JP6842421B2 - 固体ポリマー電解質燃料電池のためのシール - Google Patents
固体ポリマー電解質燃料電池のためのシール Download PDFInfo
- Publication number
- JP6842421B2 JP6842421B2 JP2017542151A JP2017542151A JP6842421B2 JP 6842421 B2 JP6842421 B2 JP 6842421B2 JP 2017542151 A JP2017542151 A JP 2017542151A JP 2017542151 A JP2017542151 A JP 2017542151A JP 6842421 B2 JP6842421 B2 JP 6842421B2
- Authority
- JP
- Japan
- Prior art keywords
- electrode assembly
- membrane electrode
- frame
- seal
- reservoir
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000446 fuel Substances 0.000 title claims description 29
- 239000005518 polymer electrolyte Substances 0.000 title description 7
- 239000007787 solid Substances 0.000 title description 7
- 239000012528 membrane Substances 0.000 claims description 91
- 239000011324 bead Substances 0.000 claims description 76
- 239000000463 material Substances 0.000 claims description 52
- 238000000034 method Methods 0.000 claims description 41
- 238000007789 sealing Methods 0.000 claims description 18
- 239000003566 sealing material Substances 0.000 claims description 16
- 229920000554 ionomer Polymers 0.000 claims description 7
- 239000012815 thermoplastic material Substances 0.000 claims description 7
- 238000001746 injection moulding Methods 0.000 claims description 6
- 238000005304 joining Methods 0.000 claims description 6
- 239000003792 electrolyte Substances 0.000 claims description 5
- 230000009969 flowable effect Effects 0.000 description 25
- 229920001971 elastomer Polymers 0.000 description 22
- 239000000806 elastomer Substances 0.000 description 21
- 239000012530 fluid Substances 0.000 description 10
- 239000007788 liquid Substances 0.000 description 9
- 238000009792 diffusion process Methods 0.000 description 8
- 239000003054 catalyst Substances 0.000 description 7
- 229920001296 polysiloxane Polymers 0.000 description 7
- 239000000376 reactant Substances 0.000 description 7
- 239000006185 dispersion Substances 0.000 description 5
- -1 electrodes Substances 0.000 description 5
- 238000002347 injection Methods 0.000 description 5
- 239000007924 injection Substances 0.000 description 5
- 229920001187 thermosetting polymer Polymers 0.000 description 5
- 230000015556 catabolic process Effects 0.000 description 4
- 150000001875 compounds Chemical class 0.000 description 4
- 238000006731 degradation reaction Methods 0.000 description 4
- 229920001169 thermoplastic Polymers 0.000 description 4
- 239000004416 thermosoftening plastic Substances 0.000 description 3
- BQCIDUSAKPWEOX-UHFFFAOYSA-N 1,1-Difluoroethene Chemical compound FC(F)=C BQCIDUSAKPWEOX-UHFFFAOYSA-N 0.000 description 2
- 229920000181 Ethylene propylene rubber Polymers 0.000 description 2
- 101100337414 Mus musculus Golga3 gene Proteins 0.000 description 2
- 229920002367 Polyisobutene Polymers 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 239000006227 byproduct Substances 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- KPUWHANPEXNPJT-UHFFFAOYSA-N disiloxane Chemical class [SiH3]O[SiH3] KPUWHANPEXNPJT-UHFFFAOYSA-N 0.000 description 2
- 239000013536 elastomeric material Substances 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 230000001590 oxidative effect Effects 0.000 description 2
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 2
- 239000004810 polytetrafluoroethylene Substances 0.000 description 2
- 229920002725 thermoplastic elastomer Polymers 0.000 description 2
- 229920000557 Nafion® Polymers 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical class O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- 230000002378 acidificating effect Effects 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 239000002826 coolant Substances 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- HQQADJVZYDDRJT-UHFFFAOYSA-N ethene;prop-1-ene Chemical group C=C.CC=C HQQADJVZYDDRJT-UHFFFAOYSA-N 0.000 description 1
- 229920001973 fluoroelastomer Polymers 0.000 description 1
- 229920005560 fluorosilicone rubber Polymers 0.000 description 1
- 230000014509 gene expression Effects 0.000 description 1
- 238000005470 impregnation Methods 0.000 description 1
- 239000007800 oxidant agent Substances 0.000 description 1
- 230000037361 pathway Effects 0.000 description 1
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 1
- 229920001084 poly(chloroprene) Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 230000001603 reducing effect Effects 0.000 description 1
- 229920002379 silicone rubber Polymers 0.000 description 1
- 239000004945 silicone rubber Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 239000004634 thermosetting polymer Substances 0.000 description 1
Images


Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0271—Sealing or supporting means around electrodes, matrices or membranes
- H01M8/0273—Sealing or supporting means around electrodes, matrices or membranes with sealing or supporting means in the form of a frame
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0046—Details relating to the filling pattern or flow paths or flow characteristics of moulding material in the mould cavity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14336—Coating a portion of the article, e.g. the edge of the article
- B29C45/14344—Moulding in or through a hole in the article, e.g. outsert moulding
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0271—Sealing or supporting means around electrodes, matrices or membranes
- H01M8/028—Sealing means characterised by their material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0271—Sealing or supporting means around electrodes, matrices or membranes
- H01M8/0286—Processes for forming seals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2021/00—Use of unspecified rubbers as moulding material
- B29K2021/006—Thermosetting elastomers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Life Sciences & Earth Sciences (AREA)
- Sustainable Development (AREA)
- Sustainable Energy (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Fuel Cell (AREA)
Description
例えば、本願は以下の項目を提供する。
(項目1)
アノードとカソードとの間に配置されているイオノマー電解質を備えている膜電極アセンブリをシールする方法であって、前記方法は、
フレームを前記膜電極アセンブリの周縁の周囲に提供することによって、フレーム付き膜電極アセンブリを形成することであって、前記フレームは、第1の側と、反対の第2の側とを備えている、ことと、
貫通孔を前記フレーム内に提供することであって、前記貫通孔は、前記膜電極アセンブリから離れ間隔を置かれている、ことと、
前記フレーム付き膜電極アセンブリをシール金型の中に設置することであって、前記シール金型は、リザーバ領域、シールビーズ領域、および前記リザーバ領域を前記シールビーズ領域に流動的に接続する少なくとも1つの湯道領域を備えている、ことと、
流動処理可能シール材料を前記シール金型における前記リザーバ領域の中に給送することであって、前記リザーバ領域は、前記フレーム内の貫通孔と整列させられている、ことと、
前記流動処理可能シール材料を前記フレームの前記第1および第2の側と相互作用するように前記貫通孔を通して給送することと、
前記流動処理可能シール材料を前記リザーバ領域から前記シールビーズ領域に前記少なくとも1つの湯道領域を通して給送することによって、少なくとも1つの湯道およびシールビーズを前記フレームの第1の側に形成することと
を含み、
前記少なくとも1つの湯道領域の水力直径は、前記リザーバ領域の水力直径より小さい、
方法。
(項目2)
前記フレームは、熱可塑性材料を備えている、項目1に記載の方法。
(項目3)
前記流動処理可能シール材料は、熱硬化性液体射出成形可能化合物を備えている、項目1に記載の方法。
(項目4)
前記フレームを前記膜電極アセンブリの周縁の周囲に提供することは、複数のフレーム部材を前記膜電極アセンブリの周縁に接合することを含む、項目1に記載の方法。
(項目5)
少なくとも1つのマニホールドを前記フレーム付き膜電極アセンブリの周縁上に形成することをさらに含む、項目1に記載の方法。
(項目6)
前記貫通孔を前記膜電極アセンブリおよび前記少なくとも1つのマニホールドからオフセットさせることをさらに含む、項目5に記載の方法。
(項目7)
前記シールビーズは、前記少なくとも1つのマニホールドを包囲する、項目5に記載の方法。
(項目8)
前記リザーバ、前記少なくとも1つの湯道、および前記シールビーズは、前記膜電極アセンブリから物理的に分離されている、項目1に記載の方法。
(項目9)
前記少なくとも1つの湯道および前記リザーバは、前記シールビーズより断面高さにおいて低い、項目1に記載の方法。
(項目10)
前記少なくとも1つの湯道の断面高さは、前記シールビーズの断面高さの約半分未満である、項目1に記載の方法。
(項目11)
少なくとも1つの湯道およびシールビーズを前記フレームの前記反対の第2の側に形成することをさらに含む、項目1に記載の方法。
(項目12)
前記フレームの前記反対の第2の側の前記少なくとも1つの湯道およびシールビーズは、前記フレームの前記第1の側の前記少なくとも1つの湯道および前記シールビーズと同時に形成される、項目11に記載の方法。
(項目13)
前記流動処理可能シール材料を硬化させることをさらに含む、項目1に記載の方法。
(項目14)
項目1に記載の方法によって作製される燃料電池のためのシールされた膜電極アセンブリ。
(項目15)
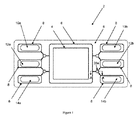
燃料電池のためのシールされた膜電極アセンブリであって、前記シールされた膜電極アセンブリは、
フレーム付き膜電極アセンブリを形成するために膜電極アセンブリの周縁の周囲に提供されているフレームであって、前記フレームは、第1の側と、反対の第2の側とを備えている、フレームと、
前記フレーム内の貫通孔であって、前記貫通孔は、前記膜電極アセンブリから離れ間隔を置かれている、貫通孔と、
前記貫通孔におけるリザーバであって、前記リザーバは、前記フレームの前記第1の側から前記反対の第2の側まで延びている、リザーバと、
前記フレームの前記第1の側の少なくとも1つの湯道およびシールビーズであって、前記少なくとも1つの湯道およびシールビーズは、流動処理可能シール材料から作製されている、湯道およびシールビーズと
を備え、
前記少なくとも1つの湯道の水力直径は、前記リザーバの水力直径より小さい、
シールされた膜電極アセンブリ。
(項目16)
前記フレームは、熱可塑性材料を備えている、項目15に記載のシールされた膜電極アセンブリ。
(項目17)
前記流動処理可能シール材料は、熱硬化性液体射出成形可能化合物を備えている、項目15に記載のシールされた膜電極アセンブリ。
(項目18)
前記少なくとも1つの湯道および前記リザーバは、前記シールビーズより断面高さにおいて低い、項目15に記載のシールされた膜電極アセンブリ。
(項目19)
前記少なくとも1つの湯道の断面高さは、前記シールビーズの断面高さの約半分未満である、項目15に記載のシールされた膜電極アセンブリ。
(項目20)
少なくとも1つのマニホールドを前記膜電極アセンブリの周縁上のフレーム内にさらに備え、前記シールビーズは、前記少なくとも1つのマニホールドを包囲する、項目15に記載のシールされた膜電極アセンブリ。
(項目21)
前記貫通孔は、膜電極アセンブリおよび前記少なくとも1つのマニホールドからオフセットされている、項目20に記載のシールされた膜電極アセンブリ。
(項目22)
少なくとも1つの湯道およびシールビーズを前記フレームの前記反対の第2の側にさらに備えている、項目15に記載のシールされた膜電極アセンブリ。
Claims (19)
- アノードとカソードとの間に配置されているイオノマー電解質を備えている膜電極アセンブリをシールする方法であって、前記方法は、
フレームを前記膜電極アセンブリの周縁の周囲に提供することによって、フレーム付き膜電極アセンブリを形成することであって、前記フレームは、第1の側と、反対の第2の側とを備えている、ことと、
貫通孔を前記フレーム内に提供することであって、前記貫通孔は、前記膜電極アセンブリから間隔を置かれている、ことと、
前記フレーム付き膜電極アセンブリをシール金型の中に設置することであって、前記シール金型は、リザーバ領域と、シールビーズ領域と、前記リザーバ領域を前記シールビーズ領域に流動的に接続する少なくとも1つの湯道領域とを備えている、ことと、
射出成形用のシール材料を前記シール金型における前記リザーバ領域の中に給送することであって、前記リザーバ領域は、前記フレーム内の貫通孔と整列させられている、ことと、
前記シール材料を前記フレームの前記第1の側および前記第2の側と相互作用するように前記貫通孔を通して給送することと、
前記シール材料を前記リザーバ領域から前記少なくとも1つの湯道領域を介して前記シールビーズ領域に給送することによって、リザーバと少なくとも1つの湯道とシールビーズとを前記フレームの前記第1の側に形成することと
を含み、
前記リザーバおよび前記少なくとも1つの湯道および前記シールビーズは、前記膜電極アセンブリとは接触しておらず、
前記少なくとも1つの湯道領域および前記リザーバ領域のそれぞれは、前記膜電極アセンブリを含む平面に垂直な流れ方向における水力直径を有し、前記少なくとも1つの湯道領域の水力直径は、前記リザーバ領域の水力直径より小さく、
前記リザーバは、前記シール材料の硬化生成物であり、
前記フレームは、前記膜電極アセンブリの周縁をシールし、前記シールビーズは、前記シールビーズが前記膜電極アセンブリとは接触しないように前記フレーム上に提供される、方法。 - 前記フレームは、熱可塑性材料を備えている、請求項1に記載の方法。
- 前記フレームを前記膜電極アセンブリの周縁の周囲に提供することは、複数のフレーム部材を前記膜電極アセンブリの周縁に接合することを含む、請求項1に記載の方法。
- 少なくとも1つのマニホールドを前記フレーム付き膜電極アセンブリの周縁上に形成することをさらに含む、請求項1に記載の方法。
- 前記貫通孔を前記膜電極アセンブリおよび前記少なくとも1つのマニホールドからオフセットさせることをさらに含む、請求項4に記載の方法。
- 前記シールビーズは、前記少なくとも1つのマニホールドを包囲する、請求項4に記載の方法。
- 前記少なくとも1つの湯道および前記リザーバは、前記シールビーズより断面高さにおいて低く、前記断面高さは、前記シール材料の流れ方向に垂直な平面からの高さとして定義されている、請求項1に記載の方法。
- 前記少なくとも1つの湯道の断面高さは、前記シールビーズの断面高さの半分未満であり、前記断面高さは、前記シール材料の流れ方向に垂直な平面からの高さとして定義されている、請求項1に記載の方法。
- 少なくとも1つの湯道およびシールビーズを前記フレームの前記反対の第2の側に形成することをさらに含む、請求項1に記載の方法。
- 前記フレームの前記反対の第2の側の前記少なくとも1つの湯道および前記シールビーズは、前記フレームの前記第1の側の前記少なくとも1つの湯道および前記シールビーズと同時に形成される、請求項9に記載の方法。
- 前記シール材料を硬化させることをさらに含む、請求項1に記載の方法。
- 請求項1に記載の方法によって作製される燃料電池のためのシールされた膜電極アセンブリ。
- 燃料電池のためのシールされた膜電極アセンブリであって、前記シールされた膜電極アセンブリは、
フレーム付き膜電極アセンブリを形成するために膜電極アセンブリの周縁の周囲に提供されているフレームであって、前記フレームは、第1の側と、反対の第2の側とを備えている、フレームと、
前記フレーム内の貫通孔であって、前記貫通孔は、前記膜電極アセンブリから間隔を置かれている、貫通孔と、
前記貫通孔におけるリザーバであって、前記リザーバは、前記フレームの前記第1の側から前記反対の第2の側まで延びている、リザーバと、
前記フレームの前記第1の側の少なくとも1つの湯道およびシールビーズであって、前記少なくとも1つの湯道および前記シールビーズは、射出成形用のシール材料から作製されている、少なくとも1つの湯道およびシールビーズと
を備え、
前記リザーバおよび前記少なくとも1つの湯道および前記シールビーズは、前記膜電極アセンブリとは接触しておらず、
前記少なくとも1つの湯道および前記リザーバのそれぞれは、前記膜電極アセンブリを含む平面に垂直な流れ方向における水力直径を有し、前記少なくとも1つの湯道の水力直径は、前記リザーバの水力直径より小さく、
前記リザーバは、前記シール材料の硬化生成物であり、
前記フレームは、前記膜電極アセンブリの周縁をシールし、前記シールビーズは、前記シールビーズが前記膜電極アセンブリとは接触しないように前記フレーム上に提供される、シールされた膜電極アセンブリ。 - 前記フレームは、熱可塑性材料を備えている、請求項13に記載のシールされた膜電極アセンブリ。
- 前記少なくとも1つの湯道および前記リザーバは、前記シールビーズより断面高さにおいて低く、前記断面高さは、前記シール材料の流れ方向に垂直な平面からの高さとして定義されている、請求項13に記載のシールされた膜電極アセンブリ。
- 前記少なくとも1つの湯道の断面高さは、前記シールビーズの断面高さの半分未満であり、前記断面高さは、前記シール材料の流れ方向に垂直な平面からの高さとして定義されている、請求項13に記載のシールされた膜電極アセンブリ。
- 少なくとも1つのマニホールドを前記膜電極アセンブリの周縁上のフレーム内にさらに備え、前記シールビーズは、前記少なくとも1つのマニホールドを包囲する、請求項13に記載のシールされた膜電極アセンブリ。
- 前記貫通孔は、膜電極アセンブリおよび前記少なくとも1つのマニホールドからオフセットされている、請求項17に記載のシールされた膜電極アセンブリ。
- 少なくとも1つの湯道およびシールビーズを前記フレームの前記反対の第2の側にさらに備えている、請求項13に記載のシールされた膜電極アセンブリ。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201562115548P | 2015-02-12 | 2015-02-12 | |
| US62/115,548 | 2015-02-12 | ||
| PCT/US2016/017516 WO2016130781A1 (en) | 2015-02-12 | 2016-02-11 | Seal for solid polymer electrolyte fuel cell |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018510458A JP2018510458A (ja) | 2018-04-12 |
| JP6842421B2 true JP6842421B2 (ja) | 2021-03-17 |
Family
ID=55485328
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017542151A Active JP6842421B2 (ja) | 2015-02-12 | 2016-02-11 | 固体ポリマー電解質燃料電池のためのシール |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US11088373B2 (ja) |
| EP (1) | EP3257097B1 (ja) |
| JP (1) | JP6842421B2 (ja) |
| CN (1) | CN107534166B (ja) |
| CA (1) | CA2976351C (ja) |
| DK (1) | DK3257097T3 (ja) |
| WO (1) | WO2016130781A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7031620B2 (ja) * | 2018-03-28 | 2022-03-08 | 豊田合成株式会社 | 燃料電池用シール部材の製造方法及び成形用ゴム組成物 |
| CN109390610B (zh) * | 2018-10-15 | 2021-05-25 | 南京大学昆山创新研究院 | 一种燃料电池膜电极生产封装工艺 |
| CN111572070A (zh) * | 2020-05-22 | 2020-08-25 | 青岛开疆拓土农业装备科技有限公司 | 一种智能大棚膜自动修复装置的密封机构 |
| CN114551927B (zh) * | 2021-12-21 | 2022-12-06 | 武汉众宇动力系统科技有限公司 | 用于质子交换膜燃料电池的膜电极组件及其注胶密封方法 |
| DE102022119198A1 (de) | 2022-08-01 | 2024-02-01 | Schaeffler Technologies AG & Co. KG | Platte eines Zellenstapels und Verfahren zur Anbringung einer Dichtung an einer Platte |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE69818874T2 (de) | 1997-07-16 | 2004-05-19 | Ballard Power Systems Inc., Burnaby | Verfahren zur Herstellung einer elastischen Dichtung für die Membranelektrodenanordnung (mea) in einer elektrochemischen Brennstoffzelle |
| EP1156546B1 (en) * | 1997-07-16 | 2003-10-08 | Ballard Power Systems Inc. | Method of making a resilient seal for membrane electrode assembly (MEA) in an electrochemical fuel cell |
| JP4439966B2 (ja) * | 2003-04-02 | 2010-03-24 | パナソニック株式会社 | 燃料電池用電解質膜構造、燃料電池用電解質膜−電極接合体構造、及び燃料電池 |
| CN1536698B (zh) | 2003-04-02 | 2010-12-15 | 松下电器产业株式会社 | 燃料电池用电解质膜结构、mea结构及燃料电池 |
| US20050089746A1 (en) | 2003-10-23 | 2005-04-28 | Ballard Power Systems Inc. | Prevention of membrane contamination in electrochemical fuel cells |
| DE102006004748A1 (de) | 2006-02-02 | 2007-08-16 | Umicore Ag & Co. Kg | Membran-Elektroden-Einheit mit mehrkomponentigem Dichtungsrand |
| EP1826849A1 (en) * | 2006-02-24 | 2007-08-29 | Auto-Juntas, S.A. Unipersonal | Membrane electrode assembly with reinforced sealing structure |
| WO2008129840A1 (ja) * | 2007-03-30 | 2008-10-30 | Panasonic Corporation | 高分子電解質型燃料電池および電極-膜-枠接合体の製造方法 |
| JP5440775B2 (ja) * | 2009-10-30 | 2014-03-12 | Nok株式会社 | 燃料電池用構成部品およびその製造方法 |
| JP2014092191A (ja) * | 2012-11-01 | 2014-05-19 | Nok Corp | 基材一体型シール及びその製造用金型 |
-
2016
- 2016-02-11 DK DK16708527.3T patent/DK3257097T3/da active
- 2016-02-11 US US15/550,758 patent/US11088373B2/en active Active
- 2016-02-11 CN CN201680017562.4A patent/CN107534166B/zh active Active
- 2016-02-11 JP JP2017542151A patent/JP6842421B2/ja active Active
- 2016-02-11 WO PCT/US2016/017516 patent/WO2016130781A1/en active Application Filing
- 2016-02-11 CA CA2976351A patent/CA2976351C/en active Active
- 2016-02-11 EP EP16708527.3A patent/EP3257097B1/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| WO2016130781A1 (en) | 2016-08-18 |
| DK3257097T3 (da) | 2022-01-17 |
| US20180034074A1 (en) | 2018-02-01 |
| CN107534166B (zh) | 2021-01-05 |
| JP2018510458A (ja) | 2018-04-12 |
| CN107534166A (zh) | 2018-01-02 |
| CA2976351A1 (en) | 2016-08-18 |
| CA2976351C (en) | 2023-10-03 |
| US11088373B2 (en) | 2021-08-10 |
| EP3257097A1 (en) | 2017-12-20 |
| EP3257097B1 (en) | 2021-12-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6842421B2 (ja) | 固体ポリマー電解質燃料電池のためのシール | |
| US9484581B2 (en) | Integrally molded gasket for a fuel cell assembly | |
| US8703360B2 (en) | Method for producing an electrode-membrane-frame assembly | |
| US8399150B2 (en) | Integrated fuel cell assembly and method of making | |
| JP5855540B2 (ja) | 燃料電池用樹脂枠付き電解質膜・電極構造体 | |
| EP3167505B1 (en) | Fuel cell assemblies with improved reactant flow | |
| JP5855442B2 (ja) | 燃料電池用樹脂枠付き電解質膜・電極構造体の製造方法 | |
| KR102269499B1 (ko) | 연료 전지 서브-어셈블리 및 이를 만드는 방법 | |
| EP3357118B1 (en) | Fuel cell sub-assembly | |
| KR20180017039A (ko) | 전기화학 장치 및 전기화학 장치용 전기화학 유닛을 제조하는 방법 | |
| US20080166617A1 (en) | Fuel cell and cell assembly for fuel cell | |
| US9680166B2 (en) | Integrated gas diffusion layer with sealing function and method of making the same | |
| US11171341B2 (en) | Fuel cell and method of manufacturing fuel cell | |
| CA2861978A1 (en) | Fuel cell with sealing structure between the frame and separator | |
| US20140011114A1 (en) | Fuel cell seal | |
| JP2016095902A (ja) | 燃料電池及びその製造方法 | |
| KR101822246B1 (ko) | 연료전지 스택 | |
| US10074869B2 (en) | Fuel cell | |
| JP5809614B2 (ja) | 燃料電池スタック | |
| CN116895780A (zh) | 增强型密封的燃料电池组件 | |
| JP2013145718A (ja) | 燃料電池及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181220 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191030 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191105 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20200205 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200310 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200702 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200910 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210202 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210219 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6842421 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |