JP6683246B2 - Refrigerator and manufacturing method thereof - Google Patents
Refrigerator and manufacturing method thereof Download PDFInfo
- Publication number
- JP6683246B2 JP6683246B2 JP2018507887A JP2018507887A JP6683246B2 JP 6683246 B2 JP6683246 B2 JP 6683246B2 JP 2018507887 A JP2018507887 A JP 2018507887A JP 2018507887 A JP2018507887 A JP 2018507887A JP 6683246 B2 JP6683246 B2 JP 6683246B2
- Authority
- JP
- Japan
- Prior art keywords
- heat insulating
- insulating material
- vacuum heat
- refrigerator
- inner box
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F25—REFRIGERATION OR COOLING; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS; MANUFACTURE OR STORAGE OF ICE; LIQUEFACTION SOLIDIFICATION OF GASES
- F25D—REFRIGERATORS; COLD ROOMS; ICE-BOXES; COOLING OR FREEZING APPARATUS NOT OTHERWISE PROVIDED FOR
- F25D23/00—General constructional features
- F25D23/06—Walls
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F25—REFRIGERATION OR COOLING; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS; MANUFACTURE OR STORAGE OF ICE; LIQUEFACTION SOLIDIFICATION OF GASES
- F25D—REFRIGERATORS; COLD ROOMS; ICE-BOXES; COOLING OR FREEZING APPARATUS NOT OTHERWISE PROVIDED FOR
- F25D23/00—General constructional features
- F25D23/08—Parts formed wholly or mainly of plastics materials
Description
本発明は、真空断熱材を備えた冷蔵庫およびその製造方法に関するものである。 The present invention relates to a refrigerator provided with a vacuum heat insulating material and a method for manufacturing the same.
近年、地球温暖化防止といった地球環境保護の観点から、冷蔵庫においても省エネルギー化が求められている。一方で、市場では同じ設置スペースに対して大容量である容積効率の高い冷蔵庫のニーズが高まっている。そのため、冷蔵庫に用いられる断熱材として、断熱性能を強化することができ、更に断熱層を薄くできる真空断熱材が用いられるようになっている。 In recent years, from the viewpoint of global environment protection such as prevention of global warming, energy saving has been required also in refrigerators. On the other hand, in the market, there is an increasing need for a refrigerator with a large volume and a high volume efficiency in the same installation space. Therefore, as a heat insulating material used in a refrigerator, a vacuum heat insulating material that can enhance the heat insulating performance and can make the heat insulating layer thinner has been used.
ところで、一般的に、冷蔵庫に使用される真空断熱材は、ゴム系ホットメルトを接着面の全面に塗布することにより、内箱もしくは外箱に接着して固定されている。真空断熱材にゴム系ホットメルトを全面塗布する方法としては、例えば特許文献1に開示された断熱筐体のように、板状の真空断熱材をロールに通してホットメルトを転写する方法が知られている。なお、曲げ加工を施した立体形状を有する真空断熱材は、ロールを通すことができない。そこで、例えば特許文献2に開示された冷蔵庫のように、両面接着剤付きのシート材を貼り付けて接着を行っている。
By the way, generally, a vacuum heat insulating material used in a refrigerator is adhered and fixed to an inner box or an outer box by applying a rubber hot melt to the entire bonding surface. As a method of applying the rubber-based hot melt to the entire surface of the vacuum heat insulating material, there is known a method of transferring the hot melt by passing a plate-shaped vacuum heat insulating material through a roll like the heat insulating casing disclosed in
特許文献1のようなスチレンゴム系ホットメルトによる接着では、断熱筐体への硬質ウレタン発泡断熱材の充填および発泡工程まで、断熱筐体の加熱によりスチレンゴム系ホットメルトの粘度が低下する等の要因により、内箱の底面に配設された真空断熱材が内箱から剥がれて落下してしまう場合がある。
In styrene rubber-based hot melt bonding as in
本発明は、上述のような課題を解決するためになされたものであり、断熱筐体の硬質ウレタン発泡断熱材の充填および発泡工程まで、内箱の底面に配設された真空断熱材が内箱から剥がれて落下すること防止できる冷蔵庫を提供することを目的とする。 The present invention has been made in order to solve the above-mentioned problems, and the vacuum heat insulating material disposed on the bottom surface of the inner box is filled up to the step of filling and foaming the hard urethane foam heat insulating material of the heat insulating casing. An object of the present invention is to provide a refrigerator that can be prevented from falling off from a box.
本発明に係る冷蔵庫は、外箱と、前記外箱に収納され、前記外箱との間に内部空間を形成する内箱と、前記内部空間内であって、前記内箱の底壁に接着されるL字状の真空断熱材と、前記内部空間内に設けられた発泡断熱材と、前記真空断熱材における前記内箱との面接触部に生じる応力集中領域に、L字状の前記真空断熱材の屈曲部分が延びる方向のみに沿って線状に設けられ、前記真空断熱材が重力により剥がれて落下することを防止する接着剤と、を備えたものである。 A refrigerator according to the present invention includes an outer box, an inner box that is housed in the outer box and forms an inner space between the outer box and the inner box, and is bonded to a bottom wall of the inner box. The L-shaped vacuum heat insulating material, the foam heat insulating material provided in the internal space, and the L-shaped vacuum in the stress concentration region generated in the surface contact portion of the vacuum heat insulating material with the inner box. An adhesive that is provided linearly only along the direction in which the bent portion of the heat insulating material extends and that prevents the vacuum heat insulating material from peeling off and falling due to gravity.
本発明に係る冷蔵庫およびその製造方法は、L字状の真空断熱材の応力集中領域に接着剤が線状、ドット状、又は波線状に設けられているので、真空断熱材を内箱に強固に接着することができ、断熱筐体の硬質ウレタン発泡断熱材の充填および発泡工程まで、真空断熱材が内箱から剥がれて落下することがない。 In the refrigerator and the manufacturing method thereof according to the present invention, since the adhesive is provided in the stress concentration region of the L-shaped vacuum heat insulating material in a linear shape, a dot shape, or a wavy shape, the vacuum heat insulating material is firmly attached to the inner box. The vacuum heat insulating material is prevented from peeling off from the inner box and dropping until the process of filling and foaming the hard urethane foam heat insulating material of the heat insulating casing.
実施の形態1.
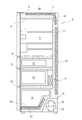
本発明の実施の形態1に係る冷蔵庫を図面に基づいて説明する。先ず、冷蔵庫4の構成の一例を図1および図2に基づいて説明する。図1は、本発明の実施の形態1に係る冷蔵庫の側面方向から見た断面図である。図2は、本発明の実施の形態1に係る冷蔵庫の組立工程を示した説明図である。
A refrigerator according to
冷蔵庫4は、第一隔壁8と、第二隔壁9と、第三隔壁10とにより、冷蔵室11と、製氷室及び切替室12と、冷凍室13と、野菜室14とに区分けされている。冷蔵庫4において、最上部には冷蔵室11が形成され、上から順に製氷室及び切替室12と、冷凍室13と、最下部を野菜室14とする貯蔵室が形成されている。具体的には、冷蔵室11は、第一隔壁8の上部に区分けされ、冷蔵温度(+5℃程度)に維持されている。製氷室及び切替室12は、第一隔壁8の下部と第二隔壁9の上部とで形成される空間に区分けされ、製氷室では凍結温度(−20℃程度)、切替室では過冷却温度(−7〜0℃)に維持されている。冷凍室13は、第二隔壁9の下部と第三隔壁10とで形成される空間に区分けされ、凍結温度(−20℃程度)に維持されている。野菜室14は、第三隔壁10の下部に区分けされ、冷蔵温度(+5℃程度)に維持されている。ただし、第一隔壁8、第二隔壁9及び第三隔壁10は、部屋間に温度差がなければ、配設しなくてもよい。また、冷蔵室11、製氷室及び切替室12、冷凍室13及び野菜室14の順序や構成も図示した実施の形態に限定するものではなく、種々のバリエーションで実施するものとする。
The
冷蔵庫4は、図1に示すように、鉄板などの金属をU字形に曲げて冷蔵庫4の天井及び両側面を形成する外箱5と、ABSなどの合成樹脂からなり、外箱5の内部に挿入され、外箱との間に内部空間を形成する内箱6とで本体が構成されている。冷蔵庫4の天面、背面及び底面における外箱5と内箱6との内部空間には、真空断熱材20、21、23がそれぞれ配設されており、周囲の隙間には硬質ウレタン発泡断熱材7が充填されている。
As shown in FIG. 1, the
内箱6は、図1に示すように、底壁6Aの後部が階段状に立ち上がる立体形状を成し、底壁6Aの背面に機械室15が形成されている。機械室15の内部には、圧縮機16と凝縮器18が配設されている。また、冷凍室13の後部には、冷蔵室11、製氷室及び切替室12、冷凍室13、野菜室14の各室を所定の温度帯に冷却する冷却器17が配設されている。冷却器17と、圧縮機16と、凝縮器18とがパイプで結合されて、冷凍サイクルが構築されている。
As shown in FIG. 1, the
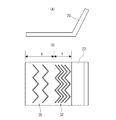
図3は、本発明の実施の形態1に係る冷蔵庫の真空断熱材の製造工程の概要を示した説明図である。真空断熱材1は、図3に示すように、ガスバリア性フィルムからなる外被材2の内部に無機繊維集合体の芯材3が挿入され、その後、外被材2の内部を真空化させた構成である。冷蔵庫4の内箱6の底面及び天面に配設された真空断熱材20、23は、図3に示す板状の真空断熱材1をL字状に曲げた形状である。
FIG. 3 is an explanatory diagram showing an outline of the manufacturing process of the vacuum heat insulating material of the refrigerator according to the first embodiment of the present invention. As shown in FIG. 3, in the vacuum
ここで、冷蔵庫4の内箱6の底面及び天面に配設された真空断熱材20、23は、L字状に形成されている。冷蔵庫4は、図1に示すように、天井背面に運転制御のための電子制御基板19が配設されている。電子制御基板19は、自己発熱部品である。そのため、内箱6と電子制御基板19との間に、断熱効果がウレタンよりも高い真空断熱材20を配置することが好ましい。また、冷蔵庫4は、天井に放熱パイプ(図示することは省略)が配設しているため、放熱パイプと内箱6との間にも真空断熱材20を配設することが好ましい。そこで、冷蔵庫4の天面に配置された真空断熱材20は、板状の真空断熱材1をL字状に曲げた形状とされ、スチレンゴム系ホットメルトを塗布して外箱5に接着され、冷蔵庫4の天井と電子制御基板19とを同時に被覆している。つまり、真空断熱材20は、L字状とすることにより、製造コストを削減することができる。なお、L字状の真空断熱材20は、屈曲部分を折り曲げた形状に限定されず、例えば湾曲させた形状として実施することもできる。
Here, the vacuum
また、冷蔵庫4は、機械室15に配設された圧縮機16と凝縮器18とが運転時に自己発熱する。そのため、冷蔵庫4の床から熱の侵入を防ぐ必要があり、電子制御基板19の場合と同様の理由により、内箱6と機械室15との間に、真空断熱材23を配設することが好ましい。そこで、冷蔵庫4の床面に配置された真空断熱材23は、冷蔵庫4の床面と機械室15を被覆するように、板状の真空断熱材1をL字に曲げた形状とされ、スチレンゴム系ホットメルトを塗布して内箱6に接着されている。なお、L字状の真空断熱材20の屈曲部分は、例えば湾曲させた形状として実施することもできる。
Further, in the
なお、冷蔵庫4の背面に配設された真空断熱材21は、背面金属部品22にスチレンゴム系ホットメルトを塗布して接着されている。
The vacuum
真空断熱材23は、図2に示すように、内箱6の床面に設置した場合、冷蔵庫4の床面に床面金属部品24で蓋をした後、筐体を起立させ、冷蔵庫4のフランジにネジ打ち等を行う。このとき、冷蔵庫4の床面に設置された真空断熱材23は、落下方向である垂直方向に自重が作用する。
As shown in FIG. 2, when the vacuum
図4(A)はL字状の真空断熱材の正面図、図4(B)はL字状の真空断熱材の平面図、図4(C)はL字状の真空断熱材を内箱に面接着させた場合における接着剤に負荷される応力分布図である。図4(C)において、横軸は接着面の位置、縦軸は負荷応力を示している。内箱6と真空断熱材20とを面接触させた場合の接着剤の負荷応力は、図4(C)に示すように、L字の曲げ起点位置が最も高く(σmax)、それ以降は徐々に減少していく。応力集中領域Yとは、図4(B)に示すように、全領域内における最大応力(σmax)を、実験や計算等により得られた所定値aを乗じた応力(a・σmax)以上の応力領域を指す。ここで、所定値a、応力集中領域Yは、真空断熱材23の長さL、内箱6に当接する部分の長さA、折り曲げられた曲げ部分の長さBによって決まる。例えば、真空断熱材23と内箱6との接着面Zにおいて、内箱6と真空断熱材23とを面接着した場合の応力分布は、図4(A)に示すA寸法とB寸法によって決まる。具体的には、A寸法を400mm、B寸法を150mmとすると、所定値aは、0.28〜0.32程度になるので、応力集中領域Yは、112mm〜128mm程度となる。したがって、応力集中領域Yは、曲げ起点位置より112mm〜128mmとなる。仮に、応力集中領域Yの寸法を120mmとすれば、真空断熱材23の端面から280mm〜400mmの領域にスチレンゴム系ホットメルト30を設けることが有効である。したがって、応力集中領域Yは、所定値aが0.32の場合は128mmとなるので、128mm以上であれば良く、B寸法である150mm以上と考えて接着剤を塗布すればよい。4A is a front view of the L-shaped vacuum heat insulating material, FIG. 4B is a plan view of the L-shaped vacuum heat insulating material, and FIG. 4C is an inner box of the L-shaped vacuum heat insulating material. FIG. 6 is a stress distribution diagram applied to the adhesive when surface-bonded to the adhesive. In FIG. 4C, the horizontal axis represents the position of the adhesive surface and the vertical axis represents the load stress. As shown in FIG. 4C, the load stress of the adhesive when the
また、ABS等の合成樹脂でなる内箱6は、耐熱温度が70度程度であるのに対し、スチレンゴム系ホットメルトは、塗布時に180度程度の高温に加熱して粘度を上昇させた状態にある。そのため、スチレンゴム系ホットメルトは、内箱6に直接塗布することができない。そこで、内箱6と真空断熱材23とを接着する場合、スチレンゴム系ホットメルトを真空断熱材23の表面に塗布し、ABS等の合成樹脂の耐熱温度帯である60度以下に冷却してから行う必要がある。冷却後のスチレンゴム系ホットメルトは、粘度が低下して、接着強度が低くなる。その上、例えばL字状に形成された真空断熱材23の場合は、接着剤への負荷が均一ではないため、真空断熱材が配置位置から剥がれて、内箱6から落下する問題がある。
The heat resistance temperature of the
更に、スチレンゴム系ホットメルトは、両面接着テープに比べて、安価な材料であるため、真空断熱材20、21、23の接着に好適である。例えば、曲げ加工を施した真空断熱材をスチレンゴム系ホットメルトで接着する場合、線状に形成したスチレンゴム系ホットメルトを等間隔に塗工する方法が知られている。一方、板状の真空断熱材1をL字状に曲げてスチレンゴム系ホットメルト30で接着する場合では、製造において粘着面をもった状態での曲げ加工は困難であるため、予め曲げ加工を行った上で、スチレンゴム系ホットメルトの塗布が行われている。しかし、製造コストの観点から、L字の曲げ土台面と曲げ立ち上がり面のどちらか一方に塗布することが好ましい。
Further, the styrene rubber-based hot melt is an inexpensive material as compared with the double-sided adhesive tape, and thus is suitable for bonding the vacuum
図5(A)は線状のスチレンゴム系ホットメルトを設けた真空断熱材の正面図、図5(B)は(A)の平面図である。そこで、実施の形態1の冷蔵庫4では、図5(A)、(B)に示すように、真空断熱材23の応力集中領域Yに線状のスチレンゴム系ホットメルト30からなる接着剤を、所定の間隔を開けて複数列(図示例の場合は6列)設けて、真空断熱材23と内箱6との間の接着力を強化している。
FIG. 5 (A) is a front view of a vacuum heat insulating material provided with a linear styrene rubber hot melt, and FIG. 5 (B) is a plan view of (A). Therefore, in the
スチレンゴム系ホットメルト30は、L字状の真空断熱材23の直上にホットメルト塗布ノズルを直線状に移動させる、もしくは真空断熱材23を直線的に移動させ、ノズル吐出されるスチレンゴム系ホットメルト30のカーテンを通すことにより線状に形成される。線状のスチレンゴム系ホットメルト30を塗布した真空断熱材23は、冷蔵庫4の組立コンベア上を移動する内箱6の床面に接着される。そして、冷蔵庫4の床面に床面金属部品24で蓋がされ、圧縮機16を配設する為の圧縮機スタンド25が取り付けられる。その後、筐体は、一度起立させ、冷蔵庫4のフランジにネジ打ち等が行われ、再度横置きにされる。最後に、背面金属部品22で蓋がされ、ウレタン注入口26から硬質ウレタン発泡断熱材7の充填・発泡が行われ、断熱筐体が形成される。このようにして、内箱6は、周囲を外箱5と背面金属部品22と床面金属部品24とで覆われる。
The styrene rubber
したがって、実施の形態1の冷蔵庫4は、内箱6の底面に配設されたL字状の真空断熱材23が内箱6に強固に接着されているので、断熱筐体の硬質ウレタン発泡断熱材7の充填および発泡工程まで、真空断熱材23が内箱6から剥がれて落下することがない。また、実施の形態1の冷蔵庫4は、スチレンゴム系ホットメルト30を必要とする箇所である応力集中領域Yにのみ設けた構成なので、使用材料を低減でき、経済的効果を奏する。
Therefore, in the
実施の形態2.
次に、実施の形態2の冷蔵庫を図6に基づいて説明する。図6(A)は本発明の実施の形態2に係る冷蔵庫の真空断熱材の正面図、図6(B)は図6(A)の平面図である。なお、実施の形態1の冷蔵庫と同一の構成について、その説明を適宜省略する。
Next, the refrigerator according to the second embodiment will be described with reference to FIG. FIG. 6 (A) is a front view of the vacuum heat insulating material of the refrigerator according to
実施の形態2の冷蔵庫4は、L字状の真空断熱材23の応力集中領域Yに、接着剤であるスチレンゴム系ホットメルト31がドット状に設けられた構成である。ドット状のスチレンゴム系ホットメルト31は、真空断熱材23にホットメルト塗布ノズルのバルブを開閉することにより塗布される。なお、その他の構成は、実施の形態1の冷蔵庫と同じである。
The
実施の形態2の冷蔵庫4は、真空断熱材23の応力集中領域Yに、スチレンゴム系ホットメルト31をドット状に設けて、真空断熱材23と内箱6との間の接着力が強化されているので、実施の形態1で説明した線状のスチレンゴム系ホットメルト30に比べて、負荷応力に対して二次元的に密度を変化せることができ、より効果的に接着強度を高めることができる。つまり、L字状の真空断熱材23は、内箱6に強固に接着されているので、断熱筐体の硬質ウレタン発泡断熱材7の充填および発泡工程まで、内箱6から剥がれて落下することがない。また、実施の形態2の冷蔵庫4は、スチレンゴム系ホットメルト31を必要とする箇所である応力集中領域Yにのみ設けた構成なので、使用材料を低減でき、経済的効果を奏する。
In the
実施の形態3.
次に、実施の形態3の冷蔵庫を図7に基づいて説明する。図7(A)は本発明の実施の形態3に係る冷蔵庫の真空断熱材の正面図、図7(B)は図7(A)の平面図である。なお、実施の形態1の冷蔵庫と同一の構成について、その説明を適宜省略する。
Next, the refrigerator according to the third embodiment will be described with reference to FIG. FIG. 7 (A) is a front view of a vacuum heat insulating material of a refrigerator according to
実施の形態3の冷蔵庫4は、L字状の真空断熱材23の応力集中領域Yに、接着剤であるスチレンゴム系ホットメルト32が波線状に設けられた構成である。図7(B)に示す実施の形態3では、一例として波線状のスチレンゴム系ホットメルト32が、所定の間隔を開けて4列設けられている。なお、その他の構成は実施の形態1の冷蔵庫と同じである。
The
波線状のスチレンゴム系ホットメルト32は、真空断熱材23の直上においてホットメルト塗布ノズルを波線状に移動させることにより塗布される。或いは、真空断熱材23を波線状に移動させ、ホットメルト塗布ノズルから吐出されるホットメルトのカーテンを通すことにより波線状に塗布される。
The wavy linear styrene rubber
実施の形態3の冷蔵庫4は、真空断熱材23の応力集中領域Yに、スチレンゴム系ホットメルト32を波線状に設けて、真空断熱材23と内箱6との間の接着力が強化されているので、負荷の方向にかかわらず接着強度を高めることができる。つまり、L字状の真空断熱材23は、内箱6に強固に接着されているので、断熱筐体の硬質ウレタン発泡断熱材7の充填および発泡工程まで、内箱6から剥がれて落下することがない。また、実施の形態3の冷蔵庫4は、スチレンゴム系ホットメルト32を必要とする箇所である応力集中領域Yにのみ設けた構成なので、使用材料を低減でき、経済的効果を奏する。
In the
実施の形態4.
次に、実施の形態4の冷蔵庫を図8に基づいて説明する。図8(A)は本発明の実施の形態4に係る冷蔵庫の真空断熱材の正面図、図8(B)は図8(A)の平面図である。なお、実施の形態1の冷蔵庫と同一の構成について、その説明を適宜省略する。Fourth Embodiment
Next, the refrigerator according to the fourth embodiment will be described with reference to FIG. FIG. 8 (A) is a front view of the vacuum heat insulating material of the refrigerator according to
実施の形態4の冷蔵庫4は、L字状の真空断熱材23の応力集中領域Yに、実施の形態1で説明した線状のスチレンゴム系ホットメルト30が所定の間隔を開けて複数列(図示例の場合は6列)設けられ、更に非応力集中領域Xに応力集中領域Yに設けたスチレンゴム系ホットメルト30よりも塗布密度が低い第二の線状のスチレンゴム系ホットメルト33が所定の間隔を開けて複数列(図示例の場合は3列)設けられている。つまり、実施の形態4の冷蔵庫4は、真空断熱材23の接着面Zにおけるスチレンゴム系ホットメルト30、33の塗布密度を高くした構成である。なお、その他の構成は実施の形態1の冷蔵庫と同じである。
In the
実施の形態4の冷蔵庫4は、真空断熱材23の応力集中領域Yに線状のスチレンゴム系ホットメルト30を設けると共に、非応力集中領域Xにも第二の線状のスチレンゴム系ホットメルト33を設けて接着力を強化している。つまり、L字状の真空断熱材23は、内箱6に強固に接着され、断熱筐体の硬質ウレタン発泡断熱材7の充填および発泡工程まで、内箱6から剥がれて落下することがない。また、実施の形態4の冷蔵庫4は、スチレンゴム系ホットメルト30を必要とする箇所である応力集中領域Yに集中的に設けた構成なので、使用材料を低減でき、経済的効果を奏する。
In the
実施の形態5.
次に、実施の形態5の冷蔵庫を、図9に基づいて説明する。図9(A)は本発明の実施の形態5に係る冷蔵庫の真空断熱材の正面図、図9(B)は図9(A)の平面図である。なお、実施の形態1の冷蔵庫と同一の構成について、その説明を適宜省略する。
Next, the refrigerator according to the fifth embodiment will be described with reference to FIG. 9 (A) is a front view of a vacuum heat insulating material of a refrigerator according to
実施の形態5の冷蔵庫4は、L字状の真空断熱材23の応力集中領域Yに、実施の形態2で説明したドット状のスチレンゴム系ホットメルト31が設けられ、更に非応力集中領域Xに応力集中領域Yに設けられたドット状のスチレンゴム系ホットメルト31よりも塗布密度が低い第二のドット状のスチレンゴム系ホットメルト34が設けられている。つまり、実施の形態5の冷蔵庫4は、真空断熱材23の接着面Zにおけるスチレンゴム系ホットメルト31、34の塗布密度を高くした構成である。なお、その他の構成は、実施の形態1の冷蔵庫4と同じである。
In the
実施の形態5の冷蔵庫4は、真空断熱材23の応力集中領域Yにドット状のスチレンゴム系ホットメルト31を設けると共に、非応力集中領域Xにも第二のドット状のスチレンゴム系ホットメルト34を設けて接着力を強化している。つまり、L字状の真空断熱材23は、内箱6に強固に接着され、断熱筐体の硬質ウレタン発泡断熱材7の充填、発泡工程まで、内箱6から剥がれて落下することがない。また、実施の形態5の冷蔵庫4は、スチレンゴム系ホットメルト31を必要とする箇所である応力集中領域Yに集中的に設けた構成なので、使用材料を低減でき、経済的効果を奏する。
In the
実施の形態6.
次に、実施の形態6の冷蔵庫を、図10に基づいて説明する。図10(A)は本発明の実施の形態6に係る冷蔵庫の真空断熱材の正面図、図10(B)は図10(A)の平面図である。なお、実施の形態1の冷蔵庫と同一の構成について、その説明を適宜省略する。Sixth Embodiment
Next, the refrigerator according to the sixth embodiment will be described with reference to FIG. FIG. 10 (A) is a front view of a vacuum heat insulating material of a refrigerator according to
実施の形態6の冷蔵庫4は、L字状の真空断熱材23の応力集中領域Yに、実施の形態3で説明した波線状のスチレンゴム系ホットメルト32が所定の間隔を開けて複数列(図示例の場合は4列)設けられ、更に非応力集中領域Xに応力集中領域Yに設けられた波線状のスチレンゴム系ホットメルト32よりも塗布密度が低い第二の波線状のスチレンゴム系ホットメルト35が所定の間隔を開けて複数列(図示例の場合は2列)設けられている。つまり、実施の形態6の冷蔵庫4は、真空断熱材23の接着面Zにおけるスチレンゴム系ホットメルト32、35の塗布密度を高くした構成である。なお、その他の構成は、実施の形態1の冷蔵庫4と同一である。
In the
実施の形態6の冷蔵庫は、真空断熱材23の応力集中領域Yに波線状のスチレンゴム系ホットメルト32が設けると共に、非応力集中領域Xに第二の波線状のスチレンゴム系ホットメルト35を設けて接着力を強化している。つまり、L字状の真空断熱材23は、内箱6に強固に接着され、断熱筐体の硬質ウレタン発泡断熱材7の充填および発泡工程まで、内箱6から剥がれて落下することがない。また、実施の形態6の冷蔵庫4は、スチレンゴム系ホットメルト32を必要とする箇所である応力集中領域Yに集中的に設けた構成なので、使用材料を低減でき、経済的効果を奏する。
In the refrigerator of the sixth embodiment, the wavy styrene rubber
以上に本発明を実施の形態に基づいて説明したが、本発明は上述した実施の形態の構成に限定されるものではない。例えば、線状のスチレンゴム系ホットメルト30、ドット状のスチレンゴム系ホットメルト31、波線状のスチレンゴム系ホットメルト32のいずれかを組み合わせて設けた構成で実施することもでき、本発明の技術の範囲内で適宜変更が可能である。要するに、いわゆる当業者が必要に応じてなす種々なる変更、応用、利用の範囲をも本発明の要旨(技術的範囲)に含むことを念のため申し添える。
Although the present invention has been described above based on the embodiments, the present invention is not limited to the configurations of the above-described embodiments. For example, a linear styrene rubber
1 真空断熱材、2 外被材、3 芯材、4 冷蔵庫、5 外箱、6 内箱、6A 底壁、7 硬質ウレタン発泡断熱材、8 第一隔壁、9 第二隔壁、10 第三隔壁、11 冷蔵室、12 製氷室及び切替室、13 冷凍室、14 野菜室、15 機械室、16 圧縮機、17 冷却器、18 凝縮器、19 電子制御基板、20、21、23 真空断熱材、22 背面金属部品、24 床面金属部品、25 圧縮機スタンド、26 ウレタン注入口、30、33 線状のスチレンゴム系ホットメルト、31、34 ドット状のスチレンゴム系ホットメルト、32、35 波線状のスチレンゴム系ホットメルト、X 非応力集中領域、Y 応力集中領域、Z 接着面。
DESCRIPTION OF
Claims (3)
前記外箱に収納され、前記外箱との間に内部空間を形成する内箱と、
前記内部空間内であって、前記内箱の底壁に接着されるL字状の真空断熱材と、
前記内部空間内に設けられた発泡断熱材と、
前記真空断熱材における前記内箱との面接触部に生じる応力集中領域に、L字状の前記真空断熱材の屈曲部分が延びる方向のみに沿って線状に設けられ、前記真空断熱材が重力により剥がれて落下することを防止する接着剤と、を備えた冷蔵庫。 Outer box,
An inner box housed in the outer box and forming an internal space between the outer box and the outer box,
An L-shaped vacuum heat insulating material that is adhered to the bottom wall of the inner box in the internal space;
A foamed heat insulating material provided in the internal space,
The vacuum heat insulating material is linearly provided in a stress concentration region generated in a surface contact portion with the inner box along only a direction in which a bent portion of the L-shaped vacuum heat insulating material extends, and the vacuum heat insulating material is gravitational force. Refrigerator equipped with an adhesive that prevents it from peeling off and falling.
前記外箱に収納され、前記外箱との間に内部空間を形成する内箱と、
前記内部空間内であって、前記内箱の底壁に接着されるL字状の真空断熱材と、
前記内部空間内に設けられた発泡断熱材と、
前記真空断熱材における前記内箱との面接触部に生じる応力集中領域に所定間隔を開けて線状に複数列設けられ、前記真空断熱材が重力により剥がれて落下することを防止する接着剤と、を備え、
前記真空断熱材の接着面における非応力集中領域に所定間隔を開けて線状に複数列設けられ、かつ前記応力集中領域に設けられた前記接着剤よりも塗布密度が低い接着剤が設けられ、
前記応力集中領域に設けられた隣り合う前記線状の接着剤の両者間の間隔は、前記非応力集中領域に設けられた隣り合う前記線状の接着剤の両者間の間隔よりも狭く設けられている冷蔵庫。 Outer box,
An inner box housed in the outer box and forming an internal space between the outer box and the outer box,
An L-shaped vacuum heat insulating material that is adhered to the bottom wall of the inner box in the internal space;
A foamed heat insulating material provided in the internal space,
An adhesive that is provided in a plurality of rows in a linear shape with a predetermined interval in a stress concentration region that occurs in a surface contact portion of the vacuum heat insulating material with the inner box, and that prevents the vacuum heat insulating material from being peeled off and dropped by gravity. ,,
A plurality of rows are provided linearly at a predetermined interval in the non-stress concentrated region on the adhesive surface of the vacuum heat insulating material, and an adhesive having a lower coating density than the adhesive provided in the stress concentrated region is provided,
An interval between the adjacent linear adhesives provided in the stress concentration region is set to be narrower than an interval between the adjacent linear adhesives provided in the non-stress concentration region. Refrigerator.
前記外箱に収納され、前記外箱との間に内部空間を形成する内箱と、An inner box housed in the outer box and forming an internal space between the outer box and the outer box,
前記内部空間内であって、前記内箱の底壁に接着されるL字状の真空断熱材と、An L-shaped vacuum heat insulating material that is adhered to the bottom wall of the inner box in the internal space;
前記内部空間内に設けられた発泡断熱材と、を備えた冷蔵庫の製造方法であって、A method of manufacturing a refrigerator comprising a foamed heat insulating material provided in the internal space,
前記真空断熱材における前記内箱との面接触部に生じる応力集中領域に、前記真空断熱材が重力により剥がれて落下することを防止する接着剤を、An adhesive that prevents the vacuum heat insulating material from peeling off and falling due to gravity, in a stress concentration region that occurs in a surface contact portion with the inner box in the vacuum heat insulating material,
ホットメルト塗布ノズルをL字状の前記真空断熱材の屈曲部分が延びる方向のみに沿って直線状に移動させる、もしくは真空断熱材を前記屈曲部分が延びる方向のみに沿って直線的に移動させることで線状に塗布し、Moving the hot melt coating nozzle linearly only along the direction in which the bent portion of the L-shaped vacuum heat insulating material extends, or moving the vacuum heat insulating material linearly along only the direction in which the bent portion extends. Apply it linearly with
前記接着剤を塗布した前記真空断熱材を、前記内箱に接着し、The vacuum heat insulating material coated with the adhesive is adhered to the inner box,
前記内部空間に発泡断熱材を充填する冷蔵庫の製造方法。A method of manufacturing a refrigerator in which the foam insulation is filled in the internal space.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2016/060153 WO2017168571A1 (en) | 2016-03-29 | 2016-03-29 | Refrigerator and manufacturing method for same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2017168571A1 JPWO2017168571A1 (en) | 2018-09-27 |
| JP6683246B2 true JP6683246B2 (en) | 2020-04-15 |
Family
ID=59963756
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018507887A Active JP6683246B2 (en) | 2016-03-29 | 2016-03-29 | Refrigerator and manufacturing method thereof |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP6683246B2 (en) |
| CN (1) | CN207180153U (en) |
| WO (1) | WO2017168571A1 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6970933B2 (en) * | 2017-07-10 | 2021-11-24 | パナソニックIpマネジメント株式会社 | Vacuum insulated housing |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004116695A (en) * | 2002-09-27 | 2004-04-15 | Nisshinbo Ind Inc | Vacuum insulated board, and insulated container using the vacuum insulated board |
| JP2006029456A (en) * | 2004-07-16 | 2006-02-02 | Matsushita Electric Ind Co Ltd | Vacuum heat insulating material, heat insulation/cold insulation unit comprising the same, and refrigerator |
| JP2006046789A (en) * | 2004-08-04 | 2006-02-16 | Matsushita Electric Ind Co Ltd | Refrigerator |
| JP2006242467A (en) * | 2005-03-03 | 2006-09-14 | Matsushita Electric Ind Co Ltd | Thermal insulation body and method for manufacturing the same |
| JP2006242497A (en) * | 2005-03-04 | 2006-09-14 | Matsushita Electric Ind Co Ltd | Thermal insulation body and method for manufacturing the same |
| JP2007155279A (en) * | 2005-12-08 | 2007-06-21 | Matsushita Electric Ind Co Ltd | Heat insulated case body |
| JP2007211913A (en) * | 2006-02-10 | 2007-08-23 | Matsushita Electric Ind Co Ltd | Heat insulating panel |
| KR20080038676A (en) * | 2006-10-30 | 2008-05-07 | 엘지전자 주식회사 | Thermal insulating assembly for refrigerator |
| JP4966903B2 (en) * | 2008-03-31 | 2012-07-04 | 日立アプライアンス株式会社 | refrigerator |
| JP2011149624A (en) * | 2010-01-22 | 2011-08-04 | Hitachi Appliances Inc | Refrigerator |
| JP5899395B2 (en) * | 2011-09-05 | 2016-04-06 | パナソニックIpマネジメント株式会社 | Heat insulation box |
| JP6046453B2 (en) * | 2012-11-08 | 2016-12-14 | シャープ株式会社 | Insulated box, method for manufacturing the same, and device equipped with the same |
| JP2014234898A (en) * | 2013-06-04 | 2014-12-15 | 日立アプライアンス株式会社 | Refrigerator |
| JP6272113B2 (en) * | 2014-04-07 | 2018-01-31 | 三菱電機株式会社 | refrigerator |
-
2016
- 2016-03-29 WO PCT/JP2016/060153 patent/WO2017168571A1/en active Application Filing
- 2016-03-29 JP JP2018507887A patent/JP6683246B2/en active Active
- 2016-03-29 CN CN201690000308.9U patent/CN207180153U/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2017168571A1 (en) | 2018-09-27 |
| WO2017168571A1 (en) | 2017-10-05 |
| CN207180153U (en) | 2018-04-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6192634B2 (en) | Insulated box, refrigerator and hot water storage device provided with the insulated box | |
| JP6272113B2 (en) | refrigerator | |
| CN100498158C (en) | Refrigerator | |
| JP5578264B1 (en) | refrigerator | |
| KR20120024665A (en) | Refrigerator equipped with vacuum insulation material | |
| JP2008170031A (en) | Refrigerator heat insulating housing and its manufacturing method | |
| JP2013061131A (en) | Refrigerator having vacuum heat insulating material | |
| JP6964810B2 (en) | refrigerator | |
| JP6683246B2 (en) | Refrigerator and manufacturing method thereof | |
| JP2013242100A (en) | Refrigerator heat-insulation box body | |
| JP2004125394A (en) | Refrigerator | |
| CN206001789U (en) | Refrigerator | |
| CN105466128B (en) | Refrigerator | |
| JP2012026583A (en) | Refrigerator | |
| JP2008128516A (en) | Refrigerator | |
| JP2017180875A (en) | refrigerator | |
| JP2015064134A (en) | Refrigerator | |
| WO2020193031A1 (en) | A refrigerator comprising a panel condenser | |
| JP6774274B2 (en) | refrigerator | |
| JP6113612B2 (en) | Vacuum heat insulating material and refrigerator using the same | |
| EP3164652B1 (en) | A cooling device comprising a carrier | |
| CN111721058A (en) | Application method of vacuum heat insulation plate and refrigerator | |
| CN104421577A (en) | Vacuum insulating material and cooling thermal device using the same | |
| CN111721059A (en) | Application method of vacuum heat insulation plate and refrigerator | |
| JP2013185732A (en) | Refrigerator |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180605 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180605 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190702 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20190726 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190828 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200114 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200207 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200225 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200309 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6683246 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |