JP6824652B2 - 3次元造形方法、および3次元造形物の製造装置 - Google Patents
3次元造形方法、および3次元造形物の製造装置 Download PDFInfo
- Publication number
- JP6824652B2 JP6824652B2 JP2016136418A JP2016136418A JP6824652B2 JP 6824652 B2 JP6824652 B2 JP 6824652B2 JP 2016136418 A JP2016136418 A JP 2016136418A JP 2016136418 A JP2016136418 A JP 2016136418A JP 6824652 B2 JP6824652 B2 JP 6824652B2
- Authority
- JP
- Japan
- Prior art keywords
- material powder
- modeling
- laid
- layer
- irradiation output
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/16—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer formed of particles, e.g. chips, powder or granules
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/28—Powder bed fusion, e.g. selective laser melting [SLM] or electron beam melting [EBM]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/30—Process control
- B22F10/36—Process control of energy beam parameters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/30—Process control
- B22F10/37—Process control of powder bed aspects, e.g. density
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/90—Means for process control, e.g. cameras or sensors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/141—Processes of additive manufacturing using only solid materials
- B29C64/153—Processes of additive manufacturing using only solid materials using layers of powder being selectively joined, e.g. by selective laser sintering or melting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/205—Means for applying layers
- B29C64/214—Doctor blades
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/205—Means for applying layers
- B29C64/218—Rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/264—Arrangements for irradiation
- B29C64/268—Arrangements for irradiation using laser beams; using electron beams [EB]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
- B29C64/393—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/30—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being formed of particles, e.g. chips, granules, powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/60—Planarisation devices; Compression devices
- B22F12/63—Rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/24—After-treatment of workpieces or articles
- B22F2003/247—Removing material: carving, cleaning, grinding, hobbing, honing, lapping, polishing, milling, shaving, skiving, turning the surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/264—Arrangements for irradiation
- B29C64/268—Arrangements for irradiation using laser beams; using electron beams [EB]
- B29C64/273—Arrangements for irradiation using laser beams; using electron beams [EB] pulsed; frequency modulated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/105—Metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/538—Roughness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2310/00—Treatment by energy or chemical effects
- B32B2310/08—Treatment by energy or chemical effects by wave energy or particle radiation
- B32B2310/0806—Treatment by energy or chemical effects by wave energy or particle radiation using electromagnetic radiation
- B32B2310/0825—Treatment by energy or chemical effects by wave energy or particle radiation using electromagnetic radiation using IR radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2310/00—Treatment by energy or chemical effects
- B32B2310/08—Treatment by energy or chemical effects by wave energy or particle radiation
- B32B2310/0806—Treatment by energy or chemical effects by wave energy or particle radiation using electromagnetic radiation
- B32B2310/0843—Treatment by energy or chemical effects by wave energy or particle radiation using electromagnetic radiation using laser
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Mechanical Engineering (AREA)
- Automation & Control Theory (AREA)
- Plasma & Fusion (AREA)
- Analytical Chemistry (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Powder Metallurgy (AREA)
Description
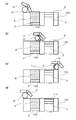
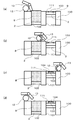
図1に本発明を実施可能な3次元造形装置の構成の一例を示す。以下、図1の装置によって、本発明の3次元造形物の製造装置の一実施例を説明するとともに、併せて本発明による3次元造形物の製造方法、特に敷設した各層の材料粉末を固化させるエネルギービームの照射出力を制御する手法についても詳細に説明する。
図7に、表面状態測定装置(カメラ7)で取得した撮影表面の表面状態に係る情報、例えばその均一性(U)に応じて選択すべき造形レーザユニット5の照射出力値Lp(大:Lph、または小:Lpl)の関係を示す。
Claims (10)
- 造形エリアに敷設した材料粉末の一部にエネルギービームを照射して前記材料粉末を固化させて固化層を形成し、形成した前記固化層の上にさらに材料粉末を敷設してその一部にエネルギービームを照射して前記材料粉末を固化させる工程を含む3次元造形物の製造方法において、
制御装置が、表面状態測定装置から、前記造形エリアに敷設された前記材料粉末の表面状態の測定情報としての表面粗さの情報を取得する測定情報取得工程と、
前記制御装置が、前記測定情報取得工程で取得した表面状態の測定情報に基づき、当該の前記材料粉末に照射するエネルギービームの照射出力を制御する照射出力制御工程と、
を備え、
前記制御装置は、前記表面状態測定装置で取得した前記造形エリアに敷設された前記材料粉末の特定部位の前記表面粗さの情報に基づき、前記照射出力制御工程において、当該の特定部位を固化させるために照射する前記エネルギービームの照射出力を決定する3次元造形物の製造方法。 - 請求項1に記載の3次元造形物の製造方法において、前記照射出力制御工程において、前記表面状態の測定情報としての表面粗さが小さい場合は、表面粗さが大きい場合よりも前記エネルギービームの照射出力を大きくする3次元造形物の製造方法。
- 請求項1または2に記載の3次元造形物の製造方法において、前記表面状態測定装置は前記造形エリアを含む撮像領域の画像を撮像する撮像装置を含み、
前記制御装置は、前記撮像装置で撮像した画像から、前記表面粗さの情報を取得する3次元造形物の製造方法。 - 請求項3に記載の3次元造形物の製造方法において、前記制御装置は、前記撮像装置で撮像した画像の、濃度または輝度の平均値またはその分布情報から、前記表面粗さの情報を取得する3次元造形物の製造方法。
- 請求項3に記載の3次元造形物の製造方法において、前記制御装置は、前記撮像装置で撮像した画像の空間周波数から、前記表面粗さの情報を取得する3次元造形物の製造方法。
- 請求項1から5のいずれか1項に記載の3次元造形物の製造方法において、前記エネルギービームがレーザビームである3次元造形物の製造方法。
- 請求項1から6のいずれか1項に記載の3次元造形物の製造方法における前記測定情報取得工程と前記照射出力制御工程を前記制御装置に実行させるための制御プログラム。
- 請求項7に記載の制御プログラムを格納したコンピュータ読み取り可能な記録媒体。
- 造形エリアに敷設した材料粉末の一部にエネルギービームを照射して前記材料粉末を固化させて固化層を形成し、形成した前記固化層の上にさらに材料粉末を敷設してその一部にエネルギービームを照射して前記材料粉末を固化させる3次元造形物の製造装置は、制御装置を備え、
前記制御装置は、表面状態測定装置から、前記造形エリアに敷設された前記材料粉末の表面状態の測定情報としての表面粗さの情報を取得する測定情報取得工程と、
前記測定情報取得工程で取得した表面状態の測定情報に基づき、当該の前記材料粉末に照射するエネルギービームの照射出力を制御する照射出力制御工程と、を実行し、
前記制御装置は、前記表面状態測定装置で取得した前記造形エリアに敷設された前記材料粉末の特定部位の前記表面粗さの情報に基づき、前記照射出力制御工程において、当該の特定部位を固化させるために照射する前記エネルギービームの照射出力を決定する3次元造形物の製造装置。 - 請求項9に記載の3次元造形物の製造装置において、前記照射出力制御工程において、前記表面状態の測定情報としての表面粗さが小さい場合は、表面粗さが大きい場合よりも前記エネルギービームの照射出力を大きくする3次元造形物の製造装置。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016136418A JP6824652B2 (ja) | 2016-07-08 | 2016-07-08 | 3次元造形方法、および3次元造形物の製造装置 |
| US15/633,354 US20180009165A1 (en) | 2016-07-08 | 2017-06-26 | Three-dimensional manufacturing method, and apparatus for manufacturing three-dimensional manufactured object |
| CN201710548772.2A CN107584760B (zh) | 2016-07-08 | 2017-07-07 | 用于制造三维制造物体的三维制造方法和装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016136418A JP6824652B2 (ja) | 2016-07-08 | 2016-07-08 | 3次元造形方法、および3次元造形物の製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018003147A JP2018003147A (ja) | 2018-01-11 |
| JP6824652B2 true JP6824652B2 (ja) | 2021-02-03 |
Family
ID=60892503
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016136418A Active JP6824652B2 (ja) | 2016-07-08 | 2016-07-08 | 3次元造形方法、および3次元造形物の製造装置 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20180009165A1 (ja) |
| JP (1) | JP6824652B2 (ja) |
| CN (1) | CN107584760B (ja) |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7048741B2 (ja) * | 2017-11-20 | 2022-04-05 | エスエルエム ソルーションズ グループ アーゲー | 三次元加工品を製造するための器械及び方法 |
| CN108145966A (zh) * | 2018-01-26 | 2018-06-12 | 中国科学院金属研究所 | 一种激光送粉3d打印系统用铺粉装置 |
| JP2019142015A (ja) * | 2018-02-16 | 2019-08-29 | 株式会社日立製作所 | 付加製造装置 |
| US10620103B2 (en) * | 2018-05-15 | 2020-04-14 | Honeywell International Inc. | Devices and methods for evaluating the spreadability of powders utilized in additive manufacturing |
| FR3081375B1 (fr) * | 2018-05-25 | 2021-12-24 | Addup | Methode de preparation de la surface superieure d'un plateau de fabrication additive par depot de lit de poudre |
| EP3581297A1 (de) | 2018-06-12 | 2019-12-18 | Siemens Aktiengesellschaft | Verfahren zum bestimmen von bauvorschriften für ein additives fertigungsverfahren, verfahren zum erstellen einer datenbank mit korrekturmassnahmen für die prozessführung eines additiven fertigungsverfahrens, speicherformat für bauanweisungen und computer-programmprodukt |
| JP7216362B2 (ja) * | 2018-07-17 | 2023-02-01 | 株式会社フジミインコーポレーテッド | 三次元造形方法、三次元造形装置およびこれに用いる基材 |
| KR102144713B1 (ko) * | 2018-08-06 | 2020-08-18 | 한국생산기술연구원 | 광 조사 패턴 제어 가능한 3d 프린팅 장치 및 이를 이용한 3d 프린팅 방법 |
| US11511351B2 (en) * | 2018-08-10 | 2022-11-29 | Canon Kabushiki Kaisha | Additive manufacturing apparatus and method for manufacturing three-dimensionally shaped object |
| KR102214404B1 (ko) * | 2018-10-24 | 2021-02-09 | 한국철도기술연구원 | 3d 프린팅에 이용되는 파우더 적층 장치 및 이를 이용한 3d 프린팅 방법 |
| JP7321624B2 (ja) * | 2018-12-25 | 2023-08-07 | エルジー・ケム・リミテッド | 成形装置及び成形体の製造方法 |
| JP7254600B2 (ja) * | 2019-04-16 | 2023-04-10 | 株式会社日立製作所 | 付加製造装置、および、付加製造方法 |
| JP6869626B2 (ja) | 2019-06-07 | 2021-05-12 | 株式会社ソディック | 積層造形装置 |
| JP7468858B2 (ja) * | 2020-01-28 | 2024-04-16 | 株式会社ナノシーズ | 粉末層の形成方法および形成装置 |
| WO2021234973A1 (ja) * | 2020-05-22 | 2021-11-25 | 技術研究組合次世代3D積層造形技術総合開発機構 | 積層造形における造形品質評価方法、積層造形システム、情報処理装置およびそのプログラム |
| JPWO2022054144A1 (ja) * | 2020-09-08 | 2022-03-17 | ||
| JP7407680B2 (ja) * | 2020-09-16 | 2024-01-04 | 日本電子株式会社 | 三次元構造体の製造方法および三次元構造体の製造装置 |
| US11964437B1 (en) * | 2021-03-30 | 2024-04-23 | Mark Lamoncha | Additive manufacturing by solvent melding of build material |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5061062B2 (ja) * | 2008-08-08 | 2012-10-31 | パナソニック株式会社 | 三次元形状造形物の製造方法 |
| JP5895172B2 (ja) * | 2012-02-09 | 2016-03-30 | パナソニックIpマネジメント株式会社 | 三次元形状造形物の製造方法 |
| JP6283554B2 (ja) * | 2014-03-31 | 2018-02-21 | 日本電子株式会社 | 三次元積層造形装置 |
| US10065373B2 (en) * | 2014-10-09 | 2018-09-04 | Autodesk, Inc. | Multi-material three dimensional models |
| CN104999180B (zh) * | 2015-07-13 | 2016-11-30 | 武汉大学 | 基于纳秒-皮秒-飞秒激光复合的陶瓷微结构3d打印方法 |
-
2016
- 2016-07-08 JP JP2016136418A patent/JP6824652B2/ja active Active
-
2017
- 2017-06-26 US US15/633,354 patent/US20180009165A1/en not_active Abandoned
- 2017-07-07 CN CN201710548772.2A patent/CN107584760B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN107584760A (zh) | 2018-01-16 |
| US20180009165A1 (en) | 2018-01-11 |
| CN107584760B (zh) | 2021-04-27 |
| JP2018003147A (ja) | 2018-01-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6824652B2 (ja) | 3次元造形方法、および3次元造形物の製造装置 | |
| JP6374934B2 (ja) | 撮像装置を含む付加製造システム及びそのようなシステムを動作させる方法 | |
| US10773336B2 (en) | Imaging devices for use with additive manufacturing systems and methods of monitoring and inspecting additive manufacturing components | |
| US10307823B1 (en) | Methods and systems for repairing powder containment structures | |
| US20180345582A1 (en) | Method and Device for Manufacturing A Three-Dimensional Object | |
| US10674101B2 (en) | Imaging devices for use with additive manufacturing systems and methods of imaging a build layer | |
| CN112677487B (zh) | 3d打印的控制方法、控制系统及3d打印设备 | |
| JP6939082B2 (ja) | 粉末床評価方法 | |
| US10502701B2 (en) | Method and system using x-ray pinhole camera for in-situ monitoring of electron beam manufacturing process | |
| CN113103587B (zh) | 3d打印的控制方法、控制系统及3d打印设备 | |
| CN110548876B (zh) | 一种铺粉式再制造装置及方法 | |
| JP7494448B2 (ja) | 付加製造物の品質推定装置 | |
| JP2019043107A (ja) | 積層造形用原料粉末の粉敷き性評価装置 | |
| US12036743B2 (en) | Method for manufacturing an object, in particular an orthodontic appliance, by a 3D-printing device | |
| JP6869626B2 (ja) | 積層造形装置 | |
| RU205100U1 (ru) | Устройство контроля аддитивного изготовления деталей | |
| JP2023009555A (ja) | 粉末床評価装置、積層造形装置、粉末床評価方法、および積層造形方法 | |
| KR20240009569A (ko) | 3차원 프린터의 적층성형공정 검사장치 및 이를 구비한 3차원 프린터 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190703 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20200206 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20200207 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200424 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200630 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200828 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20201215 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210113 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6824652 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |