JP6744871B2 - 軟質ポリウレタンフォーム成形品、およびシート用パッド - Google Patents
軟質ポリウレタンフォーム成形品、およびシート用パッド Download PDFInfo
- Publication number
- JP6744871B2 JP6744871B2 JP2017550383A JP2017550383A JP6744871B2 JP 6744871 B2 JP6744871 B2 JP 6744871B2 JP 2017550383 A JP2017550383 A JP 2017550383A JP 2017550383 A JP2017550383 A JP 2017550383A JP 6744871 B2 JP6744871 B2 JP 6744871B2
- Authority
- JP
- Japan
- Prior art keywords
- polyurethane foam
- flexible polyurethane
- vertical direction
- foam molded
- molded article
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229920005830 Polyurethane Foam Polymers 0.000 title claims description 55
- 239000011496 polyurethane foam Substances 0.000 title claims description 55
- 238000005187 foaming Methods 0.000 claims description 84
- 239000010410 layer Substances 0.000 claims description 51
- 239000002344 surface layer Substances 0.000 claims description 47
- 230000007423 decrease Effects 0.000 claims description 15
- 230000003247 decreasing effect Effects 0.000 claims description 8
- 238000000465 moulding Methods 0.000 claims description 7
- 229920005862 polyol Polymers 0.000 description 61
- 150000003077 polyols Chemical class 0.000 description 61
- 239000003054 catalyst Substances 0.000 description 47
- 239000011550 stock solution Substances 0.000 description 44
- 239000004721 Polyphenylene oxide Substances 0.000 description 29
- 229920000570 polyether Polymers 0.000 description 29
- GOOHAUXETOMSMM-UHFFFAOYSA-N Propylene oxide Chemical group CC1CO1 GOOHAUXETOMSMM-UHFFFAOYSA-N 0.000 description 26
- 239000003431 cross linking reagent Substances 0.000 description 26
- 229920001228 polyisocyanate Polymers 0.000 description 24
- 239000005056 polyisocyanate Substances 0.000 description 24
- IAYPIBMASNFSPL-UHFFFAOYSA-N Ethylene oxide Chemical group C1CO1 IAYPIBMASNFSPL-UHFFFAOYSA-N 0.000 description 23
- 238000011156 evaluation Methods 0.000 description 23
- 239000006260 foam Substances 0.000 description 21
- UPMLOUAZCHDJJD-UHFFFAOYSA-N 4,4'-Diphenylmethane Diisocyanate Chemical compound C1=CC(N=C=O)=CC=C1CC1=CC=C(N=C=O)C=C1 UPMLOUAZCHDJJD-UHFFFAOYSA-N 0.000 description 16
- 230000000052 comparative effect Effects 0.000 description 14
- 239000000243 solution Substances 0.000 description 14
- 239000003381 stabilizer Substances 0.000 description 14
- 239000012948 isocyanate Substances 0.000 description 11
- 150000002513 isocyanates Chemical class 0.000 description 11
- 230000000704 physical effect Effects 0.000 description 11
- 229920000642 polymer Polymers 0.000 description 11
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 11
- 210000004027 cell Anatomy 0.000 description 10
- 238000006243 chemical reaction Methods 0.000 description 10
- 125000000524 functional group Chemical group 0.000 description 10
- 238000000034 method Methods 0.000 description 10
- IMNIMPAHZVJRPE-UHFFFAOYSA-N triethylenediamine Chemical compound C1CN2CCN1CC2 IMNIMPAHZVJRPE-UHFFFAOYSA-N 0.000 description 10
- 239000004088 foaming agent Substances 0.000 description 9
- 239000000463 material Substances 0.000 description 9
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 8
- 125000002947 alkylene group Chemical group 0.000 description 7
- 238000007906 compression Methods 0.000 description 7
- 230000006835 compression Effects 0.000 description 7
- 238000010097 foam moulding Methods 0.000 description 7
- 238000002156 mixing Methods 0.000 description 7
- 239000000203 mixture Substances 0.000 description 7
- 230000000694 effects Effects 0.000 description 6
- 238000010304 firing Methods 0.000 description 6
- KWYHDKDOAIKMQN-UHFFFAOYSA-N N,N,N',N'-tetramethylethylenediamine Chemical compound CN(C)CCN(C)C KWYHDKDOAIKMQN-UHFFFAOYSA-N 0.000 description 5
- 210000000497 foam cell Anatomy 0.000 description 5
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 5
- 239000007788 liquid Substances 0.000 description 5
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 4
- 150000001412 amines Chemical class 0.000 description 4
- 235000011187 glycerol Nutrition 0.000 description 4
- 238000005259 measurement Methods 0.000 description 4
- 229920005903 polyol mixture Polymers 0.000 description 4
- 230000009257 reactivity Effects 0.000 description 4
- 238000003756 stirring Methods 0.000 description 4
- FFCUXTGIVGMUKC-UHFFFAOYSA-N 1-[3-(dimethylamino)propyl-(2-hydroxypropyl)amino]propan-2-ol Chemical compound CC(O)CN(CC(C)O)CCCN(C)C FFCUXTGIVGMUKC-UHFFFAOYSA-N 0.000 description 3
- QTBSBXVTEAMEQO-UHFFFAOYSA-N Acetic acid Chemical compound CC(O)=O QTBSBXVTEAMEQO-UHFFFAOYSA-N 0.000 description 3
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 3
- SJRJJKPEHAURKC-UHFFFAOYSA-N N-Methylmorpholine Chemical compound CN1CCOCC1 SJRJJKPEHAURKC-UHFFFAOYSA-N 0.000 description 3
- KWYUFKZDYYNOTN-UHFFFAOYSA-M Potassium hydroxide Chemical compound [OH-].[K+] KWYUFKZDYYNOTN-UHFFFAOYSA-M 0.000 description 3
- 239000012792 core layer Substances 0.000 description 3
- MTHSVFCYNBDYFN-UHFFFAOYSA-N diethylene glycol Chemical compound OCCOCCO MTHSVFCYNBDYFN-UHFFFAOYSA-N 0.000 description 3
- 125000004435 hydrogen atom Chemical class [H]* 0.000 description 3
- RAXXELZNTBOGNW-UHFFFAOYSA-N imidazole Natural products C1=CNC=N1 RAXXELZNTBOGNW-UHFFFAOYSA-N 0.000 description 3
- 238000005192 partition Methods 0.000 description 3
- 230000002093 peripheral effect Effects 0.000 description 3
- 239000002994 raw material Substances 0.000 description 3
- 239000012974 tin catalyst Substances 0.000 description 3
- GIWQSPITLQVMSG-UHFFFAOYSA-N 1,2-dimethylimidazole Chemical compound CC1=NC=CN1C GIWQSPITLQVMSG-UHFFFAOYSA-N 0.000 description 2
- MCTWTZJPVLRJOU-UHFFFAOYSA-N 1-methyl-1H-imidazole Chemical compound CN1C=CN=C1 MCTWTZJPVLRJOU-UHFFFAOYSA-N 0.000 description 2
- GTEXIOINCJRBIO-UHFFFAOYSA-N 2-[2-(dimethylamino)ethoxy]-n,n-dimethylethanamine Chemical compound CN(C)CCOCCN(C)C GTEXIOINCJRBIO-UHFFFAOYSA-N 0.000 description 2
- SVNWKKJQEFIURY-UHFFFAOYSA-N 2-methyl-1-(2-methylpropyl)imidazole Chemical compound CC(C)CN1C=CN=C1C SVNWKKJQEFIURY-UHFFFAOYSA-N 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- -1 but not limited to Chemical class 0.000 description 2
- 239000001569 carbon dioxide Substances 0.000 description 2
- 229910002092 carbon dioxide Inorganic materials 0.000 description 2
- 238000013329 compounding Methods 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 239000004872 foam stabilizing agent Substances 0.000 description 2
- 238000009472 formulation Methods 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 238000005227 gel permeation chromatography Methods 0.000 description 2
- 238000001879 gelation Methods 0.000 description 2
- 229920000233 poly(alkylene oxides) Polymers 0.000 description 2
- 229920001296 polysiloxane Polymers 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 150000003512 tertiary amines Chemical class 0.000 description 2
- DVKJHBMWWAPEIU-UHFFFAOYSA-N toluene 2,4-diisocyanate Chemical compound CC1=CC=C(N=C=O)C=C1N=C=O DVKJHBMWWAPEIU-UHFFFAOYSA-N 0.000 description 2
- KYVBNYUBXIEUFW-UHFFFAOYSA-N 1,1,3,3-tetramethylguanidine Chemical compound CN(C)C(=N)N(C)C KYVBNYUBXIEUFW-UHFFFAOYSA-N 0.000 description 1
- LKLLNYWECKEQIB-UHFFFAOYSA-N 1,3,5-triazinane Chemical compound C1NCNCN1 LKLLNYWECKEQIB-UHFFFAOYSA-N 0.000 description 1
- PVOAHINGSUIXLS-UHFFFAOYSA-N 1-Methylpiperazine Chemical compound CN1CCNCC1 PVOAHINGSUIXLS-UHFFFAOYSA-N 0.000 description 1
- GQHTUMJGOHRCHB-UHFFFAOYSA-N 2,3,4,6,7,8,9,10-octahydropyrimido[1,2-a]azepine Chemical compound C1CCCCN2CCCN=C21 GQHTUMJGOHRCHB-UHFFFAOYSA-N 0.000 description 1
- HVCNXQOWACZAFN-UHFFFAOYSA-N 4-ethylmorpholine Chemical compound CCN1CCOCC1 HVCNXQOWACZAFN-UHFFFAOYSA-N 0.000 description 1
- 239000004970 Chain extender Substances 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- PIICEJLVQHRZGT-UHFFFAOYSA-N Ethylenediamine Chemical compound NCCN PIICEJLVQHRZGT-UHFFFAOYSA-N 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 229920002323 Silicone foam Polymers 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- 239000007983 Tris buffer Substances 0.000 description 1
- ISKQADXMHQSTHK-UHFFFAOYSA-N [4-(aminomethyl)phenyl]methanamine Chemical compound NCC1=CC=C(CN)C=C1 ISKQADXMHQSTHK-UHFFFAOYSA-N 0.000 description 1
- CQQXCSFSYHAZOO-UHFFFAOYSA-L [acetyloxy(dioctyl)stannyl] acetate Chemical compound CCCCCCCC[Sn](OC(C)=O)(OC(C)=O)CCCCCCCC CQQXCSFSYHAZOO-UHFFFAOYSA-L 0.000 description 1
- UKLDJPRMSDWDSL-UHFFFAOYSA-L [dibutyl(dodecanoyloxy)stannyl] dodecanoate Chemical compound CCCCCCCCCCCC(=O)O[Sn](CCCC)(CCCC)OC(=O)CCCCCCCCCCC UKLDJPRMSDWDSL-UHFFFAOYSA-L 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 229920001893 acrylonitrile styrene Polymers 0.000 description 1
- 125000000129 anionic group Chemical group 0.000 description 1
- 239000003242 anti bacterial agent Substances 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 238000006664 bond formation reaction Methods 0.000 description 1
- 210000001217 buttock Anatomy 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- 125000002091 cationic group Chemical group 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- WCRDXYSYPCEIAK-UHFFFAOYSA-N dibutylstannane Chemical compound CCCC[SnH2]CCCC WCRDXYSYPCEIAK-UHFFFAOYSA-N 0.000 description 1
- 239000012975 dibutyltin dilaurate Substances 0.000 description 1
- ZBCBWPMODOFKDW-UHFFFAOYSA-N diethanolamine Chemical compound OCCNCCO ZBCBWPMODOFKDW-UHFFFAOYSA-N 0.000 description 1
- 239000012971 dimethylpiperazine Substances 0.000 description 1
- POULHZVOKOAJMA-UHFFFAOYSA-M dodecanoate Chemical compound CCCCCCCCCCCC([O-])=O POULHZVOKOAJMA-UHFFFAOYSA-M 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 238000009408 flooring Methods 0.000 description 1
- 230000006870 function Effects 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 150000002460 imidazoles Chemical class 0.000 description 1
- 125000001841 imino group Chemical group [H]N=* 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- IQPQWNKOIGAROB-UHFFFAOYSA-N isocyanate group Chemical group [N-]=C=O IQPQWNKOIGAROB-UHFFFAOYSA-N 0.000 description 1
- 229940070765 laurate Drugs 0.000 description 1
- 239000004611 light stabiliser Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- BRMYZIKAHFEUFJ-UHFFFAOYSA-L mercury diacetate Chemical compound CC(=O)O[Hg]OC(C)=O BRMYZIKAHFEUFJ-UHFFFAOYSA-L 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- TXXWBTOATXBWDR-UHFFFAOYSA-N n,n,n',n'-tetramethylhexane-1,6-diamine Chemical compound CN(C)CCCCCCN(C)C TXXWBTOATXBWDR-UHFFFAOYSA-N 0.000 description 1
- XFLSMWXCZBIXLV-UHFFFAOYSA-N n,n-dimethyl-2-(4-methylpiperazin-1-yl)ethanamine Chemical compound CN(C)CCN1CCN(C)CC1 XFLSMWXCZBIXLV-UHFFFAOYSA-N 0.000 description 1
- WWZKQHOCKIZLMA-UHFFFAOYSA-N octanoic acid Chemical compound CCCCCCCC(O)=O WWZKQHOCKIZLMA-UHFFFAOYSA-N 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- UKODFQOELJFMII-UHFFFAOYSA-N pentamethyldiethylenetriamine Chemical compound CN(C)CCN(C)CCN(C)C UKODFQOELJFMII-UHFFFAOYSA-N 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 229920002239 polyacrylonitrile Polymers 0.000 description 1
- 229920001451 polypropylene glycol Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- SCUZVMOVTVSBLE-UHFFFAOYSA-N prop-2-enenitrile;styrene Chemical compound C=CC#N.C=CC1=CC=CC=C1 SCUZVMOVTVSBLE-UHFFFAOYSA-N 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 238000007151 ring opening polymerisation reaction Methods 0.000 description 1
- 230000035807 sensation Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000013514 silicone foam Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000012970 tertiary amine catalyst Substances 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- KSBAEPSJVUENNK-UHFFFAOYSA-L tin(ii) 2-ethylhexanoate Chemical compound [Sn+2].CCCCC(CC)C([O-])=O.CCCCC(CC)C([O-])=O KSBAEPSJVUENNK-UHFFFAOYSA-L 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60N—SEATS SPECIALLY ADAPTED FOR VEHICLES; VEHICLE PASSENGER ACCOMMODATION NOT OTHERWISE PROVIDED FOR
- B60N2/00—Seats specially adapted for vehicles; Arrangement or mounting of seats in vehicles
- B60N2/70—Upholstery springs ; Upholstery
- B60N2/7017—Upholstery springs ; Upholstery characterised by the manufacturing process; manufacturing upholstery or upholstery springs not otherwise provided for
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47C—CHAIRS; SOFAS; BEDS
- A47C27/00—Spring, stuffed or fluid mattresses or cushions specially adapted for chairs, beds or sofas
- A47C27/14—Spring, stuffed or fluid mattresses or cushions specially adapted for chairs, beds or sofas with foamed material inlays
- A47C27/15—Spring, stuffed or fluid mattresses or cushions specially adapted for chairs, beds or sofas with foamed material inlays consisting of two or more layers
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47C—CHAIRS; SOFAS; BEDS
- A47C27/00—Spring, stuffed or fluid mattresses or cushions specially adapted for chairs, beds or sofas
- A47C27/14—Spring, stuffed or fluid mattresses or cushions specially adapted for chairs, beds or sofas with foamed material inlays
- A47C27/148—Spring, stuffed or fluid mattresses or cushions specially adapted for chairs, beds or sofas with foamed material inlays of different resilience
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/14—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by a layer differing constitutionally or physically in different parts, e.g. denser near its faces
- B32B5/145—Variation across the thickness of the layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/32—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed at least two layers being foamed and next to each other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60N—SEATS SPECIALLY ADAPTED FOR VEHICLES; VEHICLE PASSENGER ACCOMMODATION NOT OTHERWISE PROVIDED FOR
- B60N2/00—Seats specially adapted for vehicles; Arrangement or mounting of seats in vehicles
- B60N2/70—Upholstery springs ; Upholstery
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60N—SEATS SPECIALLY ADAPTED FOR VEHICLES; VEHICLE PASSENGER ACCOMMODATION NOT OTHERWISE PROVIDED FOR
- B60N2/00—Seats specially adapted for vehicles; Arrangement or mounting of seats in vehicles
- B60N2/70—Upholstery springs ; Upholstery
- B60N2/7023—Coach-like constructions
- B60N2/7035—Cushions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
- B32B2266/0278—Polyurethane
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/003—Interior finishings
Landscapes
- Engineering & Computer Science (AREA)
- Aviation & Aerospace Engineering (AREA)
- Transportation (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Polyurethanes Or Polyureas (AREA)
- Mattresses And Other Support Structures For Chairs And Beds (AREA)
Description
本願は、2015年11月11日に日本国に出願された特願2015−221442号に基づき優先権を主張し、その内容をここに援用する。
金型3は、下型31と上型32とを備える箱形状に形成され、その内部空間が、シート用パッド1を形成するキャビティCとなっている。上型32は、下型31の上端開口を塞ぐ蓋材であって、外周部に上下に貫くエア抜き孔33が形成されている。
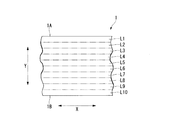
ここで、所定の負荷が付与された状態(以下、「負荷付与状態」という。)における各層状部分L1〜L10の残存厚さ率とは、当該層状部分L1〜L10の無負荷状態での厚さ(T0)に対する負荷付与状態での厚さ(T)の割合(T/T0)を意味する。
さらに、シート用パッド1全体が縦方向Yに大きく圧縮するに従い、複数の層状部分L1〜L10のうち、シート用パッド1の縦方向Yの中央よりも裏面1B側に位置する少なくとも1層における残存厚さ率が、変化の割合を増大させつつ低くなる。本実施形態では、シート用パッド1の縦方向Yの中央が、着座面1A側から5層目の層状部分L5と6層目の層状部分L6との境界上に位置している。そして、シート用パッド1の縦方向Yの中央よりも裏面1B側に位置する複数の層状部分L6〜L10のうち、裏面層L10に隣接する層状部分L9、つまり裏面1B側から2番目の層状部分L9(以下、「裏面隣接層L9」という。)における残存厚さ率が、前述のように変化の割合を増大させつつ低くなる。裏面隣接層L9は、付与される負荷が小さい段階では圧縮し難く、付与される負荷が大きい段階では圧縮し易い。
(B) 架橋剤成分として発泡原液中に含まれる化合物の全体(架橋剤の総体)におけるエチレンオキシド基/プロピレンオキシド基(モル比)は100以上である。
(C) ポリイソシアネートとして、ジフェニルメタンジイソシアネート(MDI)をイソシアネート当量で70以上含有する。
前記発泡原液を構成するポリオール成分として、重量平均分子量Mwが3000〜12000であり、且つ官能基数(ヒドロキシル基の数)が3〜4であるポリエーテルポリオールを含有する。上記ポリエーテルポリオールとしては、反応性が良好であることから、アルキレンオキシドの開環重合により得られるポリエーテルポリオールが好ましい。
アルキレンオキシドとしては、プロピレンオキシド(PO)、エチレンオキシド(EO)等が挙げられる。ポリエーテルポリオールの材料として使用されるアルキレンオキシドは1種類であってもよいし、2種類以上であってもよい。
前記発泡原液を構成するポリイソシアネート成分として、ジフェニルメタンジイソシアネートをイソシアネート当量で70以上含有する。
前記発泡原液において、1種類のMDIが単独で含有されてもよいし、2種類以上のMDIが含有されてもよい。
前記発泡原液が発泡成形されてなる軟質ポリウレタンフォームが所望の物性を有するために、前記発泡原液を構成する架橋剤成分として、前記ポリイソシアネート成分に対する反応性が水よりも高い架橋剤が、主成分として含まれることが好ましい。通常、グリセリン、エチレンオキシド基を有する架橋剤(EO系架橋剤)、水、プロピレンオキシド基を有する架橋剤(PO系架橋剤)の順で、前記ポリイソシアネート成分に対する反応性が低下する。これに基づいて、前記発泡原液に架橋剤として含有される1種又は2種以上の化合物の全体が有するEO基とPO基のモル比(EO基のモル数/PO基のモル数)は100以上であることが好ましく、105以上であることがより好ましく、110以上であることがさらに好ましい。このモル比は高い程好ましい。つまり、前記発泡原液において、PO基を有する架橋剤が実質的には含有されないことが好ましい。
前記発泡原液を構成する発泡剤成分としては、水を用いることが好ましい。水はポリイソシアネートと反応して炭酸ガスを発生するため、発泡剤として機能する。
前記発泡原液中の水の含有量としては、ポリオール成分100質量部に対して、1〜7質量部であることが好ましく、2〜5質量部であることがより好ましい。上記範囲であると、所望の物性を有する軟質ポリウレタンフォームが容易に得られる。また、得られた軟質ポリウレタンフォームの熱圧縮残留歪み特性が劣化することを防止できる。
前記発泡原液を構成する触媒成分としては、ポリウレタンフォームの分野で使用される公知の触媒が挙げられる。公知の触媒としては、アミン系触媒、スズ触媒が挙げられる。
好適な樹脂化触媒は、ポリイソシアネートとポリオールの反応を特に促進する第三級アミン触媒であり、特に限定しないが、例えば、トリエチレンジアミン、1,8−ジアザビシクロ[5.4.0]ウンデセン−7、及び1−メチルイミダゾール、1、2−ジメチルイミダゾール、1−イソブチル−2−メチルイミダゾール等のイミダゾール類、1,1’−((3−(ジメチルアミノ)プロピル)イミノ)ビス(2−プロパノール)が挙げられる。また好適な泡化触媒は、イソシアネ−トと水の反応を特に促進し、炭酸ガスを有効に発生させる第三級アミン触媒であり、一般的にフォームの流動性、寸法安定性改良に使用される。泡化触媒としては特に限定しないが、ビス(2−ジメチルアミノエチル)エーテル、N,N,N′,N″,N″−ペンタメチルジエチレントリアミン、及びN,N,N′,N″,N''',N'''−ヘキサメチルトリエチレンテトラミン等が挙げられる。
前記発泡原液に含有される、樹脂化触媒:泡化触媒の質量比は、100:0〜100:100が好ましく、100:0〜100:50がより好ましく、100:0〜100:20がさらに好ましい。
ここで、ゲル化触媒定数は、ポリオール類とポリイソシアネート類との樹脂化反応の速度を決定する定数であり、その値が大きくなると発泡体の架橋密度が高くなって発泡体の機械的物性が良好になる。具体的には、トリレンジイソシアネートとジエチレングリコールとのゲル化反応の反応定数が用いられる。一方、泡化触媒定数は、ポリイソシアネート類と水との泡化反応の速度を決定する定数であり、その値が大きくなると発泡体のセルの連通性が高められる。具体的には、トリレンジイソシアネートと水との泡化反応の反応定数が用いられる。上記2つの触媒定数の比は、両方の触媒のバランスを表す。
好適なアミン系触媒の例を、前記樹脂化触媒の具体例も含めて以下に例示する。
前記発泡原液には、整泡剤が含まれてもよい。整泡剤としては、ポリウレタンフォームの分野で使用される公知の整泡剤が適用可能であり、例えば、シリコーン系整泡剤、アニオン系整泡剤、カチオン系整泡剤が挙げられる。これらの整泡剤には、分子鎖末端に水酸基を有する整泡剤が含まれる。
前記発泡原液には、必要に応じて各種添加剤を配合することができる。例えば、顔料等の着色剤、鎖延長剤、炭酸カルシウム等の充填材、難燃剤、酸化防止剤、紫外線吸収剤、光安定剤、カーボンブラック等の導電性物質、抗菌剤などを配合することができる。各種添加剤の配合量は、用途や目的に応じて適宜調整される。
前記発泡原液の調製方法は、特に限定されず、例えば、ポリイソシアネート成分を除いた、残りの各成分からなる混合物(以下、「ポリオール混合物」と略記することがある。)を調製し、その後、ポリイソシアネート成分と混合して、発泡原液を得る調製方法が挙げられる。
その後、軟質ポリウレタンフォームを発泡成形する工程において、前記ポリオール混合物とポリイソシアネート成分とを混合し、発泡原液を調製することが好ましい。
表1に示す配合のポリオール成分配合液と、イソシアネート成分とを混合して調製したウレタン配合原液を金型3のキャビティCに注入して発泡成形することにより、図3および図4に示す偏平直方体状のシート用パッド1のテストピース(以下、単に「シート用パッド1」という。)を製造し、前述した残存厚さ率を測定した。このシート用パッド1の着座面1Aは、一辺の長さ400mmの正方形であり、シート用パッド1全体の厚さは、100mmである。

「ポリエーテルポリオールA1−2」は、EO/POモル比13/87、重量平均分子量7000、官能基数3である。
「ポリマーポリオールA2−1」は、固形分33%、水酸基価23mgKOH/g、重量平均分子量5400、3.2官能のポリマーポリオール(三洋化成工業株式会社製、商品名:KC855)である。
「架橋剤C−2」は、EO/POモル比100/0、重量平均分子量400、官能基数4である。
「架橋剤C−3」は、グリセリンである。
「触媒D−2」は、市販の樹脂化触媒であり、トリエチレンジアミンである。
「触媒D−3」は、市販の泡化触媒であり、(2−ジメチルアミノエチル)エーテルである。
「触媒D−4」は、市販のジエタノールアミンであり、樹脂化と泡化の両方を触媒する。
「整泡剤E−2」は、エボニック社製の高活性型のシリコーン系整泡剤(商品名:B8742)である。
「発泡剤F−1」は、水である。
「ポリイソシアネート(B−2)」は、市販のポリイソシアネートであり、TDI/MDI=80/20(質量比)で混合されたTDI系イソシアネートである。
具体的には、評価サンプルSは、シート用パッド1の一部分であるサンプル部分S1を縦方向Yに抜き取ることで採取した。評価サンプルSの形状は、一辺の長さが100mmの立方体とした。図4に示すように、サンプル部分S1における外周縁を構成する各辺部は、シート用パッド1における外周縁を構成する各辺部と平行になっていて、これらの各辺部同士は、100mm以上離間させた。
まず、図5に示すように、無負荷状態の評価サンプルSに、各層状部分L1〜L10を区画する区画線を引くとともに、評価サンプルSを上下一対の加圧板P間に挟みこむ。加圧板Pは、平面視において評価サンプルSの全体を覆うように形成されていて、評価サンプルSを全面圧縮する。そして、例えば所望の圧力で加圧板Pを加圧可能な試験機を用いて一対の加圧板P間の間隔を狭め、評価サンプルSの縦方向Yの圧縮率((圧縮により減少した厚さ)/(無負荷状態での厚さ))を徐々に大きくしていき、圧縮率0%〜50%に至るまで、5%刻みで各層状部分L1〜L10の厚さ(隣り合う区画線同士の縦方向Yの間隔)を計測し、各層状部分L1〜L10の残存厚さ率を算出する。なお図5では、評価サンプルSを全面圧縮した後における各層状部分L1〜L10の厚さを、模式的に互いに同等として表している。
なお、図6、図7に示すグラフでは、横軸が評価サンプルS(シート用パッド1)全体の圧縮率(%)であり、縦軸が各層状部分L1〜L10の残存厚さ率(%)となっている。また、表2、表3は、図6、図7に図示されたのと同様の内容、即ち、評価サンプルS(シート用パッド1)全体の圧縮率(%)に対する各層状部分L1〜L10の残存厚さ率(%)を表に示している。
また比較例では、シート用パッド1全体が縦方向Yに大きく圧縮するに従い、各層状部分L1〜L10の残存厚さ率が、変化の割合が同等に維持されたまま低くなっており、図7に示すグラフにおいて、各層状部分L1〜L10のグラフ線が、線形(直線状)に形成されている。
評価サンプルSの各層状部分L1〜L10の中央部分を光学顕微鏡で拡大した写真を取得し、写真の中心を通る縦横方向に延びるラインをそれぞれ縦基準線V0、横基準線H0とする。さらに縦基準線V0及び横基準線H0のそれぞれから2mm間隔で等分割した縦横ラインを設定する。ここで、縦横ラインには、上記の縦基準線V0及び横基準線H0も含める。縦ラインは、縦ラインのうち、縦基準線V0とその両側の3本の縦ラインを測定対象とする。即ち、図9の例では、測定対象は、V−3、V−2、V−1、V0、V1、V2、V3である。そして、これら縦ライン毎に横基準線H0を中心とした6mmの範囲において、発泡セルの骨格と縦ラインとの交点の数を目視によりカウントし、7本の縦ライン毎のカウント値の平均を求め、この平均値を発泡セルの縦方向の直径Ryと仮定する。例えば、図9の例では、V3において、横基準線H0を中心とした6mmの範囲において、1,2,3,4,5,6,7,8で表示される発泡セルの骨格と縦ラインとの交点を8個のカウントできる。これをV−3、V−2、V−1、V0、V1、V2、V3のすべてについてカウントし、その平均を算出し、これを発泡セルの縦方向の直径Ryと仮定する。
また、横方向についても同様に、横ラインのうち、横基準線H0とその両側の3本の横ラインを測定対象とする。即ち、図9の例では、測定対象は、H−3、H−2,H−1、H0、H1、H2、H3である。これら横ライン毎に縦基準線V0を中心とした10mmの範囲において、発泡セルの骨格と横ラインとの交点の数を目視によりカウントし、7本の横ライン毎のカウント値の平均を求め、この平均値を発泡セルの横方向の直径Rxと仮定する。例えば、図9の例では、H3において、縦基準線V0を中心とした10mmの範囲において、a,b,c,d,e,f,g,hで表示される発泡セルの骨格と縦ラインとの交点を8個のカウントできる。これをH−3、H−2,H−1、H0、H1、H2、H3のすべてについてカウントし、その平均を算出し、これを発泡セルの横方向の直径Rxと仮定する。
その後、発泡セルの縦横寸法をRx/Ry(平均値の逆数)により算出し、アスペクト比を測定することができる。
なお、前述の評価サンプルS(立方体)の寸法、縦横ラインの間隔、分割数、カウント範囲(長さ)などは、適宜、変更可能である。
実施例のアスペクト比をさらに詳細に分析すると、表面層L1のアスペクト比が1.44であり、裏面層L10のアスペクト比が1.34である。また、縦方向の中央に位置する層状部分L5とL6のアスペクト比が共に1.38である。
なお実施例において、無負荷状態のシート用パッド1を、縦方向Yに10層に等分するのに代えて5層に等分した上で、各層状部分の残存厚さ率を求めると、図8に示すような結果になった。
この場合であっても、シート用パッド全体が縦方向に15%圧縮されたときに、表面層(図8のグラフにおける1層目)の残存厚さ率が、複数の層状部分のうちで最低となっている。また、シート用パッド全体が縦方向に50%圧縮されたときに、裏面層(図8のグラフにおける5層目)の残存厚さ率が、複数の層状部分のうちで最高となっている。また、シート用パッド全体が縦方向に大きく圧縮するに従い、表面層の残存厚さ率が、変化の割合を減少させつつ低くなっており、図8に示すグラフにおいて、表面層(1層目)のグラフ線が、下に凸となる曲線状に形成されている。さらに実施例では、シート用パッド全体が縦方向に大きく圧縮するに従い、裏面隣接層(図8のグラフにおける4層目)の残存厚さ率が、変化の割合を増大させつつ低くなっており、図8に示すグラフにおいて、裏面隣接層のグラフ線が、上に凸となる曲線状に形成されている。
また、軟質ポリウレタンフォーム成形品は、人が着座する製品に限らず、荷物等を載置する製品であっても良い。
また、軟質ポリウレタンフォーム成形品は、載置面が、本実施の形態の着座面1Aのように鉛直方向に直交する水平方向に延びる構成に限らず、例えば鉛直方向に延びる構成等、様々な用途の製品を対象とすることが可能である。
なお、複数の層状部分のうちの1つの層(以下、「中央層」という。)にシート用パッド1の縦方向Yの中央が含まれる場合、中央層よりも裏面1B側に位置する少なくとも1層における残存厚さ率が、前述のように変化の割合を増大させつつ低くなる構成を採用することで、同様の作用効果を奏功させることができる。
1A 着座面(載置面)
1B 裏面(反載置面)
L1〜L10 層状部分
Y 縦方向
Claims (5)
- 載置面を有し、発泡原液が発泡し成形されることで得られる軟質ポリウレタンフォーム成形品であって、
前記載置面に直交する縦方向に層をなす複数の層状部分を有し、
前記複数の層状部分のうち、前記縦方向に沿って最も前記載置面側に位置する表面層では、前記軟質ポリウレタンフォーム成形品全体が前記縦方向に15%圧縮されたときに、前記縦方向の残存厚さ率が、前記複数の層状部分のうちで最低となり、
前記複数の層状部分のうち、前記縦方向に沿って最も反載置面側に位置する裏面層では、前記軟質ポリウレタンフォーム成形品全体が前記縦方向に50%圧縮されたときに、前記縦方向の残存厚さ率が、前記複数の層状部分のうちで最高となる軟質ポリウレタンフォーム成形品。
ただし、所定の負荷が付与された状態(以下、「負荷付与状態」という。)における各層状部分の残存厚さ率とは、当該層状部分の無負荷状態での厚さ(T 0 )に対する前記負荷付与状態での厚さ(T)の割合(T/T 0 )を意味する。 - 前記軟質ポリウレタンフォーム成形品全体が前記縦方向に大きく圧縮するに従い、前記表面層の残存厚さ率が、変化の割合を減少させつつ低くなる請求項1に記載の軟質ポリウレタンフォーム成形品。
- 前記軟質ポリウレタンフォーム成形品全体が前記縦方向に大きく圧縮するに従い、前記複数の層状部分のうち、前記軟質ポリウレタンフォーム成形品の前記縦方向の中央よりも反載置面側に位置する少なくとも1層における残存厚さ率が、変化の割合を増大させつつ低くなる請求項1または2に記載の軟質ポリウレタンフォーム成形品。
- 車両に取り付けられ着座部として用いられるシート用パッドであって、
請求項1または2に記載の前記軟質ポリウレタンフォーム成形品であるシート用パッド。 - 車両に取り付けられ着座部として用いられるシート用パッドであって、
請求項3に記載の前記軟質ポリウレタンフォーム成形品であるシート用パッド。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015221442 | 2015-11-11 | ||
| JP2015221442 | 2015-11-11 | ||
| PCT/JP2016/083360 WO2017082341A1 (ja) | 2015-11-11 | 2016-11-10 | 軟質ポリウレタンフォーム成形品、およびシート用パッド |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2017082341A1 JPWO2017082341A1 (ja) | 2018-08-30 |
| JP6744871B2 true JP6744871B2 (ja) | 2020-08-19 |
Family
ID=58696159
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017550383A Active JP6744871B2 (ja) | 2015-11-11 | 2016-11-10 | 軟質ポリウレタンフォーム成形品、およびシート用パッド |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10549666B2 (ja) |
| EP (1) | EP3375329A4 (ja) |
| JP (1) | JP6744871B2 (ja) |
| CN (1) | CN108348075B (ja) |
| WO (1) | WO2017082341A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015190392A1 (ja) | 2014-06-12 | 2015-12-17 | 株式会社ブリヂストン | 軟質ポリウレタンフォーム成形品、およびシート用パッド |
| JP7039275B2 (ja) * | 2017-12-14 | 2022-03-22 | 株式会社ブリヂストン | 車両用シート、及び、パッド振動特性の調整方法 |
| JPWO2020004123A1 (ja) * | 2018-06-26 | 2021-07-08 | 株式会社ブリヂストン | 低臭気ポリウレタンフォーム製造用ポリオール組成物 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4306818B2 (ja) | 1997-07-14 | 2009-08-05 | トヨタ自動車株式会社 | 軟質ポリウレタンフォーム |
| JP3066491B2 (ja) * | 1998-11-18 | 2000-07-17 | 工業技術院長 | クッション材の沈み量算出方法 |
| JP2003211612A (ja) * | 2002-01-23 | 2003-07-29 | Okamoto Ind Inc | ウレタン樹脂系表皮材 |
| US6863953B2 (en) | 2001-09-13 | 2005-03-08 | Okamoto Industries, Inc. | Surface material of urethane resin and a method for preparation thereof |
| FR2836470B1 (fr) | 2002-02-25 | 2004-07-09 | J S O | Matelassure en mousse de melanine et ses applications |
| JP3948989B2 (ja) * | 2002-03-28 | 2007-07-25 | 株式会社イノアックコーポレーション | クッション体 |
| WO2006057255A1 (ja) * | 2004-11-24 | 2006-06-01 | Asahi Glass Company, Limited | 軟質ポリウレタンフォーム、その製造方法、および自動車用シート |
| US7708342B2 (en) * | 2005-08-31 | 2010-05-04 | Leach Jamie S | Non-slip body-conforming booster cushion seat |
| FR2897023B1 (fr) * | 2006-02-06 | 2008-04-18 | Faurecia Sieges Automobile | Coussin d'element de siege de vehicule automobile et procede de fabrication d'un tel coussin |
| JP4843476B2 (ja) * | 2006-12-15 | 2011-12-21 | 日本発條株式会社 | パッド、シート、クッション及びそれらの製造方法 |
| CN102762133B (zh) * | 2010-02-19 | 2014-11-19 | 井上株式会社 | 缓冲垫及其制造方法 |
| CN104340099B (zh) * | 2013-07-31 | 2017-06-06 | 东洋橡胶工业株式会社 | 座椅缓冲垫 |
| WO2015190392A1 (ja) | 2014-06-12 | 2015-12-17 | 株式会社ブリヂストン | 軟質ポリウレタンフォーム成形品、およびシート用パッド |
-
2016
- 2016-11-10 US US15/770,057 patent/US10549666B2/en active Active
- 2016-11-10 JP JP2017550383A patent/JP6744871B2/ja active Active
- 2016-11-10 CN CN201680065598.XA patent/CN108348075B/zh active Active
- 2016-11-10 WO PCT/JP2016/083360 patent/WO2017082341A1/ja active Application Filing
- 2016-11-10 EP EP16864302.1A patent/EP3375329A4/en not_active Withdrawn
Also Published As
| Publication number | Publication date |
|---|---|
| CN108348075A (zh) | 2018-07-31 |
| WO2017082341A1 (ja) | 2017-05-18 |
| CN108348075B (zh) | 2021-03-23 |
| US10549666B2 (en) | 2020-02-04 |
| JPWO2017082341A1 (ja) | 2018-08-30 |
| EP3375329A1 (en) | 2018-09-19 |
| US20180312089A1 (en) | 2018-11-01 |
| EP3375329A4 (en) | 2018-09-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6580564B2 (ja) | 軟質ポリウレタンフォーム成形品、およびシート用パッド | |
| JP6484622B2 (ja) | 軟質ポリウレタンフォーム、及びシート用パッド | |
| JP6735773B2 (ja) | シート用パッド | |
| JP6744871B2 (ja) | 軟質ポリウレタンフォーム成形品、およびシート用パッド | |
| JP6703991B2 (ja) | 軟質ポリウレタンフォーム成形品、およびシート用パッド | |
| JP6552374B2 (ja) | シートパッド、及びシートパッドの製造方法 | |
| WO2018117017A1 (ja) | シート用パッド | |
| WO2017104600A1 (ja) | 軟質ポリウレタンフォーム、及びシート用パッド | |
| JP6484623B2 (ja) | 軟質ポリウレタンフォーム、及びシート用パッド | |
| JP2017071368A (ja) | シートパッド、及びシートパッドの製造方法 | |
| JP2013173813A (ja) | シート用パッド | |
| WO2017104649A1 (ja) | 軟質ポリウレタンフォーム、及びシート用パッド | |
| WO2017104608A1 (ja) | 軟質ポリウレタンフォーム、及びシート用パッド |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190624 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200421 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200615 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200721 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200731 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6744871 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |