JP6791663B2 - 充填装置 - Google Patents
充填装置 Download PDFInfo
- Publication number
- JP6791663B2 JP6791663B2 JP2016127936A JP2016127936A JP6791663B2 JP 6791663 B2 JP6791663 B2 JP 6791663B2 JP 2016127936 A JP2016127936 A JP 2016127936A JP 2016127936 A JP2016127936 A JP 2016127936A JP 6791663 B2 JP6791663 B2 JP 6791663B2
- Authority
- JP
- Japan
- Prior art keywords
- speed
- sheet
- chute
- shutter
- contents
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Landscapes
- Basic Packing Technique (AREA)
Description
搬送方向に搬送されるシートに設けられた複数のポケット内に内容物を充填するための充填装置であって、
シートを搬送方向に第1速度で連続的に搬送するための搬送機構と、
搬送方向に沿って所定間隔を置いて配置されると共に、搬送されるシートのポケット内に内容物を案内して落下するための複数のシュート部と、
各々のシュート部を搬送方向及び搬送方向の逆方向に往復移動するための移動機構と、
各々のシュート部の出口を開閉するためのシャッタ部と、を備え、
全て又は一部のシャッタ部が開き、シャッタ部が開かれたシュート部が、第1速度よりも遅い第2速度で、搬送方向に第1位置から第2位置へ進み、その後、シャッタ部の全部又は一部が閉じ、シャッタ部が閉じられたシュート部が、第3速度で、搬送方向の逆方向に第2位置から第1位置へ戻る動作を行い、動作を繰り返すことで、ポケット内に内容物が連続的に充填される。
第2速度は、第1速度の1/2である。
第3速度は、第1速度よりも速い。
各々のシュート部及び各々のシャッタ部は、それぞれが同じタイミングで動作を行う。
各々のシュート部及び各々のシャッタ部は、それぞれが異なるタイミングで動作を行う。
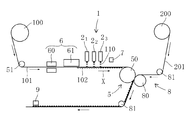
図1の通り、包装装置は、錠剤やカプセル剤等の固形薬剤、粒状の固形食品等の内容物110を包装する。包装装置は、プラスチック等のシート101がロール状に巻き取られてなるシートロール部100を備える。
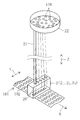
図2の通り、シュート部2(21,22,23)は、直角方向Yに等間隔を置いて配列された筒状の案内路20を備える。各案内路20は、上下方向Zに延設されており、ポケット102に対応して配置される。案内路20を通じる内容物110は、搬送されるシート101のポケット102内に落下して充填される。
図4(a)の通り、本実施形態では、第1、第2及び第3シュート部21,22,23が等距離Pを置いて配置される。シート101の距離Pの間で、所定の複数のポケット102が配置されている。シート101は、一定の第1速度V1で連続的に搬送される。
図4(a)〜(d)は、それぞれ、シート101が距離Pだけ進んだ状態を示す。
なお、シート101と各シュート部21,22,23とが同一距離Pだけ移動するにも拘らず、第3速度V3が第1速度V1よりも速い理由は、第2位置(図4(c))でシャッタ部4を閉じる間、及び、第1位置(図4(d))でシャッタ部4を開く間、各シュート部21,22,23が短時間だけ停止して、時間ロスが生じるからである。
また、各シャッタ部4がそれぞれ同じタイミングで開閉を行うので、アクチュエータ部40を各シャッタ部4に対して共通にできる。また、そのために、各シャッタ部4を一体とすることができる。
重複説明を避けるため、上記実施形態と同じ点は説明を省略することがある。
図5(a)の通り、本実施形態では、第1、第2及び第3シュート部21,22,23が等距離2×Pを置いて配置される。シート101は、一定の第1速度V1で連続的に搬送される。
図5(a)〜(j)は、それぞれ、シート101が距離Pだけ進んだ状態を示す。
重複説明を避けるため、上記実施形態と同じ点は説明を省略することがある。
図6(a)の通り、本実施形態では、第1、第2及び第3シュート部21,22,23が等距離3×Pを置いて配置される。シート101は、一定の第1速度V1で連続的に搬送される。
図6(a)〜(l)は、それぞれ、シート101が距離Pだけ進んだ状態を示す。
重複説明を避けるため、上記実施形態と同じ点は説明を省略することがある。
図7(a)の通り、本実施形態では、第1及び第2シュート部21,22が距離2×Pを置いて配置される。シート101は、一定の第1速度V1で連続的に搬送される。
図7(a)〜(i)は、それぞれ、シート101が距離Pだけ進んだ状態を示す。
重複説明を避けるため、上記実施形態と同じ点は説明を省略することがある。
図8(a)の通り、本実施形態では、第1及び第2シュート部21,22が距離3×Pを置いて配置される。シート101は、一定の第1速度V1で連続的に搬送される。
図8(a)〜(k)及び図9(a)〜(b)は、それぞれ、シート101が距離Pだけ進んだ状態を示す。
また、第5実施形態では、第1〜第4実施形態よりも、シュート部2の第2速度V2及び第3速度V3が遅いので、移動機構3及びシャッタ部4の駆動の負荷を小さくできる。
・各シュート部は、等間隔でなく異なる間隔を置いて配置されてもよい。
・各シュート部及び各シャッタ部は、それぞれが異なるタイミング、第2速度及び第3速度で動作を行ってもよい。
・移動機構3は、サーボモータを用いたボールねじ機構など、様々な公知技術を採用できる。
・搬送機構5は、少なくとも内容物がポケット102内に充填される間で、連続的にシート101を搬送すればよく、その他の区間、例えば、シート101にポケット102が成形される間、又は、カバー201がシート101に密着される間では、間欠的にシート101を搬送してもよい。
2 シュート部
3 移動機構
4 シャッタ部
5 搬送機構
101 シート
102 ポケット
110 内容物
X 搬送方向
V1 第1速度
V2 第2速度
V3 第3速度
Claims (5)
- 搬送方向に搬送されるシートに設けられた複数のポケット内に内容物を充填するための充填装置であって、
前記シートを前記搬送方向に第1速度で連続的に搬送するための搬送機構と、
前記搬送方向に沿って所定間隔を置いて配置されると共に、搬送される前記シートの前記ポケット内に前記内容物を案内して落下するための複数のシュート部と、
各々の前記シュート部を前記搬送方向及び前記搬送方向の逆方向に往復移動するための移動機構と、
各々の前記シュート部の出口を開閉するためのシャッタ部と、を備え、
全て又は一部の前記シャッタ部が開き、前記シャッタ部が開かれた前記シュート部が、前記第1速度よりも遅い第2速度で、前記搬送方向に第1位置から第2位置へ進み、その後、開かれた前記シャッタ部が閉じ、前記シャッタ部が閉じられた前記シュート部が、第3速度で、前記搬送方向の逆方向に前記第2位置から前記第1位置へ戻る動作を行い、前記動作を繰り返すことで、前記ポケット内に前記内容物が連続的に充填される
ことを特徴とする充填装置。 - 前記第2速度は、前記第1速度の1/2である
ことを特徴とする請求項1に記載の充填装置。 - 前記第3速度は、前記第1速度よりも速い
ことを特徴とする請求項1又は2に記載の充填装置。 - 各々の前記シュート部及び各々の前記シャッタ部は、それぞれが同じタイミングで前記動作を行う
ことを特徴とする請求項1〜3のいずれかに記載の充填装置。 - 各々の前記シュート部及び各々の前記シャッタ部は、それぞれが異なるタイミングで前記動作を行う
ことを特徴とする請求項1〜3のいずれかに記載の充填装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016127936A JP6791663B2 (ja) | 2016-06-28 | 2016-06-28 | 充填装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016127936A JP6791663B2 (ja) | 2016-06-28 | 2016-06-28 | 充填装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018002186A JP2018002186A (ja) | 2018-01-11 |
| JP6791663B2 true JP6791663B2 (ja) | 2020-11-25 |
Family
ID=60947508
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016127936A Active JP6791663B2 (ja) | 2016-06-28 | 2016-06-28 | 充填装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6791663B2 (ja) |
-
2016
- 2016-06-28 JP JP2016127936A patent/JP6791663B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018002186A (ja) | 2018-01-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2788260B1 (de) | Vorrichtung zum herstellen, handhaben und füllen von beuteln | |
| US9902566B2 (en) | Conveyor for an article handling unit, in particular for a folding unit for producing packages of pourable food products | |
| CN101636319B (zh) | 连接装置和使用该装置的计量装置、包装装置以及计量包装系统 | |
| JP5114211B2 (ja) | 経路上でパッケージをグループ分けする装置 | |
| US20090313955A1 (en) | Loading apparatus and related method for loading edible items into trays | |
| TWI587789B (zh) | Food billet extension device and food billet extension method | |
| EP2586719A1 (en) | Folding unit and method for producing pourable food product packages | |
| EP3378793A1 (en) | Bag-making and packaging machine | |
| JP3256751B2 (ja) | 固形物の搬送装置 | |
| CN103635394A (zh) | 用相关密封包制造可倾倒食品的折叠包装体的折叠单元 | |
| JP2012166833A (ja) | 包装機 | |
| JP6791663B2 (ja) | 充填装置 | |
| BRPI0701643A (pt) | máquina automática para acondicionar uma série de produtos editoriais em filme plástico, acondicionamento para uma série de produtos editoriais, e, método para acondicionar uma série de de produtos editoriais em filme plástico | |
| JP2024544919A5 (ja) | ||
| CN111448142A (zh) | 用于加工和/或填充包装的方法 | |
| JP5064556B2 (ja) | 豆腐生地の反転処理装置 | |
| JP5818040B1 (ja) | 内容物が挿入された袋体の整列装置 | |
| JP2007230751A (ja) | グルーピング装置 | |
| JP2004523388A (ja) | 物体の列から個々の物体を導出する装置及び方法 | |
| JP6636709B2 (ja) | ピロー包装のエンドシール部の折癖定着装置。 | |
| KR100682410B1 (ko) | 우유팩 이송용 파렛타이즈 시스템 | |
| CN108001734B (zh) | 物料理料方法 | |
| JP3194251U (ja) | 横型多段式鍛造機の打痕防止装置 | |
| DE102019134111A1 (de) | Vereinzelungsvorrichtung und Verfahren zum Vereinzeln von Packungen und Bearbeitungsvorrichtung zum Bearbeiten von Verpackungen | |
| JPH06122404A (ja) | 箱詰め装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190626 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200515 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200603 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200709 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20201028 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20201105 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6791663 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |