JP6898397B2 - プレス成形装置及びプレス成形方法 - Google Patents
プレス成形装置及びプレス成形方法 Download PDFInfo
- Publication number
- JP6898397B2 JP6898397B2 JP2019148177A JP2019148177A JP6898397B2 JP 6898397 B2 JP6898397 B2 JP 6898397B2 JP 2019148177 A JP2019148177 A JP 2019148177A JP 2019148177 A JP2019148177 A JP 2019148177A JP 6898397 B2 JP6898397 B2 JP 6898397B2
- Authority
- JP
- Japan
- Prior art keywords
- frame
- fixed
- movable
- blank material
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D24/00—Special deep-drawing arrangements in, or in connection with, presses
- B21D24/04—Blank holders; Mounting means therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/22—Deep-drawing with devices for holding the edge of the blanks
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Description
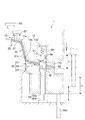
図1に示すように、本発明の実施形態に係るプレス成形装置1は、プレス成形によってブランク材2を所望の形状に加工する装置である。プレス成形装置1は、可動型10と、固定型20と、固定型クッション30と、第一コマ41と、第二コマ42と、可動型移動部51と、第一コマ付勢部52と、第二コマ変位規制部53と、固定型クッション付勢部54と、制御部60と、を備える。かかるプレス成形装置1において、可動型10の延長部12、固定型クッション30、第一コマ41、第二コマ42等は、ブランク材2において成形途中で張力を増加すべき位置に適宜設けられている。
可動型10は、固定型20及び固定型クッション30と対向配置される、いわゆる上型である。可動型10は、固定型20と対向する可動型本体部11と、固定型クッション30と対向する延長部12と、を一体的に備える。
固定型20は、可動型10の可動型本体部11と対向配置される、いわゆる下型である。固定型20は、可動型本体部11と対向する固定型本体部21を備える。固定型本体部21において絞り成形部11aと対向する部位は、傾斜が大きい絞り成形部21aを構成する。
固定型クッション30は、固定型20と同側において、延長部12と対向配置される。固定型クッション30は、固定型クッション付勢部54によって延長部12側へ付勢可能であるとともに、延長部12から押されることによって、固定型クッション付勢部54の付勢力に抗して、可動型10とともに閉方向へ移動可能に構成されている(図1の両矢印参照)。固定型クッション30は、凹凸部12aと対向する凹凸部31と、収容部12bと対向して第二コマ42が収容される収容部32と、を備える。
第一コマ41は、可動型10(延長部12)の型面に形成された開口部12cに設けられており、可動型10及び固定型20の配置方向に移動可能である。第一コマ41は、収容部12b内に、可動型10の移動方向(上下方向)に移動可能に収容されている。第一コマ41の先端面(下面)は、延長部12の収容部12b周囲の面と面一となるように形成されている。第一コマ41の軸方向寸法は、収容部12bの軸方向寸法よりも小さい。
第二コマ42は、固定型クッション30に設けられており、固定型クッション30に対して独立して変位可能であるとともに第一コマ41を押圧可能である。第二コマ42は、収容部32内に、当該収容部32から可動型10側へ突出可能に収容されている。第二コマ42の先端面(上面)は、固定型クッション30の収容部32周囲の面と面一となるように形成されている。第二コマ42の軸方向寸法は、収容部32の軸方向寸法と等しい。
可動型移動部51は、油圧モータ等によって構成されており、制御部60からの制御信号に基づいて可動型10を開閉方向に移動させる。
第一コマ付勢部52は、ガススプリング、コイルスプリング等によって構成されており、収容部12bの底面と第一コマ41の上面との間に設けられて、第一コマ41を第二コマ42方向へ付勢する。
第二コマ変位規制部53は、第二コマ42から延設されて収容部32の底面に形成された貫通孔34を介して固定型クッション30から露出する軸部53aと、軸部53aの先端部(下端部)と当接可能な当接部53bと、を備える。
固定型クッション付勢部54は、エアシリンダ、油圧シリンダ、サーボモータ等によって構成されており、制御部60からの制御信号(例えば、サーボモータの場合にはNC制御)に基づいて、クッションパッド55a及び固定型20を貫通するクッションピン55bを介して、固定型クッション30を可動型10(延長部12)側へ付勢する。なお、固定型クッション付勢部54及びクッションパッド55aは、図3〜図8では記載を省略されている。
続いて、プレス成形装置1の動作例について、図2等を参照して説明する。
したがって、プレス成形装置1は、ブランク材2の端部2aを挟持する張力を成形中に増加させることによって、反り、皺、亀裂等の発生を抑制することができる。
したがって、プレス成形装置1は、ブランク材2の端部2aを挟持する張力を成形中に増加させることによって、反り、皺、亀裂等の発生を抑制することができる。
したがって、プレス成形方法は、ブランク材2の端部2aを挟持する張力を成形中に増加させることによって、反り、皺、亀裂等の発生を抑制することができる。
2 ブランク材
2a 端部
2b 端部近傍
2c 中央部
10 可動型
11 可動型本体部
11a 絞り成形部
12 延長部
12a 凹凸部
12b 収容部
20 固定型
21 固定型本体部
30 固定型クッション
31 凹凸部
32 収容部
41 第一コマ
42 第二コマ
51 可動型移動部
52 第一コマ付勢部
53 第二コマ変位規制部
54 固定型クッション付勢部
60 制御部
Claims (4)
- 互いに対向するように配置されており、ブランク材を挟持することによって当該ブランク材を成形する可動型及び固定型と、
前記固定型の周囲に設けられて前記可動型と対向し、前記可動型と協働して前記ブランク材の端部を挟持可能な固定型クッションと、
前記可動型の型面に形成された開口部に設けられており、前記可動型及び前記固定型の配置方向に移動可能な第一コマと、
前記固定型クッションに設けられており、当該固定型クッションに対して独立して変位可能であるとともに前記第一コマを押圧可能な第二コマと、
を備え、
前記第一コマ及び前記第二コマが前記ブランク材の端部を挟持して移動可能な距離は、前記可動型及び前記固定型クッションが前記ブランク材の端部を挟持して移動可能な距離よりも短く、
前記可動型及び前記第一コマが前記固定型クッション及び前記第二コマと協働して前記ブランク材の端部を挟持して移動した後に、前記ブランク材の端部が挟持された状態で、前記可動型が前記固定型と協働して前記ブランク材の中央部を挟持して成形するように構成されている
ことを特徴とするプレス成形装置。 - 前記可動型は、前記固定型と対向する可動型本体部と、前記固定型クッションと対向するとともに、前記開口部が形成されて当該開口部に前記第一コマが設けられる延長部と、を一体的に備える
ことを特徴とする請求項1に記載のプレス成形装置。 - 前記可動型及び前記固定型クッションが前記ブランク材の端部を挟持するとともに前記第一コマ及び前記第二コマが前記ブランク材の端部を挟持した状態で、前記第一コマ及び前記第二コマが前記可動型側へ前記可動型及び前記固定型クッションに対して相対的に変位しつつ、前記可動型及び前記固定型が前記ブランク材を挟持することによって当該ブランク材を成形する
ことを特徴とする請求項1又は請求項2に記載のプレス成形装置。 - 請求項1又は請求項2に記載のプレス成形装置によるプレス成形方法であって、
前記可動型及び前記固定型クッションが前記ブランク材の端部を挟持するとともに前記第一コマ及び前記第二コマが前記ブランク材の端部を挟持した状態で、前記可動型、前記固定型クッション、前記第一コマ及び前記第二コマが前記固定型側へ移動するステップと、
前記可動型及び前記固定型クッションが前記固定型側へ移動しつつ、前記第一コマ及び前記第二コマが前記可動型側へ相対的に変位するステップと、
前記ブランク材の端部が挟持された状態で、前記可動型及び前記固定型が前記ブランク材の中央部を挟持することによって当該ブランク材の中央部を成形するステップと、
を含むことを特徴とするプレス成形方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019148177A JP6898397B2 (ja) | 2019-08-09 | 2019-08-09 | プレス成形装置及びプレス成形方法 |
| CN202010756404.9A CN112338036A (zh) | 2019-08-09 | 2020-07-31 | 冲压成形装置及冲压成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019148177A JP6898397B2 (ja) | 2019-08-09 | 2019-08-09 | プレス成形装置及びプレス成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021028080A JP2021028080A (ja) | 2021-02-25 |
| JP6898397B2 true JP6898397B2 (ja) | 2021-07-07 |
Family
ID=74358301
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019148177A Active JP6898397B2 (ja) | 2019-08-09 | 2019-08-09 | プレス成形装置及びプレス成形方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP6898397B2 (ja) |
| CN (1) | CN112338036A (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7617399B2 (ja) * | 2021-03-12 | 2025-01-20 | 日本製鉄株式会社 | プレス装置及びプレス成形品の製造方法 |
| CN115703138B (zh) * | 2021-08-13 | 2026-01-02 | 广州汽车集团股份有限公司 | 一种拉延模具及其设计和制造方法 |
| CN113414292B (zh) * | 2021-08-24 | 2022-01-11 | 宁波明讯实业有限公司 | 一种新能源汽车电池包上盖的冲压检测方法 |
| CN113414293B (zh) * | 2021-08-24 | 2022-01-11 | 宁波明讯实业有限公司 | 一种新能源汽车电池包上盖的冲压系统 |
| CN119585924A (zh) * | 2022-08-12 | 2025-03-07 | 株式会社Lg新能源 | 袋型电池壳体及其成型设备 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3000274A (en) * | 1959-04-03 | 1961-09-19 | Kaiser Aluminium Chem Corp | Apparatus for making receptacles |
| JPS61167214U (ja) * | 1985-04-03 | 1986-10-17 | ||
| US5187966A (en) * | 1989-12-11 | 1993-02-23 | Sollac | Method and device for drawing containers of frustoconical shape and a container drawn thereby |
| FR3018465B1 (fr) * | 2014-03-11 | 2016-11-18 | Peugeot Citroen Automobiles Sa | Matrice avec ejecteur pour embouti avec gouttiere en bordure |
| JP6200917B2 (ja) * | 2015-06-03 | 2017-09-20 | 株式会社コガネイ | ショックアブソーバおよびそれを用いたプレス加工装置 |
-
2019
- 2019-08-09 JP JP2019148177A patent/JP6898397B2/ja active Active
-
2020
- 2020-07-31 CN CN202010756404.9A patent/CN112338036A/zh active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| CN112338036A (zh) | 2021-02-09 |
| JP2021028080A (ja) | 2021-02-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6898397B2 (ja) | プレス成形装置及びプレス成形方法 | |
| US8490455B2 (en) | Mold for press apparatus, and open-drawing method | |
| JP2003236623A (ja) | 逐次成形装置 | |
| JP5385732B2 (ja) | プレス成形装置及びプレス成形方法 | |
| JP2017001040A (ja) | 絞り成型装置 | |
| JP7182269B2 (ja) | プレス成形装置 | |
| JP2005021945A (ja) | プレス成形用金型、およびそれを用いたパネル製造方法 | |
| JP2015077621A (ja) | プレス加工方法 | |
| JP2016002590A (ja) | 曲げ金型 | |
| JP2016032833A (ja) | プレス成形方法 | |
| JP2018051584A (ja) | プレス成形装置 | |
| KR101965392B1 (ko) | 가변 그루브 핀이 적용된 펀치를 갖는 코이닝 장치 | |
| JP2018083203A (ja) | プレス成形装置 | |
| JP6199694B2 (ja) | プレス加工方法 | |
| JP2017080747A (ja) | プレス成形方法及びプレス成形装置 | |
| WO2020031318A1 (ja) | 紙容器の製造装置、紙容器の製造方法及び紙容器 | |
| KR101461793B1 (ko) | 프레스 장치 | |
| JPS5947028A (ja) | 逆絞りプレス型 | |
| JP4493472B2 (ja) | 光学素子の成形方法 | |
| JP6986370B2 (ja) | 紙容器の製造装置、紙容器の製造方法及び紙容器 | |
| JP2005334917A (ja) | 金属板の円弧状曲げ加工方法及びその装置 | |
| JP2015085362A (ja) | 位置決め装置 | |
| JP2015080808A (ja) | 板状ワークの打抜き加工方法及びパンチ | |
| KR101600003B1 (ko) | 프레스 성형 장치 | |
| JP5290823B2 (ja) | 成形方法および成形装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200327 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210216 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210408 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210608 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210610 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6898397 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |