JP6657896B2 - 伸縮自在シャフト用雄軸の製造方法 - Google Patents
伸縮自在シャフト用雄軸の製造方法 Download PDFInfo
- Publication number
- JP6657896B2 JP6657896B2 JP2015241093A JP2015241093A JP6657896B2 JP 6657896 B2 JP6657896 B2 JP 6657896B2 JP 2015241093 A JP2015241093 A JP 2015241093A JP 2015241093 A JP2015241093 A JP 2015241093A JP 6657896 B2 JP6657896 B2 JP 6657896B2
- Authority
- JP
- Japan
- Prior art keywords
- shaft
- diameter
- axial
- axial direction
- male
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 33
- 230000002093 peripheral effect Effects 0.000 claims description 66
- 239000000463 material Substances 0.000 claims description 61
- 239000011247 coating layer Substances 0.000 claims description 24
- 238000000034 method Methods 0.000 claims description 17
- 230000008859 change Effects 0.000 claims description 7
- 239000007787 solid Substances 0.000 claims description 4
- 230000007423 decrease Effects 0.000 claims description 3
- 239000007769 metal material Substances 0.000 claims description 3
- 238000005520 cutting process Methods 0.000 description 20
- 230000008569 process Effects 0.000 description 8
- 238000001125 extrusion Methods 0.000 description 4
- 230000009467 reduction Effects 0.000 description 4
- 238000005096 rolling process Methods 0.000 description 4
- 229920003002 synthetic resin Polymers 0.000 description 4
- 239000000057 synthetic resin Substances 0.000 description 4
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 238000005553 drilling Methods 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 229910000975 Carbon steel Inorganic materials 0.000 description 1
- 229910000861 Mg alloy Inorganic materials 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000010962 carbon steel Substances 0.000 description 1
- 238000010273 cold forging Methods 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 230000009977 dual effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000007610 electrostatic coating method Methods 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 229910001234 light alloy Inorganic materials 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 102200082907 rs33918131 Human genes 0.000 description 1
- 102200082816 rs34868397 Human genes 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
Images








Landscapes
- Shafts, Cranks, Connecting Bars, And Related Bearings (AREA)
- Steering Controls (AREA)
Description
尚、前記インナシャフト9と前記第一のヨーク11との結合、或いは、前記アウタチューブ10と前記第二のヨーク13との結合は、溶接により行う事もできる。又、後述する実施の形態の構造の様に、インナシャフトを前側に、アウタチューブを後側に配置する構造を採用する事もできる。
このうちの雄スプライン部は、前記雄軸の軸方向一端部の外周面に形成されている。
前記小径軸部は、中実円柱状に構成され、前記雄スプライン部よりも軸方向他方側に形成されており、外径が該雄スプライン部の各凸部の外接円の直径よりも小さい。
前記ヨーク部は、前記小径軸部の軸方向他端部に一体に設けられている。
前記中心孔は、軸方向一端が前記雄軸の軸方向一端面に開口している。
前記中心孔の軸方向他端縁は、前記雄スプライン部の軸方向に関する長さ寸法をLとした場合に、該雄スプライン部の軸方向一端縁から、(0.5〜1.0)・Lとなる位置に配置されている。
この様な伸縮自在シャフト用雄軸は、前記雄スプライン部を、雌軸の内周面に形成された雌スプライン部に係合させる事により、該雌軸との間でトルク伝達可能、且つ、全長を伸縮可能な状態に組み合わされる。
又、前記第一中間素材に孔あけ加工を施す事により、軸方向一端が前記第一中間素材の軸方向一端面に開口し、且つ、内径が、前記中心孔の最大内径よりも小さい円筒部と、軸方向一端縁が、該円筒面部の軸方向他端縁に連続し、且つ、内径が、軸方向他方側に向かうほど小さくなる円錐面部とを有する素中心孔を備える第二中間素材を得る工程を有している。
又、前記第二中間素材の軸方向中間部から軸方向一端部にかけての部分の外径側に、外型を配置し、且つ、前記素中心孔の内径側に、軸方向他側面が部分球面状であるマンドレルの扱き部を挿入する事で、前記第二中間素材のうちの前記素中心孔の周囲に存在する部分を構成する金属材料の外径側への流動を、前記外型の内周面により規制し、軸方向他方側へと流動し易くして、前記第二中間素材のうち、前記扱き部よりも軸方向他方側部分の外周面を拡径し易くした状態で、前記扱き部の軸方向他側面の外径寄り部分及び外周面により、前記素中心孔の内周面を扱きながら、前記扱き部が、前記素中心孔のうちの前記円筒面部の軸方向他端部に位置するまで、前記扱き部を軸方向他方側へ変位させる事に伴って、前記素中心孔の内径を拡径して前記中心孔を形成すると同時に、前記第二中間素材のうち、軸方向一端部から、前記円錐面部の軸方向他端縁と軸方向位置が一致する部分又は前記円錐面部の軸方向他端縁よりも軸方向他方側に位置する部分にかけての部分の外径を拡径する、拡径工程を有している。
更に、前記拡径部の外周面に、前記雄スプライン部を形成する、スプライン形成工程を有している。
そして、前記素軸部のうちの前記拡径部を除いた部分の少なくとも一部をそのまま前記小径軸部とする。
尚、上述の各工程は、矛盾が生じない範囲で、順番を入れ替える事が可能である。又、これら各工程は、可能な範囲で、同時に行う事もできる。
或いは、前記外型として、内周面に雌スプライン部が形成されたものを使用する事により、前記拡径工程と前記スプライン形成工程とを同時に行う事ができる。
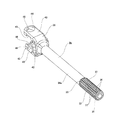
本発明の実施の形態の1例に就いて、図1〜7により説明する。尚、本例は、本発明の製造方法の対象である伸縮自在シャフト用雄軸を雌軸と組み合わせて、ステアリング装置を構成する中間シャフトに適用したものである。但し、本発明の製造方法の対象である伸縮自在シャフト用雄軸は、この様な中間シャフト以外にも、各種用途で使用される伸縮自在シャフトに使用する事ができる。又、本例の中間シャフトを組み込んだステアリング装置の構造は、図8に示したステアリング装置とほぼ同様の構造を有している。但し、本例の中間シャフト4aは、図8に示したステアリング装置の構造に限らず、従来から知られている各種ステアリング装置の構造に適用する事ができる。以下、本例の中間シャフト4aを組み込む事ができるステアリング装置の構造を簡単に説明した後、本例の中間シャフト4aの構造、及び該中間シャフト4aの製造方法に就いて説明する。
このうちの小径筒部18は円筒状であり、前記アウタチューブ10aのうちの、軸方向他端部から軸方向中央部にかけての部分に設けられている。この様な小径筒部18の外周面は、軸方向の全長に亙り外径寸法が変化しない円筒面状である。又、該小径筒部18の内周面には、円周方向に関して交互に形成された軸方向に長い、複数ずつの凹部と凸部とから成る雌スプライン部22が、全長に亙り形成されている。
前記大径筒部20は円筒状であり、軸方向他端縁が、前記連続部19の軸方向一端縁に連続している。この様な大径筒部20の内径寸法及び外径寸法は、前記小径筒部18の内径寸法及び外径寸法よりも大きい。
本例の場合、前記ヨーク部21を、前記アウタチューブ10aに一体に設ける構造を採用しているが、アウタチューブとヨーク部とを別体に設けて溶接或は嵌合等により結合固定する構造を採用する事もできる。
このうちの予備軸部31は、前記インナシャフト9aの軸方向一端部に設けられている。この様な予備軸部31の外周面は、軸方向一端縁に形成された面取り部を除いて、軸方向の全長に亙り変化しない円筒面状に形成されている。
このうちの基部42は、軸方向片側面の中央部が前記小径軸部34aの軸方向他端面に連続した状態で設けられている。
具体的には、前記中心孔52は、円筒面部53と、円錐面部54とから成る。
このうちの円筒面部53は、全長に亙り内径寸法が変化しない円筒面状であり、軸方向に関して、前記インナシャフト9a(前記予備軸部31)の軸方向一端縁から前記スプライン形成部32の軸方向他端寄り部分にかけての部分に形成されている。即ち、前記円筒面部53の軸方向他端縁(該円筒面部53と前記円錐面部54との境界)は、前記連続部33の軸方向一端縁(前記雄スプライン部37と該連続部33との境界であって、図2に直線Xで示す位置)よりも軸方向一方側に位置している。尚、後述する本例の製造方法により前記中心孔52を形成する場合には、前記円錐面部54は完全な円錐状に形成されない場合もある。具体的には、前記円錐面部54の径方向外端寄り部分が、後述するマンドレル65の軸方向他側面の径方向外端寄り部分の形状に沿う様な球面状に形成される場合がある。別の言い方をすれば、中心孔が、円筒面部と、円錐面部と、該円筒面部の軸方向他端縁と該円錐面部の径方向外端縁とを連続する球面部とにより構成される場合がある。
尚、本例の場合、前記インナシャフト9aのうち、前記中心孔52及び前記ヨーク部35の基部42の軸方向他側面の中央部に形成された基準孔55以外の部分は、中実状に形成されている。
先ず、第1工程に於いて、炭素鋼(例えば、S10C〜S45C)等の鉄系合金、或いは、アルミニウム系合金、マグネシウム合金等の軽合金から成る、円杆状(円柱状)の素材(図示省略)に、前方押出し加工、後方押出し加工等の冷間鍛造加工、及び、プレス加工を施して、図4(A)に示す様な第一中間素材57を造る。尚、本例の場合、前記素材は、押し出し成形材又は引き抜き材を所定長さに切断したものにより構成している。
このうちの素軸部58は、軸方向の全長に亙り外径寸法D58が変化しない中実の円柱状である。この様な素軸部58は、前記素材のうちの該素軸部58に相当する部分に、前述した後方押出し加工を施す事により造られたものである。
このうちの円筒面部63は、全長に亙り内径寸法が変化せず、軸方向に関して、前記第一中間素材57の軸方向一端面から所定長さを有する状態で形成されている。
又、前記円錐面部64は、軸方向一端縁が、前記円筒面部63の軸方向他端縁に連続した状態で形成されている。この様な円錐面部64は、内径寸法が、軸方向他方側に向かうほど小さくなる状態で形成されている。
一方、前記マンドレル65の軸方向他方側への変位に伴い、前記第二中間素材62の外周面のうち、軸方向に関して前記素中心孔61と整合する部分の外径が拡がり(拡径して)、拡径部67(スプライン形成部32)が形成される。
この様にして図4(C)に示す様な第三中間素材66を造る。
このうちの扱き部68は、軸方向両側面が部分球面状で、外周面の軸方向中央部が円筒面状の略円板状部材である。
前記軸部69は、軸方向他端部が前記扱き部68の軸方向一側面に結合固定されている。
この様なマンドレル65は、前記扱き部68を、前記素中心孔61の軸方向一端開口部に挿入し、該扱き部68の軸方向他側面の外径側寄り部分と該扱き部68の外周面とにより、前記素中心孔61の内周面を扱きながら該扱き部68が前記素中心孔61の円筒面部63の軸方向他端部に位置するまで挿入される。
この様に、前記扱き部68が軸方向他方に変位する際、前記第二中間素材62の外周面のうちの前記扱き部68よりも軸方向他方側部分も拡径する事により、前記拡径部67の軸方向に関する長さ寸法をL67(L67=L32)とした場合に、前記中心孔52の円錐面部54の軸方向他端縁を、前記拡径部67のうちの前記雄スプライン部37が形成される部分(該拡径部67のうち前記予備軸部31及び前記不完全スプライン部39が形成される部分を除いた部分)の軸方向一端縁から、(0.5〜1.0)・L32{好ましくは、(0.7〜0.9)・L67}となる位置に配置している。
又、前記雄スプライン部37を形成した後の前記第四中間素材71の外周面のうち、前記予備軸部31に相当する部分に切削加工を施して、外周面の形状(外径)を整える事により前記予備軸部31を形成する。そして、図5(A)に示す様な第五中間素材73とする。
該粗コーティング層74を形成する方法に就いては、図6を参照しつつ説明する。
先ず、図6(A)に示す様に、前記インナシャフト9aの軸方向一端面{図6(A)の下端面}に、例えば磁石製で直方体状の抑え治具75を、前記中心孔52の軸方向一端開口部を塞ぐ様に固定する。尚、該抑え治具75の構造は、該中心孔52の軸方向一端開口部を塞ぐ事ができる構造であれば、円柱状や多角柱状等の各種構造を採用できる。
この様にして形成された粗コーティング層74は、軸方向及び周方向に連続した状態で形成されている。
尚、前記粗コーティング層74を形成する方法は、例えば、流動浸漬法、静電塗装法等を採用する事ができる。
この様なシェービング加工は、例えば、前記コーティング層56のうちの前記雄スプライン部37を覆う部分の外周面に沿う内周面形状を有する筒状のシェービング用金型(シェービングカッター)の内側に、前記インナシャフト9aのうちの前記粗コーティング層74が形成された部分を挿通する事により、該粗コーティング層74のうちの前記雄スプライン部37を覆う部分の径方向外端寄り部分を削り取る。
又、前記シェービング加工の際には、前記抑え治具75を取り外して、前記中心孔52をセンタ出し(前記シェービングカッターと前記インナシャフト9aとの中心軸同士を一致させる作業)に利用する事ができる。
尚、以上の様な本例の伸縮自在シャフト用雄軸の製造方法を構成する各工程は、矛盾が生じない範囲で、順番を入れ替えて実施する事が可能である。又、これら各工程は、可能な範囲で、同時に行う事もできる。
即ち、本例の場合、前記インナシャフト9aに、前記中心孔52を形成している。
そして、該中心孔52の軸方向他端縁の位置を、前記スプライン形成部32(前記雄スプライン部37)の軸方向に関する長さ寸法をL32とした場合に、該スプライン形成部32(前記雄スプライン部37)の軸方向一端縁から、(0.5〜1.0)・L32{好ましくは、(0.7〜0.9)・L32}となる位置に配置している。この為、前記スプライン形成部32(前記雄スプライン部37)の径方向に関する剛性を適度に小さくする事ができる。この結果、該雄スプライン部37と前記アウタチューブ10aの雌スプライン部22との係合部の回転方向のがたつきを防止する為に、該係合部に締め代を持たせた構造を採用した場合でも、該締め代に対する摺動抵抗(摺動荷重)を小さくする事ができる。又、該摺動抵抗(摺動荷重)の変動が鈍感になり、前記インナシャフト9aの、前記アウタチューブ10aに対する摺動を安定させる事ができる。更に、前記インナシャフト9aの誤差を許容できる範囲(寸法公差)を大きく確保した場合でも、該寸法公差の影響で、前記摺動抵抗が徒に大きくなる事を防止できる。従って、前記インナシャフト9a及び前記アウタチューブ10aの、製造コストの低減を図れる。
この様に、本例の場合には、前記小径軸部34aを切削加工を施す事なく形成している為、上述の様な応力集中の起点となるような傷が生じ難く、前記インナシャフト9aの曲げ剛性を十分に確保する事ができる。この結果、該インナシャフト9aが破断して、ステアリング装置としての機能を失ってしまう事を防止できる。
又、本発明を実施する場合には、伸縮自在シャフト用雄軸の製造方法を構成する各工程は、矛盾が生じない範囲で、順番を入れ替える事が可能である。又、これら各工程は、可能な範囲で、同時に行う事もできる。
2 ステアリングシャフト
3a、3b、3c、3d 自在継手
4、4a 中間シャフト
5 ステアリングギヤユニット
6 入力軸
7 タイロッド
8 雄スプライン部
9、9a インナシャフト
10、10a アウタチューブ
11 第一のヨーク
12 雌スプライン部
13 第二のヨーク
14 十字軸
15 ヨーク
16 十字軸
17 ヨーク
18 小径筒部
19 連続部
20 大径筒部
21 ヨーク部
22 雌スプライン部
23 腕部
24 円孔
25 軸受カップ
26 ニードル
27 十字軸
28 軸部
29 ヨーク
30 腕部
31 予備軸部
32 スプライン形成部
33 連続部
34、34a 小径軸部
35 ヨーク部
36 凸部
37 雄スプライン部
38 凸部
39 不完全スプライン部
40 十字軸
41 ヨーク
42 基部
43 腕部
44 円孔
45 第一の逃げ凹部
46 第二の逃げ凹部
47 軸受カップ
48 ニードル
49 軸部
50 ヨーク
51 腕部
52 中心孔
53 円筒面部
54 円錐面部
55 基準孔
56 コーティング層
57 第一中間素材
58 素軸部
59 素ヨーク部
60 素腕部
61 素中心孔
62 第二中間素材
63 円筒面部
64 円錐面部
65 マンドレル
66 第三中間素材
67 拡径部
68 扱き部
69 軸部
70 最終拡径部
71 第四中間素材
72 サポート軸
73 第五中間素材
74 粗コーティング層
75 抑え治具
76 合成樹脂
77 凹部
Claims (6)
- 軸方向一端部の外周面に形成された雄スプライン部と、該雄スプライン部よりも軸方向他方側に形成されており、外径が該雄スプライン部の各凸部の外接円の直径よりも小さい、中実円柱状の小径軸部と、該小径軸部の軸方向他端部に一体に設けられたヨーク部と、軸方向一端が軸方向一端面に開口している中心孔とを有し、該中心孔の軸方向他端縁が、前記雄スプライン部の軸方向に関する長さ寸法をLとした場合に、該雄スプライン部の軸方向一端縁から、(0.5〜1.0)・Lとなる位置に配置されており、前記雄スプライン部を雌軸の内周面に形成された雌スプライン部に係合させる事により、前記雌軸との間でトルク伝達可能、且つ、全長を伸縮可能な状態に組み合わされる伸縮自在シャフト用雄軸の製造方法であって、
軸方向一端部から軸方向他端寄り部分にかけての部分に全長に亙り外径が変わらない円柱状の素軸部を有する、第一中間素材を造る工程と、
前記第一中間素材に孔あけ加工を施す事により、軸方向一端が前記第一中間素材の軸方向一端面に開口し、且つ、内径が、前記中心孔の最大内径よりも小さい円筒面部と、軸方向一端縁が、該円筒面部の軸方向他端縁に連続し、且つ、内径が、軸方向他方側に向かうほど小さくなる円錐面部とを有する素中心孔を備える第二中間素材を得る工程と、
前記第二中間素材の軸方向中間部から軸方向一端部にかけての部分の外径側に、外型を配置し、且つ、前記素中心孔の内径側に、軸方向他側面が部分球面状であるマンドレルの扱き部を挿入する事で、前記第二中間素材のうちの前記素中心孔の周囲に存在する部分を構成する金属材料の外径側への流動を、前記外型の内周面により規制し、軸方向他方側へと流動し易くして、前記第二中間素材のうち、前記扱き部よりも軸方向他方側部分の外周面を拡径し易くした状態で、前記扱き部の軸方向他側面の外径寄り部分及び外周面により、前記素中心孔の内周面を扱きながら、前記扱き部が、前記素中心孔のうちの前記円筒面部の軸方向他端部に位置するまで、前記扱き部を軸方向他方側へ変位させる事に伴って、前記素中心孔の内径を拡径して前記中心孔を形成すると同時に、前記第二中間素材のうち、軸方向一端部から、前記円錐面部の軸方向他端縁と軸方向位置が一致する部分又は前記円錐面部の軸方向他端縁よりも軸方向他方側に位置する部分にかけての部分の外径を拡径する事により拡径部を形成する、拡径工程と、
前記拡径部の外周面に、前記雄スプライン部を形成する、スプライン形成工程とを有し、
前記素軸部のうちの前記拡径部を除いた部分の少なくとも一部をそのまま前記小径軸部とする、
伸縮自在シャフト用雄軸の製造方法。 - 前記外型が、円筒面状の内周面を有する、請求項1に記載した伸縮自在シャフト用雄軸の製造方法。
- 前記中心孔の内側にサポート軸を挿入した状態で、前記拡径工程において外径が拡径された部分の外周面に前記雄スプライン部を形成する、請求項2に記載した伸縮自在シャフト用雄軸の製造方法。
- 前記外型として、内周面に雌スプライン部が形成されたものを使用する事により、前記拡径工程と前記スプライン形成工程とを同時に行う、請求項1に記載した伸縮自在シャフト用雄軸の製造方法。
- 前記雄スプライン部を形成する際、前記雄スプライン部の各凹部の外接円の直径を、前記素軸部の外径よりも大きくする、請求項1〜4のうちの何れか1項に記載した伸縮自在シャフト用雄軸の製造方法。
- 前記中心孔の開口部を塞いだ状態で、前記雄スプライン部の外周面に、コーティング層を形成する工程を有する、請求項1〜5のうちの何れか1項に記載した伸縮自在シャフト用雄軸の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015241093A JP6657896B2 (ja) | 2015-12-10 | 2015-12-10 | 伸縮自在シャフト用雄軸の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015241093A JP6657896B2 (ja) | 2015-12-10 | 2015-12-10 | 伸縮自在シャフト用雄軸の製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2017106566A JP2017106566A (ja) | 2017-06-15 |
| JP2017106566A5 JP2017106566A5 (ja) | 2018-02-22 |
| JP6657896B2 true JP6657896B2 (ja) | 2020-03-04 |
Family
ID=59060591
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015241093A Active JP6657896B2 (ja) | 2015-12-10 | 2015-12-10 | 伸縮自在シャフト用雄軸の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6657896B2 (ja) |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57132736U (ja) * | 1981-02-09 | 1982-08-18 | ||
| CA2163845A1 (en) * | 1994-12-29 | 1996-06-30 | James A. Duggan | Method of forming a one-piece steering shaft member |
| WO2013080715A1 (ja) * | 2011-11-30 | 2013-06-06 | 日本精工株式会社 | 伸縮軸 |
| EP3001060B1 (en) * | 2013-07-30 | 2019-01-30 | NSK Ltd. | Torque transmission shaft with yoke for universal joint and manufacturing method therefor |
-
2015
- 2015-12-10 JP JP2015241093A patent/JP6657896B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017106566A (ja) | 2017-06-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6597010B2 (ja) | 伸縮自在シャフトの製造方法 | |
| JP6354761B2 (ja) | 自在継手用ヨーク付トルク伝達軸 | |
| EP3371034B1 (en) | Method for manufacturing rack bar | |
| JP6481797B2 (ja) | 伸縮シャフト | |
| EP3527301B1 (en) | Method for manufacturing universal joint using pipe | |
| US8986126B2 (en) | Cross universal joint and manufacturing method thereof | |
| KR100876420B1 (ko) | 요크제조방법 | |
| JP6657896B2 (ja) | 伸縮自在シャフト用雄軸の製造方法 | |
| JP6601004B2 (ja) | 伸縮自在シャフトの製造方法 | |
| KR101412705B1 (ko) | 자동차용 유니버설 조인트의 샤프트조인트 제조방법 | |
| JP2006207639A (ja) | 油溜まりを備えた雌スプライン軸の製造方法、及び、この製造方法によって製造した雌スプライン軸 | |
| JP2017106565A (ja) | 伸縮自在シャフト | |
| JP2010029910A (ja) | 外側継手部材の製造方法 | |
| JP2017003055A5 (ja) | ||
| JP6512129B2 (ja) | 伸縮自在シャフト | |
| JP6528541B2 (ja) | 伸縮自在シャフト及びその製造方法 | |
| JP7234686B2 (ja) | アウタシャフト及びその製造方法 | |
| JP6690289B2 (ja) | 伸縮自在シャフト | |
| WO2008091134A1 (en) | Yoke manufacturing method | |
| JP3336395B2 (ja) | ウォームシャフト素材及びその製造方法 | |
| JP4968100B2 (ja) | 十字軸自在継手 | |
| JP6798122B2 (ja) | 伸縮自在シャフト | |
| JP2016223519A5 (ja) | ||
| US20080203616A1 (en) | Method of and apparatus for manufacturing shaft |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180110 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180110 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181011 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181023 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181130 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190507 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190703 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200107 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200120 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6657896 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |