JP6872082B2 - 付加製造中のキャリアへの物体の付着の強化 - Google Patents
付加製造中のキャリアへの物体の付着の強化 Download PDFInfo
- Publication number
- JP6872082B2 JP6872082B2 JP2020544002A JP2020544002A JP6872082B2 JP 6872082 B2 JP6872082 B2 JP 6872082B2 JP 2020544002 A JP2020544002 A JP 2020544002A JP 2020544002 A JP2020544002 A JP 2020544002A JP 6872082 B2 JP6872082 B2 JP 6872082B2
- Authority
- JP
- Japan
- Prior art keywords
- boundary portion
- carrier plate
- peripheral boundary
- pat
- examples
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/124—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified
- B29C64/129—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified characterised by the energy source therefor, e.g. by global irradiation combined with a mask
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/124—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/188—Processes of additive manufacturing involving additional operations performed on the added layers, e.g. smoothing, grinding or thickness control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/245—Platforms or substrates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/264—Arrangements for irradiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/35—Cleaning
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
- B29C64/393—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y40/00—Auxiliary operations or equipment, e.g. for material handling
- B33Y40/20—Post-treatment, e.g. curing, coating or polishing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Optics & Photonics (AREA)
- Health & Medical Sciences (AREA)
- Toxicology (AREA)
Description
本出願は、2018年2月21日に提出された米国仮特許出願第62/633197号明細書および2018年3月28日に提出された同第62/649280号明細書の利益を主張し、これらの開示はそれぞれ、引用することによりそのすべてが本明細書の一部を成すものとする。
(a)ボトムアップのステレオリソグラフィプロセス(例えば、連続液体界面製造)での樹脂の光重合により、キャリアプレートに付着した物体を製造するステップであって、
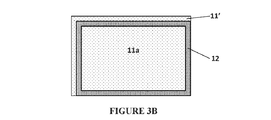
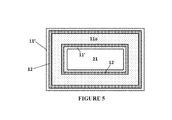
(i)物体は、キャリアプレート付着部分と、本体部分と、キャリアプレート付着部分に含まれ、かつ任意選択的に本体部分の少なくとも一部へと延在する周囲境界部分とを含み、
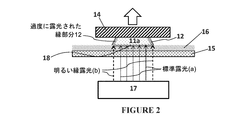
(ii)ステレオリソグラフィプロセスは、境界部分を(付着部分または本体部分の露光に比べて)光で過度に露光することを含む、物体を製造するステップと、
(b)任意選択的に、物体を(例えば、ワイピング(ブローイングを含む)、洗浄、またはこれらの組合せにより)清浄化するステップと、およびその後に
(c)任意選択的に、物体をベーキングして、更に硬化した三次元物体を製造するステップと、を含む。
以下に、本発明の実施形態を示す添付の図面を参照し、本発明をより詳細に説明する。しかし、本発明は、多くの異なる形態で具体化されてもよく、本明細書に記載の実施形態に限定されるものと解釈されるべきではなく、むしろこれらの実施形態は、開示が十分かつ完全であり、本発明の範囲を当業者に十分に伝えるように提供されるものである。
付加製造のための単一硬化性樹脂および二重硬化性樹脂を含む樹脂は、公知であり、例えば、J.DeSimone等、米国特許第9205601号明細書、ならびにRolland等、米国特許第9676963号明細書、米国特許第9598606号明細書および米国特許第9453142号明細書に記載されており、これらの開示は、引用することにより本明細書の一部を成すものとする。二重硬化性樹脂の適切な例としては、これらに限定されないものの、ポリウレタン、ポリ尿素およびそれらのコポリマー、エポキシ、シアン酸エステル、シリコーン等のポリマーから成る部品を製造するための樹脂が挙げられる。
上記の物体は、(剛性または可撓性のワイパー、布、または圧縮空気などの圧縮ガスによる)ワイピング、洗浄、またはこれらの組合せなど、任意の適切な手法で清浄化することが可能である。
本発明を実施するために使用され得る洗浄液としては、これらに限定されないものの、任意で、界面活性剤、キレート剤(リガンド)、酵素、ホウ砂、染料または着色剤、香料などのさらなる成分(これらの組合せを含む)を含有する、水、有機溶媒、およびこれらの組合せ(例えば、共溶媒として組み合わされる)が挙げられる。洗浄液は、溶液、エマルション、分散液等の任意の適切な形態であってもよい。
清浄化後、物体は、好ましくは加熱またはベーキングにより更に硬化されることが一般的である。
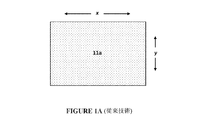
図1〜図1Aに、ボトムアップのステレオリソグラフィにより物体を製造する従来の手法を概略的に示す。物体11は、キャリアプレート14と、(関連する波長に対して)光透過性のウィンドウ15との間に構築されている。物体は、キャリアプレートに付着した表面部分を有する初期キャリアプレート付着領域11aを含む。重合可能な液体または樹脂16がウィンドウ15上に配置されており、これを通して、パターン化された光が光源17から連続的に投射され、経時的に物体11が製造される。連続液体界面製造(CLIP)の様々な実装において、保持される液体界面18は、物体11の一部またはすべての製造中に物体11と樹脂16との間に見られる。保持される液体界面は、これらに限定されないものの、重合阻害剤(例えば、酸素)に対して透過性のウィンドウに隣接する非重合性樹脂のデッドゾーンの生成を含む、任意の適切な技術により生成され得る。
0 0 1 1 1 0 0
と表され、ここで、それぞれの隣接する画素について、0が黒(露光なし)であり、1が白(標準露光)である場合、その侵食された画像は、
0 0 0 1 0 0 0
である。
0 0 1 0.5 1 0 0
が、そのスライスは2倍長く露光される。これは、公知の手法に従って二次元および三次元へと膨張させることが容易である。
Claims (13)
- 光重合性樹脂から三次元物体を製造する方法であって、
(a)ボトムアップのステレオリソグラフィプロセスでの前記樹脂の光重合により、キャリアプレートに付着した物体を製造するステップであって、
(i)前記物体は、キャリアプレート付着部分と、本体部分と、前記キャリアプレート付着部分に含まれ、かつ任意選択的に前記本体部分の少なくとも一部へと延在する周囲境界部分とを含み、
(ii)前記ステレオリソグラフィプロセスは、前記境界部分を、前記付着部分または本体部分の露光に比べて光で過度に露光し、前記ボトムアップのステレオリソグラフィプロセス中に前記キャリアプレートへの前記物体の付着を強化することを含む、
物体を製造するステップと、
(b)任意選択的に、前記物体を清浄化するステップと、その後に
(c)任意選択的に、前記物体をベーキングしてと、更に硬化した三次元物体を製造するステップと
を含む、方法。 - 前記樹脂が二重硬化性樹脂を含み、前記ベーキングするステップ(c)が含まれる、請求項1に記載の方法。
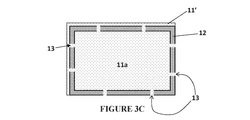
- 前記周囲境界部分が途切れている、または穴があいている、請求項1または2に記載の方法。
- 前記周囲境界部分が途切れていない、請求項1または2に記載の方法。
- 前記周囲境界部分が表面縁部分を含む、請求項1〜4のいずれか1項に記載の方法。
- 前記周囲境界部分が内部境界部分を含む、請求項1〜4のいずれか1項に記載の方法。
- 前記周囲境界部分が、少なくとも1つの表面縁部分と少なくとも1つの内部境界部分との組合せを含む、請求項1〜4のいずれか1項に記載の方法。
- 前記周囲境界部分がZ寸法において下方に先細になっている、請求項1〜7のいずれか1項に記載の方法。
- 前記清浄化するステップが、ワイピング(ブローイングを含む)、洗浄、またはこれらの組合せにより行われる、請求項1〜8のいずれか1項に記載の方法。
- 前記キャリアプレート付着部分が、前記キャリアプレートに付着した1、2、3または4平方センチメートル〜200または400平方センチメートル以上の表面積を有する、請求項1〜9のいずれか1項に記載の方法。
- 前記周囲境界部分が、0.1または0.5ミリメートル〜10または20ミリメートルの平均幅(X−Y寸法)を有する、請求項1〜10のいずれか1項に記載の方法。
- 前記キャリアプレート付着部分が、前記キャリアプレートに直接面するおよび/または接触する記号および/またはデザインを含む、請求項1〜11のいずれか1項に記載の方法。
- 前記物体本体部分が格子を含む、請求項1〜12のいずれか1項に記載の方法。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201862633197P | 2018-02-21 | 2018-02-21 | |
| US62/633,197 | 2018-02-21 | ||
| US201862649280P | 2018-03-28 | 2018-03-28 | |
| US62/649,280 | 2018-03-28 | ||
| PCT/US2019/018954 WO2019165070A1 (en) | 2018-02-21 | 2019-02-21 | Enhancing adhesion of objects to carriers during additive manufacturing |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021508626A JP2021508626A (ja) | 2021-03-11 |
| JP6872082B2 true JP6872082B2 (ja) | 2021-05-19 |
Family
ID=65686101
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020544002A Active JP6872082B2 (ja) | 2018-02-21 | 2019-02-21 | 付加製造中のキャリアへの物体の付着の強化 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11077608B2 (ja) |
| EP (1) | EP3727799B1 (ja) |
| JP (1) | JP6872082B2 (ja) |
| CN (1) | CN111801216B (ja) |
| WO (1) | WO2019165070A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019165052A1 (en) | 2018-02-21 | 2019-08-29 | Carbon, Inc. | Methods of reducing distortion of additively manufactured objects |
| WO2021055743A1 (en) * | 2019-09-20 | 2021-03-25 | Carbon, Inc. | Cleaning of additively manufactured objects by vacuum cycling nucleation |
| KR102259818B1 (ko) * | 2020-05-11 | 2021-06-07 | 한국생산기술연구원 | Dlp 방식 기반 3d 프린팅의 경화층 접착력 평가 방법 |
| IT202100026378A1 (it) * | 2021-10-14 | 2023-04-14 | Axtra3D Inc | Processo di stampa tridimensionale a fotoindurimento bottom-up basato su principio di extra-polimerizzazione di un fotopolimero su supporto di estrazione a profilo variabile |
Family Cites Families (68)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5236637A (en) | 1984-08-08 | 1993-08-17 | 3D Systems, Inc. | Method of and apparatus for production of three dimensional objects by stereolithography |
| US4785075A (en) | 1987-07-27 | 1988-11-15 | Interez, Inc. | Metal acetylacetonate/alkylphenol curing catalyst for polycyanate esters of polyhydric phenols |
| US5059359A (en) * | 1988-04-18 | 1991-10-22 | 3 D Systems, Inc. | Methods and apparatus for production of three-dimensional objects by stereolithography |
| JPH0224122A (ja) * | 1988-07-13 | 1990-01-26 | Mitsui Eng & Shipbuild Co Ltd | 光学的造形体の透明化処理方法 |
| US5158858A (en) | 1990-07-05 | 1992-10-27 | E. I. Du Pont De Nemours And Company | Solid imaging system using differential tension elastomeric film |
| US5531916A (en) | 1990-10-03 | 1996-07-02 | E. I. Du Pont De Nemours And Company | Hydrofluorocarbon cleaning compositions |
| US5122441A (en) | 1990-10-29 | 1992-06-16 | E. I. Du Pont De Nemours And Company | Method for fabricating an integral three-dimensional object from layers of a photoformable composition |
| US5196137A (en) | 1991-10-01 | 1993-03-23 | E. I. Du Pont De Nemours And Company | Azeotropic composition of 1,1,1,2,3,4,4,5,5,5-decafluoropentane and trans-1,2-dichloroethylene, cis-1,2-dichloroethylene or 1,1-dichlorethane |
| US5773403A (en) | 1992-01-21 | 1998-06-30 | Olympus Optical Co., Ltd. | Cleaning and drying solvent |
| FR2713541B1 (fr) * | 1993-12-09 | 1997-04-30 | Laser Int Sa | Procédé et installation pour la fabrication de pièces par phototransformation de matière. |
| CN1184501A (zh) | 1995-05-16 | 1998-06-10 | 美国3M公司 | 共沸物状组合物及其应用 |
| US6008179A (en) | 1995-05-16 | 1999-12-28 | 3M Innovative Properties Company | Azeotrope-like compositions and their use |
| US5506007A (en) | 1995-08-02 | 1996-04-09 | Minnesota Mining And Manufacturing Company | Polymerization of systems using a deoxygenated medium |
| US6689734B2 (en) | 1997-07-30 | 2004-02-10 | Kyzen Corporation | Low ozone depleting brominated compound mixtures for use in solvent and cleaning applications |
| BE1011609A3 (fr) | 1997-12-15 | 1999-11-09 | Solvay | Compositions comprenant du perfluorobutyl methyl ether et utilisation de ces compositions. |
| US6063206A (en) | 1998-05-04 | 2000-05-16 | C. J. Latta & Associates | De-oiling process using enzymes |
| US6241934B1 (en) * | 1999-02-08 | 2001-06-05 | 3D Systems, Inc. | Stereolithographic method and apparatus with enhanced control of prescribed stimulation production and application |
| DE10015408A1 (de) | 2000-03-28 | 2001-10-11 | Fraunhofer Ges Forschung | Verfahren und Vorrichtung zur Herstellung von Bauteilen aus lichtaushärtbaren Werkstoffen |
| US6746814B2 (en) * | 2000-10-09 | 2004-06-08 | Dorsey D. Coe | Method and system for colorizing a stereolithographically generated model |
| DE10119817A1 (de) | 2001-04-23 | 2002-10-24 | Envision Technologies Gmbh | Vorrichtung und Verfahren für die zerstörungsfreie Trennung ausgehärteter Materialschichten von einer planen Bauebene |
| US6646020B2 (en) | 2001-05-23 | 2003-11-11 | Vulcan Chemicals A Division Of Vulcan Materials Company | Isopropyl chloride with hydrofluorocarbon or hydrofluoroether as foam blowing agents |
| US7183248B2 (en) | 2001-08-23 | 2007-02-27 | Treyco Supply Co. | Enzymatic cleaner having high pH stability |
| JP3782049B2 (ja) * | 2001-08-31 | 2006-06-07 | 独立行政法人科学技術振興機構 | 光造形方法及びその装置 |
| US20030198824A1 (en) * | 2002-04-19 | 2003-10-23 | Fong John W. | Photocurable compositions containing reactive polysiloxane particles |
| US6699829B2 (en) | 2002-06-07 | 2004-03-02 | Kyzen Corporation | Cleaning compositions containing dichloroethylene and six carbon alkoxy substituted perfluoro compounds |
| US7328077B2 (en) | 2003-01-06 | 2008-02-05 | Duane Milford Durbin | Method and system for automated mass manufacturing of custom tooth die models for use in the fabrication of dental prosthetics |
| DE102004022606A1 (de) | 2004-05-07 | 2005-12-15 | Envisiontec Gmbh | Verfahren zur Herstellung eines dreidimensionalen Objekts mit verbesserter Trennung ausgehärteter Materialschichten von einer Bauebene |
| US7481647B2 (en) | 2004-06-14 | 2009-01-27 | Align Technology, Inc. | Systems and methods for fabricating 3-D objects |
| US9198847B2 (en) | 2004-11-05 | 2015-12-01 | The Procter & Gamble Company | Personal care composition containing a non-guar galactomannan polymer derivative and an anionic surfactant system |
| US7709544B2 (en) | 2005-10-25 | 2010-05-04 | Massachusetts Institute Of Technology | Microstructure synthesis by flow lithography and polymerization |
| US7698014B2 (en) | 2006-01-20 | 2010-04-13 | 3M Innovative Properties Company | Local enforcement of accuracy in fabricated models |
| DE102006019963B4 (de) * | 2006-04-28 | 2023-12-07 | Envisiontec Gmbh | Vorrichtung und Verfahren zur Herstellung eines dreidimensionalen Objekts durch schichtweises Verfestigen eines unter Einwirkung von elektromagnetischer Strahlung verfestigbaren Materials mittels Maskenbelichtung |
| US7892474B2 (en) | 2006-11-15 | 2011-02-22 | Envisiontec Gmbh | Continuous generative process for producing a three-dimensional object |
| DK2052693T4 (da) | 2007-10-26 | 2021-03-15 | Envisiontec Gmbh | Proces og fri-formfabrikationssystem til at fremstille en tredimensionel genstand |
| US8980813B2 (en) | 2008-02-21 | 2015-03-17 | S. C. Johnson & Son, Inc. | Cleaning composition having high self-adhesion on a vertical hard surface and providing residual benefits |
| FR2940094B1 (fr) | 2008-12-22 | 2011-02-25 | Oreal | Composition cosmetique detergente comprenant quatre tensioactifs, un polymere cationique et un sel de zinc |
| US8372330B2 (en) | 2009-10-19 | 2013-02-12 | Global Filtration Systems | Resin solidification substrate and assembly |
| US7897558B1 (en) | 2009-12-16 | 2011-03-01 | The United States Of America As Represented By The Secretary Of The Navy | Siloxane solvent compositions |
| IT1397457B1 (it) | 2010-01-12 | 2013-01-10 | Dws Srl | Piastra di modellazione per una macchina stereolitografica, macchina stereolitografica impiegante tale piastra di modellazione e utensile per la pulizia di tale piastra di modellazione. |
| US8492325B2 (en) | 2010-03-01 | 2013-07-23 | The Procter & Gamble Company | Dual-usage liquid laundry detergents comprising a silicone anti-foam |
| GB201015277D0 (en) | 2010-09-14 | 2010-10-27 | Xeros Ltd | Novel cleaning method |
| CN112553017A (zh) | 2011-05-20 | 2021-03-26 | 艺康美国股份有限公司 | 非腐蚀性炉具除脂剂浓缩物 |
| US9375298B2 (en) | 2012-02-21 | 2016-06-28 | Align Technology, Inc. | Dental models and related methods |
| US9120270B2 (en) * | 2012-04-27 | 2015-09-01 | University Of Southern California | Digital mask-image-projection-based additive manufacturing that applies shearing force to detach each added layer |
| US9636873B2 (en) | 2012-05-03 | 2017-05-02 | B9Creations, LLC | Solid image apparatus with improved part separation from the image plate |
| CA2888341A1 (en) | 2012-10-24 | 2014-05-01 | The Procter & Gamble Company | Anti foam compositions comprising aryl bearing polyorganosilicons |
| US9498920B2 (en) | 2013-02-12 | 2016-11-22 | Carbon3D, Inc. | Method and apparatus for three-dimensional fabrication |
| JP6522519B2 (ja) | 2013-02-12 | 2019-05-29 | カーボン,インコーポレイテッド | キャリアを介した供給による3次元製作のための方法および装置 |
| JP6456353B2 (ja) * | 2013-03-12 | 2019-01-23 | オレンジ・メーカー・エルエルシー | 渦巻状の積上げを使用した3d印刷 |
| US9360757B2 (en) | 2013-08-14 | 2016-06-07 | Carbon3D, Inc. | Continuous liquid interphase printing |
| EP3134250B1 (en) | 2014-04-25 | 2023-11-15 | Carbon, Inc. | Continuous three dimensional fabrication from immiscible liquids |
| US9782934B2 (en) | 2014-05-13 | 2017-10-10 | Autodesk, Inc. | 3D print adhesion reduction during cure process |
| US10073424B2 (en) | 2014-05-13 | 2018-09-11 | Autodesk, Inc. | Intelligent 3D printing through optimization of 3D print parameters |
| SG11201610192YA (en) | 2014-06-23 | 2017-01-27 | Carbon Inc | Polyurethane resins having multiple mechanisms of hardening for use in producing three-dimensional objects |
| US10166725B2 (en) | 2014-09-08 | 2019-01-01 | Holo, Inc. | Three dimensional printing adhesion reduction using photoinhibition |
| EP3253558B1 (en) | 2015-02-05 | 2020-04-08 | Carbon, Inc. | Method of additive manufacturing by fabrication through multiple zones |
| WO2016133759A1 (en) | 2015-02-20 | 2016-08-25 | Carbon3D, Inc. | Methods and apparatus for continuous liquid interface printing with electrochemically supported dead zone |
| WO2016145182A1 (en) | 2015-03-12 | 2016-09-15 | Carbon3D, Inc. | Additive manufacturing using polymerization initiators or inhibitors having controlled migration |
| EP3304201A4 (en) | 2015-04-30 | 2019-06-26 | Castanon, Diego | IMPROVED STEREOLITHOGRAPHY SYSTEM |
| US20180243976A1 (en) | 2015-09-30 | 2018-08-30 | Carbon, Inc. | Method and Apparatus for Producing Three- Dimensional Objects |
| GB2559914B (en) | 2015-10-07 | 2021-07-14 | Holo Inc | Sub-pixel grayscale three-dimensional printing |
| US10384439B2 (en) | 2015-11-06 | 2019-08-20 | Stratasys, Inc. | Continuous liquid interface production system with viscosity pump |
| US10787583B2 (en) | 2015-12-22 | 2020-09-29 | Carbon, Inc. | Method of forming a three-dimensional object comprised of a silicone polymer or co-polymer |
| CN105635705B (zh) * | 2015-12-30 | 2018-01-02 | 大族激光科技产业集团股份有限公司 | 增强的数字光处理面曝光快速成型的方法及装置 |
| ES2791418T3 (es) * | 2016-07-07 | 2020-11-04 | Univ Wien Tech | Procedimiento y dispositivo para la fabricación generativa basada en litografía de componentes tridimensionales |
| US11117316B2 (en) | 2016-11-04 | 2021-09-14 | Carbon, Inc. | Continuous liquid interface production with upconversion photopolymerization |
| CN106985382B (zh) * | 2017-04-25 | 2019-06-14 | 上海联泰科技股份有限公司 | 3d打印方法及所适用的打印设备 |
| WO2019165052A1 (en) | 2018-02-21 | 2019-08-29 | Carbon, Inc. | Methods of reducing distortion of additively manufactured objects |
-
2019
- 2019-02-21 CN CN201980014536.XA patent/CN111801216B/zh active Active
- 2019-02-21 WO PCT/US2019/018954 patent/WO2019165070A1/en active Search and Examination
- 2019-02-21 JP JP2020544002A patent/JP6872082B2/ja active Active
- 2019-02-21 EP EP19709316.4A patent/EP3727799B1/en active Active
- 2019-02-21 US US16/963,599 patent/US11077608B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US11077608B2 (en) | 2021-08-03 |
| WO2019165070A1 (en) | 2019-08-29 |
| JP2021508626A (ja) | 2021-03-11 |
| EP3727799A1 (en) | 2020-10-28 |
| CN111801216A (zh) | 2020-10-20 |
| US20210008794A1 (en) | 2021-01-14 |
| CN111801216B (zh) | 2021-11-16 |
| EP3727799B1 (en) | 2022-06-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6872082B2 (ja) | 付加製造中のキャリアへの物体の付着の強化 | |
| US20210023780A1 (en) | Functional surface coating methods foradditively manufactured products | |
| US11504905B2 (en) | Methods of reducing distortion of additively manufactured objects | |
| US20220410480A1 (en) | Methods and apparatus for washing objects produced by stereolithography | |
| US11535714B2 (en) | Light-curable siloxane resins for additive manufacturing | |
| CN102971835B (zh) | 保护膜形成用化学溶液以及晶片表面的清洗方法 | |
| US11649312B2 (en) | Shelf stable, low tin concentration, dual cure additive manufacturing resins | |
| CN110168704A (zh) | 基板处理方法及基板处理装置 | |
| TWI484024B (zh) | Water-based protective film and protective film forming liquid | |
| Zelsmann et al. | Degradation and surfactant-aided regeneration of fluorinated anti-sticking mold treatments in UV nanoimprint lithography | |
| KR20140024345A (ko) | 레지스트 패턴 형성 방법 및 레지스트 패턴을 사용한 패턴화 기판의 제조 방법 | |
| US11207835B2 (en) | Bonded surface coating methods for additively manufactured products | |
| TWI536036B (zh) | 光學膜的製備方法 | |
| TW201124250A (en) | Performance evaluation method of an organic release agent, production method of a mold and production method of a transparent film having fine uneven structure on the surface | |
| WO2019083876A1 (en) | REDUCTION OF WITHDRAWAL OR LOWERING IN OBJECTS PRODUCED BY ADDITIVE MANUFACTURING | |
| CN116741896A (zh) | 一种亚微米级图形化蓝宝石衬底及其制备方法 | |
| US20220266518A1 (en) | Cleaning of additively manufactured objects by vacuum cycling nucleation | |
| CN102836834B (zh) | 包装板清洗机 | |
| JP4801584B2 (ja) | トポグラフィカル表面を平坦化するための自動処理方法と装置 | |
| JP2010217667A (ja) | カラーフィルタの製造方法、及びカラーフィルタ | |
| CN104662645A (zh) | 保护膜形成用化学溶液 | |
| JP2005248255A (ja) | フッ素樹脂被膜の成膜方法 | |
| KR20070008703A (ko) | 집적회로 제품의 제조시 패턴화된 웨이퍼의 건조를 위한조성물 및 방법 | |
| Denison | Carbon dioxide based etchant solutions for copper chemical mechanical planarization | |
| JP2011131532A (ja) | 光学フィルム製造用ロール金型の洗浄方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201006 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20201006 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20201006 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20201225 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210105 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210305 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210319 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210416 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6872082 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |