JP6560125B2 - たばこ材料の製造方法及びその製造方法により製造されたたばこ材料 - Google Patents
たばこ材料の製造方法及びその製造方法により製造されたたばこ材料 Download PDFInfo
- Publication number
- JP6560125B2 JP6560125B2 JP2015554833A JP2015554833A JP6560125B2 JP 6560125 B2 JP6560125 B2 JP 6560125B2 JP 2015554833 A JP2015554833 A JP 2015554833A JP 2015554833 A JP2015554833 A JP 2015554833A JP 6560125 B2 JP6560125 B2 JP 6560125B2
- Authority
- JP
- Japan
- Prior art keywords
- tobacco
- heating
- tobacco leaf
- tobacco material
- temperature
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 241000208125 Nicotiana Species 0.000 title claims description 135
- 235000002637 Nicotiana tabacum Nutrition 0.000 title claims description 135
- 239000000463 material Substances 0.000 title claims description 81
- 238000004519 manufacturing process Methods 0.000 title claims description 40
- 238000010438 heat treatment Methods 0.000 claims description 50
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 21
- 235000019504 cigarettes Nutrition 0.000 claims description 17
- 235000019505 tobacco product Nutrition 0.000 claims description 11
- 210000000988 bone and bone Anatomy 0.000 claims description 6
- 239000000203 mixture Substances 0.000 claims description 5
- 238000000034 method Methods 0.000 description 32
- 238000001035 drying Methods 0.000 description 19
- 239000002994 raw material Substances 0.000 description 16
- 239000000796 flavoring agent Substances 0.000 description 10
- 235000019634 flavors Nutrition 0.000 description 10
- 230000001965 increasing effect Effects 0.000 description 6
- 238000005259 measurement Methods 0.000 description 3
- 235000010724 Wisteria floribunda Nutrition 0.000 description 2
- 238000003763 carbonization Methods 0.000 description 2
- 239000007799 cork Substances 0.000 description 2
- 238000011049 filling Methods 0.000 description 2
- 239000003205 fragrance Substances 0.000 description 2
- 239000004745 nonwoven fabric Substances 0.000 description 2
- 239000005022 packaging material Substances 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 230000002522 swelling effect Effects 0.000 description 2
- 206010015535 Euphoric mood Diseases 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 230000001055 chewing effect Effects 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 238000011068 loading method Methods 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 238000013021 overheating Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 239000000779 smoke Substances 0.000 description 1
- 230000000391 smoking effect Effects 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000013519 translation Methods 0.000 description 1
- 210000003462 vein Anatomy 0.000 description 1
Images

Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B3/00—Preparing tobacco in the factory
- A24B3/18—Other treatment of leaves, e.g. puffing, crimpling, cleaning
- A24B3/182—Puffing
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B3/00—Preparing tobacco in the factory
- A24B3/04—Humidifying or drying tobacco bunches or cut tobacco
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B3/00—Preparing tobacco in the factory
- A24B3/12—Steaming, curing, or flavouring tobacco
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/02—Cigars; Cigarettes with special covers
Landscapes
- Manufacture Of Tobacco Products (AREA)
- Paper (AREA)
Description
また、水分含量が少なくとも15%になるように調整されたたばこ葉の混合物を、香りや芳香成分が発生するのに十分な条件下(実質的に大気圧下)で熱処理(少なくとも250°F)が行われる技術も知られている(特許文献2)。特許文献2には、熱処理の時間は10分、温度は121〜177℃であることが記載されている(実施例)。
また、ベルトコンベア上にたばこストリップを積載し、これを乾燥機を通過するように搬送させて、乾燥処理を行う方法が知られている(特許文献3)。この方法では、約30%の水分含有量を有するたばこ葉を乾燥させることで、最終的にその水分含有量を約5%に減少させることが記載されており、また、乾燥の際の温度範囲として93〜118℃が記載されている。
また、たばこ葉、たばこストリップ、裁断されたたばこ葉を乾燥させるための回転乾燥機が知られている(特許文献4)。特許文献4には、たばこ葉を乾燥させるための具体的な条件についての記載はない。また、たばこ葉の水分含有量に関する記載もない。
特許文献1には、加熱中のたばこ葉の水分含量を10%を超えて維持し、乾燥後のたばこ葉の水分含量も10%以上に維持することで、たばこ葉片の充填力(filling power)が向上すると記載されている。また、特許文献2には、十分な量の芳香成分を発生させるために、乾燥前のたばこ葉は、少なくとも15%の水分含有量を有している必要が記載されている。
一方、特許文献3には、たばこ葉の水分含有量を一定以上にしないと、処理後のたばこの化学組成や風味に影響を与える旨が記載されている。
上記のいずれの特許文献にも、たばこ葉の水分含有量が非常に少ない条件下で乾燥処理を行うことについては記載がない。また、たばこ葉の水分含有量が非常に少ない条件下で乾燥処理を行った場合のたばこ葉の膨嵩性や香味の変化との関係については記載されていない。
[1]たばこ材料の製造方法であって、水の含有量が2.5重量%以下のたばこ葉原料を、品温が100〜200℃となる条件下で加熱する工程を含む、たばこ材料の製造方法。
[2]前記加熱工程の前に、たばこ葉原料の水の含有量を2.5重量%以下にまで減少させる乾燥工程を含む、[1]に記載の製造方法。
[3]前記乾燥工程に供されるたばこ葉原料の水の含有量が、10〜40重量%である、[1]または[2]に記載の製造方法。
[4]前記たばこ葉原料が、刻み幅0.1〜2.0mmのラミナ、中骨またはこれらの混合物を含む、[1]〜[3]のいずれかに記載の製造方法。
[5][1]〜[4]のいずれかに記載の製造方法で作製されたたばこ材料。
[6][5]に記載のたばこ材料を用いたたばこ製品。
[7][5]に記載のたばこ材料を用いたシガレット。
[8][5]に記載のたばこ材料を用いた無煙たばこ製品。
水の含有量が2.5重量%以下のたばこ葉原料は、例えば以下の二通りの方法で得ることができる。
第一の方法としては、図1(a)で示すように、水の含有量が例えば10〜40重量%であるたばこ葉原料を、後の加熱工程(本加熱)で用いる同じ加熱装置に入れ、常温から100〜200℃の温度範囲(品温)で加熱する(予備加熱あるいは乾燥)工程を含ませる態様を挙げることができる。
第二の方法としては、図1(b)で示すように、水の含有量が例えば10〜40重量%であるたばこ葉原料を、後の加熱工程(本加熱)で用いる加熱装置とは同じあるいは異なる装置を用いて乾燥処理を別途行う方法を挙げることができる。この際の加熱温度や加熱装置としては特に制限されず、たばこ葉原料の水分含有量を2.5重量%以下まで減少させることができればよい。
水分測定方法
1.ガラス製の試料容器に、たばこ葉原料を1〜2g量り取る。試料容器全体の重量を測定する。
2.試料容器を、ロータリー式乾燥機(松山工業社製、M-104AT)に入れ、回転させながら乾燥させる。その際、ロータリー式乾燥機は100℃に予熱しておく。
3.100℃で1時間乾燥させた後、試料容器を取り出し、デシケーター内で放冷させる。
4.放冷後、試料容器の重量を測定する。
5.水分を下記の式で計算する。
水分=(W1-W2) / (W1-W0) * 100
W0:試料容器の空重量
W1:乾燥前試料と試料容器重量
W2:乾燥後試料と試料容器重量
高温蒸気を接触させる方法と、加熱された加熱容器に接触させる方法は、それぞれ単独で行ってもよく、それらを併用して行ってもよい。
高温蒸気を発生させる手段としては公知のもの、例えば加熱蒸気発生装置(例えば、富士電機サーモシステムズ株式会社製、型式:IHSS-20B)を用いることができる。
加熱された加熱容器としては、ドラム型の缶壁加熱型乾燥機を挙げることができる。加熱容器の設定温度(缶壁温度の設定)としては、200℃〜330℃に設定する態様を挙げることができ、300℃程度に設定することが好ましい。
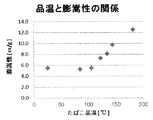
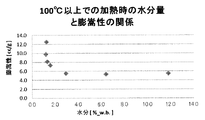
また、前記の加熱工程にかかる時間は、加熱されるたばこ葉原料の量や、装置の大きさなどにより条件が異なってくるが、たばこ葉原料の品温が100〜200℃となる時間として2秒以上加熱することで、膨嵩性を十分に高めることができ、香味も大きく変化させることができるので好ましい。この加熱時間は、たばこ葉原料の品温が100〜200℃となる時間として30秒以上、特に好ましくは120秒以上加熱するようにすることが、たばこ葉原料の膨嵩性を高める観点から好ましい。品温が200℃を超えた状態でたばこ葉原料を加熱しすぎることによりたばこ葉原料の破砕や炭化などの不都合が生じることを回避することが重要であり、品温が200℃以下になる状態を保持できる状態であれば加熱時間の上限は適宜設定可能である。
上記の加熱工程(本加熱)の時間は、たばこ葉原料の水分含有量が2.5重量%以下になっており、かつ品温が100〜200℃になっているときの時間を意味する。
加熱手段により加熱されたたばこ葉原料を、熱電対を差し込んだデュアー瓶に2秒以内に流し込み、これを熱電対に十分に接触させ、コルク栓をして静置して表示される最高温度を品温とする。
本発明でいう刻み幅とは、たばこ裁刻機で原料葉たばこを裁刻する際に設定される値である。たばこ葉の裁刻とは原料葉たばこを一定の幅の細長い繊維状に刻む操作であり、刻まれたものをたばこ刻という。裁刻を行う装置を裁刻機と呼び、回転型裁刻機や栽落型裁刻機が一般的な装置であるが、これらの装置でたばこを裁刻する際に原料葉たばこを刻む幅として設定する値を刻み幅と呼ぶ。
種々のたばこ製品を作製するための工程としては、得られたたばこ材料に香料のような添加剤を添加する工程を挙げることができる。また、必要に応じて調湿工程を含ませてもよい。
本発明の製造方法を用いて得られるたばこ材料は、以下のような種々のたばこ製品の用途に用いる態様を挙げることができる。
本発明の製造方法を用いて得られたたばこ材料をシガレットに用いた場合には、高い煙量感が得られる。
シガレットのたばこ材料に含まれる本発明で得られるたばこ材料の割合は5〜100重量%である態様を挙げることができる。
包装材としては特段の限定なく用いることができるが、セルロース系の不織布などが好ましく用いられる。
無煙たばこ製品として、例えばガムとする場合は、本発明の製造方法を用いて得られる上記たばこ材料を公知のガムベースと公知の方法を用いて混合することで得られる。かみたばこやかぎたばこ、圧縮たばこについても、本発明の製造方法を用いて得られる上記たばこ材料を用いること以外は、公知の方法を用いて得ることができる。
また、無煙たばこ材料に含まれる本発明の製造方法で得られるたばこ材料の割合は、5〜100重量%である態様を挙げることができる。
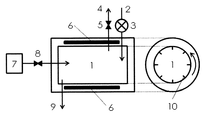
本実施例で用いた加熱乾燥器は図4で例示されている型のものである。シリンダー1は内寸が直径400mm、長手方向長さが1900mmの円筒形であり、4rpmで回転し、原料入口位置が原料出口位置と比較して、高い位置となるように傾けている。傾ける角度は、水平方向に対して3°である。
たばこ葉原料は原料入口部2からロータリーバルブ3を介して、排気ダクト4および内部に羽根ブレード10を有するシリンダー1に投入した。
シリンダー1はヒーター6および過熱水蒸気発生装置7を用いて製造した過熱水蒸気によって加熱した。
たばこ葉原料はシリンダー1の回転および傾斜により搬送され、原料出口部9から取り出した。
加熱蒸気発生装置は、富士電機サーモシステムズ株式会社製(型式:IHSS-20B)を用いた。
表1に記載の処理時間は、加熱を開始してからの連続時間を示している。また、品温が100℃以上であるときの加熱時間も示す。

1.測定試料を予め温度22℃、湿度60%_R.H.の環境で72時間以上静置しておく。
2.上記試料を十分に混和する。
3.試料を8〜10g量り取る。
4.シリンダーに試料を入れ、膨嵩性測定器(ボルグワルド社製、DD-60A)にセットし、測定を開始する。荷重時間は30秒とする。
5.30秒後、表示される値(試料の高さ)を読み取る。
6.膨嵩性を以下の式で計算する。
膨嵩性=(A * h) / W * 0.1
A:シリンダー底面積
h:試料高さ(表示値)
W:測定試料重量
<たばこ品温測定方法>
1.シリンダー出口で、たばこ葉原料をステンレス製のスコップで採取する。
2.熱電対(林電工社製)を差し込んだデュワー瓶(Thermos社製、サーモカットD-500)に、試料を2秒以内に流し込む。棒で試料を押し、熱電対に十分接触させる。
3.コルク栓をして静置し、表示される最高温度を、たばこ品温とする。
2 原料入口部
3 ロータリーバルブ
4 排気ダクト
5 ダンパー
6 ヒーター
7 過熱水蒸気発生装置
8 バルブ
9 原料出口部
10 羽根ブレード
Claims (5)
- たばこ材料の製造方法であって、刻み幅0.1〜2.0mmのラミナ、中骨またはこれらの混合物を含み、含水量が2.5重量%以下のたばこ葉原料を、品温が100℃以上200℃以下の温度となる条件下で30秒以上缶壁加熱して、たばこ葉原料の含水量を1.6重量%以下1.2重量%以上とする工程を含む、たばこ材料の製造方法。
- 請求項1に記載の製造方法で作製されたたばこ材料。
- 請求項2に記載のたばこ材料を用いたたばこ製品。
- 請求項2に記載のたばこ材料を用いたシガレット。
- 請求項2に記載のたばこ材料を用いた無煙たばこ製品。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013269033 | 2013-12-26 | ||
| JP2013269033 | 2013-12-26 | ||
| PCT/JP2014/083689 WO2015098743A1 (ja) | 2013-12-26 | 2014-12-19 | たばこ材料の製造方法及びその製造方法により製造されたたばこ材料 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018023733A Division JP6545305B2 (ja) | 2013-12-26 | 2018-02-14 | たばこ材料の製造方法及びその製造方法により製造されたたばこ材料 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2015098743A1 JPWO2015098743A1 (ja) | 2017-03-23 |
| JP6560125B2 true JP6560125B2 (ja) | 2019-08-14 |
Family
ID=53478600
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015554833A Active JP6560125B2 (ja) | 2013-12-26 | 2014-12-19 | たばこ材料の製造方法及びその製造方法により製造されたたばこ材料 |
| JP2018023733A Active JP6545305B2 (ja) | 2013-12-26 | 2018-02-14 | たばこ材料の製造方法及びその製造方法により製造されたたばこ材料 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018023733A Active JP6545305B2 (ja) | 2013-12-26 | 2018-02-14 | たばこ材料の製造方法及びその製造方法により製造されたたばこ材料 |
Country Status (9)
| Country | Link |
|---|---|
| EP (1) | EP3087851B1 (ja) |
| JP (2) | JP6560125B2 (ja) |
| KR (1) | KR20160082542A (ja) |
| ES (1) | ES2821431T3 (ja) |
| MY (2) | MY193133A (ja) |
| PL (1) | PL3087851T3 (ja) |
| RU (1) | RU2649926C2 (ja) |
| TW (1) | TWI573533B (ja) |
| WO (1) | WO2015098743A1 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB201803905D0 (en) * | 2018-03-12 | 2018-04-25 | British American Tobacco Investments Ltd | Methods for treating tobacco, material, apparatus for treating tobacco material, treated tobacco material and uses thereof |
| GB201811370D0 (en) * | 2018-07-11 | 2018-08-29 | British American Tobacco Investments Ltd | Methods of treating cut stem tobacco material |
| CN110864993B (zh) * | 2018-08-28 | 2023-03-24 | 贵州中烟工业有限责任公司 | 一种叶丝两级风选系统质量指标的检测方法 |
| CN110286660B (zh) * | 2019-06-17 | 2021-05-14 | 云南中烟工业有限责任公司 | 一种基于叶丝升温过程调控干燥过程叶丝加工强度的方法 |
| JP7461467B2 (ja) * | 2020-04-28 | 2024-04-03 | 日本たばこ産業株式会社 | 加工済葉たばこの製造方法、及び葉たばこの保管方法 |
| CN113995166B (zh) * | 2020-07-28 | 2023-09-22 | 贵州中烟工业有限责任公司 | 一种烟丝及其制备方法、发烟基质、加热不燃烧烟草制品 |
| CN111955778B (zh) * | 2020-08-03 | 2024-04-19 | 红云红河烟草(集团)有限责任公司 | 烟块分片推送加潮装置及方法 |
| WO2023112920A1 (ja) | 2021-12-14 | 2023-06-22 | 日本たばこ産業株式会社 | たばこ材料およびその製造方法、並びにたばこ製品 |
| WO2023112518A1 (ja) * | 2021-12-15 | 2023-06-22 | 日本たばこ産業株式会社 | たばこ幹原料を含有するたばこ材料 |
| CN115226930A (zh) * | 2022-06-16 | 2022-10-25 | 浙江中烟工业有限责任公司 | 一种含丙三醇叶丝的制丝方法 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4388932A (en) * | 1980-12-31 | 1983-06-21 | Philip Morris, Incorporated | Process for improving filling power of expanded tobacco |
| US4388933A (en) * | 1981-06-25 | 1983-06-21 | Philip Morris, Inc. | Tobacco stem treatment and expanded tobacco product |
| EP0078352B1 (en) * | 1981-10-30 | 1986-06-18 | Philip Morris Incorporated | Process for expanding cut tobacco |
| DE3410184A1 (de) * | 1984-03-20 | 1985-10-03 | B.A.T. Cigaretten-Fabriken Gmbh, 2000 Hamburg | Verfahren zum befeuchten von zerkleinerten rauchmaterialien |
| GB8806597D0 (en) * | 1988-03-19 | 1988-04-20 | Gbe International Plc | Vacuum steam atmosphere drier |
| US5259403A (en) * | 1992-03-18 | 1993-11-09 | R. J. Reynolds Tobacco Company | Process and apparatus for expanding tobacco cut filler |
| ATE228781T1 (de) | 1996-02-02 | 2002-12-15 | British American Tobacco Co | Verfahren und einrichtung zur kurzzeitigen trocknung von tabak |
| US6298858B1 (en) | 1998-11-18 | 2001-10-09 | R. J. Reynolds Tobacco Company | Tobacco flavoring components of enhanced aromatic content and method of providing same |
| GB9922746D0 (en) * | 1999-09-24 | 1999-11-24 | Rothmans International Ltd | Tobacco processing |
| DE10103123A1 (de) * | 2001-01-24 | 2002-08-01 | Reemtsma H F & Ph | Verfahren zum Behandeln von Tabak |
| EP1450122B1 (en) * | 2001-11-26 | 2013-07-24 | Japan Tobacco Inc. | Air flow dryer for granular material |
| JP4715383B2 (ja) | 2005-08-11 | 2011-07-06 | 村田機械株式会社 | 搬送台車 |
| ITVE20050051A1 (it) | 2005-10-17 | 2007-04-18 | Comas Costruzioni Macchine | Essicatore rotante per tabacco in foglia, in strips e trinciato.- |
| WO2012132008A1 (ja) * | 2011-03-31 | 2012-10-04 | 日本たばこ産業株式会社 | たばこ原料の膨化方法およびその装置 |
| RU127591U1 (ru) * | 2012-06-04 | 2013-05-10 | Софья Игоревна Сергиенко | Установка для сушки табачных листьев |
| RU126903U1 (ru) * | 2012-09-24 | 2013-04-20 | Государственное научное учреждение Всероссийский научно-исследовательский институт табака, махорки и табачных изделий Российской академии сельскохозяйственных наук | Установка для сушки и ферментации табака |
-
2014
- 2014-12-19 EP EP14874689.4A patent/EP3087851B1/en active Active
- 2014-12-19 KR KR1020167014771A patent/KR20160082542A/ko not_active Application Discontinuation
- 2014-12-19 RU RU2016128821A patent/RU2649926C2/ru active
- 2014-12-19 WO PCT/JP2014/083689 patent/WO2015098743A1/ja active Application Filing
- 2014-12-19 MY MYPI2019005874A patent/MY193133A/en unknown
- 2014-12-19 MY MYPI2016702236A patent/MY176773A/en unknown
- 2014-12-19 ES ES14874689T patent/ES2821431T3/es active Active
- 2014-12-19 PL PL14874689T patent/PL3087851T3/pl unknown
- 2014-12-19 JP JP2015554833A patent/JP6560125B2/ja active Active
- 2014-12-25 TW TW103145442A patent/TWI573533B/zh active
-
2018
- 2018-02-14 JP JP2018023733A patent/JP6545305B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| KR20160082542A (ko) | 2016-07-08 |
| MY193133A (en) | 2022-09-26 |
| MY176773A (en) | 2020-08-21 |
| EP3087851B1 (en) | 2020-08-19 |
| ES2821431T3 (es) | 2021-04-26 |
| JPWO2015098743A1 (ja) | 2017-03-23 |
| EP3087851A1 (en) | 2016-11-02 |
| JP2018108087A (ja) | 2018-07-12 |
| TWI573533B (zh) | 2017-03-11 |
| PL3087851T3 (pl) | 2020-12-28 |
| RU2016128821A (ru) | 2018-01-31 |
| TW201531240A (zh) | 2015-08-16 |
| JP6545305B2 (ja) | 2019-07-17 |
| WO2015098743A1 (ja) | 2015-07-02 |
| EP3087851A4 (en) | 2017-08-30 |
| RU2649926C2 (ru) | 2018-04-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6560125B2 (ja) | たばこ材料の製造方法及びその製造方法により製造されたたばこ材料 | |
| GB2460499A (en) | Method for processing burley tobacco in blended type cigarette | |
| US10420364B2 (en) | Tobacco treatment | |
| JP7185008B2 (ja) | 刻み葉柄タバコ材の処理方法 | |
| JP2022133433A (ja) | タバコ材を処理する方法、タバコ材を処理するための装置、処理されたタバコ材およびその使用 | |
| TW201233345A (en) | Method of treating burley tobacco stems | |
| WO2015101558A1 (en) | Method of treating whole tobacco leaf | |
| CN105979801A (zh) | 烟草茎的处理方法 | |
| KR20220143757A (ko) | 담배 재료를 처리하기 위한 방법들, 담배 재료를 처리하기 위한 장치, 처리된 담배 재료 및 그의 용도들 | |
| WO2019153885A1 (zh) | 用于电加热不燃烧的香烟气雾产生载体及其制备方法 | |
| WO2016174013A1 (en) | Clove-containing flavourant material | |
| CN116801737A (zh) | 新颖的气溶胶生成基质 | |
| WO2024079142A1 (en) | Cut rolled expanded stem production |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170606 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170804 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20171114 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20180601 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20180606 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20180606 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181211 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190423 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190605 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190718 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6560125 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |