JP6532769B2 - 工作機械及び工具の振れ修正方法 - Google Patents
工作機械及び工具の振れ修正方法 Download PDFInfo
- Publication number
- JP6532769B2 JP6532769B2 JP2015124945A JP2015124945A JP6532769B2 JP 6532769 B2 JP6532769 B2 JP 6532769B2 JP 2015124945 A JP2015124945 A JP 2015124945A JP 2015124945 A JP2015124945 A JP 2015124945A JP 6532769 B2 JP6532769 B2 JP 6532769B2
- Authority
- JP
- Japan
- Prior art keywords
- tool
- phase
- spindle
- shake
- tool holder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Landscapes
- Automatic Tool Replacement In Machine Tools (AREA)
- Machine Tool Sensing Apparatuses (AREA)
- Automatic Control Of Machine Tools (AREA)
Description
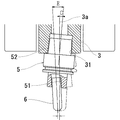
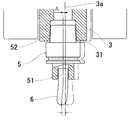
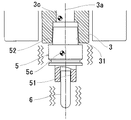
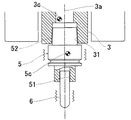
本発明は、工具6を装着した工具ホルダ5を主軸3に自動着脱する着脱機構7を備えた工作機械1であって、前記主軸3の回転時に、前記主軸3の回転軸3aに対する前記主軸3、前記工具ホルダ5及び前記工具6で構成される回転系Rの振れを測定する振れセンサ10と、前記工具ホルダ5を前記主軸3に対して異なる位相で装着する位相制御機構と、を有し、前記位相制御機構が、二以上の異なる位相において測定した前記回転系Rの振れを比較し、該振れが最小となる位相で前記工具ホルダ5を前記主軸3に装着する振れ修正機構を備えている。ここで、回転系Rの振れには、工具6の振れと主軸3の振動が含まれる。
(A)主軸中心の振れ回り(主軸の軸受回転精度などによる自転・公転軸のズレ)
(B)主軸中心と主軸テーパー部の芯ズレ
(C)主軸中心と主軸テーパー部の角度差
が挙げられ、工具ホルダ5に起因するものとして、
(D)ホルダテーパー部と工具クランプ部の芯ズレ
(E)ホルダテーパー部と工具クランプ部の角度差
が挙げられ、工具6に起因するものとして、
(F)工具の形状精度
が挙げられる。これら個別要素の組み合わせとして、主軸3の低速・高速回転時における工具6の先端振れの主な要因は以下の3つに分類される。
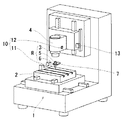
図1に示す実施例において、工作機械1はマシニングセンタであり、ワークを載置するテーブル2と、工具6を装着した工具ホルダ5を装着する主軸3と、主軸3を回転自在に支持する主軸ハウジング4と、を有する。テーブル2は、X軸方向及びY軸方向に駆動され、主軸ハウジング4はZ軸方向に駆動される。工作機械1は、主軸3の先端に工具ホルダ5を介して工具6が装着され、工具6を回転させながらワークに対してX,Y,Z軸方向に相対移動させ、ワークを所望の形状に加工する。また、工作機械1は、図示しないが、工具6の加工軌跡を数値制御する制御装置と、加工条件、工具交換、座標設定などの指示を入力する操作パネルと、加工情報や位置情報などを表示するモニターを備えている。なお、工作機械1は、図示の立形マシニングセンタに限られず、横形マシニングセンタの他、ボール盤、中ぐり盤、フライス盤、研削盤など各種の工作機械に本発明を適用することが可能である。
2 テーブル
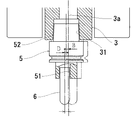
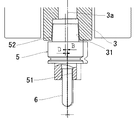
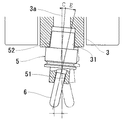
3 主軸
3a 回転軸
4 主軸ハウジング
5 工具ホルダ
6 工具
7 着脱機構
10 振れセンサ
11 光学センサ
12 振動センサ
Claims (6)
- 工具を装着した工具ホルダを主軸に自動着脱する着脱機構を備えた工作機械であって、
前記主軸の回転時に前記工具の振れを測定する光学センサ及び前記主軸の振動を測定する振動センサを含み、前記主軸の回転軸に対する前記主軸、前記工具ホルダ及び前記工具で構成される回転系の振れを測定する振れセンサと、
前記工具ホルダを前記主軸に対して異なる位相で装着する位相制御機構と、を有し、
前記位相制御機構が、二以上の異なる位相において測定した前記回転系の振れを比較し、該振れが最小となる位相で前記工具ホルダを前記主軸に装着する振れ修正機構を備え、
前記光学センサで測定した前記工具の振れが最小となる位相と前記振動センサで測定した前記主軸の振動が最小となる位相が異なる場合に、
前記振れ修正機構は、前記工具の振れ及び前記主軸の振動の双方が許容範囲内であるか否かを判断し、一の位相のみが該条件を満たすときには該位相を前記回転系の振れが最小となる位相であると判断し、何れの位相も該条件を満たす又は何れの位相も該条件を満たさないときには前記工具の振れが最小となる位相を前記回転系の振れが最小となる位相であると判断することを特徴とする工作機械。 - 工具を装着した工具ホルダを主軸に自動着脱する着脱機構を備えた工作機械であって、
前記主軸の回転時に、前記主軸の回転軸に対する前記主軸、前記工具ホルダ及び前記工具で構成される回転系の振れを測定する振れセンサと、
前記工具ホルダを前記主軸に対して異なる位相で装着する位相制御機構と、を有し、
前記位相制御機構が、二以上の異なる位相において測定した前記回転系の振れを比較し、該振れが最小となる位相で前記工具ホルダを前記主軸に装着する振れ修正機構を備え、
前記振れ修正機構が、二以上の異なる位相において測定した前記回転系の振れを比較して該振れが最小となる位相を判断又は予測する第一の測定手段と、前記第一の測定手段で前記振れが最小であると判断又は予測した位相を含む所定角度の範囲を前記第一の測定手段より細かい位相差で二以上の異なる位相において前記回転系の振れを測定し、該振れを比較して該振れが最小となる位相で前記工具ホルダを前記主軸に装着する第二の測定手段と、を備えた工作機械。 - 工具を装着した工具ホルダを主軸に自動着脱する着脱機構を備えた工作機械であって、
前記主軸の回転時に、前記主軸の回転軸に対する前記主軸、前記工具ホルダ及び前記工具で構成される回転系の振れとして、前記工具の振れを測定する振れセンサと、
前記工具ホルダを前記主軸に対して異なる位相で装着する位相制御機構と、を有し、
前記位相制御機構が、二以上の異なる位相において測定した前記工具の振れを比較し、該振れが最小となる位相で前記工具ホルダを前記主軸に装着する振れ修正機構を備え、
前記振れ修正機構が、測定した前記工具の振れに基づいて前記主軸の回転軸に対する前記工具の偏芯方向を割り出し、前記工具の振れが最小となる位相を予測する手段を備えた工作機械。 - 前記振れ修正機構が、前記主軸に対する前記工具ホルダの位相を変えて前記回転系の振れを測定する回数で360°を等分した所定角度ずつ前記工具ホルダの位相を変えて前記回転系の振れを測定する請求項1乃至3の何れか一項に記載の工作機械。
- 工具を装着した工具ホルダを主軸に自動着脱する着脱機構を備え、
前記主軸の回転時に、前記主軸の回転軸に対する前記主軸、前記工具ホルダ及び前記工具で構成される回転系の振れを測定する振れセンサと、
前記工具ホルダを前記主軸に対して異なる位相で装着する位相制御機構と、を有する工作機械を用いた工具の振れ又は/及び前記主軸の振動の修正方法であって、
前記工具ホルダを前記主軸に対して二以上の異なる位相で装着し、それぞれの位相において前記回転系の振れを測定する振れ測定工程と、
それぞれの位相において測定した前記回転系の振れを比較する振れ比較工程と、
前記回転系の振れが最小となる位相で前記工具ホルダを前記主軸に装着する振れ修正工程と、を有し、
前記比較工程が、前記測定工程において最初に測定した計測値を位相と共に記憶する工程と、前記測定工程において異なる位相で測定した計測値を記憶されている前記計測値と比較し、測定した該計測値が記憶されている前記計測値より小さいときに測定した該計測値を位相と共に置き換えて記憶する工程と、を備え、
前記測定工程と前記比較工程を所定回数繰り返したときに、計測値と共に記憶されている位相を前記回転系の振れが最小となる位相であると判断する振れ修正方法。 - 前記振れ比較工程が、それぞれの位相において測定した前記回転系の振れを予め定めた振れの許容値と比較する工程を備え、
該工程で比較した前記回転系の振れが全ての位相において前記許容値を上回った場合に、前記工具ホルダから前記工具を取り外し、前記工具ホルダに対して前記工具の位相を変えて該工具を装着する工具位相変更工程を有し、
前記回転系の振れが前記許容値以下になるまで前記工具位相変更工程と、前記振れ測定工程と、前記振れ比較工程と、を繰り返すことを特徴とする請求項5に記載の振れ修正方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015124945A JP6532769B2 (ja) | 2015-06-22 | 2015-06-22 | 工作機械及び工具の振れ修正方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015124945A JP6532769B2 (ja) | 2015-06-22 | 2015-06-22 | 工作機械及び工具の振れ修正方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017007030A JP2017007030A (ja) | 2017-01-12 |
| JP6532769B2 true JP6532769B2 (ja) | 2019-06-19 |
Family
ID=57761040
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015124945A Active JP6532769B2 (ja) | 2015-06-22 | 2015-06-22 | 工作機械及び工具の振れ修正方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6532769B2 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6549646B2 (ja) | 2017-07-06 | 2019-07-24 | ファナック株式会社 | 工作機械および原点補正方法 |
| JP6452898B1 (ja) * | 2017-10-25 | 2019-01-16 | 三菱電機株式会社 | 主軸ユニット芯振れ検知装置 |
| JP6615285B1 (ja) * | 2018-07-20 | 2019-12-04 | 株式会社牧野フライス製作所 | 工具振れ調整方法および工作機械 |
| CN111716149B (zh) | 2019-03-19 | 2024-07-30 | 发那科株式会社 | 机床 |
| JP7424759B2 (ja) * | 2019-05-23 | 2024-01-30 | ファナック株式会社 | 主軸異常検出装置 |
| EP4552774B1 (en) * | 2019-08-09 | 2026-03-25 | Sumitomo Electric Industries, Ltd. | Rotating tool, module and cutting system |
| GB201914730D0 (en) * | 2019-10-11 | 2019-11-27 | Renishaw Plc | Apparatus and method |
| JP6868147B1 (ja) * | 2020-08-04 | 2021-05-12 | Dmg森精機株式会社 | 工作機械、検知方法、および、検知プログラム |
| JP7814139B2 (ja) * | 2021-10-20 | 2026-02-16 | 芝浦機械株式会社 | 工具測定装置および工具測定方法 |
| CN114273971B (zh) * | 2021-12-09 | 2023-04-25 | 山东有荣机床有限公司 | 一种多轴加工中心用的铣刀修正装置 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2961612B2 (ja) * | 1989-07-04 | 1999-10-12 | 豊田工機株式会社 | 工具取付装置 |
| JP3377665B2 (ja) * | 1995-12-15 | 2003-02-17 | 新潟県 | エンドミル状工具による繊維質有機材料、硬脆性無機材料、ガラス質無機材料の切削加工法 |
| JP2015051494A (ja) * | 2013-09-09 | 2015-03-19 | 東芝機械株式会社 | 工具取り付け方法 |
-
2015
- 2015-06-22 JP JP2015124945A patent/JP6532769B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017007030A (ja) | 2017-01-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6532769B2 (ja) | 工作機械及び工具の振れ修正方法 | |
| US9511464B2 (en) | Adjustment mechanism for rotation runout and dynamic balance of rotating tool | |
| JP5962242B2 (ja) | 研削加工装置 | |
| JP6921511B2 (ja) | 自動工具交換装置付き工作機械及び自動測定方法 | |
| JP2017154202A (ja) | エンドミルによる加工方法および加工装置 | |
| TWI781353B (zh) | 工作機械以及控制裝置 | |
| CN112334748A (zh) | 确定移动系统、特别是机床中的负载的质量和重心位置的方法 | |
| JP2020011366A (ja) | 工具振れ調整方法および工作機械 | |
| WO2020203844A1 (ja) | 産業機械、偏心特定装置、偏心特定方法、およびプログラム | |
| US20140354267A1 (en) | Method of compensating command value for rotation angle | |
| EP1803530A2 (en) | Tool displacement controlling and correcting device for machine tool | |
| JP5170517B2 (ja) | 回転体の回転バランス修正装置及び方法 | |
| CN111506015A (zh) | 用于确定机床表面形状的方法 | |
| JP4415680B2 (ja) | 研削装置および研削方法 | |
| WO2019082302A1 (ja) | 主軸ユニット芯振れ検知装置 | |
| JP3540634B2 (ja) | 回転型位置決め装置及び工具を使用する加工装置 | |
| KR102864295B1 (ko) | 회전체 공작물의 언밸런싱 보정 장치 및 방법 | |
| CN111376106B (zh) | 机床和工具库的原点检测方法 | |
| JP4940904B2 (ja) | かつぎ量計測装置 | |
| JP2009291915A (ja) | 工作機械 | |
| JP4609237B2 (ja) | 不釣り合い修正方法およびその装置 | |
| JP7514800B2 (ja) | 工作機械、及び、工作機械の軸合わせ方法 | |
| CN113093644A (zh) | 控制装置、工作系统以及记录有程序的记录介质 | |
| JP7828266B2 (ja) | 溝研削方法、溝研削装置及びプログラム | |
| JP7590808B2 (ja) | 回転体用の釣り合わせ装置および方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180319 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181213 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181218 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190215 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190521 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190522 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6532769 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |