナノサイズの造核剤を内包した造核剤ベシクルの平均粒径は、可視光波長(400〜750nm)の1/2以下、より具体的には200nm〜375nm以下とされていることが好ましい。なお、造核剤ベシクルは、樹脂組成物中においてはベシクルの外膜が破れてナノサイズの造核剤が露出している状態で存在している。造核剤の粒径を上記の範囲内のように極小サイズとすることにより、光の散乱を小さくして高い透明性を有する透明樹脂層3を実現することができる。
以上のように、造核剤ベシクルを添加することで、後加工性を向上させつつ、透明性、すなわち化粧シートの意匠性をさらに向上させることができる。
透明樹脂層3の下面側には、図1に示すように、さらに下面側のインキ層5と透明樹脂層3との密着性を向上させるための接着剤層4が設けられている。接着剤層4の材質は特に限定されるものではないが、アクリル系、ポリエステル系、ポリウレタン系、エポキシ系などから適宜選択して用いることができる。塗工方法は接着剤の粘度などに応じて適宜選択することができるが、一般的には、グラビアコートが用いられ、インキ層5が施された原反層6側にグラビアコートによって塗布された後、透明樹脂層3あるいは接着性樹脂層3bとラミネートするようにされている。なお、接着剤層4は、透明樹脂層3とインキ層5との接着強度が十分に得られる場合には、省略することができる。
接着剤層4の下面側には、インキ層5が設けられている。インキ層5は、絵柄や模様を有する絵柄模様層5aと、当該絵柄模様層5aの下面に位置し、隠蔽性を有するベタインキ層5bとを備える。絵柄模様層5aは、少なくとも光安定化剤を含有するインキによって形成されることにより、長期間に亘って色鮮やかな絵柄や模様を維持することができる。
インキには、バインダーとしての硝化綿、セルロース、塩化ビニル−酢酸ビニル共重合体、ポリビニルブチラール、ポリウレタン、アクリル、ポリエステル系などの単独もしくは各変性物から適宜選択して用いることができる。当該バインダーは、水性、溶剤系、エマルジョン系など特に限定されるものではなく、硬化方法についても、1液タイプでも硬化剤を使用した2液タイプでもよい。さらに、紫外線や電子線などの活性エネルギー線照射によりインキを硬化させる方法を用いてもよい。特に、一般的な方法は、ウレタン系のインキを用いるもので、イソシアネートによって硬化させる方法である。これらのバインダー以外には、通常のインキに含まれている顔料、染料などの着色剤、体質顔料、溶剤、各種添加剤などが含まれている。汎用性の高い顔料としては、縮合アゾ、不溶性アゾ、キナクリドン、イソインドリン、アンスラキノン、イミダゾロン、コバルト、フタロシアニン、カーボン、酸化チタン、酸化鉄、雲母などのパール類が挙げられる。
これらのインキ層5は、原反層6に対して直接、グラビア印刷、オフセット印刷、スクリーン印刷、フレキソ印刷、静電印刷、インクジェット印刷などにより形成することができる。また、金属によって隠蔽性を付与する場合には、コンマコーター、ナイフコーター、リップコーター、金属蒸着あるいはスパッタ法などを用いることが好ましい。
なお、樹脂材料やインキが積層される界面に対しては、その接着性を考慮して、当該樹脂材料やインキを施す前に、積層される表面にコロナ処理、オゾン処理、プラズマ処理、電子線処理、紫外線処理、重クロム酸処理などの表面処理を施すことにより表面を活性化した後に積層工程を経ると層同士の接着性を向上させることができる。
インキ層5の下面側には、オレフィン系樹脂を主成分とする樹脂組成物からなる原反層6が設けられている。原反層6を構成する樹脂組成物に用いるオレフィン系樹脂としては、下記の(イ)〜(ハ)のものが挙げられる。
(イ)ハードセグメントとしての高密度ポリエチレンまたはポリプロピレンと、ソフトセグメントとしてのエラストマーまたは無機充填剤との混合物
(ロ)エチレン・プロピレン・ブテン共重合体(特開平9−111055号公報、特開平5−077371号公報、特開平7−316358号公報参照)
(ハ)ハードセグメントとしてのアイソタクチックポリプロピレンと、ソフトセグメントとしてのアタクチックポリプロピレンとの混合物
(イ)においては、ハードセグメントとしての高密度ポリエチレンとして、比重0.94〜0.96のポリエチレンであって低圧法によって得られた結晶化度が高く分子に枝分かれ構造の少ない樹脂組成物が挙げられる。また、ハードセグメントとしてのポリプロピレンとしては、アイソタクチックポリプロピレンを用いることが好ましい。
また、(イ)においては、ソフトセグメントとしてのエラストマーとして、ジエン系ゴム、水素添加ジエン系ゴム、オレフィンエラストマーなどを用いることができる。ジエン系ゴムとしては、イソプレンゴム、ブタジエンゴム、ブチルゴム、プロピレン・ブタジエンゴム、アクリロニトリル・ブタジエンゴム、アクリロニトリル・イソプレンゴム、スチレンブタジエンゴムなどが挙げられる。水素添加ジエン系ゴムとは、ジエン系ゴム分子の二重結合の少なくとも一部に水素原子を付加させてなるものであり、ポリオレフィン系樹脂の結晶化を抑えて柔軟性を向上させたものである。オレフィンエラストマーとしては、2種類または3種類以上のオレフィンと共重合し得るポリエンを少なくとも1種類加えた弾性共重合体であり、オレフィンとしてはエチレン、プロピレン、α−オレフィンなどが用いられている。ポリエンとしては、1,4ヘキサジエン、環状ジエン、ノルボルネンなどが挙げられる。特に、オレフィンエラストマーとしては、エチレン−プロピレン共重合体ゴム、エチレン−プロピレン−非共役ジエンゴム、エチレン−ブタジエン共重合体ゴムなどのオレフィンを主成分とする弾性共重合体を用いることが好ましい。なお、これらのエラストマーは、必要に応じて有機過酸化物、硫黄などの架橋剤を用いて過重架橋させてもよい。これらのエラストマーの添加量としては、10〜60質量%の範囲内とされていることが好ましく、より好ましくは30質量%である。エラストマーの添加量が10質量%未満では、一定過重伸度の変化が急峻となり、破断時伸度、耐衝撃性、易接着性の低下が生じる。反対に、エラストマーの添加量が60質量%よりも多いと、透明性、耐候性および耐クリープ性が低下する。
(c)第3の具体例としては、特開平7−316358号公報に記載のエチレン、プロピレンおよび1ブテンの3元共重合体樹脂が挙げられる。この3元共重合体樹脂においては、プロピレンおよび/または1ブテンの含有率が50質量%以上の低結晶質重合体20〜100質量%に対して、アイソタクチックポリプロピレンなどの結晶性ポリオレフィン80〜0質量%を混合した樹脂組成物であって、Nアシルアミノ酸アミン塩、Nアシルアミノ酸エステルなどの油ゲル化剤を0.5質量%の割合で添加したものである。
また、(ハ)においては、前記オレフィン系熱可塑性エラストマーの中でも、ハードセグメントとしてのアイソタクチックポリプロピレンと、ソフトセグメントとしてのアタクチックポリプロピレンとの混合物におけるアタクチックポリプロピレンの質量比率が10〜50質量%のものが好ましく、特に、20〜40質量%のものがより好ましい。これは、アタクチックポリプロピレンの質量比率が10質量%未満であるとエンボス加工を施す際や3次元形状や凹凸形状の物品に形成加工を施す際にネッキングによる変形が生じて、得られる原反シートにシワやゆがみなどが生じるためである。反対に、質量比率が50質量%より多くなると十分な剛性が得られずに、原反シートの成形時に破れてしまうことが多い。仮に、シート状に成形できても、成形した原反シートを印刷機に通した時に変形してインキ層5が歪んだり、当該原反シートの変形によって多色印刷に用いる「見当」が合わなくなったりするなどの不良が発生してしまう。
なお、オレフィン系樹脂を主成分とすることにより当該原反層6の表面が不活性な状態とされている場合には、原反層6と化粧シート1を貼り付ける基材との間に、プライマー層を設けることが好ましい。この他にも、オレフィン系樹脂を主成分とする樹脂組成物からなる原反層6と前記基材との接着性を向上させるために、原反層6に対して、コロナ処理、プラズマ処理、オゾン処理、電子線処理、紫外線処理または重クロム酸処理などが施されていることが好ましい。
本実施形態の化粧シート1においては、原反層6は印刷作業性、コストなどを考慮して20μm〜150μm、インキ層5は5μm〜20μm、接着剤層4は1μm〜20μm、透明樹脂層3は20μm〜200μm、トップコート層2は3μm〜20μmとすることが望ましく、化粧シート1の総厚は45μm〜410μmの範囲内とすることが好適である。
これにより、原反層6のインキ層5側の表面6aにおいては、インキ層5と原反層6との間に不要な物質が介在することがないので、インキ層5と原反層6との優れた密着性を実現することができる。また、原反層6の基材B側の表面6bにおいては、化粧シート1を巻いた状態で保管する際に、原反層6に接触する化粧シート1の最表層が、ブルームした粉によって白濁して意匠性が損なわれたり、ブリードした液によってベタついたりするなどの問題が生じることを抑制することができる。
そして、本実施形態の化粧シートは、オレフィン系樹脂を主成分とする樹脂組成物からなる原反層を備える化粧シートであって、原反層は紫外線吸収剤を含有しており、紫外線吸収剤は、樹脂組成物中の樹脂材料100質量部に対して0.1〜10質量部の範囲で含有し、JISR3257に準拠した静滴法による接触角試験による、原反層の水滴接触角について、養生(温度60℃、湿度20%の条件下で1日)前の前記水滴接触角に対する、前記養生前後の前記水滴接触角の変化の割合が、30%以下であることが好ましい。
ここで、本実施形態の化粧シートにあっては、原反シート6の養生前後の水滴接触角は実質的に同じ値であるが、測定誤差を有するため、30%以下と規定した。
また、透明樹脂層3に、ナノ化処理された造核剤が添加されていることが好ましい。
造核剤にナノ化処理を施すことによって、透明樹脂層3に対する造核剤の分散性を著しく向上させることができる。これによって、透明樹脂シートの表面の耐傷性を向上させつつ透明性を向上させることが可能となると共に、後加工性も良好となる。
<紫外線吸収剤ベシクルの調製について>
まず、以下の実施例において用いる紫外線吸収剤ベシクルの調製方法について説明する。
紫外線吸収剤ベシクルの調製は超臨界逆相蒸発法によって行われる。具体的には、その調製は、60℃に保たれた高圧ステンレス容器にメタノール100質量部と、紫外線吸収剤としての酸化亜鉛またはベンゾトリアゾール系紫外線吸収剤(BASF社製)82質量部と、リン脂質としてのホスファチジルコリン5質量部とを入れて密閉し、容器内の圧力が20MPaになるように二酸化炭素を注入して超臨界状態とし、激しく攪拌混合しながらイオン交換水を100質量部注入して温度と圧力とを保ちながら15分間攪拌混合後、二酸化炭素を排出して大気圧に戻すことでリン脂質からなる単層膜の外膜を具備する酸化亜鉛リポソームまたはベンゾトリアゾール系紫外線吸収剤リポソームを得た。
下記の実施例および比較例における化粧シート1の作製方法について説明する。
まず、主成分としてのホモポリプロピレン樹脂100質量部に対して、ヒンダードフェノール系酸化防止剤(イルガノックス1010;BASF社製)を0.05質量部、酸化亜鉛を0.2質量部、ヒンダードアミン系光安定化剤(キマソーブ944;BASF社製)を0.2質量部添加した樹脂を、押出機を用いて溶融押出しして、厚さ80μmの透明な高結晶性ポリプロピレンシートとしてのシート状の透明樹脂層3を製膜した。更に、得られた透明樹脂層3の両面にコロナ処理を施し、シート表面の濡れ張力を40dyn/cm以上とした。
<実施例1>
実施例1においては、上述の方法により調製した酸化亜鉛リポソームを樹脂組成物中に当該樹脂組成物の主成分の樹脂材料100質量部に対して0.2質量部の割合で含有させて原反シート6を作製し、当該原反シート6を原反層6として化粧シート1を作製した。
具体的には、主成分の樹脂材料としてのランダムポリプロピレン樹脂100質量部に対して、ヒンダードフェノール系酸化防止剤(イルガノックス1010;BASF社製)を0.05質量部、ヒンダードアミン系光安定化剤(キマソーブ944;BASF社製)を0.2質量部、酸化亜鉛リポソームを0.2質量部の割合で添加した樹脂を、溶融押出機を用いて厚さ60μmの原反シート6として製膜したものを用いた。
実施例2においては、上述の方法により調製したベンゾトリアゾール系紫外線吸収剤リポソームを樹脂組成物中に当該樹脂組成物の主成分の樹脂材料100質量部に対して0.2質量部の割合で含有する原反シート6を作製し、当該原反シート6を原反層6として化粧シート1を作製した。その他の機能性添加剤の含有量や製膜方法などは実施例1と同様である。
比較例1においては、ベシクル化していない無機系紫外線吸収剤としての酸化亜鉛を樹脂組成物中に当該樹脂組成物の主成分の樹脂材料100質量部に対して0.2質量部の割合で含有する原反シート6を作製し、当該原反シート6を原反層6として化粧シート1を作製した。その他の機能性添加剤の含有量や製膜方法などは実施例1と同様である。
比較例2においては、固相法によりナノ化処理を施した無機系紫外線吸収剤としてのナノ酸化亜鉛を樹脂組成物中に当該樹脂組成物の主成分の樹脂材料100質量部に対して0.2質量部の割合で含有する原反シート6を作製し、当該原反シート6を原反層6として化粧シート1を作製した。ナノ酸化亜鉛は、イソプロピルアルコール100gと、酸化亜鉛50gとを、30μmの安定化ジルコニアビーズを用いてビーズミルにて60分間ナノ化処理を行うことで、平均粒子径1〜150nm程度の酸化亜鉛ナノ微粒子として得た。その他の機能性添加剤の含有量や製膜方法などは実施例1と同様である。
比較例3においては、有機系紫外線吸収剤としてのベンゾトリアゾール系紫外線吸収剤(BASF社製)を樹脂組成物中に当該樹脂組成物の主成分の樹脂材料100質量部に対して0.2質量部の割合で含有する原反シート6を作製し、当該原反シート6を原反層6として化粧シート1を作製した。その他の機能性添加剤の含有量や製膜方法などは実施例1と同様である。
上記の実施例1,2および比較例1〜3の各化粧シート1に対して、耐候性試験機(アイ スーパーUVテスター:岩崎電気(株)製)を用いて、JISK 7350−2に準じた超促進耐候性試験を行った。なお、試験条件は耐候経時200時間として行った。そして、耐候性試験後のトップコート層2の表面側から目視により原反層6の外観変化の評価を行った。なお、外観変化の記号の内容は下記の通りである。得られた評価結果を表1に示す。
○:全く変化なし
△:原反層6の若干の色味変化、白化あり
×:原反層6の激しい色味変化、白化および一部が亀裂・破断
また、超促進耐候性試験を行った後に、実施例1,2および比較例1〜3の各化粧シート1について、引張り特性試験機(AGS−X;(株)島津製作所)を用いて、透明樹脂層3と原反層6との間における90°剥離試験(JIS0237)を行った。なお、試験条件は、引張り速度50mm/sとして行い、剥離強度を評価した。得られた結果を表1に示す。
実施例1,2および比較例1〜3の各原反シート6について、接触角計(CA−X;(株)協和界面科学製)を用いて、静滴法による接触角測定試験(JISR3257)を行った。なお、測定条件は、原反シート6を温度60℃、湿度20%の条件下にて1日養生した前後にて測定を行った。得られた測定結果を表1に示す。

2 トップコート層
3 透明樹脂層
3a エンボス模様
3b 接着性樹脂層
4 接着剤層
5 インキ層
5a 絵柄模様層
5b ベタインキ層
6 原反層
Claims (11)
- オレフィン系樹脂を主成分とする樹脂組成物からなる原反層を備える化粧シートであって、
前記原反層は、紫外線吸収剤を含有しており、
前記紫外線吸収剤が、外膜で包含された紫外線吸収剤ベシクルの状態で前記原反層を構成する樹脂組成物に添加されており、
前記紫外線吸収剤ベシクルが、リン脂質からなる前記外膜を備える紫外線吸収剤リポソームであり、
前記紫外線吸収剤は、無機系紫外線吸収剤、または有機系紫外線吸収剤であり、
前記有機系紫外線吸収剤は、トリアジン系紫外線吸収剤、またはベンゾエート系紫外線吸収剤であることを特徴とする化粧シート。 - 前記外膜が、単層膜であることを特徴とする請求項1に記載した化粧シート。
- 前記原反層の一方の面側に、絵柄模様層及び透明樹脂層がこの順に形成され、
前記透明樹脂層に、ナノサイズの造核剤が添加されていることを特徴とする請求項1または請求項2に記載した化粧シート。 - オレフィン系樹脂を主成分とする樹脂組成物からなる原反層を備える化粧シートであって、
前記原反層は、外膜がリン脂質であるベシクル状態の紫外線吸収剤を分散した状態で含有しており、
前記紫外線吸収剤は、前記樹脂組成物中の樹脂材料100質量部に対して0.1〜10質量部の範囲で含有し、
前記紫外線吸収剤は、無機系紫外線吸収剤、または有機系紫外線吸収剤であり、
前記有機系紫外線吸収剤は、トリアジン系紫外線吸収剤、またはベンゾエート系紫外線吸収剤であり、
JISR3257に準拠した静滴法による接触角試験による、前記原反層の水滴接触角について、養生(温度60℃、湿度20%の条件下で1日)前の前記水滴接触角に対する、前記養生前後の前記水滴接触角の変化の割合が、30%以下であることを特徴とする化粧シート。 - 前記無機系紫外線吸収剤は、酸化亜鉛、酸化チタン、または酸化セリアであることを特徴とする請求項1〜請求項4のいずれか1項に記載した化粧シート。
- 前記無機系紫外線吸収剤は、酸化亜鉛であることを特徴とする請求項1〜請求項4のいずれか1項に記載した化粧シート。
- 前記無機系紫外線吸収剤の粒径は、1nm〜200nmの範囲であることを特徴とする請求項1〜請求項6のいずれか1項に記載した化粧シート。
- 前記紫外線吸収剤ベシクルに備わる前記外膜は、分散剤をさらに含むことを特徴とする請求項1〜請求項7のいずれか1項に記載した化粧シート。
- 前記紫外線吸収剤は、前記樹脂組成物中の樹脂材料100質量部に対して0.1〜10質量部の範囲で含有していることを特徴とする請求項1〜請求項8のいずれか1項に記載した化粧シート。
- 前記オレフィン系樹脂は、ランダムポリプロピレン樹脂であることを特徴とする請求項1〜請求項9のいずれか1項に記載した化粧シート。
- オレフィン系樹脂を主成分とする樹脂組成物からなる原反層を備える化粧シートの製造方法であって、
紫外線吸収剤を外膜で包含した紫外線吸収剤ベシクルを、前記樹脂組成物に添加する工程を有し、
前記紫外線吸収剤ベシクルは、リン脂質からなる前記外膜を備える紫外線吸収剤リポソームであり、
前記紫外線吸収剤は、無機系紫外線吸収剤、または有機系紫外線吸収剤であり、
前記有機系紫外線吸収剤は、トリアジン系紫外線吸収剤、またはベンゾエート系紫外線吸収剤であることを特徴とする化粧シートの製造方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016024549 | 2016-02-12 | ||
| JP2016024549 | 2016-02-12 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017144729A JP2017144729A (ja) | 2017-08-24 |
| JP6941316B2 true JP6941316B2 (ja) | 2021-09-29 |
Family
ID=59563837
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017023127A Active JP6941316B2 (ja) | 2016-02-12 | 2017-02-10 | 化粧シート及びその製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP6941316B2 (ja) |
| TW (1) | TW201733809A (ja) |
| WO (1) | WO2017138635A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020062775A (ja) * | 2018-10-16 | 2020-04-23 | 凸版印刷株式会社 | エンボス化粧シート |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1067081A (ja) * | 1996-04-08 | 1998-03-10 | Tokuyama Corp | 化粧シート |
| JPH11207876A (ja) * | 1998-01-29 | 1999-08-03 | Dainippon Printing Co Ltd | 化粧シート |
| JPH11235804A (ja) * | 1998-02-23 | 1999-08-31 | Dainippon Printing Co Ltd | 化粧シート |
| JP2007100045A (ja) * | 2005-10-07 | 2007-04-19 | Masamitsu Nagahama | ポリオレフィン樹脂製品、ポリオレフィン樹脂製品の製造方法、粒状物の使用 |
| JP2008062416A (ja) * | 2006-09-05 | 2008-03-21 | Toppan Printing Co Ltd | 化粧シート |
| JP2008080601A (ja) * | 2006-09-27 | 2008-04-10 | Dainippon Printing Co Ltd | 化粧シート及びその製造方法 |
| JP2011089101A (ja) * | 2009-09-26 | 2011-05-06 | Ko Tamihiro | 吸湿性樹脂ペレット |
| JP5744641B2 (ja) * | 2011-06-24 | 2015-07-08 | 三菱レイヨン株式会社 | ナノ凹凸構造用樹脂組成物、およびそれを用いた自動車メータカバー用透明部材とカーナビゲーション用透明部材 |
| JP2014037124A (ja) * | 2012-08-20 | 2014-02-27 | C I Kasei Co Ltd | 成形品の製造方法 |
| JP6709611B2 (ja) * | 2014-12-19 | 2020-06-17 | 凸版印刷株式会社 | 化粧シートおよび化粧シートの製造方法 |
-
2017
- 2017-02-10 WO PCT/JP2017/004928 patent/WO2017138635A1/ja active Application Filing
- 2017-02-10 TW TW106104449A patent/TW201733809A/zh unknown
- 2017-02-10 JP JP2017023127A patent/JP6941316B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017144729A (ja) | 2017-08-24 |
| WO2017138635A1 (ja) | 2017-08-17 |
| TW201733809A (zh) | 2017-10-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6861941B2 (ja) | 化粧シートおよび化粧シートの製造方法 | |
| JP6709611B2 (ja) | 化粧シートおよび化粧シートの製造方法 | |
| KR102580100B1 (ko) | 화장 시트 | |
| JP7006191B2 (ja) | 化粧シート及び化粧シートの製造方法 | |
| JP2016137585A (ja) | 化粧シート | |
| JP2020075420A (ja) | 化粧シート及びその製造方法 | |
| JP6916428B2 (ja) | 化粧シートおよび化粧シートの製造方法 | |
| JP6622487B2 (ja) | 化粧シートおよび化粧シートの製造方法 | |
| JP6941316B2 (ja) | 化粧シート及びその製造方法 | |
| JP7322381B2 (ja) | 化粧シート及びその製造方法 | |
| US11446906B2 (en) | Decorative sheets | |
| JP7067589B2 (ja) | 化粧シート | |
| JP6915223B2 (ja) | 化粧シートおよび化粧シートの製造方法 | |
| JP2017042930A (ja) | 化粧シート | |
| JP6913861B2 (ja) | 化粧シート | |
| JP2017165101A (ja) | 化粧シートおよび化粧シートの製造方法 | |
| JP6905706B2 (ja) | 化粧シートおよび化粧シートの製造方法 | |
| JP2017047653A (ja) | 化粧シート | |
| JP2018144438A (ja) | 化粧シートおよび化粧シートの製造方法 | |
| JP2017124501A (ja) | 化粧シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20191226 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20201116 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210105 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210305 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210803 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210826 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6941316 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313117 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |