JP6853926B2 - 歯車用材料保持装置および歯車用材料取り付け方法 - Google Patents
歯車用材料保持装置および歯車用材料取り付け方法 Download PDFInfo
- Publication number
- JP6853926B2 JP6853926B2 JP2019047377A JP2019047377A JP6853926B2 JP 6853926 B2 JP6853926 B2 JP 6853926B2 JP 2019047377 A JP2019047377 A JP 2019047377A JP 2019047377 A JP2019047377 A JP 2019047377A JP 6853926 B2 JP6853926 B2 JP 6853926B2
- Authority
- JP
- Japan
- Prior art keywords
- machine tool
- holding member
- pull rod
- gears
- gear
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000463 material Substances 0.000 title claims description 82
- 238000000034 method Methods 0.000 title description 11
- 238000005520 cutting process Methods 0.000 description 4
- 238000003754 machining Methods 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- 238000005452 bending Methods 0.000 description 2
- 210000000078 claw Anatomy 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 238000007781 pre-processing Methods 0.000 description 2
- 239000012467 final product Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B31/00—Chucks; Expansion mandrels; Adaptations thereof for remote control
- B23B31/02—Chucks
- B23B31/10—Chucks characterised by the retaining or gripping devices or their immediate operating means
- B23B31/12—Chucks with simultaneously-acting jaws, whether or not also individually adjustable
- B23B31/20—Longitudinally-split sleeves, e.g. collet chucks
- B23B31/201—Characterized by features relating primarily to remote control of the gripping means
- B23B31/207—Characterized by features relating primarily to remote control of the gripping means using mechanical transmission through the spindle
- B23B31/2073—Axially fixed cam, moving jaws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F23/00—Accessories or equipment combined with or arranged in, or specially designed to form part of, gear-cutting machines
- B23F23/02—Loading, unloading or chucking arrangements for workpieces
- B23F23/06—Chucking arrangements
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Gripping On Spindles (AREA)
- Gear Processing (AREA)
- Gears, Cams (AREA)
Description
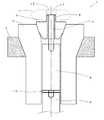
2.工作機械接続部材
3.保持部材
4.引っ張り棒
5.中空円筒状部
6.切り込み
8.連結部材
9.駆動部材
x.歯車用材料
x1.円形穴
x2.円形穴の内壁
y.工作機械の回転部
Claims (3)
- 中央部に円形穴を有する歯車用材料を保持するための装置であり、
工作機械に接続される工作機械接続部材と、
歯車用素材の円形穴の側壁に接する中空円筒状部を有する保持部材と、
保持部材の中空円筒状部に挿入される引っ張り棒とを有し、
保持部材の中空円筒状部の端部には長さ方向に沿った複数の切り込みによって分割された分割部が形成されており、
引っ張り棒の端部には、先端に向かって外径が大きくなるようなテーパ部が形成されており、
工作機械接続部材の中央部に中心軸に沿って中空部が形成され、上端部付近において中空部は上向きに開いた円錐状の窪みになっていて、
工作機械接続部材の外側側面には工作機械の回転部に装着するためにテーパ状になった部分があり、
保持部材の基部は、外形が概ね円錐台の形状であり、工作機械接続部材の窪み部に係合するテーパ面になっていて、
保持部材は工作機械接続部材に対して着脱自在に取り付けられるようになっており、
引っ張り棒は保持部材に対して長さ方向に沿って前後動できるようになっており、
引っ張り棒のテーパ部が保持部材の分割部に進入することによって保持部材の分割部が拡大して歯車用素材の円形穴の側壁に押し当てられるようになした歯車用材料保持装置。 - 工作機械接続部材の外側側面のテーパ状の面および中央部の円錐状の窪みの面は全面に渡って研磨仕上げが行われており、
引っ張り棒の下端部にはおねじ部が形成されている請求項1に記載の歯車用材料保持装置。 - 回転部に上向きに開いた円錐台形状の窪みが形成されており、連結部材を有する工作機械を使用し、
請求項2に記載の歯車用材料保持装置を工作機械接続部材の外側側面のテーパ状になった部分が工作機械の回転部に上向きに開いた円錐台形状の窪み接するように工作機械に設置し、
引っ張り棒の下端部のおねじ部を連結部材に連結し、
歯車用材料の円形穴を歯車用素材の中空円筒状部にはめ込み、
引っ張り棒を保持部材に対して長さ方向に移動させて引っ張り棒のテーパ部を保持部材の分割部に進入させ、分割部を拡大させて歯車用素材の円形穴の側壁に押し当てることによって、歯車用材料を工作機械に取り付ける歯車用材料取り付け方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019047377A JP6853926B2 (ja) | 2019-03-14 | 2019-03-14 | 歯車用材料保持装置および歯車用材料取り付け方法 |
| PCT/JP2020/009793 WO2020184465A1 (ja) | 2019-03-14 | 2020-03-06 | 歯車用材料保持装置および歯車用材料取り付け方法 |
| JP2021505041A JP7382657B2 (ja) | 2019-03-14 | 2020-03-06 | 歯車用材料保持装置および歯車用材料取り付け方法 |
| JP2023185236A JP2023184611A (ja) | 2019-03-14 | 2023-10-30 | 歯車用材料保持装置および歯車用材料取り付け方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019047377A JP6853926B2 (ja) | 2019-03-14 | 2019-03-14 | 歯車用材料保持装置および歯車用材料取り付け方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020146809A JP2020146809A (ja) | 2020-09-17 |
| JP6853926B2 true JP6853926B2 (ja) | 2021-04-07 |
Family
ID=72427488
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019047377A Active JP6853926B2 (ja) | 2019-03-14 | 2019-03-14 | 歯車用材料保持装置および歯車用材料取り付け方法 |
| JP2021505041A Active JP7382657B2 (ja) | 2019-03-14 | 2020-03-06 | 歯車用材料保持装置および歯車用材料取り付け方法 |
| JP2023185236A Pending JP2023184611A (ja) | 2019-03-14 | 2023-10-30 | 歯車用材料保持装置および歯車用材料取り付け方法 |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021505041A Active JP7382657B2 (ja) | 2019-03-14 | 2020-03-06 | 歯車用材料保持装置および歯車用材料取り付け方法 |
| JP2023185236A Pending JP2023184611A (ja) | 2019-03-14 | 2023-10-30 | 歯車用材料保持装置および歯車用材料取り付け方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (3) | JP6853926B2 (ja) |
| WO (1) | WO2020184465A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113416824B (zh) * | 2021-06-02 | 2022-09-13 | 重庆南雁实业集团龙剑机械制造有限公司 | 一种变速箱齿轮轴淬火工装 |
| CN114102275B (zh) * | 2021-11-19 | 2023-03-21 | 南京航空航天大学 | 一种适用于齿轮超声振动辅助磨削的装置及其运行工艺 |
| CN116000386B (zh) * | 2022-10-27 | 2024-07-02 | 湘潭大学 | 一种可变直径齿轮预应力施加装置 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5837099B2 (ja) * | 1978-03-10 | 1983-08-13 | 株式会社綱島機械製作所 | 加工物取付装置 |
| JPS59183707U (ja) * | 1983-05-23 | 1984-12-07 | 株式会社 大隈鉄工所 | コレツト治具 |
| JPH1110420A (ja) * | 1997-06-23 | 1999-01-19 | Ntn Corp | 静圧空気軸受スピンドル |
| JP4358460B2 (ja) * | 2001-06-11 | 2009-11-04 | 日産ディーゼル工業株式会社 | フライス加工用のクランプ装置 |
| JP5735086B2 (ja) * | 2013-12-04 | 2015-06-17 | 富士機械製造株式会社 | ハイブリッドチャック |
-
2019
- 2019-03-14 JP JP2019047377A patent/JP6853926B2/ja active Active
-
2020
- 2020-03-06 JP JP2021505041A patent/JP7382657B2/ja active Active
- 2020-03-06 WO PCT/JP2020/009793 patent/WO2020184465A1/ja active Application Filing
-
2023
- 2023-10-30 JP JP2023185236A patent/JP2023184611A/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| WO2020184465A1 (ja) | 2020-09-17 |
| JP2020146809A (ja) | 2020-09-17 |
| JP7382657B2 (ja) | 2023-11-17 |
| JP2023184611A (ja) | 2023-12-28 |
| JPWO2020184465A1 (ja) | 2020-09-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6853926B2 (ja) | 歯車用材料保持装置および歯車用材料取り付け方法 | |
| US7313853B2 (en) | Tap process for hard workpieces | |
| US4350463A (en) | Arrangement for mounting a cutter | |
| US20150298377A1 (en) | Injection device having two-piece nozzle, jig for use in assembling two-piece nozzle, and method of assembling two-piece nozzle | |
| JP5609291B2 (ja) | 内歯ギア製造用マンドレルおよびそのマンドレルを使用した内歯ギア製造方法と製造装置 | |
| US3359581A (en) | Key threading devices | |
| CN113785129A (zh) | 盲孔铆螺母、盲孔铆螺母组件和安装方法 | |
| CN116408469A (zh) | 一种轴类零件滚花刀具卡盘、滚花装置及加工方法 | |
| CN112368110A (zh) | 玻璃板的制造方法以及磨石装置用工具 | |
| US6634263B2 (en) | Unibody lathe spindle liner | |
| US2921549A (en) | Holding fixture for spin-forming blanks | |
| KR101515358B1 (ko) | 롱비트 소켓 제조용 스웨이징 장치 및 롱비트 소켓 제조방법 | |
| CN113618171A (zh) | 普通车床仿套丝机加工装置及方法 | |
| CN211614355U (zh) | 辅助夹具及具有其的车床 | |
| CN210413617U (zh) | 一种薄壁件钻孔夹具 | |
| JP3219966U (ja) | 研磨可能なカッターホルダー | |
| CN113967749A (zh) | 一种传动轴伸缩叉外缘切削专用夹具 | |
| US3204266A (en) | Method and apparatus for forming cross holes through socket head screws | |
| JP5375987B2 (ja) | シート面加工方法 | |
| CN207521774U (zh) | 新型钻夹头 | |
| AU2016101658A4 (en) | Internal spline tooth disk hobbing fixture high in quality | |
| CN216729906U (zh) | 端面齿齿形零件加工夹具 | |
| JPH04336907A (ja) | 回転作業工具のチャック掴持部の製造方法 | |
| CN111922989A (zh) | 螺丝取出结构及模具加工装置 | |
| CN212329678U (zh) | 一种传动轴伸缩叉外缘切削专用夹具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20190315 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20191230 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200601 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200725 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201228 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210119 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210202 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210205 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6853926 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |