JP6818973B2 - Handa processing equipment - Google Patents
Handa processing equipment Download PDFInfo
- Publication number
- JP6818973B2 JP6818973B2 JP2016241323A JP2016241323A JP6818973B2 JP 6818973 B2 JP6818973 B2 JP 6818973B2 JP 2016241323 A JP2016241323 A JP 2016241323A JP 2016241323 A JP2016241323 A JP 2016241323A JP 6818973 B2 JP6818973 B2 JP 6818973B2
- Authority
- JP
- Japan
- Prior art keywords
- solder
- soldering
- hole
- tip
- gas
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Landscapes
- Electric Connection Of Electric Components To Printed Circuits (AREA)
Description
本発明は、半田片を加熱溶融し回路基板に半田付けを行う半田付けの処理装置に関するものである。 The present invention relates to a soldering processing apparatus that heats and melts a solder piece and solders it to a circuit board.
近年、各種機器において電気部品を実装した電子回路が搭載されている。電子回路の形成工程においては、リード線を基板上の配線パターン(ランド)に接合する処理等のため、半田鏝を用いた半田付けが実施される。また半田付けの工程を機械的に実現させるため、鏝先の部分を備えた半田処理装置が利用されている。
このような半田処理装置は、例えば加熱された鏝先内に半田片(糸半田を切断したもの)を供給し、鏝先の熱を用いて半田片を加熱溶融することにより、下方へ溶融した半田を供給するように構成される。これにより、下方に配置しておいた基板に対する半田付け工程が実現可能である。
In recent years, various devices are equipped with electronic circuits on which electrical components are mounted. In the process of forming an electronic circuit, soldering using a soldering iron is performed for a process of joining lead wires to a wiring pattern (land) on a substrate. Further, in order to mechanically realize the soldering process, a soldering apparatus provided with a soldering tip is used.
In such a solder processing apparatus, for example, a solder piece (a piece obtained by cutting a thread solder) is supplied into a heated iron tip, and the solder piece is heated and melted by using the heat of the iron tip, thereby melting downward. It is configured to supply solder. As a result, it is possible to realize a soldering process for the substrate arranged below.
特許文献1に記載されている技術は、筒内部で半田を溶融させる半田鏝によって、回路基板上の端子に半田付けを行うものである。
The technique described in
しかしながら、特許文献1に記載されている技術では、端子板のように複数の端子の半田付け行う際には、それぞれの端子をひとつずつ順番に半田付けを行うため、半田付けに要する時間が多く必要であるという欠点があった。
また複数の半田鏝を用いて同時に複数箇所の半田付けを行うことも考えられるが、複数の半田鏝にそれぞれ半田を供給する必要があり、複雑で大型になるばかりでなく高価であるため実用的ではなかった。
本発明は上述した課題に鑑み、一つの半田鏝で複数の半田付けを同時に行う装置の提供を目的とする。
However, in the technique described in
It is also conceivable to use multiple soldering irons to solder at multiple locations at the same time, but it is practical because it is necessary to supply solder to each of the multiple soldering irons, which is not only complicated and large, but also expensive. It wasn't.
In view of the above problems, an object of the present invention is to provide an apparatus for simultaneously performing a plurality of soldering with one soldering iron.
本発明の半田処理装置は、加熱可能である上下に伸びた略筒形状の鏝先と、鏝先の下端部に設けられた複数の半田付け箇所の一部又は全部を覆う凹部と、鏝先内にガスを送出するガス供給部と、鏝先内に複数箇所分の半田量を供給する半田供給部とを備え、鏝先内に半田片を供給して溶融するとともにガスの流体力により複数の半田付け箇所に溶融した半田を分配して供給することにより多点のはんだ付けを行うものである。 Soldering apparatus of the present invention includes: a soldering tip having a substantially cylindrical shape that extends vertically is heatable, and a recess for covering a part or all of the plurality of soldering points provided under end of the soldering tip, trowel a gas supply unit for delivering gas into the first, and a solder supply unit for supplying a solder amount of multiple branching into the soldering tip, the fluid force of gas with melt by supplying a solder strip into the soldering tip Multi-point soldering is performed by distributing and supplying the molten solder to a plurality of soldering points.
また上記装置として具体的には、複数の半田付けの箇所の端部からガスを流すことにより溶融半田の分配を促進するものである。 Further, specifically, as the above-mentioned device, the distribution of molten solder is promoted by flowing gas from the ends of a plurality of soldering points.
また、本発明の半田処理装置は、複数の半田付けのそれぞれの箇所の間にガスを流すことにより半田付け箇所間の溶融半田の分離を促進するものである。
また、上記装置として具体的には、凹部に気体の排出口を設けガスを流してガス流の方向を制御するものである。
Further, the solder processing apparatus of the present invention promotes the separation of molten solder between the soldered parts by flowing gas between the respective parts of the plurality of soldered parts.
Further, specifically, the device is provided with a gas discharge port in a recess to allow gas to flow to control the direction of gas flow.
また、本発明の半田処理装置は、半田片の溶融時に、鏝先を半田付け箇所の方向に移動させ溶融半田を分配するものである。
また本発明の半田処理装置は、半田片の溶融時にガス流量を一時的に増加させてガス流の力を増加させたものである。
Further, in the solder processing apparatus of the present invention, when the solder piece is melted, the tip of the solder is moved in the direction of the soldering portion to distribute the molten solder.
Further, in the solder processing apparatus of the present invention, the gas flow rate is temporarily increased when the solder pieces are melted to increase the force of the gas flow.
本発明に係る半田処理装置によれば、複数の半田付け箇所を覆う凹部に溶融半田を供給し、ガス流によってそれぞれの半田付け箇所に半田を供給することにより、1回の半田付けによって複数箇所の半田付けを同時に行うことができ、半田付け工程時間を短縮することができる。 According to the soldering apparatus according to the present invention, molten solder is supplied to recesses covering a plurality of soldering locations, and solder is supplied to each soldering location by a gas flow, so that a plurality of locations can be soldered once. Can be soldered at the same time, and the soldering process time can be shortened.
以下に本発明の実施形態について図面を参照して説明する。
(第1実施形態)
図1は本発明にかかる半田付け装置の一例の斜視図である。図2は図1に示す半田付け装置のII−II線で切断した断面図である。図3は図1に示す半田付け装置に設けられた駆動機構の一部の分解斜視図である。なお、図1では、筐体及び支持部1の一部を切断し、半田付け装置の内部を表示するようにしている。
Hereinafter, embodiments of the present invention will be described with reference to the drawings.
(First Embodiment)
FIG. 1 is a perspective view of an example of a soldering apparatus according to the present invention. FIG. 2 is a cross-sectional view taken along the line II-II of the soldering apparatus shown in FIG. FIG. 3 is an exploded perspective view of a part of the drive mechanism provided in the soldering device shown in FIG. In FIG. 1, a part of the housing and the
図1に示すように半田付け装置Aは、上方から糸半田Wを供給し、下部に設けられた鏝先5を利用して、鏝先5の下方に配置される配線基板Bdと、電子部品の端子Tpとを半田付けする装置である。図1及び図2に示すように、半田付け装置Aは、支持部1、カッターユニット2、駆動機構3、ヒーターユニット4、鏝先5、半田送り機構6及びガス供給部7を備えており、半田付け装置Aのうち支持部1、カッターユニット2、駆動機構3、半田送り機構6とにより半田供給部A1を構成する。
支持部1は、立設された平板状の壁体11を備えている。なお、以下の説明では、便宜上、図1に示すように、壁体11に沿う水平方向をX方向、壁体11と垂直な水平方向をY方向、壁体11に沿う鉛直方向をZ方向とする。例えば、図1に示すように、壁体11はZX平面を有している。
As shown in FIG. 1, the soldering apparatus A supplies the thread solder W from above, and utilizes the solder tip 5 provided at the bottom to provide a wiring board Bd arranged below the solder tip 5 and electronic components. It is a device for soldering the terminal Tp of. As shown in FIGS. 1 and 2, the soldering device A includes a
The
半田付け装置Aは、治具Gjに取り付けられた配線基板Bdと、配線基板Bdに配置された電子部品の複数の端子Tpとに溶融半田を供給し、接続固定を行う。半田付けを行うとき、治具GjをX方向及びY方向に移動させ配線基板BdのランドLdとの位置決めを行う。また、そして、半田付け装置AはZ方向に移動可能であり、位置決め後Z方向に移動することで、鏝先5の先端をランドLdに接触させることができる。 The soldering device A supplies molten solder to the wiring board Bd attached to the jig Gj and a plurality of terminals Tp of electronic components arranged on the wiring board Bd, and fixes the connection. When soldering, the jig Gj is moved in the X and Y directions to position the wiring board Bd with the land Ld. Further, the soldering device A is movable in the Z direction, and by moving in the Z direction after positioning, the tip of the trowel tip 5 can be brought into contact with the land Ld.
支持部1は、壁体11と、保持部12と、摺動ガイド13と、ヒーターユニット固定部14とを備える。壁体11は、鉛直方向に立設された平板状の壁体である。壁体11は、半田付け装置Aの支持部材としての役割を果たしている。保持部12は、壁体11のZ方向の下端部より上方にずれた位置に固定されている。保持部12は、駆動機構3の後述するエアシリンダー31を保持する。ヒーターユニット固定部14は、ヒーターユニット4の固定を行う部材であり、壁体11のZ方向の端部(下端部)に設けられている。
The
摺動ガイド13は、壁体11のZ方向の下端部の近傍に、固定されている。摺動ガイド13は、カッターユニット2の後述するカッター下刃22と共に、壁体11と固定されており、カッターユニット2の後述するカッター上刃21をX方向に摺動可能にガイドする。
摺動ガイド13は、Y方向に対向して対をなす部材である。摺動ガイド13は、一対の壁部131と、抜止部132とを有している。壁部131は、X方向に延びる平板状の部材である。一方の壁部131は、壁体11と接触して配されており、壁体11と反対側の面は、カッター下端22と接触している。また、他方の壁部131は、カッター下刃22の側面と接触している。つまり、一対の壁部131は、カッター下刃22をY方向の両側から挟んでいる。そして、一対の壁部131及びカッター下刃22は、ねじ等の締結具で壁体11に共締めされて、固定される。
The
The
抜止部132は、一対の壁部131のそれぞれに設けられている。一対の壁部131は、カッター下刃22のZ方向上面よりもZ方向に延びており、一対の壁部131のZ方向の上端部から、それぞれ、他方に向かって延びている。すなわち、摺動ガイド13は、一対の抜止部132を備えている。そして一対の抜止部132それぞれのY方向の先端は、接触しない、換言すると、摺動ガイド13には上部に開口を有している。カッター上刃21は、カッター下刃22の上面と、抜止部132との間に少なくとも一部は配される。これにより、カッター上刃21は、X方向にガイドされるとともに、Z方向に抜けとめされる。
The retaining
次に半田供給部A1の構成について説明する。カッターユニット2は、半田送り機構6によって送られた糸半田Wを所定長さの半田片Whに切断する切断具である。カッターユニット2は、カッター上刃21と、カッター下刃22と、プッシャーピン23とを備えている。
上述のとおり、カッター下刃22は摺動ガイド13とともに壁体11に固定される。カッター下刃22は、下刃孔221と、ガス流入孔222とを備えている。下刃孔221は、カッター下刃22をZ方向に貫通する貫通孔であり、カッター上刃21の後述する上刃孔211を貫通した糸半田Wが挿入される。下刃孔221の上端の辺縁部は切刃状に形成されている。上刃孔211と下刃孔221とを用いて、糸半田Wを所定長さの半田片Whに切断する。切断された半田片Whは、自重によって又はプッシャーピン23に押されて、下刃孔221の内部を下方に落下する。下刃孔221は、ヒーターユニット4の後述する半田供給孔422を介して、鏝先5の後述する半田孔51と連通している。下刃孔221の内部を落下した半田片Whは、半田供給孔422に達した後、半田孔51に落下する。
Next, the configuration of the solder supply unit A1 will be described. The
As described above, the cutter
ガス流入孔222は、カッター下刃22の外側面と下刃孔221とを連通する孔である。また、ガス流入孔222の外側には、ガスを供給するためのガス供給部7が接続される。すなわち、ガス供給部7から供給されるガスは、ガス流入孔222に流入する。そして、ガスは、下刃孔221、半田供給孔422を通過して、半田孔51に到達する。なお、ガスとは、半田を加熱して溶融するときに半田の酸化を抑制するために用いられるものである。すなわち、溶融した半田と酸素との接触を抑制するためのガスである。ガスとしては、例えば、窒素ガス、アルゴンガス、ヘリウムガス、二酸化炭素等を挙げることができる。本実施形態の半田付け装置Aでは、窒素ガスを供給するものとして説明する。なお、このガス流は後述するように溶融した半田の移動や分離を促進する作用を行う。
The
カッター上刃21は、上述したとおり、カッター下刃22のZ方向上面上に配される。カッター上刃21は、摺動ガイド13によって摺動時に摺動方向がX方向になるようガイドされるとともにZ方向に抜け止めされる。すなわち、カッター上刃21は、カッター下刃22のZ方向の上面上をX方向に摺動する。なお、カッター上刃21は、駆動機構3によって摺動される。
カッター上刃21は、上刃孔211と、ピン孔212とを備えている。上刃孔211は、カッター上刃21をZ方向に貫通する貫通孔である、上刃孔211には、半田送り機構6から送られた糸半田Wが挿入される。上刃孔211の下端の辺縁部は切刃状に形成されている。ピン孔212は、カッター上刃21をZ方向に貫通する貫通孔である。ピン孔212には、プッシャーピン23の後述するロッド部231が、摺動可能に挿入される。
As described above, the cutter
The cutter
プッシャーピン23は、ロッド部231と、ヘッド部232と、バネ233とを有する。ロッド部231は、円柱状の部材であり、ピン孔212に摺動可能に挿入される。また、プッシャーピン23がZ方向下に移動することで、ロッド部23の先端が、ピン孔212から突出する。ヘッド部232はロッド部231の軸方向の上端に連結される。ヘッド部232は、ピン孔212の内径よりも大きい外径を有する円板形状である。ヘッド部232は、ピン孔212に挿入されない。すなわち、ヘッド部232は、ロッド部231のピン孔212内への移動を制限する、いわゆる、ストッパーとしての役割を果たす。
The
バネ233は、ロッド部231の径方向外側を囲む圧縮コイルばねである。バネ233は、Z方向下端部がカッター上刃21の上面と接触し、Z方向上端部がヘッド部232の下面と接触する。すなわち、バネ233は、カッター上刃21の上面から反力を受け、ヘッド部232をZ方向上に押す。これにより、ヘッド部232と連結されたロッド部231は、Z方向上方に持ち上げられ、ロッド部231の下端が、ピン孔212の下端から突出しないように維持される。なお、ロッド部231のZ方向下端部には、ピン孔212からの抜けを抑制する抜けとめ(不図示)が設けられている。
The
プッシャーピン23は、カッター上刃21とカッター下刃22で切断されて下刃孔221に残った半田片Whを下方に押す。そして、プッシャーピン23は、ばね233の弾性力によって、常に上方に、すなわち、カッター下刃22と反対側に押し上げられている。つまり、ロッド部231は、ヘッド部232が押されたときに、ピン孔212のZ方向下端部から下に突出する。そして、ヘッド部232は、駆動機構3の後述するカム部材33に押される。
The
カッター上刃21において、上刃孔211とピン孔212とはX方向に並んで設けられている。カッター上刃21は、X方向に摺動することで、上刃孔211と下刃孔221とが上下に重なる位置、又は、ピン孔212と下刃孔221とが上下に重なる位置に移動する。なお、カッター上刃21は、一方の摺動端部まで摺動したときに上刃孔211と下刃孔221とが重なり、他方の摺動端部まで摺動したときにピン孔212と下刃孔221とが重なるように、摺動してもよい。
In the cutter
そして、上刃孔211と下刃孔221とがZ方向に重なっている状態で、半田送り機構6から糸半田Wが送られると、上刃孔211を通過した糸半田Wが、下刃孔221に挿入される。上述のとおり、上刃孔211の下端の辺縁部が切刃状に形成されているとともに、下刃孔221の上端の辺縁部も切刃状に形成されている。そして、カッター上刃21の下面は、カッター下刃22の上面と接触している。そのため、下刃孔221に糸半田Wが挿入されている状態で、カッター上刃21がX方向に摺動することで、上刃孔211および下刃孔221それぞれの切刃によって糸半田Wが切断される。
Then, when the thread solder W is sent from the solder feed mechanism 6 in a state where the upper blade hole 211 and the
カッター上刃21は、カム部材33によってX方向に摺動される。そのため、カッター上刃21及びプッシャーピン23は、カム部材33と同期している。カム部材33は、ピン孔212が下刃孔221とZ方向に重なったときに、ヘッド部232を押す。そのため、カッター上刃21がX方向に摺動するときには、プッシャーピン23のロッド部231の先端は、ピン孔212に収容されている。そのため、カッター上刃21がX方向に摺動するときに、ロッド部231の先端とカッター下刃22の上面とが接触するのを抑制し、ロッド部231の先端及び(又は)カッター下刃22の変形、破損等が抑制される。
The cutter
カッター上刃21がX方向に摺動することで、下刃孔211とピン孔212とがZ方向に重なる。ピン孔212が下刃孔211と重なっている状態で、ヘッド部232はカム部材33に押される。これにより、プッシャーピン23が、Z方向下に移動する。プッシャーピン23がピン孔212からZ方向下方に突出すると、プッシャーピン23の一部が下刃孔211に挿入される。下刃孔211の入り口に糸半田を切断した後述の半田片が残っている場合、プッシャーピン23の先端が半田片を押して、半田片は落下する。
As the
図1、図2に示すように、駆動機構3は、エアシリンダー31と、ピストンロッド32と、カム部材33と、スライダー部34と、ガイド軸35とを有する。エアシリンダー31は保持部12に保持される。エアシリンダー31は、有底円筒状である。エアシリンダー31の内部には、ピストンロッド32が収容されており、外部から供給される空気の圧力でピストンロッド32を摺動駆動(伸縮)させる。エアシリンダー31とピストンロッド32とが駆動機構3のアクチュエーターを構成している。ピストンロッド32は、エアシリンダー31の内部に配されるとともに、一部が常にエアシリンダー31の軸方向の一方の端部(ここでは、Z方向の下端部)から、突出している。エアシリンダー31は、ピストンロッド32が突出する面がカッターユニット2に向くように、すなわち、Z方向下に向くように、保持部12に保持される。
As shown in FIGS. 1 and 2, the drive mechanism 3 includes an
ピストンロッド32は、保持部12に設けられた貫通孔(不図示)を貫通している。ピストンロッド32は、ガイド軸35と平行に設けられており、ガイド軸35に沿って直線的に往復動する。ピストンロッド32の先端部は、カム部材33に固定されており、ピストンロッド32の伸縮によって、カム部材33がZ方向に摺動する。カム部材33の摺動は、ガイド軸35によってガイドされている。
図2に示すように、ガイド軸35は、下端部がカッター下刃22に設けられた凹穴に嵌合されており、カッター下刃22にねじ351でねじ止め固定されている。また、ガイド軸35の上部は、保持部12に設けられた孔を貫通しており、ピン352によって移動が規制されている。つまり、ガイド軸35はねじ351によってカッター下刃22と、ピン352によって保持部12と固定されている。
The
As shown in FIG. 2, the lower end of the
なお、本実施形態において、ガイド軸35は、ねじ351及びピン352によって固定されているが、これに限定されるものではなく、例えば、圧入、溶接等の固定方法で固定されるものであってもよい。また、本実施形態において、ガイド軸35として円柱状の部材としているが、これに限定されるものではなく、断面多角形状や楕円等を利用してもよい。
In the present embodiment, the
図2、図3に示すように、カム部材33は、矩形状の部材であり、長辺の一部を矩形状に切り欠いた凹部330と、カム部材33に連結し、ガイド軸35が貫通する貫通孔を備えた円筒形状の支持部331とを備えている。凹部330には、スライダー部34が(X方向及びZ方向に)摺動可能に配置される。また、支持部331はガイド軸35と平行する方向に延びる形状を有しており、カム部材33のがたつきを抑制するために設けられている。つまり、カム部材33がある程度厚みを有し、がたつきが発生しにくい構成の場合、円筒形状の部分を省略し、貫通孔だけで支持部331を構成してもよい。
そして、カム部材33は、凹部330の中間部分に設けられて中心軸がガイド軸35と直交する円柱状のピン332と、凹部330と隣接してプッシャーピン23を押すピン押し部333と、支持部331内部に配置された軸受334とを備えている。ピン332は、スライダー部34に設けられた後述するカム溝340に挿入される。また、軸受334は、ガイド軸35に外嵌し、カム部材33ががたつかないように、円滑に摺動させる部材である。
As shown in FIGS. 2 and 3, the
The
図2、図3に示すように、スライダー部34は、長方形状の板状の部材であり、カッター上刃21と一体的に形成されている。スライダー部34は、板厚方向に貫通するとともに長手方向に延びるカム溝340を備えている。カム溝340は、ガイド軸35と平行に延びる第1溝部341を上側に、同じくガイド軸35と平行に延びる第2溝部342を下側に設けている。そして、第1溝部341と第2溝部342とは、X方向にずれて設けられており、カム溝340は第1溝部341と第2溝部342とを接続する接続溝部343を備えている。
カム溝340には、カム部材33のピン332が挿入されており、カム部材33がガイド軸35に沿って移動することで、ピン332がカム溝340の内面を摺動する。ピン332がカム溝340の接続溝部343に位置するとき、接続溝部343の内面を押す。これにより、スライダー部34及びスライダー部34に一体的に形成されたカッター上刃21がカム部材33の摺動方向(Z方向)と交差する方向(X方向)に移動(カッター下刃22に対して摺動)する。
As shown in FIGS. 2 and 3, the
A
図1、図2に示すように、半田送り機構6は、糸半田Wを供給する。半田送り機構6は、一対の送りローラ61と、ガイド管62とを備えている。一対の送りローラ61は、支持壁11に回転可能に取り付けられている。一対の送りローラ61は、糸半田Wの側面を挟んで回転することで、糸半田を下方に送る。なお、一対の送りローラ61は、互いに他方に向かって付勢されており、その付勢力で糸半田Wを挟む。送りローラ61の回転角度(回転数)によって、送り出した糸半田Wの長さが測定(決定)されている。
ガイド管62は、弾性変形可能な管体であり、上端は、送りローラ61の糸半田Wが送り出される部分に近接して配置されている。また、ガイド管62の下端は、カッター上刃21の上刃孔211と連通するように設けられている。なお、ガイド管62の下端はカッター上刃21の摺動に追従して移動するものであり、ガイド管62はカッター上刃21が摺動する範囲で過剰に引っ張られたり、突っ張ったりしない長さ、および、形状を有している。
As shown in FIGS. 1 and 2, the solder feed mechanism 6 supplies the thread solder W. The solder feed mechanism 6 includes a pair of
The
ヒーターユニット4は、半田片Whを加熱し、溶融させるための加熱装置であり、図2に示すように、壁体22の下端部に設けられたヒーターユニット固定部14に固定されている。ヒーターユニット4は、ヒーター41と、ヒーターブロック42とを備える。ヒーター41は、通電により発熱する。ヒーター41は、ここでは、円筒形状のヒーターブロック42の外周面に巻き回された電熱線を有する。
ヒーターブロック42は円筒形状を有しており、軸方向の端部に鏝先5を取り付けるための断面円形状の凹部421と、凹部421の底部の中心部から反対側に貫通した半田供給孔422とを備えている。ヒーターブロック42は、半田供給孔422と下刃孔221とが連通するように、カッター下刃22に接触して設けられている。ヒーターブロック42をこのように設けることで、半田片Whは、下刃孔221から半田供給孔422に移動する。
The heater unit 4 is a heating device for heating and melting the solder piece Wh, and is fixed to a heater
The heater block 42 has a cylindrical shape, and has a
鏝先5は、円筒形状の部材であり、中央部分に軸方向に延びる半田孔51を備えている。鏝先5は、ヒーターブロック42の凹部421に挿入され、図示を省略した部材によって抜け止めがなされている。また、鏝先5の半田孔51は、ヒーターブロック42の半田供給孔421と連通しており、半田供給孔421から半田片Whが送られる。
鏝先5は、ヒーター41からの熱が伝達されており、その熱で半田片Whを溶融させる。そのため、鏝先5は、高い熱伝導率を有する材料、例えば、炭化ケイ素、窒化アルミ等のセラミックやタングステン等の金属で形成されている。
鏝先5の端部には半田孔51と連通する凹部52が設けられており、凹部52は複数の端子TpとランドLdの上部と側面の一部を覆っている。溶融した半田Whは半田孔から51から凹部52に流入する。
The trowel tip 5 is a cylindrical member, and has a
The heat from the
A
ガス供給部7は、半田付け装置Aの外部に設けられたガス供給源GSから供給されるガスを半田付け装置Aに供給する。ガスとして、上述した、不活性ガスを用いることで半田の酸化を防止することが可能である。図2に示すように、ガス供給部7は、配管70と、第1調整部71と、ガスの流量や圧力を計測して電気信号を出力する計測部72を有する。なお、図2では、便宜上、配管70を線図で示しているが、実際にはガスである窒素ガスが漏れない管体(例えば、銅管や樹脂管)である。
配管70はガス供給源GSとを接続し、ガス供給源GSからの窒素ガスをガス流入孔222に流入させる配管である。
半田付け装置Aにおいて、ガス流入孔222は、下刃孔221、半田供給孔422及び半田孔51から凹部52に連通している。
The gas supply unit 7 supplies the gas supplied from the gas supply source GS provided outside the soldering device A to the soldering device A. By using the above-mentioned inert gas as the gas, it is possible to prevent the solder from being oxidized. As shown in FIG. 2, the gas supply unit 7 includes a pipe 70, a first adjustment unit 71, and a measurement unit 72 that measures the flow rate and pressure of gas and outputs an electric signal. In FIG. 2, for convenience, the pipe 70 is shown in a diagram, but it is actually a pipe body (for example, a copper pipe or a resin pipe) in which nitrogen gas, which is a gas, does not leak.
The pipe 70 is a pipe that connects to the gas supply source GS and allows nitrogen gas from the gas supply source GS to flow into the
In the soldering apparatus A, the
第1調整部71は、配管70に設けられており、第1調整部71は、配管701を流れる窒素ガスの流量または圧力を調整しており、計測部72は配管70を流れる窒素ガスの流量を計測する流量計である。73は流量や圧力をコントロールする制御部である。
制御部73は、半田付け装置Aの例えば、半田付け装置Aの基板Bdへの接近離間、糸半田Wの切断、鏝先5の加熱等を含む制御を行うことができる。
The first adjusting unit 71 is provided in the pipe 70, the first adjusting unit 71 adjusts the flow rate or pressure of the nitrogen gas flowing through the pipe 701, and the measuring unit 72 adjusts the flow rate of the nitrogen gas flowing through the pipe 70. It is a flow meter that measures. Reference numeral 73 denotes a control unit that controls the flow rate and pressure.
The control unit 73 can perform control including, for example, approaching and separating the soldering device A from the substrate Bd, cutting the thread solder W, heating the tip 5 and the like of the soldering device A.
次に本実施形態の動作について説明する。半田付装置Aでは、半田付けを行う前段階(例えば、鏝先5を加熱する、半田付けを行う基板Bdを変更する等)において、鏝先5は、基板Bdから離している。次に基準状態の後に半田付けを行うため、鏝先5を基板BdのランドLdに接触させる。半田付け装置Aでは、鏝先5をランドLdに接触させることで、ランドLdを半田付けに適切な温度に昇温させる。このとき、ガス供給部7からは窒素ガスが供給されており、半田孔51内部には窒素ガスの流れが発生している。そして、プレヒートが終了したタイミングで、半田片Whを半田孔51に投入する。なお、半田片Whはカッター上刃21とカッター下刃22で糸半田Wを切断して形成する(図2参照)。自重又はプッシャーピン23で押されることで、半田片Whは落下し、下刃孔221、半田供給孔422を通過して、半田孔51に投入される。半田片Whは、半田孔51の縮小部51aで受け止められ停止し、鏝先51からの熱を受けて溶融を開始する。
Next, the operation of this embodiment will be described. In the soldering apparatus A, the soldering tip 5 is separated from the substrate Bd in a stage before soldering (for example, heating the soldering tip 5 or changing the substrate Bd to be soldered). Next, in order to perform soldering after the reference state, the iron tip 5 is brought into contact with the land Ld of the substrate Bd. In the soldering apparatus A, the land Ld is raised to a temperature suitable for soldering by bringing the tip 5 into contact with the land Ld. At this time, nitrogen gas is supplied from the gas supply unit 7, and a flow of nitrogen gas is generated inside the
溶融した半田片Whは重力により下方向に流れて、図4に示すように凹部52内に流入し、凹部52は半田に対して非濡れ性の材料であるのに対し、ランドLdや端子Tpは濡れ性が高いので、凹部52内の配線基板Bd上に広がる。このとき窒素ガスは継続的に供給されており、この流れによって一定量で溶融している半田片Whは配線基板Bdの複数のランドLdや端子Tp01〜Tp04に供給される。配線基板BdのランドLdや端子Tp以外の表面は非濡れ性の材料であるレジストReで覆われており、レジストReには付着せず、ランドLdや端子Tpに選択的に半田が付着する。
窒素ガス流による半田片の拡散をさらに効果的に行うために、図5に示すように凹部52に排出口52aを設けて、図の水平方向の流れを発生させる。拡散した半田片はレジストReで分離されたランドLdや端子Tpに付着し、さらに複数のスル−ホールTh内に流れ込みバックフィレットを形成する。半田量や端子の数量に応じて窒素ガス流量を調節することにより、それぞれの端子Tpに均等に半田を分配することが可能である。このようにして1回の半田付け作業により複数の端子の半田付けが行われる。窒素ガス流の調節は、ガス供給部7の第1調整部71の設定を制御部73で変更することにより行うことができる。
半田片Whの粘度が高い場合や複数の端子Tpの数量が多い場合には、半田片の拡散を確実に行うために、窒素ガスの流れを一時的に通常より多く流すことが行われる。半田片Whの供給から溶融までの時間はあらかじめ判明しているので、このタイミングに合わせて窒素ガス流をパルス的に供給することもできる。
The molten solder piece Wh flows downward due to gravity and flows into the
In order to more effectively diffuse the solder pieces by the nitrogen gas flow, a
When the viscosity of the solder piece Wh is high or the number of terminals Tp is large, the flow of nitrogen gas is temporarily increased more than usual in order to ensure the diffusion of the solder piece. Since the time from the supply of the solder piece Wh to the melting is known in advance, the nitrogen gas flow can be supplied in a pulsed manner at this timing.
(第2実施形態)
本実施形態にかかる半田処理装置の他の例について図面を参照して説明する。図6は本発明の半田処理装置の要部を示した図であり、第1実施形態との相違は、複数の端子の間にガス流を供給した点にある。すなわち、図6(a)に示すように非濡れ性の凹部51に半田を供給し、端子Tp11と端子Tp12との間にガスを吹き出す。そして、図6(b)に示したように溶融した半田の中央部に窒素ガス流を吹き付けることにより、その流体力によって図6(c)に示すようにレジストReによって分離されたランドLd1(端子Tp11)とランドTp2(端子Tp12)に半田付けが行われる。凹部52は非濡れ性であるため、凹部52の壁面に付着することがなく、また一定量の半田片Whが供給されているので、端子Tp11toTp12の周辺には適量の半田が供給される。このとき好ましくは一時的にガスの流速を増すことにより分離が確実に行われ、端子Tp11とTp12との間隔が小さいときも端子間が半田によって導通するブリッジを発生することなく、同時に半田付けが可能である。
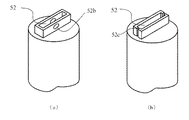
なお、図6の底面の斜視図である図7(a)や(b)に示すように凹部52に排出口52bや排出口52cを設けることにより窒素ガスの流れをコントロールし、半田の分離を確実に行わすことができる。
なお、本実施形態では端子の数量を2本としたが、3本以上の端子数においても実施することが可能である。
(Second Embodiment)
Other examples of the soldering apparatus according to this embodiment will be described with reference to the drawings. FIG. 6 is a diagram showing a main part of the solder processing apparatus of the present invention, and the difference from the first embodiment is that a gas flow is supplied between a plurality of terminals. That is, as shown in FIG. 6A, solder is supplied to the
As shown in FIGS. 7A and 7B, which are perspective views of the bottom surface of FIG. 6, the discharge port 52b and the discharge port 52c are provided in the
In this embodiment, the number of terminals is set to 2, but it is possible to carry out the procedure even if the number of terminals is 3 or more.
(第3実施形態)
本実施形態にかかる半田処理装置の他の例について図面を参照して説明する。図8は本発明の半田処理装置の要部を示した図であり、第1実施形態との相違は、鏝先5の凹部52を移動させながら半田付けする点にある。図8において鏝先5の凹部52に端子Tpの配列方向に開口部52dを設け、図9(a)に示すように、半田片Whが溶融して凹部52から端子Tp21に流れ込んだときに凹部52と一体の鏝先5を端子の配列方向(矢印で示すような図の左方向)に移動させる。開口部52dの高さは端子Tpの配線基板Bd上の高さより高く設定してあり、移動時に障害になることはない。溶融した半田片Whは端子Tp21や端子Tp22に付着した後図9(b)に示したように溶融した半田片片Whを端子Tp23と端子Tp24に順次供給するものである。端子Tpに付着した半田片WhはランドLdとスルーホールThに流れ、非濡れ性のレジストReで分離され、端子Tp21からTp24まで溶融した半田片Whが供給される。このとき半田片Whが一定量で供給され、かつ凹部52が非濡れ性であることにより、端子Tp21からTp24までブリッジを起こすことなく均等量の半田付けが行われる。鏝先5を移動させるタイミングは、Tp21に溶融半田が供給されたときであり、この時機は半田供給からのタイマによる時間経過や、あるいは端子Tp1への溶融半田の供給を画像センサや温度センサで検出しても良い。
鏝先5の移動手段としては、半田処理装置Aを移動させるロボット(図示せず)を用いても良い。
(Third Embodiment)
Other examples of the soldering apparatus according to this embodiment will be described with reference to the drawings. FIG. 8 is a diagram showing a main part of the soldering apparatus of the present invention, and the difference from the first embodiment is that soldering is performed while moving the
As the moving means of the trowel tip 5, a robot (not shown) for moving the solder processing apparatus A may be used.
半田付けされる端子Tpとして、図10(a)に示すような形状の端子Tp31を、図9(b)に示すようにはんだ付けすることも可能である。
また、本発明における半田付け箇所は端子に限らず、他の実装部品にも適用が可能である。
以上、本発明の実施形態について説明したが、本発明はこの内容に限定されるものではない。また本発明の実施形態は、発明の趣旨を逸脱しない限り、種々の改変を加えることが可能である。
As the terminal Tp to be soldered, a terminal Tp31 having a shape as shown in FIG. 10A can be soldered as shown in FIG. 9B.
Further, the soldering location in the present invention is not limited to the terminal, and can be applied to other mounting components.
Although the embodiments of the present invention have been described above, the present invention is not limited to this content. Further, the embodiments of the present invention can be modified in various ways without departing from the spirit of the invention.
5 鏝先
7 ガス供給部
51 半田孔
52 凹部
52a、52b、52c 排出口
52d 開口部
A 半田処理装置
A1 半田供給部
Wh 半田片
Bd 配線基板
Ld ランド
Tp 端子
5 Trowel 7
Claims (5)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016241323A JP6818973B2 (en) | 2016-12-13 | 2016-12-13 | Handa processing equipment |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016241323A JP6818973B2 (en) | 2016-12-13 | 2016-12-13 | Handa processing equipment |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2018094595A JP2018094595A (en) | 2018-06-21 |
| JP2018094595A5 JP2018094595A5 (en) | 2019-11-28 |
| JP6818973B2 true JP6818973B2 (en) | 2021-01-27 |
Family
ID=62634176
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016241323A Active JP6818973B2 (en) | 2016-12-13 | 2016-12-13 | Handa processing equipment |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6818973B2 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020006405A (en) * | 2018-07-09 | 2020-01-16 | 株式会社パラット | Soldering device and soldering method |
-
2016
- 2016-12-13 JP JP2016241323A patent/JP6818973B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018094595A (en) | 2018-06-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11400534B2 (en) | Solder processing device | |
| US6168065B1 (en) | Movable selective debridging apparatus for debridging soldered joints on printed circuit boards | |
| JP6366561B2 (en) | Soldering apparatus and soldering method | |
| US11207743B2 (en) | Solder processing device | |
| JP2016059927A (en) | Soldering iron | |
| JP6227992B2 (en) | Soldering apparatus and method | |
| JP6512659B2 (en) | Solder processing equipment | |
| US20170190002A1 (en) | Bonding Method and Bonding Device | |
| JP6818973B2 (en) | Handa processing equipment | |
| JP6792858B2 (en) | Soldering equipment | |
| JP6929534B2 (en) | Twin trowel type soldering device | |
| JP6761930B2 (en) | Soldering equipment | |
| JP7382638B2 (en) | soldering equipment | |
| JP6821189B2 (en) | Twin soldering device | |
| JP3210899U (en) | Soldering device | |
| JP2006344871A (en) | Method and apparatus of reflow soldering | |
| JP6773322B2 (en) | How to judge the dirt condition of the solder hole | |
| JP6813870B2 (en) | Soldering equipment | |
| JP6406687B2 (en) | Soldering device | |
| JP6766314B2 (en) | How to judge the state of the trowel | |
| JP6472127B2 (en) | Tip and heat storage tool | |
| JP7103633B2 (en) | How to judge the state of the trowel | |
| JP2019179785A (en) | Soldering apparatus and soldering method | |
| JP7006925B2 (en) | How to judge the state of the trowel | |
| JP3207595U (en) | Soldering equipment |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191016 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20191016 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20201007 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20201110 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20201118 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6818973 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |