JP6765360B2 - 構造体の製造方法、及び構造体 - Google Patents
構造体の製造方法、及び構造体 Download PDFInfo
- Publication number
- JP6765360B2 JP6765360B2 JP2017195238A JP2017195238A JP6765360B2 JP 6765360 B2 JP6765360 B2 JP 6765360B2 JP 2017195238 A JP2017195238 A JP 2017195238A JP 2017195238 A JP2017195238 A JP 2017195238A JP 6765360 B2 JP6765360 B2 JP 6765360B2
- Authority
- JP
- Japan
- Prior art keywords
- outer shell
- casting
- shell
- inner shell
- laminated
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 69
- 238000005266 casting Methods 0.000 claims description 83
- 239000011324 bead Substances 0.000 claims description 70
- 238000000034 method Methods 0.000 claims description 57
- 238000005192 partition Methods 0.000 claims description 46
- 238000003466 welding Methods 0.000 claims description 37
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 31
- 239000002184 metal Substances 0.000 claims description 30
- 229910052751 metal Inorganic materials 0.000 claims description 30
- 238000010030 laminating Methods 0.000 claims description 25
- 239000000945 filler Substances 0.000 claims description 21
- 238000004891 communication Methods 0.000 claims description 16
- 238000005520 cutting process Methods 0.000 claims description 5
- 238000002844 melting Methods 0.000 claims description 5
- 230000008018 melting Effects 0.000 claims description 5
- 238000010112 shell-mould casting Methods 0.000 claims description 5
- 230000015572 biosynthetic process Effects 0.000 claims description 3
- 239000007787 solid Substances 0.000 claims 1
- 239000000463 material Substances 0.000 description 11
- 238000000465 moulding Methods 0.000 description 10
- 238000001816 cooling Methods 0.000 description 8
- 239000004576 sand Substances 0.000 description 8
- 239000002648 laminated material Substances 0.000 description 4
- 238000003860 storage Methods 0.000 description 4
- 238000010586 diagram Methods 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 238000003475 lamination Methods 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- 238000010891 electric arc Methods 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 229910001018 Cast iron Inorganic materials 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 239000002826 coolant Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000012827 research and development Methods 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 238000007778 shielded metal arc welding Methods 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 238000009751 slip forming Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000009941 weaving Methods 0.000 description 1
Images











Landscapes
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
Description
このように、突起部81を有する部品83の場合、鋳造時に押し湯を設置する時間やコストが増加し、また、そのままの部品形状では鋳造ができない場合には、追加の工程が必要となってしまう。
(1) 構造体の製造方法であって、
アークを用いて溶加材を溶融及び凝固させた溶着ビードを、ベース上に積層し、前記構造体の外殻を積層造形する外殻造形工程と、
前記外殻の内側空間に鋳湯を流し込み、前記外殻の内側に鋳物部を形成する鋳造工程と、
を有する構造体の製造方法。
(2) 溶加材の溶融凝固体である溶着ビードが積層された外殻と、
前記外殻の内側に形成された鋳物部と、
を備える構造体。
本構成の製造システム100は、積層造形装置11と、鋳造装置13と、積層造形装置11を統括制御するコントローラ15と、を備える。コントローラ15は、鋳造装置13を含めて制御するものであってもよい。
溶接ロボット19は、多関節ロボットであり、先端軸に設けたトーチ17には、溶加材Mが連続供給可能に支持される。トーチ17の位置や姿勢は、ロボットアームの自由度の範囲で3次元的に任意に設定可能となっている。
まず、コントローラ15は、溶接ロボット19により積層造形体Wを造形させる駆動プログラムを作成する。
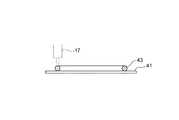
図3A〜図3Dは構造体を積層造形する手順を段階的に示す工程説明図である。
図1に示す溶接ロボット19により、図3Aに示すトーチ17を図2に示す移動軌跡T(1)に沿って移動させて、ベースプレート41上に第1層目の溶着ビード43を形成する。続いて、溶接ロボット19がトーチ17を移動軌跡T(2)に沿って移動させ、第2層目の溶着ビード43を形成し、最終的に図3Bに示すように、第n層目の溶着ビード43を形成する。これにより、積層造形体Wが造形される(外殻造形工程)。
<第1構成例>
図4は第1構成例の構造体の斜視図である。
本構成の構造体51Aは、ギヤポンプの外筒として使用される中空のケーシングである。この構造体51Aは、積層造形体WAと、積層造形体WAの内側空間45に鋳湯を流し込んで凝固させた鋳物部47Aとを有する。
この場合、溶加材Mとベースプレート41がアークにより溶融して、溶加材Mがベースプレート41上に隆起して盛り付けられる。ベースプレート41上の外殻55、内殻57、仕切壁59となる第1層目は、軌道演算部33により求めた適宜な順序で形成される。
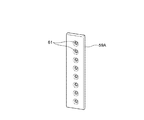
図7は図6に示す積層造形体の仕切壁のみを示す部分斜視図である。
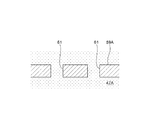
本構成の積層造形体の仕切壁59Aは、複数の連通孔61を有する。その他の構成は第1構成例と同様である。連通孔61は、仕切壁59Aの長手方向に沿って等間隔に配置されることが好ましい。このように仕切壁59Aに連通孔61を形成することで、鋳湯を積層造形体の内側空間に流し込んだ際、図8に示すように、鋳湯が連通孔61に流れ込み、仕切壁59Aの表裏両面を一体化した鋳物部47Aが形成される。これによれば、外殻55及び内殻57に接続された仕切壁59Aと、鋳物部47Aとの接合強度がより向上し、構造体の強度向上が図れる。
図9は第3構成例の構造体の斜視図である。
本構成の構造体51Bは、第1構成例に示すケーシングを、冷却用の空洞部が形成された冷却ジャケットとした構成例である。
図10は第4構成例の構造体の一部を示す斜視図である。
本構成の構造体51Cは、第1〜第3構成例に示す構造体のケーシングの壁部71の一部に、溶着ビードの積層方向に交差する方向へ突出する突起部73、及び鍔部75が設けられている。
また、鍔部75は、構造体51Cの頂部に設けた構成の他、壁部71の底部や他の部位に設けた構成であってもよい。
(1) 構造体の製造方法であって、
アークを用いて溶加材を溶融及び凝固させた溶着ビードを、ベース上に積層し、前記構造体の外殻を積層造形する外殻造形工程と、
前記外殻の内側空間に鋳湯を流し込み、前記外殻の内側に鋳物部を形成する鋳造工程と、
を有する構造体の製造方法。
この構造体の製造方法によれば、構造体の外殻を形成するための木型等の製作が不要となり、型製作の工程及び費用を削減できる。また、構造体を製造するリードタイムを大幅に短縮し、製造コストを低減できる。
前記ベース上に、前記内殻の形状に沿って前記溶着ビードを積層して、前記内殻を積層造形する内殻造形工程を有し、
前記鋳造工程は、前記外殻と前記内殻との間の前記内側空間に前記鋳湯を流し込む(1)に記載の構造体の製造方法。
この構造体の製造方法によれば、外殻と内殻とを有する中空形状の構造体の製造が可能となる。
この構造体の製造方法によれば、外殻と内殻とが、溶着ビードが閉じられた線状の層として形成され、これにより、任意の形状の外殻と内殻を形成できる。
この構造体の製造方法によれば、仕切壁の配置によって強度の高い中空形状の構造体を製造できる。
この構造体の製造方法によれば、鋳湯が連通孔に流れ込み、仕切壁と鋳物部とが強固に結合して、構造体の強度が向上する。
この構造体の製造方法によれば、連通孔を溶着ビードの積層と同時に形成することで、連通孔を簡単に形成できる。
この構造体の製造方法によれば、通常の鋳造では、突起部が鋳型と干渉して模型(木型等)が抜けなくなる構造であっても、これを容易に形成すすることができる。
この構造体の製造方法によれば、ベースを除去することで、溶着ビードの積層構造体と鋳物部のみからなる構造体が得られる。
前記外殻の内側に形成された鋳物部と、
を備える構造体。
この構造体によれば、外殻の内側に鋳物部が形成された構成のため、全体を溶着ビードにより形成された場合と比較して、工数と材料コストを削減できる。また、全体を鋳物で形成する場合と比較して、型製作に要する工数と材料コストを削減できる。
前記鋳物部が、前記外殻と前記内殻との間に形成された(9)に記載の構造体。
この構造体によれば、外殻と内殻との間に鋳物部を有する中空形状の構造体を低コストで簡単に提供できる。
この構造体によれば、仕切壁によって構造体の強度が高められる。
この構造体によれば、通常の鋳造では、突起部が鋳型と干渉して模型(木型等)が抜けなくなる構造であっても、これを容易に形成することができる。
この構造体によれば、溶着ビードが閉じられた線状の層として形成され、これにより、任意の形状の外殻と内殻を形成できる。
41 ベースプレート(ベース)
43 溶着ビード
45 内側空間
47,47A,47B 鋳物部
51,51A 構造体
55 外殻
57 内殻
59,59A,59B 仕切壁
61 連通孔
73 突起部
M 溶加材
W,WA、WB 積層造形体
Claims (13)
- 構造体の製造方法であって、
アークを用いて溶加材を溶融及び凝固させた溶着ビードを、ベース上に積層し、前記構造体の外殻を積層造形する外殻造形工程と、
前記外殻の内側空間に鋳湯を流し込み、前記外殻の内側に鋳物部を形成する鋳造工程と、
を有する構造体の製造方法。 - 前記構造体は、前記外殻の内側に形成された内殻を備え、
前記ベース上に、前記内殻の形状に沿って前記溶着ビードを積層して、前記内殻を積層造形する内殻造形工程を有し、
前記鋳造工程は、前記外殻と前記内殻との間の前記内側空間に前記鋳湯を流し込む請求項1に記載の構造体の製造方法。 - 前記外殻と前記内殻とは、前記溶着ビードを前記ベース上でそれぞれ閉じられた線状にして形成される請求項2に記載の構造体の製造方法。
- 前記外殻と前記内殻との間に配置され前記内側空間を複数の空間に分割する仕切壁を、前記溶着ビードを積層して造形する仕切壁造形工程を有する請求項2又は請求項3に記載の構造体の製造方法。
- 前記仕切壁は、前記鋳湯を連通させる連通孔を有する請求項4に記載の構造体の製造方法。
- 前記連通孔を、前記溶着ビードの形成途中で空隙を設けて形成する請求項5に記載の構造体の製造方法。
- 前記外殻、前記内殻、前記仕切壁の少なくともいずれかに、前記溶着ビードの積層方向に交差する方向へ突出する突起部を形成する請求項4〜請求項6のいずれか一項に記載の構造体の製造方法。
- 前記鋳造工程の後に前記ベースを切断するベース除去工程を有する請求項1〜請求項7のいずれか一項に記載の構造体の製造方法。
- 溶加材の溶融凝固体である溶着ビードが積層された外殻と、
前記外殻の内側に形成された鋳物部と、
を備える構造体。 - 前記外殻の内側に、前記溶着ビードが積層された内殻を更に備え、
前記鋳物部が、前記外殻と前記内殻との間に形成された請求項9に記載の構造体。 - 前記外殻と前記内殻との間に配置され、前記外殻と前記内殻とを連結する仕切壁を備える請求項10に記載の構造体。
- 前記外殻、前記内殻、前記仕切壁のいずれかの部位に、前記溶着ビードの積層方向に交差する方向へ突出する突起部を有する請求項11に記載の構造体。
- 前記外殻と前記内殻は、前記溶着ビードによる閉じられた線状の層が積層されてなる請求項10〜請求項12のいずれか一項に記載の構造体。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017082866 | 2017-04-19 | ||
| JP2017082866 | 2017-04-19 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018176269A JP2018176269A (ja) | 2018-11-15 |
| JP6765360B2 true JP6765360B2 (ja) | 2020-10-07 |
Family
ID=64280612
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017195238A Active JP6765360B2 (ja) | 2017-04-19 | 2017-10-05 | 構造体の製造方法、及び構造体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6765360B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7327995B2 (ja) * | 2019-05-14 | 2023-08-16 | 株式会社神戸製鋼所 | 積層造形物の製造方法及び積層造形物 |
| JP7411366B2 (ja) | 2019-09-27 | 2024-01-11 | 三菱重工コンプレッサ株式会社 | 金属積層造形方法 |
| CN111906262B (zh) * | 2020-09-01 | 2021-11-05 | 三鑫重工机械有限公司 | 用于大型锻件的钢锭的生产方法及钢锭 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3784539B2 (ja) * | 1998-07-01 | 2006-06-14 | 本田技研工業株式会社 | 金型の製造方法 |
| CN101817121B (zh) * | 2010-04-15 | 2012-03-28 | 华中科技大学 | 零件与模具的熔积成形复合制造方法及其辅助装置 |
| JP2014113610A (ja) * | 2012-12-07 | 2014-06-26 | Koiwai Co Ltd | 鋳造品及びその製造方法 |
-
2017
- 2017-10-05 JP JP2017195238A patent/JP6765360B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018176269A (ja) | 2018-11-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6892371B2 (ja) | 積層造形物の製造方法及び製造装置 | |
| JP6822881B2 (ja) | 積層造形物の製造方法及び製造システム | |
| JP7010799B2 (ja) | 構造体の製造方法、及び構造体 | |
| JP7123738B2 (ja) | 積層造形物の製造方法及び積層造形物 | |
| JP6753990B1 (ja) | 積層造形物の積層計画方法、積層造形物の製造方法及び製造装置 | |
| JP2019089108A (ja) | 造形物の製造方法及び製造装置 | |
| JP6765360B2 (ja) | 構造体の製造方法、及び構造体 | |
| JP7258715B2 (ja) | 積層造形物の製造方法及び積層造形物 | |
| JP2019098381A (ja) | 積層造形物の製造方法及び製造装置 | |
| CN112166002A (zh) | 层叠造型物的制造方法、制造装置以及程序 | |
| JP6865667B2 (ja) | 積層造形物の製造方法 | |
| WO2019176759A1 (ja) | 造形物の製造方法及び造形物 | |
| JP6753989B1 (ja) | 積層造形物の積層計画方法、積層造形物の製造方法及び製造装置 | |
| JP7160703B2 (ja) | 積層造形物の製造方法及び積層造形物 | |
| JP7303162B2 (ja) | 積層造形物の製造方法 | |
| JP6829180B2 (ja) | 構造体、及び構造体の製造方法 | |
| JP2020168642A (ja) | 積層造形物の製造方法及び積層造形物 | |
| JP7355672B2 (ja) | 積層造形物の製造方法 | |
| JP2019063858A (ja) | 積層造形物の製造方法及び積層造形物 | |
| JP7181154B2 (ja) | 積層造形物の製造方法 | |
| WO2019181556A1 (ja) | 造形物の製造方法及び造形物 | |
| JP6792533B2 (ja) | 構造体の製造方法 | |
| JP7189110B2 (ja) | 積層造形物の製造方法及び積層造形物 | |
| JP6765359B2 (ja) | 構造体の製造方法、及び構造体 | |
| JP6964266B2 (ja) | スプルブッシュ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190930 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200729 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200825 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200915 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6765360 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |