JP6719210B2 - ハイブリッドサンドイッチ型のセラミックマトリクス複合材料 - Google Patents
ハイブリッドサンドイッチ型のセラミックマトリクス複合材料 Download PDFInfo
- Publication number
- JP6719210B2 JP6719210B2 JP2016001541A JP2016001541A JP6719210B2 JP 6719210 B2 JP6719210 B2 JP 6719210B2 JP 2016001541 A JP2016001541 A JP 2016001541A JP 2016001541 A JP2016001541 A JP 2016001541A JP 6719210 B2 JP6719210 B2 JP 6719210B2
- Authority
- JP
- Japan
- Prior art keywords
- face plate
- cmc
- ceramic matrix
- hybrid sandwich
- filaments
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B9/00—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00
- B32B9/005—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00 comprising one layer of ceramic material, e.g. porcelain, ceramic tile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B18/00—Layered products essentially comprising ceramics, e.g. refractory products
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/71—Ceramic products containing macroscopic reinforcing agents
- C04B35/74—Ceramic products containing macroscopic reinforcing agents containing shaped metallic materials
- C04B35/76—Fibres, filaments, whiskers, platelets, or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B1/00—Layered products having a non-planar shape
- B32B1/08—Tubular products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/266—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by an apertured layer, the apertures going through the whole thickness of the layer, e.g. expanded metal, perforated layer, slit layer regular cells B32B3/12
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B33/00—Layered products characterised by particular properties or particular surface features, e.g. particular surface coatings; Layered products designed for particular purposes not covered by another single class
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/02—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by a sequence of laminating steps, e.g. by adding new layers at consecutive laminating stations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B9/00—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00
- B32B9/04—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00 comprising such particular substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64C—AEROPLANES; HELICOPTERS
- B64C1/00—Fuselages; Constructional features common to fuselages, wings, stabilising surfaces or the like
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B37/00—Joining burned ceramic articles with other burned ceramic articles or other articles by heating
- C04B37/003—Joining burned ceramic articles with other burned ceramic articles or other articles by heating by means of an interlayer consisting of a combination of materials selected from glass, or ceramic material with metals, metal oxides or metal salts
- C04B37/005—Joining burned ceramic articles with other burned ceramic articles or other articles by heating by means of an interlayer consisting of a combination of materials selected from glass, or ceramic material with metals, metal oxides or metal salts consisting of glass or ceramic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/40—Symmetrical or sandwich layers, e.g. ABA, ABCBA, ABCCBA
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/51—Elastic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/18—Aircraft
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/52—Constituents or additives characterised by their shapes
- C04B2235/5208—Fibers
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/52—Constituents or additives characterised by their shapes
- C04B2235/5208—Fibers
- C04B2235/5216—Inorganic
- C04B2235/522—Oxidic
- C04B2235/5224—Alumina or aluminates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/52—Constituents or additives characterised by their shapes
- C04B2235/5208—Fibers
- C04B2235/5216—Inorganic
- C04B2235/522—Oxidic
- C04B2235/5228—Silica and alumina, including aluminosilicates, e.g. mullite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
- C04B2235/9607—Thermal properties, e.g. thermal expansion coefficient
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/34—Oxidic
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/34—Oxidic
- C04B2237/343—Alumina or aluminates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/36—Non-oxidic
- C04B2237/361—Boron nitride
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/36—Non-oxidic
- C04B2237/365—Silicon carbide
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/38—Fiber or whisker reinforced
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/38—Fiber or whisker reinforced
- C04B2237/385—Carbon or carbon composite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/50—Processing aspects relating to ceramic laminates or to the joining of ceramic articles with other articles by heating
- C04B2237/76—Forming laminates or joined articles comprising at least one member in the form other than a sheet or disc, e.g. two tubes or a tube and a sheet or disc
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/50—Processing aspects relating to ceramic laminates or to the joining of ceramic articles with other articles by heating
- C04B2237/84—Joining of a first substrate with a second substrate at least partially inside the first substrate, where the bonding area is at the inside of the first substrate, e.g. one tube inside another tube
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Structural Engineering (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Manufacturing & Machinery (AREA)
- Aviation & Aerospace Engineering (AREA)
- Laminated Bodies (AREA)
Description
加えて、本方法は更に、積層スタックを第1の温度で硬化させることと、ハイブリッドサンドイッチ型のCMCを提供するために、第2の温度において積層スタックを焼結することとを含みうる。
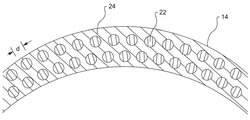
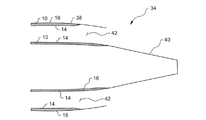
セラミックマトリクス24内のフィラメント22を含む第1の表面板14と、
セラミックマトリクス24内のフィラメント22を含む第2の表面板16と、
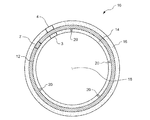
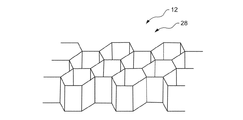
第1の表面板と第2の表面板との間で両方の表面板に接着されたコア12とを含み、ハイブリッドサンドイッチ型のCMCは温度勾配に曝されるように構成されており、この温度勾配では第1の表面板が第2の表面板よりも高い温度環境に曝され、第1の表面板と第2の表面板は、ほぼ一致する熱膨張率を有し、第1の表面板は第2の表面板よりも高い圧縮強度を有する。
セラミックマトリクス24内のフィラメント22を含む第1の表面板14と、
セラミックマトリクス24内のフィラメント22を含む第2の表面板16と、
第1の表面板と第2の表面板との間で両方の表面板に接着されたコア12とを含み、第1の表面板と第2の表面板は、ほぼ一致する熱膨張率を有しているが、 フィラメントの直径、フィラメントの化学的性質、直交異方性の度合い、及びフィラメントとセラミックマトリクスとの間の界面強度の内の少なくとも一つにおいて異なっている。
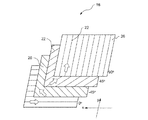
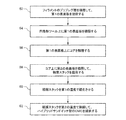
フィラメント22のプリプレグ層をセラミックマトリクス24に含む第1の表面板14をツール上に積層する54ことと、
第1の表面板上にコア12を積層する56ことと、
積層スタックを提供するために、フィラメント22のプリプレグ層をセラミックマトリクス24に含む第2の表面板16をコア上に積層する58ことであって、第1の表面板と第2の表面板は、フィラメントの直径、フィラメントの化学的性質、直交異方性の度合い、及びフィラメントとセラミックマトリクスとの間の界面強度の内の少なくとも一つにおいて異なる、積層する58ことと、
積層スタックを第1の温度で硬化させる60ことと、
ハイブリッドサンドイッチ型のCMCを提供するために、第2の温度において積層スタックを焼結する62ことと
を含む。
Claims (8)
- ハイブリッドサンドイッチ型のセラミックマトリクス複合材料(CMC)(10)であって、
セラミックマトリクス(24)内のフィラメント(22)を含む第1の表面板(14)と、
セラミックマトリクス(24)内のフィラメント(22)を含む第2の表面板(16)と、
前記第1の表面板(14)と前記第2の表面板(16)との間で両方の表面板に接着されたコア(12)と
を含み、
前記ハイブリッドサンドイッチ型のCMC(10)は温度勾配に曝されるように構成されており、前記温度勾配では前記第1の表面板(14)が前記第2の表面板(16)よりも高い温度環境に曝され、前記第1の表面板(14)と前記第2の表面板(16)は、互いの0.9×10 −6 ミクロン/メートル/°C(0.5×10 −6 ミクロン/メートル/°F)内にある、ほぼ一致した熱膨張率を有し、前記第1の表面板(14)は前記第2の表面板(16)よりも高い圧縮強度を有し、前記第2の表面板(16)は、前記第1の表面板(14)よりも高い引張強度を有し、前記第1の表面板(14)の前記フィラメント(22)の直径は、前記第2の表面板(16)の前記フィラメント(22)の直径よりも少なくとも2倍大きい、ハイブリッドサンドイッチ型のセラミックマトリクス複合材料(CMC)(10)。 - 前記第1の表面板(14)が、前記第1の表面板(14)の引張強度よりも1.5倍高い圧縮強度を有し、前記第2の表面板(16)が、前記第2の表面板(16)の圧縮強度よりも1.5倍高い引張強度を有する、請求項1に記載のハイブリッドサンドイッチ型のCMC(10)。
- 前記第1の表面板(14)の前記フィラメント(22)と前記第2の表面板(16)の前記フィラメント(22)は同じ化学成分を有し、前記第1の表面板(14)の前記セラミックマトリクス(24)と前記第2の表面板(16)の前記セラミックマトリクスは同じ化学成分を有し、前記第1の表面板(14)の前記フィラメント(22)の体積率は、前記第2の表面板(16)の前記フィラメント(22)の体積率と等しい、請求項1または2に記載のハイブリッドサンドイッチ型のCMC(10)。
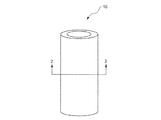
- 前記ハイブリッドサンドイッチ型のCMC(10)は円筒形である、請求項1から3のいずれか一項に記載のハイブリッドサンドイッチ型のCMC(10)。
- 前記第1の表面板(14)は、前記第2の表面板(16)よりも直交異方性が高い、請求項1から4のいずれか一項に記載のハイブリッドサンドイッチ型のCMC(10)。
- 前記第1の表面板(14)の前記フィラメント(22)と前記セラミックマトリクス(24)との間の界面強度は、前記第2の表面板(16)の前記フィラメント(22)と前記セラミックマトリクス(24)との間の界面強度よりも強い、請求項1から5のいずれか一項に記載のハイブリッドサンドイッチ型のCMC(10)。
- 前記ハイブリッドサンドイッチ型のCMC(10)は、航空機排気システム(34)の部品の一部であり、前記第1の表面板(14)は前記航空機排気システム(34)の排気ガスの流路(42)に面する、請求項1から6のいずれか一項に記載のハイブリッドサンドイッチ型のCMC(10)。
- 請求項1に記載のハイブリッドサンドイッチ型のセラミックマトリクス複合材料(CMC)(10)を製造する方法であって、
セラミックマトリクス(24)内のフィラメント(22)のプリプレグ層を含む第1の表面板(14)をツール上に積層する(54)ことと、
前記第1の表面板(14)上にコア(12)を積層する(56)ことと、
積層スタックを提供するために、セラミックマトリクス(24)内のフィラメント(22)のプリプレグ層を含む第2の表面板(16)を前記コア(12)上に積層する(58)ことと、
前記積層スタックを第1の温度で硬化させる(60)ことと、
前記ハイブリッドサンドイッチ型のCMC(10)を提供するために、第2の温度において前記積層スタックを焼結する(62)ことと
を含む方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14/593,682 US9850173B2 (en) | 2015-01-09 | 2015-01-09 | Hybrid sandwich ceramic matrix composite |
| US14/593,682 | 2015-01-09 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2016196181A JP2016196181A (ja) | 2016-11-24 |
| JP2016196181A5 JP2016196181A5 (ja) | 2019-02-21 |
| JP6719210B2 true JP6719210B2 (ja) | 2020-07-08 |
Family
ID=54770832
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016001541A Expired - Fee Related JP6719210B2 (ja) | 2015-01-09 | 2016-01-07 | ハイブリッドサンドイッチ型のセラミックマトリクス複合材料 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US9850173B2 (ja) |
| EP (1) | EP3042763B1 (ja) |
| JP (1) | JP6719210B2 (ja) |
| KR (1) | KR102380711B1 (ja) |
| CN (1) | CN105774094B (ja) |
| ES (1) | ES2665244T3 (ja) |
| RU (1) | RU2698695C2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9896954B2 (en) * | 2014-10-14 | 2018-02-20 | Rolls-Royce Corporation | Dual-walled ceramic matrix composite (CMC) component with integral cooling and method of making a CMC component with integral cooling |
| CN110092645B (zh) * | 2019-05-24 | 2021-07-13 | 广东工业大学 | 一种复合陶瓷基板及其制备方法 |
| US12320272B2 (en) * | 2023-05-09 | 2025-06-03 | General Electric Company | Turbine engine having a composite assembly |
| US20250236096A1 (en) * | 2024-01-22 | 2025-07-24 | Spirit Aerosystems, Inc. | Ceramic matrix composite sandwich structure and method of manufacture |
| US20250346536A1 (en) * | 2024-05-13 | 2025-11-13 | General Electric Company | System and method for forming a ceramic sandwich-structured composite component |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5376598A (en) | 1987-10-08 | 1994-12-27 | The Boeing Company | Fiber reinforced ceramic matrix laminate |
| US5223064A (en) * | 1989-10-26 | 1993-06-29 | Corning Incorporated | Method of making laminated hybrid ceramic matrix composites |
| US5153152A (en) * | 1991-10-04 | 1992-10-06 | Corning Incorporated | Multicomponent ceramic matrix composites |
| US6025048A (en) * | 1995-06-29 | 2000-02-15 | The Regents Of The University Of California | Hybrid ceramic matrix composite laminates |
| JP3787989B2 (ja) * | 1997-10-28 | 2006-06-21 | 三菱電機株式会社 | ハニカムサンドイッチパネル |
| US6251815B1 (en) * | 2000-01-18 | 2001-06-26 | The United States Of America As Represented By The Secretary Of The Air Force | Thermal gradient resistant ceramic composite |
| FR2882356B1 (fr) * | 2005-02-23 | 2008-08-15 | Snecma Propulsion Solide Sa | Procede de fabrication de piece en materiau composite a matrice ceramique et piece ainsi obtenue |
| US7708851B2 (en) * | 2005-10-25 | 2010-05-04 | General Electric Company | Process of producing a ceramic matrix composite article and article formed thereby |
| US8869673B2 (en) * | 2006-01-31 | 2014-10-28 | Sikorsky Aircraft Corporation | Structural panel with ballistic protection |
| US20090004425A1 (en) | 2007-06-28 | 2009-01-01 | The Boeing Company | Ceramic Matrix Composite Structure having Fluted Core and Method for Making the Same |
| US8512853B2 (en) * | 2007-07-31 | 2013-08-20 | The Boeing Company | Composite structure having reinforced core |
| US8715439B2 (en) * | 2008-03-07 | 2014-05-06 | The Boeing Company | Method for making hybrid metal-ceramic matrix composite structures and structures made thereby |
| US8202588B2 (en) | 2008-04-08 | 2012-06-19 | Siemens Energy, Inc. | Hybrid ceramic structure with internal cooling arrangements |
| US20100233424A1 (en) | 2009-03-10 | 2010-09-16 | The Boeing Company | Composite structures employing quasi-isotropic laminates |
| JP2011236526A (ja) * | 2010-05-11 | 2011-11-24 | Ibiden Co Ltd | マット、マットの製造方法、及び、排ガス浄化装置 |
| WO2012118516A1 (en) | 2010-05-17 | 2012-09-07 | General Electronic Company | Ceramic matrix composite structures, components formed therewith, and methods of producing |
| US9726025B2 (en) * | 2013-03-15 | 2017-08-08 | Rolls-Royce Corporation | Ceramic matrix composite |
-
2015
- 2015-01-09 US US14/593,682 patent/US9850173B2/en not_active Expired - Fee Related
- 2015-09-22 RU RU2015140275A patent/RU2698695C2/ru active
- 2015-11-26 ES ES15196462.4T patent/ES2665244T3/es active Active
- 2015-11-26 EP EP15196462.4A patent/EP3042763B1/en active Active
- 2015-12-30 CN CN201511016856.9A patent/CN105774094B/zh active Active
-
2016
- 2016-01-07 KR KR1020160002157A patent/KR102380711B1/ko not_active Expired - Fee Related
- 2016-01-07 JP JP2016001541A patent/JP6719210B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| EP3042763B1 (en) | 2018-01-10 |
| KR102380711B1 (ko) | 2022-03-29 |
| RU2698695C2 (ru) | 2019-08-28 |
| CN105774094A (zh) | 2016-07-20 |
| RU2015140275A3 (ja) | 2019-03-06 |
| ES2665244T3 (es) | 2018-04-25 |
| US20160264476A1 (en) | 2016-09-15 |
| JP2016196181A (ja) | 2016-11-24 |
| CN105774094B (zh) | 2019-12-13 |
| EP3042763A1 (en) | 2016-07-13 |
| KR20160086428A (ko) | 2016-07-19 |
| RU2015140275A (ru) | 2017-03-30 |
| US9850173B2 (en) | 2017-12-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6719210B2 (ja) | ハイブリッドサンドイッチ型のセラミックマトリクス複合材料 | |
| CN104955643B (zh) | 制造弯曲陶瓷声衰减板的方法 | |
| JP2950902B2 (ja) | 圧密化された部材ならびにその製造方法およびプリフォーム | |
| JP6755670B2 (ja) | セラミックマトリックス複合材物品及びその形成方法 | |
| KR100447840B1 (ko) | 탄소 복합재 제조 방법 | |
| JP5117862B2 (ja) | セラミックマトリックス複合部材の製造方法 | |
| JP2007204362A (ja) | セラミックマトリックス積層体 | |
| US20020197465A1 (en) | Damage tolerant CMC using sol-gel martix slurry | |
| JP2013543072A (ja) | セラミックマトリクス複合材構造体、それを用いて形成される構成要素、および製造方法 | |
| JPH0467947A (ja) | 積層型複合部材 | |
| GB2197618A (en) | Panels | |
| US6935594B1 (en) | Composite components with integral protective casings | |
| JPH10291869A (ja) | カーボン断熱材及びその製造方法 | |
| JP7085388B2 (ja) | SiC繊維強化SiC複合材料の製造方法 | |
| JP3371993B2 (ja) | 繊維強化型セラミックス複合材料の製造方法 | |
| EP4714923A1 (en) | Method for bonding cmc facesheets to ceramic cores | |
| US20260085014A1 (en) | Method for bonding cmc facesheets to ceramic cores | |
| US20260085016A1 (en) | Method for bonding cmc facesheets to ceramic cores | |
| EP4714924A1 (en) | Method for bonding cmc facesheets to ceramic cores | |
| US20240253324A1 (en) | Composite panels and methods for making the same | |
| Gianella et al. | Alberto Ortona, Claudio D'Angelo, Simone Pusterla, ICIMSI, SUPSI, Galleria 2, 6928, Manno, Switzerland |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AA79 | Non-delivery of priority document |
Free format text: JAPANESE INTERMEDIATE CODE: A24379 Effective date: 20160517 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190107 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190107 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191218 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200107 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200407 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200526 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200616 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6719210 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |