JP6851966B2 - シート状ガラスのシート幅の減衰を減少させる方法および装置 - Google Patents
シート状ガラスのシート幅の減衰を減少させる方法および装置 Download PDFInfo
- Publication number
- JP6851966B2 JP6851966B2 JP2017517739A JP2017517739A JP6851966B2 JP 6851966 B2 JP6851966 B2 JP 6851966B2 JP 2017517739 A JP2017517739 A JP 2017517739A JP 2017517739 A JP2017517739 A JP 2017517739A JP 6851966 B2 JP6851966 B2 JP 6851966B2
- Authority
- JP
- Japan
- Prior art keywords
- edge
- pair
- edge roll
- glass ribbon
- angle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 66
- 239000005357 flat glass Substances 0.000 title claims description 18
- 239000011521 glass Substances 0.000 claims description 208
- 239000011324 bead Substances 0.000 claims description 22
- 230000008569 process Effects 0.000 description 21
- 230000004927 fusion Effects 0.000 description 17
- 238000000465 moulding Methods 0.000 description 12
- 230000000694 effects Effects 0.000 description 9
- 239000006060 molten glass Substances 0.000 description 9
- 238000002474 experimental method Methods 0.000 description 8
- 238000003286 fusion draw glass process Methods 0.000 description 8
- 230000009467 reduction Effects 0.000 description 7
- 238000003280 down draw process Methods 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 6
- 238000013016 damping Methods 0.000 description 5
- 238000012986 modification Methods 0.000 description 5
- 230000004048 modification Effects 0.000 description 5
- 238000006124 Pilkington process Methods 0.000 description 4
- 230000008901 benefit Effects 0.000 description 4
- 230000008859 change Effects 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 238000007499 fusion processing Methods 0.000 description 3
- 238000003283 slot draw process Methods 0.000 description 3
- 238000001816 cooling Methods 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 238000007496 glass forming Methods 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000001934 delay Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
Images







Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B17/00—Forming molten glass by flowing-out, pushing-out, extruding or drawing downwardly or laterally from forming slits or by overflowing over lips
- C03B17/06—Forming glass sheets
- C03B17/064—Forming glass sheets by the overflow downdraw fusion process; Isopipes therefor
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B17/00—Forming molten glass by flowing-out, pushing-out, extruding or drawing downwardly or laterally from forming slits or by overflowing over lips
- C03B17/06—Forming glass sheets
- C03B17/068—Means for providing the drawing force, e.g. traction or draw rollers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P40/00—Technologies relating to the processing of minerals
- Y02P40/50—Glass production, e.g. reusing waste heat during processing or shaping
- Y02P40/57—Improving the yield, e-g- reduction of reject rates
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
- Joining Of Glass To Other Materials (AREA)
Description
様々な傾斜角度を有する単一のエッジロールの組210を、底部ラインの下方の位置に設置することによる影響を判定した。エッジロール210を、回転軸が水平から10°、水平から20°、水平から30°、水平から40°、および水平から50°の角度を成すように配向した。

様々な傾斜角度を有する複数のエッジロールの組210を用いることによる影響を、さらに判定した。いくつかの実験において、第1のエッジロールの組210aを底部ラインの下の位置に設置し、第2のエッジロールの組201bを底部ラインの下方の位置に設置した。各エッジロールの組210a、210bを、両方の組210a、210bの回転軸が、水平から10°、水平から20°、水平から30°、水平から40°、および水平から50°の角度を成すように配向した。表2に、エッジロールの組の傾斜角度を保持したときの、得られたシート幅の結果を記載する。
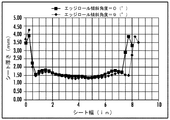
さらなる実験では、フュージョン機に単一のエッジロールの組210を取り付けた。第1の運転では、エッジロール210を水平に、すなわち水平から0°の角度を成す回転軸を有するように配向した。第2の運転では、エッジロール210を傾斜させて、水平から約9°の角度を成す回転軸を提供した。図5はこれらの実験のグラフ表示であり、傾斜角度が約9°のエッジロールを用いて生成されたシートの幅が、従来のエッジロールを用いて生成されたシートの幅よりも約13mm大きかったことを示ししている。
エッジロールの位置および向きによる、鉛直速度プロファイルおよびシート幅の減衰への影響をさらに判定した。第1の運転では、単一のエッジロールの組210を底部ラインの約16.5cm下の位置に設置することによる影響を評価する実験を行った。エッジロール210を、回転軸が水平から約20°の角度を成すように配向した。
別の実験では、単一のエッジロールの組210を底部ラインの約7cm下の位置に設置することによる影響を判定した。エッジロール210を、回転軸が水平から約5°の角度を成すように配向した。その結果を図7のグラフに示す。図7を参照すると、最終的なシート幅が約2.66mであることが示されており、これは底部の幅の約90%を表す。しかし最終的なシート幅は実施例4で得られたものよりも若干小さくなり得るが、鉛直方向の等速度線は、鉛直速度プロファイルが向上したことを示している。実施例4と同様にこの結果は、エッジロールのすぐ下の領域で、ガラスの鉛直速度が下向きの方向に減少していることを示している。しかしながらこの減少は、最初はガラスシートの幅に亘って不均等になり得る鉛直等速度線を同じく生成しているが、この等高線は水平になることが分かった。従って、ある程度のシート幅変動が未だ存在しているかもしれないが、実施例4のものよりも著しく小さいものであった。
別の実験では、複数のエッジロールの組210を設置することによる影響を判定した。従って、第1のエッジロールの組210aを底部ラインの約7cm下の位置に設置し、かつ回転軸が水平から約5°の角度を成すように配向し、第2のエッジロールの組210bを底部ラインの約15cm下の位置に設置し、かつ回転軸が水平から約20°の角度を成すように配向した。その結果を図8のグラフに示す。図8を参照すると、最終的なシート幅が約2.82mであることが示されており、これは底部の幅の約96%を表す。さらに鉛直方向の等速度線は、実質的に平行な形でガラスリボンの幅を横切る、一貫した速度の増加を示している。従って、本実施形態を用いて作製されたシート状ガラスは、シート幅変動を実質的に含まないものとなることを期待することができる。
シート状ガラスを延伸する装置において、
粘性のガラスリボンの第1のエッジに前面および裏面に沿って接触するように構成された、第1のエッジロールの対、
前記粘性のガラスリボンの第2のエッジに前面および裏面に沿って接触するように構成された、第2のエッジロールの対、
を備え、
前記第1のエッジロールの対および前記第2のエッジロールの対が、前記ガラスリボンの動きに直交する第1のラインに沿って互いに位置合わせされており、
前記第1のエッジロールの対および前記第2のエッジロールの対のうちの少なくとも一方が、前記第1のラインから約0°と約55°の間または約3°と約55°の間の角度を成す回転軸を提供するように配向されていることを特徴とする装置。
前記第1のエッジロールの対および前記第2のエッジロールの対のうちの少なくとも一方が、前記第1のラインから約5°と約30°の間の角度を成す回転軸を提供するように配向されていることを特徴とする実施形態1記載の装置。
成形表面の対を有する成形ウェッジであって、溶融ガラス流の流れが前記成形表面を下降して底部で結合し、前記粘性のガラスリボンを生成することができるように構成されている成形ウェッジ、をさらに備えていることを特徴とする実施形態1記載の装置。
前記第1のエッジロールの対および前記第2のエッジロールの対が、前記底部の下方約3cmと約15cmの間の位置で、位置合わせされていることを特徴とする実施形態3記載の装置。
前記粘性のガラスリボンの前記第1のエッジに前面および裏面に沿って接触するように構成された、第3のエッジロールの対、
前記粘性のガラスリボンの前記第2のエッジに前面および裏面に沿って接触するように構成された、第4のエッジロールの対、
をさらに備え、
前記第3のエッジロールの対および前記第4のエッジロールの対が、前記ガラスリボンの動きに直交する第2のラインに沿って互いに位置合わせされており、
前記第3のエッジロールの対および前記第4のエッジロールの対のうちの少なくとも一方が、前記第2のラインから約0°と約55°の間または約3°と約55°の間の角度を成す回転軸を提供するように配向されていることを特徴とする実施形態1記載の装置。
前記第3のエッジロールの対および前記第4のエッジロールの対のうちの少なくとも一方が、前記第2のラインから約5°と約30°の間の角度を成す回転軸を提供するように配向されていることを特徴とする実施形態5記載の装置。
前記第1のエッジロールの対および前記第2のエッジロールの対のうちの少なくとも一方または両方が、前記第2のラインから約0°と約55°の間または約3°と約55°の間の角度を成す回転軸を提供するように配向されており、
前記第3のエッジロールの対および前記第4のエッジロールの対のうちの少なくとも一方または両方が、前記第2のラインから約0°と約55°の間または約3°と約55°の間の角度を成す回転軸を提供するように配向されていることを特徴とする実施形態5記載の装置。
前記第3のエッジロールの対および前記第4のエッジロールの対が、前記第1のエッジロールの対および前記第2のエッジロールの対が配向されている角度よりも大きい角度で、配向されていることを特徴とする実施形態7記載の装置。
前記第1のエッジロールの対および前記第2のエッジロールの対が、約3°と約20°の間の角度で配向されており、
前記第3のエッジロールの対および前記第4のエッジロールの対が、約15°と約30°の間の角度で配向されていることを特徴とする実施形態8記載の装置。
成形表面の対を有する成形ウェッジであって、溶融ガラス流の流れが前記成形表面を下降して底部で結合し、前記粘性のガラスリボンを生成することができるように構成されている成形ウェッジ、
をさらに備え、
前記第1のエッジロールの対および前記第2のエッジロールの対が、前記底部の下方約3cmと約12cmの間の位置で位置合わせされており、
前記第3のエッジロールの対および前記第4のエッジロールの対が、前記底部の下方約13cmと約50cmの間の位置で位置合わせされていることを特徴とする実施形態5記載の装置。
延伸しているシート状ガラスのシート幅の減衰を減少させる方法であって、粘性のガラスリボンを、
前記粘性のガラスリボンの第1のエッジに前面および裏面に沿って接触するように構成された、第1のエッジロールの対と、
前記粘性のガラスリボンの第2のエッジに前面および裏面に沿って接触するように構成された、第2のエッジロールの対と、
に通して通過させるステップを含み、
前記第1のエッジロールの対および前記第2のエッジロールの対が、前記ガラスリボンの動きに直交する第1のラインに沿って互いに位置合わせされており、
前記第1のエッジロールの対および前記第2のエッジロールの対のうちの少なくとも一方が、前記第1のラインから約0°と約55°の間または約3°と約55°の間の角度を成す回転軸を提供するように配向されていることを特徴とする方法。
前記第1のエッジロールの対および前記第2のエッジロールの対の前記角度と、前記第1のラインの位置とが、シート幅変動を減少させるように選択されることを特徴とする実施形態11記載の方法。
前記第1のエッジロールの対および前記第2のエッジロールの対の前記角度と、前記第1のラインの位置とが、中心厚さに対するビード厚さの比率が約5未満であるシート状ガラスを生成するように選択されることを特徴とする実施形態11記載の方法。
前記第1のエッジロールの対および前記第2のエッジロールの対の前記角度と、前記第1のラインの位置とが、底部での前記粘性のガラスリボンの幅の約90%の幅を有するガラスシートを生成するように選択されることを特徴とする実施形態11記載の方法。
粘性のガラスリボンを、
前記粘性のガラスリボンの前記第1のエッジに前面および裏面に沿って接触するように構成された、第3のエッジロールの対と、
前記粘性のガラスリボンの前記第2のエッジに前面および裏面に沿って接触するように構成された、第4のエッジロールの対と、
に通して通過させるステップをさらに含み、
前記第3のエッジロールの対および前記第4のエッジロールの対が、前記ガラスリボンの動きに直交する第2のラインに沿って互いに位置合わせされており、さらに、
前記第3のエッジロールの対および前記第4のエッジロールの対が、前記第2のラインから約0°と約55°の間または約3°と約55°の間の角度を成す回転軸を提供するように配向されていることを特徴とする実施形態11記載の方法。
前記第3のエッジロールの対および前記第4のエッジロールの対の前記角度と、前記第2のラインの位置とが、中心厚さに対するビード厚さの比率が約3未満であるシート状ガラスを生成するように選択されることを特徴とする実施形態15記載の方法。
前記第3のエッジロールの対および前記第4のエッジロールの対の前記角度と、前記第2のラインの位置とが、底部での前記粘性のガラスリボンの幅の約94%の幅を有するガラスシートを生成するように選択されることを特徴とする実施形態15記載の方法。
前記第3のエッジロールの対および前記第4のエッジロールの対が、前記第1のエッジロールの対および前記第2のエッジロールの対が配向されている角度よりも大きい角度で、配向されていることを特徴とする実施形態15記載の方法。
前記第1のエッジロールの対および前記第2のエッジロールの対が、約3°と約20°の間の角度で配向されており、
前記第3のエッジロールの対および前記第4のエッジロールの対が、約15°と約30°の間の角度で配向されていることを特徴とする実施形態18記載の方法。
前記シート状ガラスが底部からフュージョンドローされたものであり、かつ前記第1のエッジロールの対および前記第2のエッジロールの対が、前記底部の下方約3cmと約12cmの間の位置で位置合わせされており、
前記第3のエッジロールの対および前記第4のエッジロールの対が、前記底部の下方約13cmと約50cmの間の位置で位置合わせされていることを特徴とする実施形態15記載の方法。
前記第1のエッジロールの対および前記第2のエッジロールの対の夫々が、約5°と約30°の間の角度を成す回転軸を提供するように配向されていることを特徴とする実施形態11記載の方法。
70 底部
120 ガラスシート
130 牽引ロール
140 エッジ部分
210 エッジロールの組
220、230、250、260 エッジロールの対
240 第1の位置
270 第2の位置
Claims (13)
- シート状ガラスを延伸する装置において、
粘性のガラスリボンの第1のエッジに前面および裏面に沿って接触するように構成された、第1のエッジロールの対、
前記粘性のガラスリボンの第2のエッジに前面および裏面に沿って接触するように構成された、第2のエッジロールの対、
を備え、
前記第1のエッジロールの対および前記第2のエッジロールの対が、前記ガラスリボンの動きに直交する第1のラインに沿って互いに位置合わせされており、
前記第1のエッジロールの対および前記第2のエッジロールの対のうちの少なくとも一方が、前記第1のラインから約3°と約55°の間の角度を成す回転軸を提供するように配向されており、
前記第1のエッジロールの対および前記第2のエッジロールの対が、前記第1のエッジロールの対および前記第2のエッジロールの対の下流において実質的に平行な形で粘性のガラスリボンの幅を横切る、粘性のガラスリボンの実質的に一貫した長さ方向の速度の増加を維持し、
前記長さ方向の速度が、前記ガラスリボンの移動方向におけるものであることを特徴とする装置。 - 前記第1のエッジロールの対および前記第2のエッジロールの対のうちの少なくとも一方が、前記第1のラインから約5°と約30°の間の角度を成す回転軸を提供するように配向されていることを特徴とする請求項1記載の装置。
- 前記粘性のガラスリボンの前記第1のエッジに前面および裏面に沿って接触するように構成された、第3のエッジロールの対、
前記粘性のガラスリボンの前記第2のエッジに前面および裏面に沿って接触するように構成された、第4のエッジロールの対、
をさらに備え、
前記第3のエッジロールの対および前記第4のエッジロールの対が、前記ガラスリボンの動きに直交する第2のラインに沿って互いに位置合わせされており、
前記第3のエッジロールの対および前記第4のエッジロールの対のうちの少なくとも一方が、前記第2のラインから約3°と約55°の間の角度を成す回転軸を提供するように配向されており、
前記第2のラインは前記第1のラインの下流に位置していることを特徴とする請求項1または2記載の装置。 - 前記第3のエッジロールの対および前記第4のエッジロールの対のうちの少なくとも一方が、前記第2のラインから約5°と約30°の間の角度を成す回転軸を提供するように配向されていることを特徴とする請求項3記載の装置。
- 前記第1のエッジロールの対および前記第2のエッジロールの対のうちの少なくとも一方または両方が、前記第1のラインから約3°と約55°の間の角度を成す回転軸を提供するように配向されており、
前記第3のエッジロールの対および前記第4のエッジロールの対のうちの少なくとも一方または両方が、前記第2のラインから約3°と約55°の間の角度を成す回転軸を提供するように配向されていることを特徴とする請求項3記載の装置。 - 前記第3のエッジロールの対および前記第4のエッジロールの対が、前記第1のエッジロールの対および前記第2のエッジロールの対が配向されている角度よりも大きい角度で、配向されていることを特徴とする請求項5記載の装置。
- 前記第1のエッジロールの対および前記第2のエッジロールの対が、約3°と約20°の間の角度で配向されており、
前記第3のエッジロールの対および前記第4のエッジロールの対が、約15°と約30°の間の角度で配向されていることを特徴とする請求項6記載の装置。 - 延伸しているシート状ガラスのシート幅の減衰を減少させる方法であって、粘性のガラスリボンを、
前記粘性のガラスリボンの第1のエッジに前面および裏面に沿って接触するように構成された、第1のエッジロールの対と、
前記粘性のガラスリボンの第2のエッジに前面および裏面に沿って接触するように構成された、第2のエッジロールの対と、
に通して通過させるステップを含み、
前記第1のエッジロールの対および前記第2のエッジロールの対が、前記ガラスリボンの動きに直交する第1のラインに沿って互いに位置合わせされており、
前記第1のエッジロールの対および前記第2のエッジロールの対のうちの少なくとも一方が、前記第1のラインから約3°と約55°の間の角度を成す回転軸を提供するように配向されており、
前記第1のエッジロールの対および前記第2のエッジロールの対が、前記第1のエッジロールの対および前記第2のエッジロールの対の下流において実質的に平行な形で粘性のガラスリボンの幅を横切る、粘性のガラスリボンの実質的に一貫した長さ方向の速度の増加を維持し、
前記長さ方向の速度が、前記ガラスリボンの移動方向におけるものであることを特徴とする方法。 - 前記第1のエッジロールの対および前記第2のエッジロールの対の前記角度と、前記第1のラインの位置とが、中心厚さに対するビード厚さの比率が約5未満であるシート状ガラスを生成するように選択されることを特徴とする請求項8記載の方法。
- 前記第1のエッジロールの対および前記第2のエッジロールの対の前記角度と、前記第1のラインの位置とが、底部での前記粘性のガラスリボンの幅の約90%の幅を有するガラスシートを生成するように選択されることを特徴とする請求項8または9記載の方法。
- 粘性のガラスリボンを、
前記粘性のガラスリボンの前記第1のエッジに前面および裏面に沿って接触するように構成された、第3のエッジロールの対と、
前記粘性のガラスリボンの前記第2のエッジに前面および裏面に沿って接触するように構成された、第4のエッジロールの対と、
に通して通過させるステップをさらに含み、
前記第3のエッジロールの対および前記第4のエッジロールの対が、前記ガラスリボンの動きに直交する第2のラインに沿って互いに位置合わせされており、さらに、
前記第3のエッジロールの対および前記第4のエッジロールの対が、前記第2のラインから約3°と約55°の間の角度を成す回転軸を提供するように配向されており、
前記第2のラインは前記第1のラインの下流に位置していることを特徴とする請求項8または9記載の方法。 - 前記第3のエッジロールの対および前記第4のエッジロールの対の前記角度と、前記第2のラインの位置とが、中心厚さに対するビード厚さの比率が約3未満であるシート状ガラスを生成するように選択されることを特徴とする請求項11記載の方法。
- 前記第3のエッジロールの対および前記第4のエッジロールの対の前記角度と、前記第2のラインの位置とが、底部での前記粘性のガラスリボンの幅の約94%の幅を有するガラスシートを生成するように選択されることを特徴とする請求項11または12記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201462059528P | 2014-10-03 | 2014-10-03 | |
| US62/059,528 | 2014-10-03 | ||
| PCT/US2015/053415 WO2016054325A1 (en) | 2014-10-03 | 2015-10-01 | Method and apparatus for reducing sheet width attenuation of sheet glass |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017530931A JP2017530931A (ja) | 2017-10-19 |
| JP6851966B2 true JP6851966B2 (ja) | 2021-03-31 |
Family
ID=55631483
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017517739A Active JP6851966B2 (ja) | 2014-10-03 | 2015-10-01 | シート状ガラスのシート幅の減衰を減少させる方法および装置 |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US10392288B2 (ja) |
| JP (1) | JP6851966B2 (ja) |
| KR (1) | KR102354427B1 (ja) |
| CN (1) | CN107001098B (ja) |
| TW (1) | TWI666178B (ja) |
| WO (1) | WO2016054325A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019104039A2 (en) | 2017-11-22 | 2019-05-31 | Corning Incorporated | Apparatuses including edge directors for forming glass ribbons |
| WO2020005555A1 (en) | 2018-06-28 | 2020-01-02 | Corning Incorporated | Continuous methods of making glass ribbon and as-drawn glass articles from the same |
| TW202045445A (zh) | 2019-01-25 | 2020-12-16 | 美商康寧公司 | 用於熔融下拉玻璃形成的雙升降式邊緣輥系統 |
| CN114450255B (zh) | 2019-09-13 | 2023-11-21 | 康宁股份有限公司 | 采用回旋管微波加热装置形成玻璃带的连续方法 |
Family Cites Families (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1616371A (en) | 1927-02-01 | howard | ||
| US1586618A (en) | 1922-07-07 | 1926-06-01 | Libbey Owens Sheet Glass Co | Method and apparatus for drawing sheet glass |
| NL6404083A (ja) | 1963-11-07 | 1965-05-10 | ||
| US3338696A (en) | 1964-05-06 | 1967-08-29 | Corning Glass Works | Sheet forming apparatus |
| US3450518A (en) | 1965-03-09 | 1969-06-17 | Nippon Sheet Glass Co Ltd | Apparatus for stretching molten sheet glass laterally |
| US3537834A (en) | 1968-08-07 | 1970-11-03 | Corning Glass Works | Maintaining sheet glass width |
| US3661548A (en) * | 1969-06-30 | 1972-05-09 | Nippon Sheet Glass Co Ltd | Apparatus for manufacturing glass ribbon by float process |
| BE757057A (fr) | 1969-10-06 | 1971-04-05 | Corning Glass Works | Procede et appareil de controle d'epaisseur d'une feuille de verre nouvellement etiree |
| US4460397A (en) | 1982-09-27 | 1984-07-17 | Ppg Industries, Inc. | Float glass method and apparatus with enhanced lateral traction for attenuation |
| JP3335291B2 (ja) | 1997-04-16 | 2002-10-15 | ホーヤ株式会社 | ガラス板の製造方法及び製造装置 |
| CN101560048B (zh) | 2002-03-22 | 2011-06-01 | 康宁股份有限公司 | 用于制造片状玻璃的方法 |
| US20050268657A1 (en) | 2004-06-02 | 2005-12-08 | Adamowicz John A | Isopipe mass distribution for forming glass substrates |
| US20050268658A1 (en) | 2004-06-02 | 2005-12-08 | Adamowicz John A | Glass sheet forming apparatus |
| EP1710212A1 (en) * | 2005-04-06 | 2006-10-11 | Corning Incorporated | process and device for manufacturing flat sheets of a glass-based material |
| JP4753067B2 (ja) | 2005-08-18 | 2011-08-17 | 日本電気硝子株式会社 | 板ガラスの成形方法 |
| EP2077254B1 (en) | 2006-10-24 | 2013-06-05 | Nippon Electric Glass Co., Ltd. | Glass ribbon producing apparatus and process for producing the same |
| US8627684B2 (en) * | 2007-10-29 | 2014-01-14 | Corning Incorporated | Pull roll apparatus and method for controlling glass sheet tension |
| JP2010143800A (ja) * | 2008-12-19 | 2010-07-01 | Nippon Electric Glass Co Ltd | ガラス板製造装置 |
| US8047085B2 (en) | 2009-05-27 | 2011-11-01 | Corning Incorporated | Force monitoring methods and apparatus |
| WO2011007656A1 (ja) | 2009-07-13 | 2011-01-20 | 旭硝子株式会社 | ガラス板の製造方法及び製造装置 |
| US8146388B2 (en) | 2009-10-29 | 2012-04-03 | Corning Incorporated | Low friction edge roll to minimize force cycling |
| US20110100057A1 (en) | 2009-10-29 | 2011-05-05 | Gaylo Keith R | Method and apparatus for reducing heat loss from edge directors in a glass making process |
| US8528364B2 (en) * | 2010-01-08 | 2013-09-10 | Corning Incorporated | Active edge roll control in a glass drawings process |
| US9127844B2 (en) * | 2011-08-02 | 2015-09-08 | General Electric Company | Fuel nozzle |
| JP5508466B2 (ja) | 2012-04-12 | 2014-05-28 | AvanStrate株式会社 | ガラス基板の製造方法 |
| TWI570075B (zh) * | 2012-05-31 | 2017-02-11 | 康寧公司 | 製造玻璃帶的玻璃製造設備及方法 |
| BR102012019166B1 (pt) * | 2012-07-31 | 2020-05-19 | Mahle Int Gmbh | anel de controle de óleo de três peças para motores de combustão interna. |
| US10144667B2 (en) * | 2012-09-06 | 2018-12-04 | Corning Incorporated | Downstream rolls for glass manufacture and methods |
| CN105026325B (zh) * | 2012-11-26 | 2018-02-06 | 康宁股份有限公司 | 玻璃带的球边部分的热控制 |
| US9388066B2 (en) | 2013-05-31 | 2016-07-12 | Corning Incorporated | Glass forming apparatus and methods of forming glass ribbons |
| CN203429044U (zh) | 2013-07-10 | 2014-02-12 | 彩虹显示器件股份有限公司 | 一种拉边机水平方向的位置调整装置 |
-
2015
- 2015-10-01 WO PCT/US2015/053415 patent/WO2016054325A1/en active Application Filing
- 2015-10-01 KR KR1020177011907A patent/KR102354427B1/ko active IP Right Grant
- 2015-10-01 CN CN201580066138.4A patent/CN107001098B/zh active Active
- 2015-10-01 US US15/516,550 patent/US10392288B2/en active Active
- 2015-10-01 JP JP2017517739A patent/JP6851966B2/ja active Active
- 2015-10-02 TW TW104132587A patent/TWI666178B/zh active
-
2019
- 2019-07-10 US US16/507,588 patent/US10640410B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US10392288B2 (en) | 2019-08-27 |
| KR102354427B1 (ko) | 2022-01-21 |
| WO2016054325A1 (en) | 2016-04-07 |
| JP2017530931A (ja) | 2017-10-19 |
| US20190330094A1 (en) | 2019-10-31 |
| US10640410B2 (en) | 2020-05-05 |
| KR20170060152A (ko) | 2017-05-31 |
| US20180265391A1 (en) | 2018-09-20 |
| TWI666178B (zh) | 2019-07-21 |
| CN107001098B (zh) | 2020-09-29 |
| CN107001098A (zh) | 2017-08-01 |
| TW201619076A (zh) | 2016-06-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10640410B2 (en) | Method and apparatus for reducing sheet width attenuation of sheet glass | |
| JP5788161B2 (ja) | ガラスシート製造方法 | |
| TWI387567B (zh) | 玻璃片穩定系統,玻璃製造系統及製造玻璃片之方法 | |
| KR101735120B1 (ko) | 유리 리본 절단 방법 및 그 장치 | |
| WO2005121035A1 (en) | Isopipe mass distribution for forming glass substrates | |
| CN105102384A (zh) | 用于制造具有不同宽度的玻璃带的方法和装置 | |
| JP6884711B2 (ja) | リボンの分離及び安定化を図ったフレキシブルガラスリボンの連続処理 | |
| KR102540639B1 (ko) | 감소된 기계적 응력을 갖는 가요성 유리 리본의 연속 가공 | |
| JP6945454B2 (ja) | ガラス製造装置における張力制御 | |
| KR102343288B1 (ko) | 드로우 바닥부에서의 장력 조절을 갖는 유리 제조 장치를 위한 다중-상승 구동 장치 | |
| EP2961701B1 (en) | Apparatus and method for forming a glass sheet with core glass and clad glass | |
| KR20170027825A (ko) | 가요성 유리 리본의 연속 가공 | |
| US20190010072A1 (en) | Method and apparatus for continuous processing of a flexible glass ribbon | |
| KR102082724B1 (ko) | 판 유리의 성형 방법, 및 판 유리의 성형 장치 | |
| TW201500302A (zh) | 用於生產玻璃帶的方法及設備 | |
| WO2016168109A1 (en) | Apparatus and methods for cooling molten _glass material | |
| KR20170105615A (ko) | 유리 웨브로부터 각각의 섹션을 제조하기 위한 방법 및 장치 | |
| JP4990229B2 (ja) | 板ガラス製造装置および板ガラス製造方法 | |
| JP2016534963A (ja) | ガラスシートを成形する装置および方法 | |
| TW202009224A (zh) | 用於形成層合玻璃片的方法及裝置 | |
| JP2021501116A (ja) | 薄いガラスリボンの処理システムおよび方法 | |
| CN105228963A (zh) | 从连续玻璃带分离玻璃片的方法 | |
| WO2021261374A1 (ja) | 成形装置 | |
| JP6072043B2 (ja) | ガラスリボンからのガラスシートの分離に使用するアイソレータ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181001 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190925 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191002 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20200106 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20200302 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200324 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200701 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20201001 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201201 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210210 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210310 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6851966 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |