JP6800978B2 - 缶拡張のための方法および装置 - Google Patents
缶拡張のための方法および装置 Download PDFInfo
- Publication number
- JP6800978B2 JP6800978B2 JP2018530654A JP2018530654A JP6800978B2 JP 6800978 B2 JP6800978 B2 JP 6800978B2 JP 2018530654 A JP2018530654 A JP 2018530654A JP 2018530654 A JP2018530654 A JP 2018530654A JP 6800978 B2 JP6800978 B2 JP 6800978B2
- Authority
- JP
- Japan
- Prior art keywords
- expansion
- diameter
- tool
- pilot
- container
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 58
- 230000007246 mechanism Effects 0.000 claims description 15
- 230000015572 biosynthetic process Effects 0.000 claims description 7
- 230000010339 dilation Effects 0.000 claims 1
- 230000008569 process Effects 0.000 description 38
- 238000000465 moulding Methods 0.000 description 12
- 235000013361 beverage Nutrition 0.000 description 6
- 238000012546 transfer Methods 0.000 description 6
- 238000009499 grossing Methods 0.000 description 5
- 238000012986 modification Methods 0.000 description 5
- 230000004048 modification Effects 0.000 description 5
- 230000008901 benefit Effects 0.000 description 3
- 230000007547 defect Effects 0.000 description 3
- 230000009977 dual effect Effects 0.000 description 3
- 230000004927 fusion Effects 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 239000012611 container material Substances 0.000 description 2
- 238000005336 cracking Methods 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 235000013405 beer Nutrition 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 235000014214 soft drink Nutrition 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000009966 trimming Methods 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D41/00—Application of procedures in order to alter the diameter of tube ends
- B21D41/02—Enlarging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D41/00—Application of procedures in order to alter the diameter of tube ends
- B21D41/02—Enlarging
- B21D41/026—Enlarging by means of mandrels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/16—Making hollow objects characterised by the use of the objects
- B21D51/26—Making hollow objects characterised by the use of the objects cans or tins; Closing same in a permanent manner
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/16—Making hollow objects characterised by the use of the objects
- B21D51/26—Making hollow objects characterised by the use of the objects cans or tins; Closing same in a permanent manner
- B21D51/2669—Transforming the shape of formed can bodies; Forming can bodies from flattened tubular blanks; Flattening can bodies
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Containers Having Bodies Formed In One Piece (AREA)
- Automatic Tool Replacement In Machine Tools (AREA)
- Making Paper Articles (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Description
本出願は、参照によりその全体が本明細書に組み込まれる、2015年9月1日に出願された米国仮特許出願第62/212,748号に対する優先権を主張する。
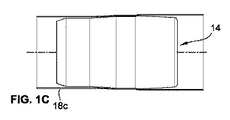
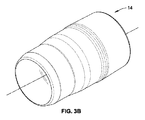
14 第2拡張ツール
16 第1端部
18 容器
19 リードイン部分
20 パイロット部分
22 拡張部分
23 リリーフ部分
24 パイロット直径
26 初期直径
28 拡張直径
29 ランド
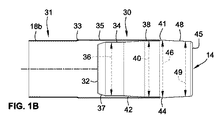
30 拡張された部分
31 略非拡張部分
32 第1端部
33 変形部
34 第1パイロット部分
36 第1パイロット直径
37 リードイン部分
38 第2拡張ツール
38 第2パイロット部分
39 リリーフ直径
40 第2パイロット直径
41 ランド
42 形成部分
44 拡張部分
45 後端部
46 拡張直径
48 リリーフ部分
49 リリーフ直径
Claims (15)
- 物品を拡張するための拡張ツールであって、
前記拡張ツールの第1端部から外向きに延在するリードイン部分と、
前記リードイン部分から延在する第1パイロット部分であって、第1の直径を有する第1パイロット部分と、
前記第1パイロット部分に略平行な第2パイロット部分であって、前記第1の直径より大きい第2の直径を有する第2パイロット部分と、
前記第1パイロット部分および前記第2パイロット部分を橋渡しする形成部分であって、全般的に傾斜した形成部分と、
前記第2パイロット部分から前記拡張ツールの第2端部に向かって延在する拡張部分であって、前記第2の直径より大きい第3の直径を有する拡張部分と、
前記拡張部分から延在する傾斜したリリーフ部分であって、前記リリーフ部分が前記第3の直径よりも小さい第4の直径を有し、前記リリーフ部分が前記拡張ツールの第2端部に位置している、リリーフ部分と、
を備える、拡張ツール。 - 前記拡張ツールが輪郭外面を有する物品を形成するために使用されるよう構成されている、請求項1に記載の拡張ツール。
- 前記リードイン部分が全般的に傾斜している、請求項1に記載の拡張ツール。
- 物品を拡張するための拡張機構であって、前記拡張機構は、
第1拡張ツールであって、
前記第1拡張ツールの第1端部から外向きに延在する第1リードイン部分と、
前記第1リードイン部分から延在する第1パイロット部分であって、第1の直径を有する第1パイロット部分と、
第1拡張部分であって、前記第1拡張部分は、第2の直径を有し、前記第2の直径は、前記第1の直径よりも大きい、第1拡張部分と、
前記第1パイロット部分および前記第1拡張部分を橋渡し、前記物品の側壁に変形部を形成するように構成された第1ランドと、
を含む第1拡張ツールと、
前記第1拡張ツールの後に使用するように構成された第2拡張ツールであって、
前記第2拡張ツールの第1端部から外向きに延在する第2リードイン部分と、
前記第2リードイン部分から延在する第2パイロット部分であって、前記第1の直径と略等しい第3の直径を有する第2パイロット部分と、
前記第2パイロット部分に略平行な第3パイロット部分であって、前記第3パイロット部分は、第4の直径を有し、前記第4の直径は、前記第2の直径と略等しい、第3パイロット部分と、
前記第2パイロット部分および前記第3パイロット部分を橋渡しする形成部分と、
第5の直径を有する第2拡張部分であって、前記第5の直径は、前記第3の直径よりも大きい、第2拡張部分と、
前記第3パイロット部分および前記第2拡張部分を橋渡しする第2ランドと、
を含む、第2拡張ツールと、
を備え、
前記第1拡張ツールの前記第1端部から前記第1ランドへの軸方向距離が、前記第2拡張ツールの前記第1端部から前記形成部分への軸方向距離と略同じであり、前記形成部分は、前記第1拡張ツールの前記第1ランドによって形成された変形部に接触し、平滑化させるよう構成されている、拡張機構。 - 前記第1の直径は、前記物品の初期直径と略等しい、請求項4に記載の拡張機構。
- 前記第1および第2リードイン部分は、全般的に傾斜している、請求項4に記載の拡張機構。
- 前記形成部分は、全般的に傾斜している、請求項4に記載の拡張機構。
- 物品を拡張する方法であって、
第1拡張ツールの第1端部を前記物品の開口端に挿入するステップであって、前記第1拡張ツールは、第1拡張部分が続く第1パイロット部分を有し、前記第1パイロット部分は、容器の初期直径と略等しい第1の直径を有し、前記第1拡張部分は、第2の直径を有し、前記第2の直径は、前記第1の直径よりも大きく、前記第1拡張部分は、拡張された部分を有する部分的に拡張された容器を形成する、ステップと、
第2拡張ツールの第1端部を前記部分的に拡張された容器の前記開口端に挿入するステップであって、前記第2拡張ツールは、第3の直径を有する第2パイロット部分と、第4の直径を有する第3パイロット部分であって、前記第4の直径は、前記第2の直径に略等しく、かつ前記第3の直径より大きい、第3パイロット部分と、前記第2および第3パイロット部分を橋渡しする第1形成部分であって、全般的に傾斜している第1形成部分と、前記第3パイロット部分から延在する第2拡張部分であって、前記第2拡張部分は、第5の直径を有し、前記第5の直径は、前記第2の直径より大きい、第2拡張部分と、を含み、前記形成部分は、前記第1拡張ツールによって前記容器の前記拡張された部分に形成された少なくとも1つの変形部を平滑化する、ステップと、
を備える方法。 - 前記第1拡張ツールが前記第1パイロット部分および前記拡張部分を橋渡しするランドを含み、前記少なくとも1つの変形部が前記ランドと略同じ形を有する、請求項8に記載の方法。
- 前記第1拡張ツールおよび前記第2拡張ツールは、略同じ距離前記容器に挿入される、請求項9に記載の方法。
- 前記第1拡張ツールの前記第1端部から前記ランドまでの距離は、前記第2拡張ツールの前記第1端部から前記形成部分までの距離と略同じである、請求項10に記載の方法。
- 前記第2拡張ツールを挿入した後、第3拡張ツールの第1端部を前記容器の前記開口端に挿入するステップをさらに備え、前記第3拡張ツールは、第6の直径を有する第4パイロット部分と、第7の直径を有する第5パイロット部分であって、前記第7の直径は、前記第5の直径と略等しく、かつ前記第6の直径より大きい、第5パイロット部分と、前記第4および第5パイロット部分を橋渡しする第2形成部分であって、全般的に傾斜している第2形成部分と、前記第5パイロット部分から延在する第3拡張部分であって、前記第7の直径より大きい第8の直径を有する第3拡張部分と、を含み、前記形成部分は、前記第2拡張ツールによって前記容器の前記拡張された部分に形成された少なくとも1つの第2の変形部を平滑化する、請求項8に記載の方法。
- 前記第2拡張ツールは、前記第3パイロット部分および前記拡張部分を橋渡しする第2ランドを含み、少なくとも1つの前記第2の変形部は、前記第2ランドと略同じ形を有する、請求項12に記載の方法。
- 前記第2拡張ツールおよび前記第3拡張ツールは、略同じ距離前記容器に挿入される、請求項13に記載の方法。
- 前記第2拡張ツールの前記第1端部および前記第2ランドの間の距離は、前記第3拡張ツールの前記第1端部および前記第2形成部分の間の距離と略同じである、請求項14に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201562212748P | 2015-09-01 | 2015-09-01 | |
| US62/212,748 | 2015-09-01 | ||
| PCT/US2016/049469 WO2017040512A1 (en) | 2015-09-01 | 2016-08-30 | Method and apparatus for can expansion |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2018527194A JP2018527194A (ja) | 2018-09-20 |
| JP2018527194A5 JP2018527194A5 (ja) | 2019-10-10 |
| JP6800978B2 true JP6800978B2 (ja) | 2020-12-16 |
Family
ID=56894310
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018530654A Active JP6800978B2 (ja) | 2015-09-01 | 2016-08-30 | 缶拡張のための方法および装置 |
Country Status (10)
| Country | Link |
|---|---|
| US (2) | US11253904B2 (ja) |
| EP (1) | EP3344406B1 (ja) |
| JP (1) | JP6800978B2 (ja) |
| KR (1) | KR102587070B1 (ja) |
| CN (1) | CN107921520B (ja) |
| AU (1) | AU2016317015B2 (ja) |
| ES (1) | ES2931904T3 (ja) |
| PL (1) | PL3344406T3 (ja) |
| WO (1) | WO2017040512A1 (ja) |
| ZA (1) | ZA201801962B (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6948843B2 (ja) * | 2016-06-06 | 2021-10-13 | ユニバーサル製缶株式会社 | 缶の製造方法 |
| WO2022168941A1 (ja) * | 2021-02-05 | 2022-08-11 | ユニバーサル製缶株式会社 | 金属製カップの製造方法 |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1264519A (en) * | 1917-07-05 | 1918-04-30 | James Hinson | Ring-mandrel. |
| US3164045A (en) * | 1961-06-08 | 1965-01-05 | Kennedy Michael Lee | Tube swaging tool |
| US3304762A (en) * | 1963-12-23 | 1967-02-21 | Skinner Earl Ray | Swaging means |
| US3504515A (en) * | 1967-09-25 | 1970-04-07 | Daniel R Reardon | Pipe swedging tool |
| JPS5130841U (ja) * | 1974-08-27 | 1976-03-05 | ||
| JPS5130841A (en) | 1974-09-11 | 1976-03-16 | Kansai Paint Co Ltd | Funtaitoryo no jidokaishukyokyukiko |
| CH616269A5 (ja) * | 1975-07-18 | 1980-03-14 | Hug Interlizenz Ag | |
| US4161112A (en) * | 1978-02-21 | 1979-07-17 | The Babcock & Wilcox Company | Tube drawing technique |
| JPS6024426A (ja) | 1983-07-20 | 1985-02-07 | Matsushita Electric Ind Co Ltd | 温度検出装置 |
| JPS6024426U (ja) * | 1983-07-27 | 1985-02-19 | 石田 政澄 | 鉛管ハンダ接合用工具の段付タンピン |
| JPS63183738A (ja) * | 1987-01-26 | 1988-07-29 | Jidosha Kiki Co Ltd | 拡管用パンチ |
| DE4410475A1 (de) * | 1994-03-25 | 1995-09-28 | Profil Verbindungstechnik Gmbh | Vernietbares Element, Zusammenbauteil mit einem vernietbaren Element sowie Nietmatrize und Verfahren zur Herstellung des Zusammenbauteils |
| JPH05212470A (ja) * | 1992-02-06 | 1993-08-24 | Mitsuboshi Seisakusho:Kk | インプットシャフトとその製造方法 |
| JPH07124670A (ja) * | 1993-11-08 | 1995-05-16 | Hidaka Seiki Kk | 拡管ビレット |
| DE602005009228D1 (de) * | 2004-09-21 | 2008-10-02 | Sumitomo Metal Ind | Stopfen, verfahren zum expandieren des innendurchmessers eines metallrohrs unter verwendung solch eines stopfens, verfahren zur herstellung eines metallrohrs und metallrohr |
| JP4913371B2 (ja) * | 2004-10-04 | 2012-04-11 | 古河電気工業株式会社 | 熱交換器の製造方法 |
| JP5050382B2 (ja) * | 2006-03-28 | 2012-10-17 | 住友金属工業株式会社 | 金属管端矯正方法 |
| US7963139B2 (en) | 2006-03-31 | 2011-06-21 | Belvac Production Machinery, Inc. | Apparatus for can expansion |
| US7934410B2 (en) | 2006-06-26 | 2011-05-03 | Alcoa Inc. | Expanding die and method of shaping containers |
| US20100011833A1 (en) * | 2008-07-18 | 2010-01-21 | Moneymaker Tools, Llc | Pneumaticaly driven pipe swedging and flaring tools |
| US7578161B1 (en) * | 2008-07-18 | 2009-08-25 | Sizemore Marion M | Pneumaticaly driven pipe swedging and flaring tools |
| WO2011016434A1 (ja) * | 2009-08-07 | 2011-02-10 | 住友金属工業株式会社 | 金属管の端部を拡管するためのプラグ、プラグを用いた拡管方法及び金属管の製造方法 |
| AU2011380952B2 (en) | 2011-11-09 | 2016-11-24 | Belvac Production Machinery, Inc. | Forming apparatus |
| JP5985655B2 (ja) * | 2011-12-22 | 2016-09-06 | アルコア インコーポレイテッド | 金属容器の直径を拡張するための方法 |
| JP6108876B2 (ja) * | 2012-08-20 | 2017-04-05 | 日立オートモティブシステムズ株式会社 | 枝管付チューブ、緩衝器及びこれらの製造方法 |
| US10052672B1 (en) * | 2017-05-03 | 2018-08-21 | Brian Boudwin | Copper pipe bending tool |
-
2016
- 2016-08-30 ES ES16763427T patent/ES2931904T3/es active Active
- 2016-08-30 AU AU2016317015A patent/AU2016317015B2/en active Active
- 2016-08-30 WO PCT/US2016/049469 patent/WO2017040512A1/en active Application Filing
- 2016-08-30 KR KR1020187009039A patent/KR102587070B1/ko active IP Right Grant
- 2016-08-30 EP EP16763427.8A patent/EP3344406B1/en active Active
- 2016-08-30 CN CN201680046934.6A patent/CN107921520B/zh active Active
- 2016-08-30 JP JP2018530654A patent/JP6800978B2/ja active Active
- 2016-08-30 US US15/755,570 patent/US11253904B2/en active Active
- 2016-08-30 PL PL16763427.8T patent/PL3344406T3/pl unknown
-
2018
- 2018-03-23 ZA ZA2018/01962A patent/ZA201801962B/en unknown
-
2022
- 2022-01-18 US US17/578,160 patent/US11724302B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| AU2016317015B2 (en) | 2022-01-27 |
| US20180250728A1 (en) | 2018-09-06 |
| WO2017040512A1 (en) | 2017-03-09 |
| US11253904B2 (en) | 2022-02-22 |
| ZA201801962B (en) | 2022-12-21 |
| AU2016317015A1 (en) | 2018-04-05 |
| CN107921520A (zh) | 2018-04-17 |
| US11724302B2 (en) | 2023-08-15 |
| EP3344406B1 (en) | 2022-10-05 |
| KR102587070B1 (ko) | 2023-10-10 |
| US20220203430A1 (en) | 2022-06-30 |
| ES2931904T3 (es) | 2023-01-04 |
| KR20180048897A (ko) | 2018-05-10 |
| CN107921520B (zh) | 2020-03-03 |
| EP3344406A1 (en) | 2018-07-11 |
| PL3344406T3 (pl) | 2023-02-06 |
| JP2018527194A (ja) | 2018-09-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9700929B2 (en) | Method for expanding the diameter of a metal container | |
| EP2934785B1 (en) | Knockout for use while necking a metal container, die system for necking a metal container and method of necking a metal container | |
| US20220203430A1 (en) | Method and apparatus for can expansion | |
| CA2963481C (en) | Apparatus and method for simultaneously forming a contoured shoulder and neck portion in a closed end of a metallic container | |
| US20020148272A1 (en) | Method and apparatus for forming deep-drawn articles | |
| AU2013363390A1 (en) | Knockout for use while necking a metal container, die system for necking a metal container and method of necking a metal container | |
| WO2022168941A1 (ja) | 金属製カップの製造方法 | |
| JP6965076B2 (ja) | ボトル缶の製造方法 | |
| JP7060349B2 (ja) | ボトル缶の製造方法 | |
| US20170333970A1 (en) | Method and apparatus for producing a rolled curl on an open end of metal container | |
| JP2023018674A (ja) | 金属製カップの製造方法 | |
| JP6689687B2 (ja) | 缶の製造方法 | |
| JP2019058924A (ja) | ボトル缶の製造方法及び縮径用金型 | |
| JP2020001704A (ja) | ボトル缶及びその製造方法 | |
| EP2342030B1 (en) | Improvements in or relating to a method of forming metal articles | |
| JP2016107340A (ja) | パンチスリーブ及びこれを用いたdi缶の製造方法 | |
| NZ625920B2 (en) | Method for expanding the diameter of a metal container |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190830 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190830 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200605 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200615 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200915 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20201026 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20201125 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6800978 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |